Изобретение относится к приборостроению, и может быть использовано при разработке различных устройств, в том числе лазерных, с системами стабилизации температуры на основе термоэлектрических модулей (ТЭМ), особенно при их серийном производстве.
Задачей, на решение которой направлено заявляемое изобретение, является разработка способа установки ТЭМ, позволяющего исключить влияние динамических нагрузок на элементы конструкции ТЭМ, возникающих во время эксплуатации при вибрациях и ударах от элементов, находящихся в механическом контакте с ТЭМ.
В настоящее время полупроводниковые ТЭМ находят широкое применение в различных устройствах - в системах охлаждения активных элементов твердотельных лазеров, компьютерных процессоров, в медицинской технике, бытовых и промышленных холодильниках, и т.д.
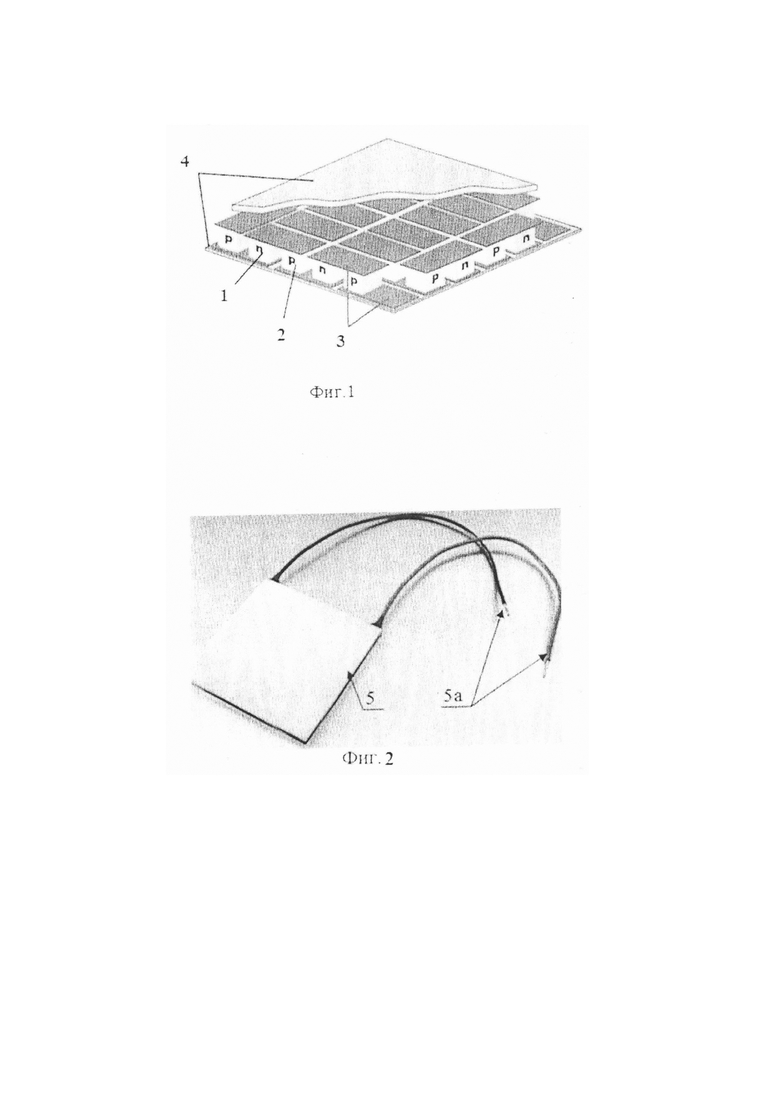
В основе работы ТЭМ лежит эффект Пельтье (Б.М. Яворский, А.А. Детлаф, Справочник по физике. Для инженеров и студентов вузов. Изд. 2-е, М., Наука. 1964). Единичным элементом ТЭМ (фиг. 1) является термопара, состоящая из одного проводника (ветки) n-типа и одного проводника р-типа (позиции 1 и 2. соответственно, на фиг. 1). При последовательном соединении нескольких таких термопар теплота (Qc), поглощаемая на контакте типа n-р, выделяется на контакте типа p-n (Qh). Термоэлектрический модуль представляет собой совокупность таких термопар, обычно соединенных между собой последовательно по току и параллельно по потоку тепла. Термопары помещаются между двумя керамическими пластинами (позиция 4, фиг. 1). Ветки напаиваются на медные проводящие площадки (позиция 3, фиг. 1), которые крепятся к специальной теплопроводящей керамике, например, из оксида алюминия (AlO3) или нитрида алюминия (AlN). Количество термопар может варьироваться в широких пределах -от нескольких единиц до нескольких сотен, что позволяет создавать ТЭМ с холодильной мощностью от десятых долей ватта до сотен ватт. Наибольшей термоэлектрической эффективностью, среди промышленно используемых для изготовления ТЭМ материалов, обладает теллурид висмута, в который для получения необходимого типа и параметров проводимости добавляют специальные присадки, например, селен и сурьму. На фиг. 1 представлено устройство ТЭМ, где позициями показано:
1 - полупроводник n-типа;
2 - полупроводник р-типа;
3 - проводящие площадки;
4 - керамические пластины.
