Область техники, к которой относится изобретение
Изобретение относится к электронной технике и может быть использовано при изготовлении 3D сборок с гибридными электронными компонентами.
Предшествующий уровень техники
При формировании 3D сборок с гибридными электронными компонентами, среди которых могут быть корпусированные и некорпусированные приборные чипы полупроводниковой микроэлектроники, пьзоэлектроники, микроэлектромеханических систем (МЭМС) и другие, конструкционно используют многоуровневое построение, когда все схемотехническое решение делится на части и каждая часть реализуется в плоскости на плате. Затем эти платы с электронными компонентами собирают в вертикальный пакет, с использованием вертикальных разделительных стенок, создающих пространство для электронных компонентов в каждом уровне, и с использованием элементов вертикальной коммутации, восстанавливающих единое схемотехническое решение. При необходимости пространство в каждом или в некоторых уровнях вокруг электронных компонентов заливают компаундом.
В решении [1] (фиг. 1) элемент вертикальной коммутации 1 между горизонтальными платами 2 с электронными компонентами 3 включает сквозное металлизированное отверстие 4, контактные площадки 5, гальванически связанные с металлизацией этого отверстия. Контактные площадки 5 с металлизированными отверстиями 4 расположены на периферии платы 2 в виде одного или нескольких контуров. Контактные площадки 5 выполнены одна над другой с обеих сторон платы 2. Вертикальные разделительные стенки 7 между платами 2 с электронными компонентами 3 сформированы из рамок интерпозеров 8, выполняющих роль промежуточных плат и, имеющих аналогичные элементы вертикальной коммутации 1. Платы и рамки интерпозеры собирают в вертикальный пакет механически и электрически соединяя их через припойные, как правило, свинцово-оловянные, реже золотые, шарики - бампы 6, которые можно отнести в состав элемента вертикальной коммутации 1. При необходимости увеличить высоту пространства для размещения электронных компонент может быть использовано несколько промежуточных рамок интерпозеров или могут быть использованы более толстые рамки интерпозеры 8. Сквозные металлизированные отверстия выполняются различными технологиями в зависимости от материала, из которого изготовлены платы 2 и рамки интерпозеры 8. В любом случае такие платы и рамки интерпозеры из-за наличия в них сквозных металлизированных отверстий - это самые критичные, трудоемкие и дорогостоящие конструкционные элементы сборки. Причем технические трудности и стоимость кратно возрастают при уменьшении диаметра металлизированных отверстий и контактных площадок вокруг них. Диаметр металлизированных отверстий определяет минимально допустимый шаг и число контактных площадок в сборке и, следовательно, допустимую сложность электронной компонентной базы (ЭКБ) и схемотехнического решения, которые могут быть использованы в сборке. Кроме того, при заданном технологией аспектном соотношении (отношение глубины отверстия к его диаметру), при уменьшении диаметра отверстий должна уменьшаться толщина плат и рамок интерпозеров и, следовательно, уменьшаться прочность плат с электронными компонентами. Следует также отметить, что с уменьшением диаметра металлизированных отверстий растет переходное сопротивление линий вертикальной коммутации, а вместе с ним и RC задержки в схеме.
Попытка увеличить число контактных площадок 5 за счет увеличения рядности в их контуре, как это сделано в [2] (фиг. 2) приводит к уширению рамок интерпозеров 8, к уменьшению полезной площади плат 2, на которой размещают электронные компоненты 3, к увеличению габаритов сборки в целом. Таким образом, выполнение вертикальных линий коммутации с помощью сквозных металлизированных отверстий приводит к комплексу взаимопротиворечивых следствий.
Краткое описание чертежей
Фиг. 1. Иллюстрация к электрическому и механическому соединению плат в 3D сборках по способу [1].
Фиг. 2. Иллюстрация к электрическому и механическому соединению плат в 3D сборках по способу [2].
Фиг. 3. Общий вид сборки и элемент вертикальной коммутации по предлагаемому способу.
