Изобретение относится к области металлургии, а именно к методам получения полуфабрикатов с заданными микроструктурой и свойствами, в том числе регламентировано распределенными по объему из отдельных однородных или разнородных заготовок с применением интенсивной пластической деформации.
Полученные полуфабрикаты могут быть использованы при изготовлении деталей и узлов в машиностроительной, авиационной и космической промышленностях.
Интенсивное развитие научно-технического прогресса ставит сегодня задачу создания материалов с новыми свойствами и вместе с тем дальнейшего повышения технологических и эксплуатационных характеристик известных и широко используемых в производстве металлов и сплавов. Обеспечение надежности заданных свойств в материалах - другая задача, которая сегодня становится достаточно актуальной.
В последние годы появился интерес к методам ультразвукового контроля (УЗК) за состоянием изделий, отработавших определенный ресурс. Анализ результатов ультразвукового контроля показывает, что чем мельче микроструктура в полуфабрикате, тем он становится "прозрачнее" для звукового сигнала. Следовательно, дефекты, которые формируются в деталях как на этапе изготовления, так и в процессе эксплуатации, могут быть обнаружены методом УЗК еще задолго до начала разрушения деталей.
Таким образом, повышение технологических и эксплуатационных характеристик конструкционных материалов, а также возможность применения надежных неразрушающих методов контроля за состоянием деталей достигается в результате создания в материале определенного микроструктурного состояния.
Интенсивная пластическая деформация в сочетании с термической обработкой является наиболее эффективным средством формирования требуемой микроструктуры, а следовательно, и всего комплекса свойств в полуфабрикатах из различных материалов.
К наиболее известным методам подготовки структуры в металлах и их сплавах, в основе которых лежит интенсивная пластическая деформация, можно отнести:
а) метод получения полуфабрикатов с нанокристаллической (НК) структурой, основанный на интенсивной холодной пластической деформации, реализуемый в условиях квазигидростатического сдвига на наковальне "Бриджмена";
б) метод получения полуфабрикатов с субмикрокристаллической (СМК) структурой, основанный на интенсивной пластической деформации заготовок, реализуемый в условиях всестороннего сдвига при равноканальном угловом прессовании;
в) метод получения полуфабрикатов с субмикрокристаллической (СМК) структурой, основанный на всесторонней, со сменой осей нагружения, горячей деформации сжатием заготовок, подвергнутых водородному пластифицированию;
г) метод получения полуфабрикатов с микрокристаллической (МК) структурой, основанный на горячей деформации и термической обработке;
д) метод получения полуфабрикатов, и прежде всего крупногабаритных, с микрокристаллической структурой, основанный на горячей деформации в условиях сложного нагружения.
Как правило, полуфабрикаты, подвергаемые интенсивной пластической деформации, имеют ограниченные габариты. Увеличение габаритов связано с решением физических, технических и экономических проблем.
Физические проблемы определяются физическими свойствами материалов и зачастую трудно решаемы. Одними из важных физических характеристик материала являются теплопроводность и коэффициент линейного расширения. От теплопроводности и коэффициента линейного расширения зависят скорости нагрева и охлаждения заготовки. Чем больше ее поперечные размеры, тем значительнее зависимость скорости нагрева заготовки от скорости ее прогрева. Для повышения эффективности процесса обработки обычно принято понижать время выхода температуры в заготовке до заданной величины, что достигается путем перегрева заготовки за счет увеличения разницы температуры по объему заготовки при нагреве, например в центре заготовки и на ее периферии. Повышение степени перегрева приводит к образованию в заготовке термических трещин или к появлению разнозернистости.
Примером технической проблемы, которая возникает в случае получения микрокристаллической структуры деформационно-термической обработкой, является проблема обеспечения равномерности температурного поля в рабочей зоне деформирующего устройства и точности ее поддержания. Невыполнение этих условий при горячей деформации приводит к неоднородному развитию пластической деформации, появлению зон интенсивного течения материала, а также застойных зон. Итог - образование неисправимой впоследствии разнозернистости во всем объеме обрабатываемого полуфабриката.