Различные фирмы в разных странах мира серийно производят термоэлектрические модули примерно одинаковые по параметрам и типоразмерам. Лидирующее место в мире по качеству производимых модулей занимают такие российские компании, как «Криотерм», «Норд», «Остерм» и другие.
Следует отметить, что сборка на основе ТЭМ не может работать без отвода теплоты от горячей стороны, поэтому она всегда состоит из трех частей (Handbook of Thermoelectric - London. N.Y.: CRC Press, 1995):
- термоэлектрического модуля или модулей;
- радиатора на горячей стороне модуля;
- охлаждаемого (термостабилизируемого) объекта на холодной стороне.
На фиг. 2 представлена фотография стандартного серийно выпускаемого однокаскадного ТЭМ (позиция 5) с проводами электропитания (позиция 5а), взятая из каталога продукции компании «Криотерм» (www. kriotherm.ru). Согласно инструкции по установке ТЭМ (www. kriotherm.ru) существует два наиболее распространенных способа установки модуля в сборку с термостабилизируемым элементом и радиатором: с помощью винтового соединения и с помощью пайки. Второй способ требует проведения технологической операции по металлизации внешних поверхностей керамических пластин. При этом установка ТЭМ в сборку осуществляется пайкой безфлюсовым припоем. При таком способе установки обеспечивается необходимая жесткость сборки и идеальный тепловой контакт металлизированных поверхностей ТЭМ с поверхностями соединяемых деталей. Недостатки, присущие рассмотренному способу установки:
- способ трудноосуществим с материалами не подходящими для пайки;
- способ несовместим с деталями сборки, которым противопоказан нагрев;
- ограниченная ремонтопригодность сборки после монтажа;
- стоимость металлизированных ТЭМ гораздо выше обычных стандартных;
- способ не исключает влияние динамических нагрузок на элементы конструкции ТЭМ в жестких условиях эксплуатации.
Наиболее близким аналогом заявляемому изобретению по решаемой задаче и количеству сходных признаков является способ установки термоэлектрического модуля с помощью винтового соединения (каталог компании «Криотерм», инструкция по установке ТЭМ (www. kriotherm.ru)). В этом случае для обеспечения хорошего теплового контакта термостабилизируемого элемента с холодной, и радиатора с горячей сторонами ТЭМ, обычно применяют специальную теплопроводяшую пасту (например, КПТ-8). Для уменьшения теплового сопротивления слой термопасты должен быть по возможности минимальным. Момент затяжки винтов, обеспечивающих прижим термостабилизируемого элемента и радиатора к ТЭМ, может быть определен по следующей формуле (www. kriotherm.ru):
T=Pm×Sm×Nm×K×d/N,
где:
T - значения момента на каждом винте;
Pm - развиваемое давление прижима;
Sm - площадь поверхности термоэлектрических модулей в сборке;
Nm - число термоэлектрических модулей в сборке;
N - количество винтов, используемых для монтажа сборки;
K - приведенный коэффициент трения (к примеру, K=0.2 для стали, K=0.15 для нейлона);
d - номинальный диаметр винта.