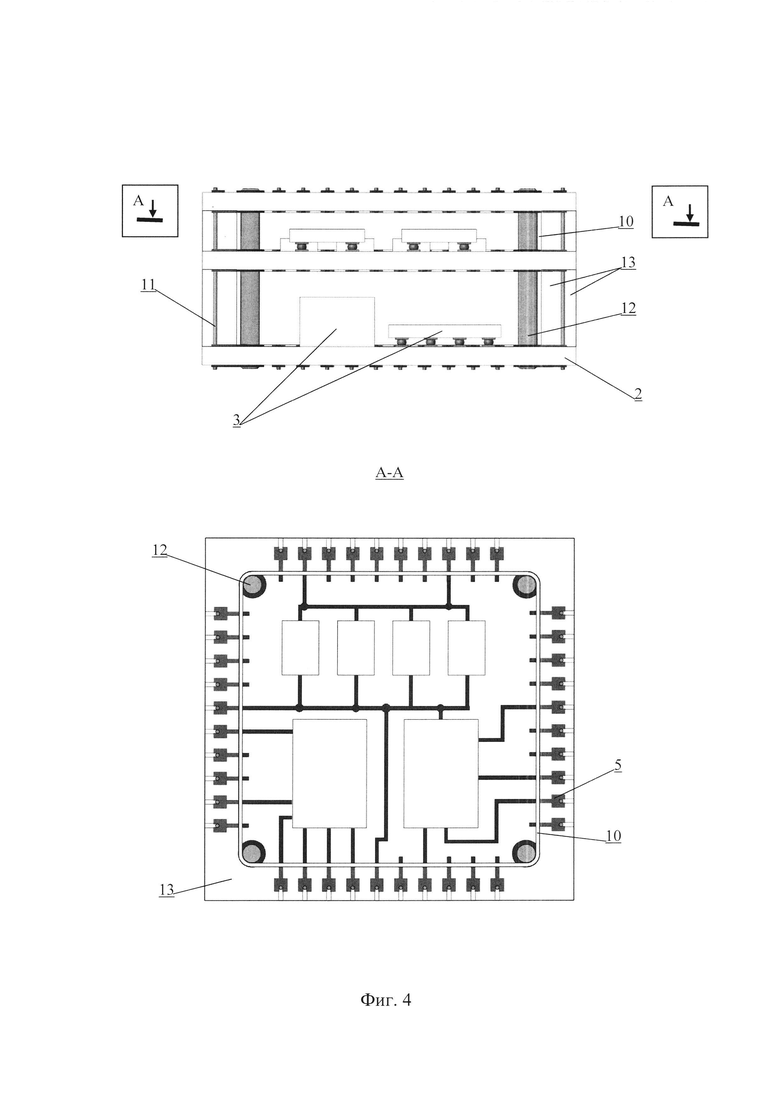
Фиг. 4. Поперечное сечение и вид сверху сборки по предлагаемому способу.
Термины и определения
3D сборка - электронный узел в виде трехмерной сборки монтажных плат с электронными компонентами, реализующий схемотехническое решение.
МЭМС - микроэлектромеханическая система.
TSV технология - технология изготовления тонких сквозных металлизированных отверстий в пластинах монокристаллического кремния (Through-Silicon Vias).
Интерпозер - промежуточная плата между платой с электронными компонентами и каким-либо элементом конструкции, в том числе другой платой с компонентами.
Задача изобретения и краткое изложение его сущности
Задача изобретения состоит в достижении заявляемого технического результата в виде увеличения доли полезной площади монтажных плат для установки ЭКБ, увеличении числа внешних выводов сборки.