Экономические проблемы, возникающие при подготовке микрокристаллической структуры в крупногабаритных полуфабрикатах, связаны с дополнительными расходами на увеличение мощности используемого оборудования, на нагрев рабочего инструмента, а также на применение специальных вспомогательных устройств, таких как манипуляторы и т. д. Низкая стойкость деформирующего инструмента - еще одна статья расходов, которая появляется при подготовке микроструктуры в крупногабаритных полуфабрикатах.
Уменьшение размеров обрабатываемых заготовок упрощает процесс получения микроструктуры заданного типа, повышает равномерность ее распределения во всем объеме и позволяет достичь средних размеров зерен менее 0,1 мкм, открывая возможность для получения полуфабрикатов с СМК и даже НК структурами.
Материалы с подобным типом микроструктуры обладают высокими конструкционными и технологическими свойствами. Однако удельные затраты, расходуемые на получение в материале такого типа микроструктуры, значительно растут с увеличением размеров.
Необходимо отметить, что достигаемый средний размер зерен в обрабатываемой заготовке пропорционален ее габаритам. Иными словами, чем мельче требуемый размер зерен, тем меньшими должны быть размеры заготовки.
Например, на наковальне "Бриджмена" можно получать НК структуру в шайбах с размерами 20,0-25,0 мм в диаметре и высотой 2,0-5,0 мм. Используя метод равноканального углового прессования, можно получать СМК структуру в прутках диаметром 20,0-30,0 мм и длиной 100,0-200,0 мм. Всесторонняя ковка водородно-пластифицированных прутков позволяет получать в них СМК структуру. При этом размеры поперечного сечения прутков влияют на равномерное распределение водорода во всем объеме, а следовательно, и на равномерность распределения трансформированной микроструктуры. Обычные размеры прутков: 20,0-30,0 мм - диаметр и 60,0-90,0 мм - длина.
Таким образом, проведенный анализ показал существование проблемы получения крупногабаритных полуфабрикатов с заданной микроструктурой и свойствами из известных и наиболее часто используемых в промышленности металлов и сплавов.
Известен метод получения полуфабрикатов, в том числе крупногабаритных из различных металлических и неметаллических материалов с заданными микрокристаллической структурой и свойствами, основанный на технологии порошковой металлургии. Метод включает получение отдельных элементов - порошинок с заданной микроструктурой и свойствами. При этом реализуется возможность значительного переохлаждения порошинок и получения высокой степени гомогенности по химическому составу на этапе производства порошка. В качестве исходного материала для производства порошинок может служить либо сплав с заданным химическим составом, либо чистый металл. На этапе длительного и интенсивного перемешивания порошинок получают однородную массу, которую далее подвергают компактированию. Процесс компактирования может сопровождаться механическим закреплением частиц друг с другом, а также частичным, либо полным образованием твердофазного соединения между частичками по поверхности контакта. После компактирования производят диффузионное спекание методом высокотемпературного газостатического прессования, добиваясь повышения плотности обрабатываемых полуфабрикатов за счет залечивания пор и несплошностей в результате развития процессов диффузионной ползучести.
Для повышения экономической эффективности метода порошковой металлургии этап компактирования обычно совмещают с процессом формообразования, выполняя компактирование в матрицу, которая имеет форму, близкую к форме готового изделия.
Одним из очевидных достоинств метода порошковой металлургии при получении массивных полуфабрикатов из различных материалов, в том числе из чистых металлов и их сплавов, является решение одной из основных металлургических проблем - устранение зональной и дендритной ликвации в слитке в процессе его выплавки.
При получении порошинок из слитка решается и другая не менее важная материаловедческая задача - формирование в порошинках метастабильной микроструктуры. Высокая степень неравновесности микроструктурного состояния в порошинках, а также дисперсность порошка определяют дисперсность микрокристаллической структуры в получаемых полуфабрикатах.