Для стандартных однокаскадных неметаллизированных ТЭМ рекомендуемое прижимное давление при монтаже составляет Pm=5-12 кг/см2 и регламентируется механической прочностью наиболее хрупкого элемента-керамической пластины.
Чтобы винты не сильно влияли на поток тепла от горячей стороны ТЭМ к холодной, их диаметр выбирается минимальным и, предпочтительно, они должны быть изготовлены из материала с низкой теплопроводностью. Кроме того, при монтаже сборки радиатора. ТЭМ и охлаждаемого элемента для предотвращения непосредственного контакта крепежных винтов с охлаждаемым элементом используются теплоизоляционные втулки. Рекомендуемый материал теплоизоляционных втулок - поликапроамид (капролон).
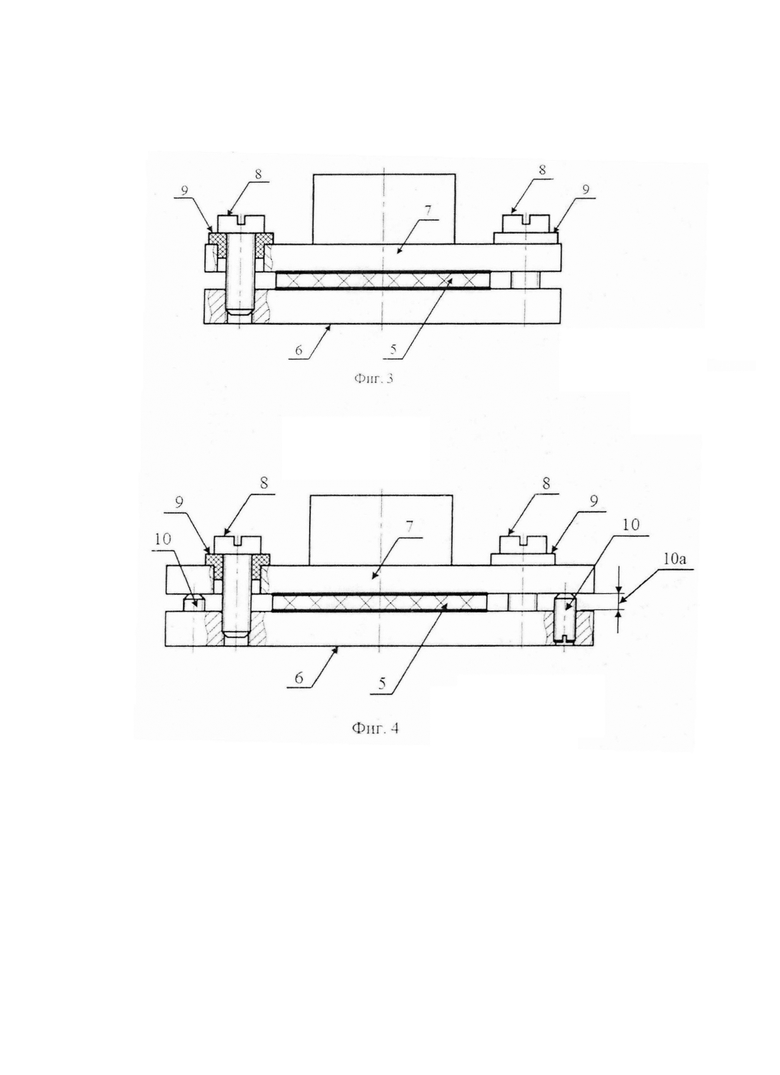
На фиг. 3 показан чертеж смонтированной сборки термостабилизируемого элемента. ТЭМ и радиатора по стандартному способу установки ТЕМ с применением стягивающих винтов. На фиг. 3 позициями показаны:
5 - ТЭМ;
6 - радиатор;
7 - термостабилизируемый элемент;
8 - стягивающий винт;
9 - теплоизоляционная втулка.