В предлагаемом решении (фиг. 3) элемент вертикальной коммутации 1' реализован с помощью прорези 9 на торце платы 2, на глубину до касания или проникновения в контактные площадки 5 периферийного контура. Контактные площадки 5 в предлагаемом решении в сквозном металлизированном отверстии не нуждаются. Для организации аналога вертикальных стенок 7 (фиг. 1) используется тонкая лента 10 (фиг. 3 и 4) из гибкого диэлектрического материала, ширина которой выбирается исходя из высоты пространства, необходимого для размещения электронных компонентов, причем вертикальные стенки 10 устанавливают с внутренней стороны по отношению к контуру контактных площадок 5 так, что металлизированные прорези 9 оказываются снаружи от вертикальных стенок 10 и доступны для организации их вертикальной коммутации. При этом вертикальную коммутацию выполняют не путем последовательного соединения соседних контактных площадок, а групповым методом - сразу для всех контактных площадок на одной вертикали для всех плат сборки. Для этого электрическую коммутацию всех прорезей на одной вертикали выполняют путем вложения в них механически напряженной натянутой проволоки 11 диаметром меньше ширины прорезей 9 и пайки проволоки 11 ко всем контактным площадкам 5, с которыми она соприкасается по всей вертикали. Для удобства совмещения плат 2 и организации вертикальных стенок 10 сборку плат 2 и вертикальных стенок 10 осуществляют с использованием нескольких вертикальных штырей 12, на которые продевают платы 2 через направляющие отверстия в них и вокруг которых организуют вертикальные стенки 10. Прорези в торце плат также выполняют групповым методом, например, с помощью тонкого диска с алмазной режущей кромкой, предварительно пакетировав платы. Пайка луженой проволоки, организующей сквозной вертикальный коммутационный канал, с лужеными контактными площадками выполняется одним из методов групповой пайки, например, с помощью специализированного фена.
Объем пространства вокруг электронных компонентов 3 может быть залит компаундом в процессе монтажа сборки или после пайки вертикальных линий коммутации 11 через отверстия в вертикальных стенках 10. Перфорация ленты для вертикальных стенок выполняется заранее - до их монтажа в составе сборки. В качестве одной из завершающих операций, выполняют заливку защитным компаундом внешних объемов 13 между платами 2 и вертикальными стенками 10 вместе с вертикальными линиями проволок 11, проходящих через эти объемы. На фиг. 4 представлено поперечное сечение и вид А-А (см. фиг. 4) сборки по предлагаемому способу.
Благодаря описанному способу электрического и механического соединения плат и интерпозеров в 3D электронных сборках удается выполнить сборку без трудоемкого изготовления сквозных металлизированных отверстий малого диаметра (порядка 50-100 мкм) в платах. Отметим, что для плат на основе стеклотекстолита, нитрида алюминия отверстия такого диаметра на сегодня вообще недостижимы, а для плат из монокристаллического кремния, требуют привлечения высокотехнологичных операций технологии TSV. Выполнение же относительно мелких прорезей шириной 50-100 мкм доступно вне зависимости от материала плат. Это означает, что уменьшение шага во внешнем контуре контактных площадок и, следовательно, число внешних выводов, практически до уровня кремниевых интерпозеров может быть достигнуто и в подложках на основе других, в том числе менее хрупких материалов. Дополнительно прочность сборки и, следовательно, надежность всего электронного изделия, возрастает при использовании натянутой проволоки, которая помимо коммутационных функций выполняет роль напряженной арматуры во внешней оболочке защитного компаунда. Кроме того, контур вертикальных стенок из тонкой ленты оставляет  площадь платы для электронных компонентов, чем внутренний контур рамки в способах-аналогах, особенно если она содержит несколько рядов контактных площадок как это показано на фиг. 2. Таким образом, предлагаемый способ обеспечивает достижение всех заявленных технических результатов.
площадь платы для электронных компонентов, чем внутренний контур рамки в способах-аналогах, особенно если она содержит несколько рядов контактных площадок как это показано на фиг. 2. Таким образом, предлагаемый способ обеспечивает достижение всех заявленных технических результатов.
Подробное описание чертежей
Фиг. 1. Иллюстрация к электрическому и механическому соединению плат в 3D сборках по способу [1], в котором элемент вертикальной коммутации 1 между горизонтальными платами 2 с электронными компонентами 3 включает сквозное металлизированное отверстие 4, контактные площадки 5, гальванически связанные с металлизацией этого отверстия, припойные насадки (бампы) 6 на контактных площадках, а разделительные стенки 7 сформированы одной или несколькими рамками интерпозерами 8 с аналогичными элементами вертикальной коммутации.