Наряду с перечисленными достоинствами порошковой металлургии как метода получения материалов с заданными микроструктурой и свойствами существуют и серьезные недостатки.
Одним из них является необходимость соблюдения высоких требований по культуре производства, аналогичные тем, которые предъявляются к производству микрочипов и микросхем в электронной промышленности.
Отклонение от этих норм неизбежно приводит к загрязнению материала различными неконтролируемыми примесями, которые абсорбируются поверхностью порошинок на многочисленных этапах их производства. Причем, чем выше дисперсность порошка, тем выше совокупная поверхность порошинок и выше процент загрязнения неконтролируемыми примесями в готовом полуфабрикате.
Действительно, процесс производства порошка основан на распылении жидкого металла либо в струе инертного газа (аргон, гелий и т.д.), либо в вакууме. В зависимости от требуемой дисперсности получаемой микроструктуры, например, при производстве СМК микроструктуры дополнительно вводят операцию размалывания порошка на шаровых мельницах. Как видим, на всех основных этапах производства исходного материала - порошка порошинки находятся в контакте либо с инертным газом, либо с газами остаточного давления при вакуумировании, либо с поверхностью деформирующего инструмента шаровых мельниц. Только повышением чистоты используемого нейтрального газа, а также степени разрежения при создании вакуума невозможно полностью избавиться от таких примесей, как кислород, водород, азот, окись и двуокись углерода и т.д.
Известно, что самая высокая степень очистки такого нейтрального газа, как аргон, по количеству примесей, в том числе кислорода, соответствует вакууму глубиной 10-1 Па. Из кинетической теории газов известно, что число молекул n, ударяющихся об 1 см2 поверхности в одну секунду, определяется выражением
где Pb - остаточное давление газа; М - относительная молекулярная масса; Т - температура. Нетрудно заметить, что при атмосферном давлении при комнатной температуре об 1 см2 поверхности каждую секунду ударяется 5•1022 молекул кислорода, что примерно в 108 раз больше, чем необходимо для мономолекулярного покрытия поверхности. Следовательно, даже если ювенильно чистую поверхность металлического материала, свободную от окисной пленки, поместить в вакуумную среду с остаточным парциальным давлением 1,3•10-3 Па, то на поверхности уже через 0,18 секунд образуется моноатомный слой окисла данного металла. Понижение остаточного парциально давления на один порядок увеличивает время образования моноатомного слоя также на порядок.
Как видим, в реальных условиях производства порошка на поверхности порошинок неизбежно формируется, как минимум, моноатомная окисная пленка, которая становится элементом легирования в получаемом массивном полуфабрикате. И чем выше дисперсность порошка, тем выше степень неконтролируемого легирования.
Кроме того, возможности использования метода порошковой металлургии в производстве полуфабрикатов, предназначенных для изготовления деталей ответственного назначения, ограничены для тех материалов, у которых распад окислов на поверхности происходит по механизму растворения кислорода в объеме материала, например для таких материалов, как титан и его сплавы.
Другим достаточно серьезным недостатком метода порошковой металлургии является остаточная пористость. Эта проблема вытекает из особенностей метода порошковой металлургии. Неслучайно в технологическую цепочку получения материала встроена операция высокотемпературного газостатического прессования. Данная операция направлена, прежде всего, на залечивание пор и несплошностей посредством развития процессов диффузионной ползучести под воздействием на полуфабрикат всесторонней сжимающей нагрузки при высокой (>0,4 Тпл.) температуре обработки. В основе физической сущности процесса высокотемпературного газостатического прессования лежат процессы диффузионного массопереноса. Причем, чем выше температура, тем в большей степени активизируются диффузионные процессы. Отсюда следует, что в случае использования в качестве исходного материала порошка с СМК и НК структурой на этапе высокотемпературного газостатического прессования, практическая возможность сохранения микроструктуры в полуфабрикате на уровне микроструктуры исходного порошка теряется. Иными словами, достаточно трудно избежать резкого роста зерен на этапе высокотемпературного газостатического прессования, не прибегая к подавлению процесса их роста путем снижения рабочей температуры и увеличения давления всестороннего сжатия (гидростатической компоненты тензора напряжения).