Таким образом, ближайший аналог позволяет решить задачу установки ТЭМ в сборке с термостабилизируемым элементом и радиатором при помощи стягивающих (крепежных) винтов и теплоизолирующих втулок, обеспечивая необходимое прижимное давление и теплоизоляцию охлаждаемого элемента от радиатора, минимизацию теплового сопротивления по площади контакта соприкасающихся деталей за счет применения теплопроводящей пасты. Однако стандартный способ установки ТЭМ имеет ограничения по применению сборки с ТЭМ в условиях эксплуатации изделия с нерегламентированными нагрузками. Основным недостатком стандартного способа крепления ТЭМ является то, что силовая схема распределения нагрузки представляет собой контур, замыкающийся на ТЕМ. Слабым звеном в конструкции ТЭМ, с точки зрения механической прочности, являются керамические пластины. В условиях жесткой эксплуатации устройства, оснащенного ТЭМ, кроме постоянного прижимного давления от крепежных винтов, при воздействии вибрации и ударов, ТЭМ дополнительно нагружается нерегламентированными инерционными силами, возникающими от элементов, находящихся в контакте с ТЭМ. При превышении уровня механических нагрузок выше допустимых возможно разрушение элементов ТЭМ и потеря его работоспособности.
Техническим результатом заявляемого изобретения - способа установки ТЭМ в сборке с термостабилизируемым элементом и радиатором, является гарантированное повышение жесткости сборки для обеспечения возможности ее работы в условиях ударных и вибрационных нагрузок.
Заявленный технический результат достигается тем, что в способе установки ТЭМ на основе стягивающих винтов, обеспечивающих механический контакт с определенным прижимным давлением поверхностей термостабилизируемого элемента и радиатора к керамическими пластинам термоэлектрического модуля (ТЭМ) через слой теплопроводящей пасты новым является то, что дополнительно к стягивающим винтам сборка оснащается упорными винтами, вкрученными в радиатор, высота выступания которых относительно поверхности радиатора настраивается при предварительном монтаже сборки с применением калиброванных прокладок, толщиной, определяемой суммарным допуском на плоскостность соединяемых деталей и обеспечивающей технологические зазоры между плоскостями термостабилизируемого элемента и радиатором и поверхностями керамических пластин ТЭМ с возможностью заполнения их теплопроводящей пастой.
По сравнению с прототипом (см. недостатки) в предложенном решении упорные винты, вкрученные в радиатор, позволяют изменить силовую схему распределения нагрузки при установке ТЭМ в сборку с термостабилизирующим блоком и перенести действие постоянного прижимного давления от крепежных винтов и инерционных нагрузок на внешний контур, образуемый упорными винтами совместно с радиатором и поверхностью термостабилизируемого элемента, что приводит к силовой разгрузке ТЭМ и защите его от разрушения. Подбор высоты выступания упорных винтов посредством предварительного монтажа сборки с применением калиброванных прокладок определенной заявляемой толщины позволяет гарантированно распределить основную нагрузку на упорные винты, минимизировать размер технологических зазоров и. соответственно, величину теплового сопротивление, при заполнении зазоров теплопроводящей пастой.
Таким образом, внедрение указанного способа установки ТЭМ позволяет:
- обеспечить гарантированное повышение жесткости сборки;
- исключить контроль момента затяжки крепежных винтов при монтаже сборки;
- обеспечить одинаковую величину теплового сопротивления при монтаже идентичных сборок;
Приведем общий перечень используемых фигур и графических изображений.
На фиг. 1 схематично изображен ТЭМ, где 1 и 2 - образующие термопару, полупроводники n-типа и р-типа, соответственно; 3 - проводящие площадки из меди; 4 - две керамические пластины.
На фиг. 2 представлена фотография стандартного серийно выпускаемого однокаскадного ТЭМ - 5 с проводами электропитания - 5а.
На фиг. 3 показан чертеж смонтированной сборки термостабилизируемого элемента, ТЭМ и радиатора по стандартному способу установки ТЕМ с применением стягивающих винтов. На фиг. 3 позициями показаны: 5 - ТЭМ; 6 - радиатор; 7 - термостабилизируемый элемент; 8 - стягивающий винт; 9 - теплоизоляционная втулка.