Фиг. 2. Иллюстрация к электрическому и механическому соединению плат в 3D сборках по способу [2], в котором платы 2 с электронными компонентами 3 и рамки интерпозеры 8 ценой уменьшения рабочего поля плат 2 для монтажа компонентов 3 содержат несколько рядов контактных площадок 5.
Фиг. 3. Общий вид сборки и элемент вертикальной коммутации 1' к предлагаемому способу, в котором элемент вертикальной коммутации реализован с помощью прорези 9 на торце платы 2 до касания или проникновения в контактные площадки 5 и натянутой проволоки 11, припаянной групповым методом ко всем контактным площадкам на одной вертикали, а вертикальные стенки 10 выполнены из тонкой гибкой диэлектрической ленты вокруг вспомогательных вертикальных штырей 12. Объем снаружи вертикальных стенок 10 вместе с коммутационными проволочными линиями 11 залит компаундом 13 и образует дополнительный механический и защитный каркас сборки.
Фиг. 4. Поперечное сечение и вид сверху сборки по предлагаемому способу, на котором представлены платы 2 с электронными компонентами 3, контактные площадки 5 без сквозных металлизированных отверстий, тонкие вертикальные стенки 10 практически не уменьшающие полезную площадь платы 2, организованные вокруг вспомогательных вертикальных стоек 12, а также вертикальные проволочные линии коммутаций 11 и дополнительный внешний каркас на основе компаунда 13.
Пример выполнения
В качестве примера реализации предлагаемого способа выполнена многоуровневая сборка в виде трехуровневого модуля на основе плат с планарными размерами 17,3×17,3 мм. Платы выполнены из высокотемпературного стеклотекстолита марки FR-4HiTg. Вертикальные стенки выполнены с использованием тонких (100 мкм) гибких полиимидных полосок, которые замкнуты в контур с помощью пайки, имеющихся на них участков металлизации. Заготовки вертикальных стенок в виде полиимидных полосок перфорированы отверстиями диаметром 1,2 мм, для последующей заливки через них компаунда. Двухсторонний контур внешних контактных площадок плат выполнен без сквозных металлизированных отверстий. Благодаря этому ширина контактной площадки составляет 150 мкм (вместо 400 мкм с металлизированным отверстием), а шаг их следования в контуре 300 мкм (вместо шага 800 мкм для контактных площадок с отверстием). Длина контактной площадки 300 мкм. В соответствии с нормами проектирования печатных плат, контур контактных площадок выполнен на расстоянии 0,25 мм от физического края платы. В связи с этим торцевые прорези выполнены на глубину 350 мкм. Прорези шириной 80-90 мкм выполнены с помощью дисков с внешней алмазной кромкой, используемых для разделения полупроводниковых пластин с приборами микроэлектроники на чипы. Сборка произведена с использованием технологической оснастки, имеющей четыре вертикальных стальных штыря диаметром 0,5 мм, на которые нанизывали платы и вокруг которых формировались вертикальные стенки. Механическое соединение плат в пакете осуществляли путем пайки металлизированных площадок вокруг направляющих отверстий в плате с вертикальными штырями. Контактные площадки на одной вертикали гальванически объединяли путем пайки к ним сквозной проволоки диаметром 60 мкм, пропущенной через все прорези на этой вертикали. Пайку проводили групповым методом с помощью специализированного фена. Монолитизация уровней и пространства с проволоками во вне контура вертикальных стенок проведена в едином цикле путем заливки конструкции в «опалубке» приспособления жидким компаундом.
Цитируемая литература
[1] Патент на изобретение US 6,618,267 В1 09 сентября, 2003.