С другой стороны, повышение гидростатического давления подавляет активность диффузионных процессов, понижая равновесную концентрацию вакансий, замедляет скорость ползучести, увеличивая длительность процесса спекания в целом.
Таким образом, получение полуфабрикатов с СМК и НК структурой методом порошковой металлургии наталкивается на решение двух очень серьезных проблем - неконтролируемое загрязнение материала различными примесями, в первую очередь кислородом, а также остаточная пористость. Эти две проблемы являются серьезным препятствием на пути широкого внедрения порошковой металлургии в производстве ответственных деталей в машиностроительной и авиационной промышленности.
С экономической точки зрения, метод высокотемпературного газостатического прессования обладает значительной трудоемкостью, энергоемкостью и основан на применении высоких давлений при высоких температурах. К тому же, при его осуществлении встает необходимость соблюдения дополнительных требований по технике безопасности, которые предъявляются к выполнению работ с использованием высоких давлений.
Известен метод получения полуфабрикатов из отдельных заготовок с подготовленной в них микроструктурой [2] путем соединения заготовок друг с другом посредством твердофазного соединения (ТФС) [3] в температурно-скоростных условиях, соответствующих условиям сверхпластической деформации материала заготовок.
Отличительная особенность данного метода по сравнению с методом порошковой металлургии заключается в том, что в качестве исходных заготовок используют относительно массивные заготовки, которые совмещают по соединяемым поверхностям и осуществляют их твердофазное соединение. Соединяемые поверхности выполняют, как правило, плоскими. Непосредственно перед соединением поверхность подвергают специальной, механической, химической или электрохимической обработке. Заготовки собирают, сборку помещают в вакуумную печь, где осуществляют нагрев до температуры сварки (~0,4 от Тпл.). Вместо вакуумной среды возможно использование защитной или восстановительной сред. Заготовки деформируют сжатием, прикладывая сжимающее усилие перпендикулярно соединяемой поверхности. В зависимости от задач в процессе сжатия допускается макропластическая деформация заготовок в условиях соответствующих оптимальным условиям проявления сверхпластичности в материале соединяемых заготовках. Максимальная степень обжатия заготовок по высоте, как правило, не превышает значения 50-70%.
Основным достоинством метода твердофазного соединения при получении полуфабрикатов с заданной микроструктурой и свойствами по сравнению с методом порошковой металлургии является то, что при получении полуфабрикатов из массивных заготовок, условия загрязнения полуфабриката примесями существенно снижены за счет уменьшения совокупной площади поверхности соединения.
К другим достоинствам метода можно отнести менее энергоемкое по сравнению с порошковой металлургией оборудование, менее жесткие требования по культуре производства и технике безопасности ввиду меньших значений потребных усилий, температуры обработки и уменьшения протяженности свободных поверхностей.
Однако методу твердофазного соединения также присущи недостатки.
Главный из них - это нестабильность механических свойств соединения и необходимость в этой связи применения жестких и надежных методов неразрушающего контроля за качеством формируемого твердофазного соединения.