На фиг. 4 приведен чертеж сборки термостабилизируемого элемента, ТЭМ и радиатора, выполненной по заявляемому способу установки ТЭМ с помощью дополнительных упорных винтов, где позициями обозначены: 5 - ТЭМ; 6 - радиатор; 7 - термостабилизируемый элемент: 8 - стягивающий винт: 9 - теплоизоляционная втулка; 10 - упорные винты; 10а - высота выступания упорных винтов относительно поверхности радиатора, равная сумме высоты ТЭМ и толщины калиброванной прокладки.
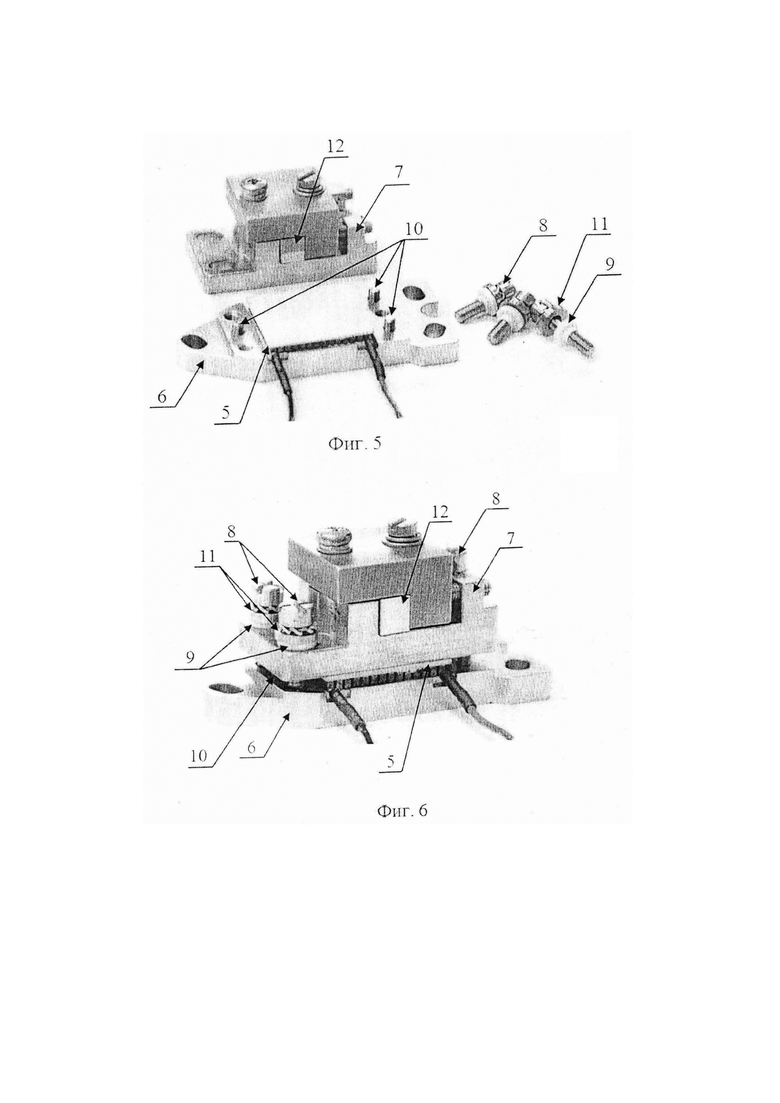
На фиг. 5 показана фотография составных частей - термостабилизируемого элемента (узла крепления нелинейного оптического кристалла (НОК) в сборе) и радиатора, изготовленных для установки ТЭМ по заявляемому способу. На фиг. 6 показана фотография сборки после монтажа. На фигурах 5, 6 позициями обозначены следующие детали: 5 - ТЭМ; 6 - радиатор; 7 - термостабилизируемый элемент (узел крепления НОК 12); 8 - стягивающий винт; 9 - теплоизоляционная втулка; 10 - упорные винты; 11 - шайба металлическая; 12 - оптический элемент (НОК) Рассмотрим реализованный на практике пример установки ТЭМ по заявляемому способу в сборке с термостабилизируемым элементом - узлом крепления НОК.