[2] Патент на изобретение US 8,199,510 В2 12 июня, 2012.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ реализации и устройство чувствительного элемента для контроля параметров движения в составе многоуровневого многокристального модуля | 2019 |
|
RU2702401C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРЕХМЕРНОЙ МИКРОСБОРКИ | 2023 |
|
RU2803556C1 |
| Многокристальный модуль | 2019 |
|
RU2702705C1 |
| ИНТЕРПОЗЕР И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2014 |
|
RU2584575C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОКОМПОНЕНТНОГО ТРЕХМЕРНОГО ЭЛЕКТРОННОГО МОДУЛЯ | 2001 |
|
RU2193260C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРЕХМЕРНОГО ПОЛИМЕРНОГО ЭЛЕКТРОННОГО МОДУЛЯ | 2001 |
|
RU2193259C1 |
| КОНТАКТНЫЙ УЗЕЛ | 1998 |
|
RU2134498C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭЛЕКТРОННЫХ УЗЛОВ НА ГИБКОМ НОСИТЕЛЕ БЕЗ ПРОЦЕССОВ ПАЙКИ И СВАРКИ | 2014 |
|
RU2572588C1 |
| СПОСОБ МОНТАЖА ЭЛЕКТРОННЫХ КОМПОНЕНТОВ С ШАРИКОВЫМИ ВЫВОДАМИ | 2006 |
|
RU2331993C1 |
| СПОСОБ СБОРКИ ТРЕХМЕРНОГО ЭЛЕКТРОННОГО МОДУЛЯ | 2012 |
|
RU2492549C1 |



Изобретение относится к электронной технике и может быть использовано при изготовлении 3D сборок с гибридными электронными компонентами. Сущность: способ электрического и механического соединения плат в 3D электронных сборках заключается в реализации вертикальных линий коммутации за счет пайки механически напряженной проволоки с периферийными контактными площадками пакетированных плат сборки, пропущенной через торцевые прорези плат в области этих контактных площадок, а также за счет использования стенок из гибкого диэлектрического материала вокруг сквозных стержнеобразных направляющих сборки, формирующих объем вокруг электронных компонентов каждого уровня сборки для заливки компаундом. Технический результат заключается в увеличении доли полезной площади монтажных плат для установки электронной компонентной базы (ЭКБ), увеличении числа внешних выводов сборки. 5 з.п. ф-лы, 4 ил.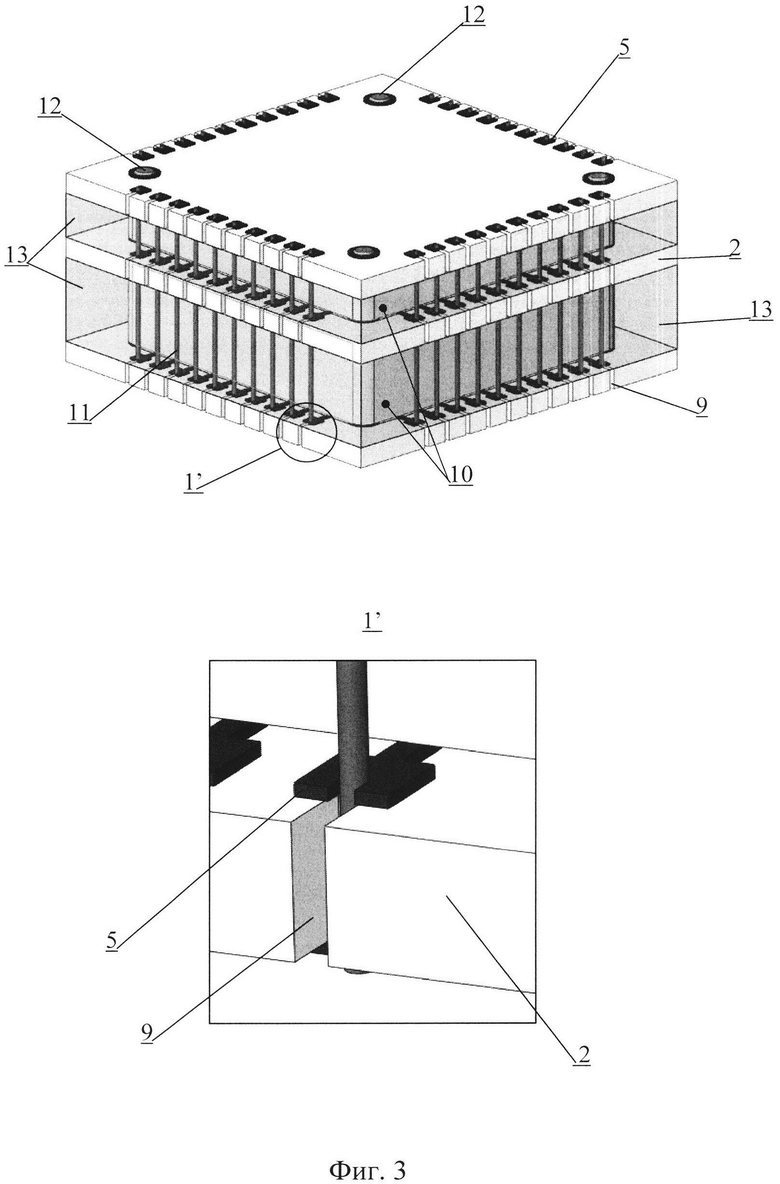
1. Способ электрического и механического соединения плат и интерпозеров в 3D электронных сборках, включающий вертикальное пакетирование плат и разделительных элементов, обеспечивающих замкнутое пространство между платами для электронных компонентов, механическое соединение плат и разделительных элементов в пакет, а также вертикальную электрическую коммутацию контактных площадок