Известно, что основными дефектами при образовании твердофазного соединения являются микропоры, а также зоны соединения, не прошедшие завершающей, третьей стадии его образования. Появление микропор связано с тем, что результатом образования ТФС является исчезновение двух контактных поверхностей. Очевидно, что исчезновение контактных поверхностей должно сопровождаться высвобождением свободной энергии. Поэтому поры, по одной из существующих сегодня гипотез, есть форма рассеяния высвобождаемой при исчезновении двух поверхностей свободной энергии. Морфология дефектов твердофазного соединения на начальных этапах его формирования, а также плотность их распределения зависят от характера рельефа совмещаемых поверхностей, от режимов соединения, а также от исходной микроструктуры заготовок. В то же время на завершающих стадиях образования соединения произвольная форма дефектов в результате развития процессов поверхностной диффузии трансформируются в равновесную, т.е. стабильную, сферическую форму. Как показывает анализ результатов изучения процесса образования твердофазного соединения, большая часть времени и из необходимого для формирования равнопрочного основному материалу соединения затрачивается на залечивание микродефектов соединения, прежде всего таких, как микропоры.
Как и в случае с методом порошковой металлургии, при твердофазном соединении наиболее эффективными условиями для устранения пор являются условия всестороннего сжатия. Пластическая деформация в общем случае не приводит к залечиванию пор, если она не сопровождается развитием зернограничного проскальзывания и разворотом зерен. Как показывают исследования, в процессе ТФС соединяемая поверхность находится именно в этих условиях.
Выше было отмечено, что соединяемые поверхности перед сваркой подвергают специальной химической, электрохимической и другим видам обработки с целью удаления всякого рода загрязнения. Другим методом получения чистой поверхности является высокотемпературный вакуумный отжиг. В процессе вакуумного отжига, непосредственно перед сваркой, соединяемая поверхность, соприкасаясь с молекулами газа, по качеству и по количеству соответствующими остаточному парциальному давлению, определяемому средствами откачки воздуха, освобождается от всевозможных примесей, грязи и окислов по различным механизмам, например растворением, сублимацией и испарением. Разумеется, что химический состав приповерхностных слоев при этом меняется. Поэтому при последующем твердофазном соединении заготовок происходит образование другого структурного дефекта - химической неоднородности в зоне соединения. Восстановление химической однородности возможно и даже частично происходит в результате развития процесса диффузионного массопереноса. Поэтому для его полного завершения требуется применение высоких температур, а также значительное время.
Осуществление процесса образования твердофазного соединения в условиях соответствующих оптимальным условиям сверхпластичности частично решает проблему удаления микропор и химической неоднородности посредством повышения однородности развития деформации в зоне соединения. Однако для полного и гарантированного устранения дефектов необходима интенсивная пластическая деформация в зоне соединения заготовок. Это возможно только в том случае, когда степень деформации превышает реально достижимый при формировании твердофазного соединения (как, например, в рассматриваемом примере) уровень деформации на порядок.
Другим недостатком метода ТФС является ориентированность совокупности дефектов соединения, которая определяется формой соединяемой поверхности. В реальности подготовить под сварку плоскую поверхность проще. Поэтому после соединения микропоры, микронесплошности, химическая неоднородность располагаются в сварном полуфабрикате также в плоскости, нарушая, таким образом, условие изотропности свойств материала во всем объеме полученного полуфабриката. Последнее обстоятельство ограничивает применение данного метода в производстве ответственных изделий.
Известен экспериментально доказанный факт позитивного влияния на залечивание дефектов твердофазного соединения интенсивной пластической деформации образцов в оптимальных условиях сверхпластичности деформируемого материала [4] . На примере титанового сплава ВТ14 (Ti - 3,5-6,3Аl - 2,5-3,8Мо - 0,9-1,9V) с микрокристаллической структурой (средний размер зерен d=2,0-3,0 мкм) был проведен специальный эксперимент, в процессе которого осуществляли наблюдение за изменением размеров и формы, выбранного дефекта твердофазного соединения - поры произвольного размера в процессе одноосной горячей деформации образца вдоль поверхности соединения. Образец представлял собой пакет из предварительно сваренных друг с другом посредством твердофазного соединения заготовок.