Термостабилизируемый элемент 7 (фиг. 4, фиг. 5, фиг. 6) представляет собой разборный узел крепления НОК, изготовленный из теплопроводного материала-меди. Радиатор 6 выполнен из сплава алюминия Д16. Стягивающие 8 и упорные винты 10 для минимизации теплопроводности изготовлены из сплава титана ВТ3-1 диаметром 3 мм и 2.5 мм. соответственно. В сборке применялся стандартный серийно выпускаемый однокаскадный ТЭМ (5, фиг. 4) - ТВ-83-1,0-1,5 размерами А×В×Н=22×19×3,8 мм, где А-длина, В-ширина и Н-высота модуля. Теплоизоляция стягивающих винтов от термостабилизируемого элемента обеспечивалась втулками из капролона 9. Для равномерного распределение нагрузки от стягивающих винтов 8 на втулки 9 применялись металлические шайбы 11 (фиг. 5, фиг. 6) с внешним диаметром большим, чем максимальный диаметр теплоизоляционных втулок. Высота выступания упорных винтов относительно поверхности радиатора выставлялась при предварительном монтаже сборки с использованием калиброванной металлической прокладки (фольги), устанавливаемой между плоскостью узла крепления НОК 7 и керамической пластиной ТЭМ 5. Минимальная толщина прокладки для конкретной сборки составила 0,02 мм и была выбрана исходя из суммарного допуска на плоскостность соединяемых деталей. После установки прокладки, стягивающие винты равномерно и свободно вкручивались в радиатор 6 до касания плоскости узла крепления НОК 7 плоскости фольги (до резкого возрастания сопротивления). Далее вкручивались упорные винты 10 до касания (резкого возрастания сопротивления) плоскости узла крепления НОК 7. Для фиксации высоты выступания упорных винтов производилось их стопорение краской. После предварительного монтажа сборка разбиралась, прокладка убиралась, керамические пластины ТЭМ покрывались тонким слоем теплопроводной пасты КПТ8. При окончательной сборке производилась равномерная затяжка стягивающих винтов до резкого возрастания сопротивления, свидетельствующего о распределении основной нагрузки на упорные винты. Первоначальный технологический зазор толщиной 0,02 мм при обжатии ТЭМ преобразуется в два зазора толщиной ~ 0,01 мм заполненных пастой, обеспечивая при этом малое тепловое сопротивление.
Данное техническое решение с успехом прошло проверку при изготовлении и испытании отдельных образцов твердотельных лазеров, в которых применяются термостабилизируемые узлы на основе ТЭМ.
На основании выше изложенного можно утверждать, что заявляемый способ обеспечивает увеличение жесткости сборки за счет перераспределения нагрузки с ТЭМ на упорные винты.
При этом, имеют место дополнительные преимущества, состоящие в малом тепловом сопротивлении сборок и идентичности сборок по тепловому сопротивлению и жесткости конструкции, что упрощает процесс монтажа сборки с ТЭМ и устраняет необходимость контроля теплового сопротивления и моментов затяжки крепежных винтов, что особенно важно при серийном производстве.