периферийного контура плат и разделительных элементов, отличающийся тем, что вертикальную коммутацию контактных площадок периферийного контура плат осуществляют путем пропускания механически напряженной натянутой проволоки через торцевые прорези в платах и последующей групповой пайки проволоки с контактными площадками в области их соприкосновения, при вертикальном пакетировании плат с электронными компонентами используют несколько вертикальных штырей, проходящих через направляющие отверстия в платах, разделительные элементы формируют из тонкой диэлектрической ленты вокруг вертикальных штырей, механическое соединение плат в пакете осуществляют путем пайки металлизированных площадок вокруг направляющих отверстий в плате с вертикальными штырями, а также за счет пайки натянутой проволоки в вертикальных линиях коммутации и внешнего каркаса на основе компаунда, заливку компаунда вокруг электронных компонентов осуществляют через боковые отверстия в вертикальных стенках.
2. Способ по п. 1, отличающийся тем, что направляющие отверстия плат выполняют отстоящими от края плат на расстояние больше, чем внутренняя кромка контактных площадок периферийного контура.
3. Способ по п. 1, отличающийся тем, что ширину тонкой диэлектрической ленты выбирают исходя из высоты пространства, необходимого для размещения электронных компонентов.
4. Способ по п. 1, отличающийся тем, что тонкая диэлектрическая лента может быть предварительно перфорирована для последующей заливки пространства вокруг электронных компонентов компаундом через боковые отверстия вертикальных стенок после установки платы вышележащего уровня или окончания всей сборки.
5. Способ по п. 1, отличающийся тем, что для выполнения вертикальных линий коммутации выбирают предварительно луженую проволоку, диаметр которой меньше ширины торцевых прорезей.
6. Способ по п. 1, отличающийся тем, что торцевые прорези в платах выполняют на глубину до касания или проникновения в контактные площадки.
| ИНТЕРПОЗЕР И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2014 |
|
RU2584575C1 |
| Способ изготовления микроэлектронного узла | 2016 |
|
RU2645151C1 |
| ПЛАТА ПЕЧАТНАЯ СОСТАВНАЯ | 2012 |
|
RU2497320C1 |
| МНОГОСЛОЙНАЯ КОРПУСНАЯ СБОРКА СО ВСТРОЕННОЙ АНТЕННОЙ | 2014 |
|
RU2654302C2 |
| US 6991966 B2, 31.01.2006 | |||
| US 20180288876 A1, 04.10.2018 | |||
| US 20060249829 A1, 09.11.2006 | |||
| US 9418906 B2, 16.08.2016. | |||