При выполнении прицельного наблюдения было установлено, что исчезновение исходной поры (фиг.1) происходит путем ее захлопывания (фиг.2). Уменьшение размеров поры происходит в результате разворота окружающих пору зерен уже после деформации образца до степени деформации е ~18-20%. Основным механизмом разворота зерен является зернограничное проскальзывание, активизированное в результате деформирования образца в условиях, соответствующих оптимальным условиям развития сверхпластической деформации для сплава ВТ 14 с микрокристаллической структурой.
Данный эксперимент является прямым доказательством того, что для формирования свободного от дефектов твердофазного соединения, необходимо обеспечить развитие в зоне соединения процессов интенсивного перемешивания зерен. Вместе с тем ни метод порошковой металлургии, ни метод твердофазного соединения не позволяет в полной мере реализовать условие интенсивного перемешивания зерен в зоне соединения, поскольку не обеспечивает необходимого уровня степени деформации непосредственно в зоне соединения.
Анализ рассмотренных выше методов получения полуфабрикатов с заданным микроструктурным состоянием и другими специальными свойствами, позволяет сделать вывод о том, что ни один из них не может быть использован для производства качественных полуфабрикатов, которые имели бы достаточные размеры, необходимую микроструктуру и свойства, для изготовления из них ответственных деталей, таких, например, как валы, диски, лопатки газотурбинных двигателей в авиационной промышленности и др.
Ближайшим аналогом для предложенного способа является способ получения полуфабрикатов из металлов и сплавов, включающий неразъемное соединение по совмещаемым поверхностям заготовок с подготовленной микроструктурой и/или свойствами и твердофазное перемешивание посредством деформирования за несколько этапов в температурно-скоростных условиях, выбираемых с учетом заданной микроструктуры и/или свойств полуфабрикатов, а также исходной микроструктуры заготовок, причем при деформировании изменяют направление приложения деформирующей нагрузки и/или вид нагружения и/или используют нагружение, включающее кручение, со степенью деформации на каждом этапе, обеспечивающем изменение формы и/или ориентации в пространстве поверхности соединения и/или увеличение площади соединения по сравнению с исходным состоянием или полученным на предыдущем этапе [2].
Задачей предлагаемого изобретения является создание нового способа получения полуфабрикатов из отдельных однородных или разнородных заготовок с заданной микроструктурой и свойствами, при котором равнопрочное основному материалу соединение, требуемая химическая и структурная однородность в полуфабрикатах достигаются благодаря реализации возможности интенсивного перемешивания предварительно соединенных с образованием контакта, препятствующего взаимному проскальзыванию, заготовок (т.е. препятствующего смещению заготовок друг относительно друга с нарушением сплошности, полученного соединения) при их интенсивной пластической деформации в условиях сложного нагружения в результате многократного увеличения площади и преобразованием формы соединяемой поверхности по сравнению с исходной.
В том числе задачей изобретения является получение крупногабаритных заготовок из материала с заданными микроструктурой и свойствами.
В том числе задачей изобретения является получение композиционных материалов.
В том числе задачей изобретения является синтез сложных материалов из элементарных в объеме полуфабрикатов.
Технический результат достигается тем, что в способе получения полуфабрикатов из металлов и сплавов, включающий неразъемное соединение по совмещаемым поверхностям заготовок с подготовленной микроструктурой и/или свойствами и твердофазное перемешивание посредством деформирования за несколько этапов в температурно-скоростных условиях, выбираемых с учетом заданной микроструктуры и/или свойств полуфабрикатов, а также исходной микроструктуры заготовок, причем при деформировании изменяют направление приложения деформирующей нагрузки и/или вид нагружения и/или используют нагружение, включающее кручение, со степенью деформации на каждом этапе, обеспечивающем изменение формы и/или ориентации в пространстве поверхности соединения и/или увеличение площади соединения по сравнению с исходным состоянием или полученным на предыдущем этапе, согласно изобретению деформирование осуществляют в три этапа, при этом на первом этапе заготовки сжимают, на втором осуществляют протяжку до получения прутка, а на третьем пруток деформируют кручением.