Таким образом, заявляемый способ установки термостабилизирующего блока на основе ТЭМ может быть применен при разработке и изготовлении различных устройствах, в том числе лазерных, особенно при их серийном производстве, в которых используется термостабилизируемые узлы на основе ТЭМ. Внедрение данного способа установки ТЭМ позволяет повысить жесткость сборки системы термостабилизации и обеспечить работу устройства в условиях ударных и вибрационных нагрузок.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ОХЛАЖДЕНИЯ ИС | 2013 |
|
RU2528392C1 |
| ТЕПЛООБМЕННОЕ УСТРОЙСТВО | 2013 |
|
RU2537655C1 |
| ТЕПЛООБМЕННОЕ УСТРОЙСТВО | 2014 |
|
RU2537647C1 |
| ПАРАМЕТРИЧЕСКИЙ ГЕНЕРАТОР СВЕТА | 2018 |
|
RU2688860C1 |
| УСТРОЙСТВО ОХЛАЖДЕНИЯ | 2014 |
|
RU2566950C1 |
| ТЕРМОЭЛЕКТРИЧЕСКИЙ КОНДИЦИОНЕР | 2008 |
|
RU2397074C2 |
| ТЕРМОЭЛЕКТРИЧЕСКИЙ КЛАСТЕР, СПОСОБ ЕГО РАБОТЫ, УСТРОЙСТВО СОЕДИНЕНИЯ В НЕМ АКТИВНОГО ЭЛЕМЕНТА С ТЕПЛОЭЛЕКТРОПРОВОДОМ, ГЕНЕРАТОР (ВАРИАНТЫ) И ТЕПЛОВОЙ НАСОС (ВАРИАНТЫ) НА ЕГО ОСНОВЕ | 2011 |
|
RU2444814C1 |
| УСТРОЙСТВО ДЛЯ ОХЛАЖДЕНИЯ ПРОЦЕССОРА | 2011 |
|
RU2470498C1 |
| УСТРОЙСТВО ДЛЯ ОХЛАЖДЕНИЯ ЭЛЕКТРОННЫХ БЛОКОВ | 2006 |
|
RU2319327C1 |
| УСТРОЙСТВО ДЛЯ СОЗДАНИЯ ГРАДИЕНТА ТЕМПЕРАТУР И ИССЛЕДОВАНИЯ СТРУКТУРЫ ПОЛИМЕРНЫХ ОБРАЗЦОВ С ТЕРМОЭЛЕКТРИЧЕСКИМИ СВОЙСТВАМИ МЕТОДОМ РЕНТГЕНОВСКОЙ ДИФРАКЦИИ В ГЕОМЕТРИИ СКОЛЬЗЯЩЕГО ПУЧКА | 2024 |
|
RU2831948C1 |
Изобретение относится к приборостроению и может быть использовано для разработки устройств, в том числе лазерных, особенно при их серийном производстве и эксплуатируемых в условиях ударных и вибрационных нагрузок. Технический эффект, заключающийся в исключении влияния динамических нагрузок на элементы конструкции термоэлектрических модулей (ТЭМ), возникающих во время эксплуатации при вибрациях и ударах от элементов, находящихся в механическом контакте с ТЭМ, достигается за счёт того, что дополнительно к стягивающим винтам сборка оснащается упорными винтами, вкрученными в радиатор, высота выступания которых относительно поверхности радиатора настраивается при предварительном монтаже сборки с применением калиброванных прокладок, толщиной, определяемой суммарным допуском на плоскостность соединяемых деталей и обеспечивающей технологические зазоры между плоскостями термостабилизируемого элемента, радиатора и поверхностями керамических пластин ТЭМ с возможностью заполнения их теплопроводящей пастой. 6 ил.
Способ установки термоэлектрического модуля на основе стягивающих винтов, обеспечивающий механический контакт с определенным прижимным давлением поверхности термостабилизируемого элемента и радиатора к керамическим пластинам термоэлектрического модуля через слой теплопроводящей пасты, отличающийся тем, что сборка дополнительно оснащается упорными винтами, вкрученными в радиатор, с настраиваемой высотой выступания над поверхностью радиатора, определяемой при предварительном монтаже сборки с применением калиброванных прокладок, с толщиной, определяемой суммарным допуском на плоскостность соединяемых деталей и обеспечивающей технологические зазоры между плоскостями термостабилизируемого элемента, радиатора и поверхностями керамических пластин термоэлектрического модуля для заполнения их теплопроводящей пастой.
| Автоматический захват для железобетонных плит | 1961 |
|
SU144269A1 |
| ТЕРМОЭЛЕКТРИЧЕСКИЙ ГЕНЕРАТОР | 2013 |
|
RU2529437C2 |
| ТЕРМОЭЛЕКТРИЧЕСКИЙ МОДУЛЬ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2006 |
|
RU2325731C1 |
| ТЕРМОЭЛЕКТРИЧЕСКОЕ ОХЛАЖДАЮЩЕЕ УСТРОЙСТВО | 2011 |
|
RU2450221C1 |
| EP 2891176 B1, 15.06.2016 | |||
| US 6094919 A1, 01.08.2000. | |||