Кроме того, поставленная задача решается за счет того, что:
- выбирают заготовки с подготовленной микроструктурой, обеспечивающей твердофазное перемешивание, в температурно-скоростных условиях, соответствующих оптимальному интервалу проявления сверхпластичности в материале обрабатываемых заготовок;
- выбирают заготовки с подготовленной микрокристаллической структурой со средним размером зерен 1,0-50,0 мкм;
- выбирают заготовки с подготовленной субмикрокристаллической структурой со средним размером зерен 0,5-1,0 мкм;
- выбирают заготовки из разнородных материалов, образующих интерметаллидные соединения, твердофазное перемешивание осуществляют на всех этапах кроме последнего в температурно-скоростных условиях, предотвращающих образование хрупких прослоек, а на последнем этапе температуру поднимают до начала образования интерметаллидного соединения во всем объеме полуфабриката;
- заготовку из материала, имеющего более высокую температуру плавления, выбирают с меньшим размером зерен;
- при изготовлении композиционных полуфабрикатов заготовки выбирают из материалов с различными свойствами, а при соединении их чередуют;
- чередующиеся заготовки выбирают из материалов с различными значениями коэффициента линейного расширения таким образом, что коэффициент линейного расширения заготовки из материала с высокими прочностными свойствами больше коэффициента линейного расширения заготовки из материала с более низкими прочностными свойствами;
- чередующиеся заготовки выбирают из материалов с различными характеристиками пластичности;
- выбирают по крайней мере две заготовки в виде прутка, которые совмещают по торцевым поверхностям, изготовление полуфабриката осуществляют за три этапа, при этом на первом этапе заготовки сжимают, прикладывая усилие вдоль оси симметрии заготовок до получения шайбы, на втором этапе осуществляют протяжку шайбы вдоль оси перпендикулярной оси симметрии шайбы до получения прутка, на третьем выполняют деформирование заготовок кручением, прикладывая крутящий момент к противоположным концевым участкам прутка в плоскости, перпендикулярной оси симметрии прутка;
- на первом этапе сжатие совмещают с кручением,
- выполняют реверсивное кручение;
- выбирают по крайней мере две трубчатые заготовки, которые устанавливают аксиально, изготовление полуфабриката осуществляют за три этапа: на первом этапе заготовки деформируют сжатием до получения полосы, прикладывая усилие сжатия перпендикулярно оси симметрии исходных заготовок, на втором этапе осуществляют протяжку полосы до получения прутка, на третьем этапе выполняют деформирование кручением, прикладывая крутящий момент к противоположным концевым участкам прутка в плоскости, перпендикулярной оси симметрии прутка;
- выбирают трубчатую заготовку и заготовку в виде прутка, заготовки устанавливают одна в другую, изготовление полуфабриката осуществляют за три этапа, при этом на первом этапе заготовки деформируют сжатием до получения полосы, прикладывая деформирующее усилие перпендикулярно оси симметрии заготовок, на втором этапе осуществляют протяжку полосы до получения прутка, на третьем этапе выполняют деформирование кручением, прикладывая крутящий момент к противоположным концевым участкам прутка в плоскости, перпендикулярной оси симметрии прутка;
- выбирают трубчатую заготовку и заготовку в виде прутка, заготовки устанавливают одна в другую, изготовление полуфабриката осуществляют за три этапа, при этом на первом этапе заготовки деформируют сжатием до получения шайбы, прикладывая деформирующее усилие к торцам заготовок, вдоль оси симметрии заготовок, на втором этапе осуществляют протяжку полученной шайбы вдоль направления, перпендикулярного оси симметрии шайбы до получения прутка;
- выбирают заготовки в виде прутков, имеющих в поперечном сечении равносторонний многоугольник с плоской гранью, которые совмещают по боковым поверхностям вдоль их образующей, соединяют, а изготовление полуфабриката осуществляют за два этапа, при этом на первом этапе заготовку деформируют сжатием до получения прутка, прикладывая усилие сжатия перпендикулярно оси симметрии исходных заготовок, на втором этапе выполняют деформирование кручением, прикладывая крутящий момент к противоположным концевым участкам прутка в плоскости, перпендикулярной оси симметрии прутка;
- выбирают заготовки в виде пластин, которые соединяют, а изготовление полуфабриката осуществляют за три этапа, при этом на первом этапе заготовку деформируют сжатием до получения полосы, прикладывая усилие сжатия к противоположным соединяемым поверхностям заготовок, вдоль нормали к этим поверхностям, на втором этапе полосу протягивают до образования прутка, а на третьем этапе выполняют деформирование прутка кручением, прикладывая крутящий момент к противоположным концевым его участкам в плоскости, перпендикулярной образующей прутка;
- на третьем этапе кручение совмещают с растяжением;
- на третьем этапе кручение совмещают со сжатием;
- вводят дополнительную операцию - получение твердофазного соединения обрабатываемых заготовок по совмещаемым поверхностям, которую выполняют перед первым этапом обработки заготовок;
- вводят дополнительную операцию - получение твердофазного соединения обрабатываемых заготовок по совмещаемым поверхностям, которую совмещают по крайней мере с частью первого этапа;
- получение полуфабрикатов осуществляют за N циклов, каждый из которых включает указанные этапы.
Сущность предлагаемого изобретения заключается в получении полуфабрикатов с заданными микроструктурой и свойствами методом псевдопорошковой металлургии посредством твердофазного перемешивания, который имеет принципиальные отличия по сравнению с известными методами.
Твердофазное перемешивание - это равномерное перераспределение соединенных заготовок с предварительно подготовленной в них микроструктурой и имеющих заданные свойства с увеличением площади поверхности контакта и изменением ее конфигурации. Необходимо отметить, что перемешиванию подвергают соединенные заготовки, в которых имеется контакт по всей поверхности соединения, обеспечивающий их совместную деформацию, а также деформацию зоны соединения при твердофазном перемешивании. Твердофазное перемешивание реализуется в процессе интенсивного пластического деформирования, в условиях простого и сложного нагружения, которое осуществляют при высоких (>0,4 Тпл.) температурах деформации со скоростью деформации, лежащей в интервале скоростей сверхпластической деформации материала заготовок, до значительных (в несколько сот и даже тысяч процентов) величин степени деформации. Возможность реализации указанных режимов нагружения обусловлена применением заготовок с подготовленной микроструктурой.
Такое нагружение гарантирует:
- протекание зернограничного проскальзывания в зоне соединения равномерно по всей поверхности контакта заготовок;
- перераспределение структурных дефектов, таких как неоднородность химического и фазового состава в зоне образования соединения;
- исчезновение микропор и несплошностей за счет развития сдвиговых деформаций, определяемых сложным, сдвиговым характером нагружения.
Рассмотрим и сравним основные операции, которые присущи порошковой металлургии и заявляемому способу.
В отличие от порошковой металлургии, где роль заготовок играют порошинки, в предлагаемом методе используют относительно массивные заготовки, которые имеют конечные размеры. Заготовки перемешивают в процессе интенсивной пластической деформации в температурно-скоростных условиях, которые определяются микроструктурой заготовок, что позволяет получить полуфабрикат с заданной микроструктурой и химическим составом, однородно распределенными в объеме полуфабриката. Кроме того, значительное уменьшение первоначальной поверхности соединения заготовок приводит к существенному снижению степени загрязнения материала полуфабриката различными нежелательными примесями.
Сходство с порошковой металлургией заявляемому способу придает операция перемешивания материала. В первом случае - это механическое перемешивание отдельных "заготовок" - порошинок, а во втором - это перемешивание уже соединенных заготовок, при которой происходит увеличение первоначальной поверхности контакта и равномерное ее перераспределение во всем объеме полуфабриката.
С учетом вышесказанного, авторы предлагают назвать заявляемый метод получения полуфабрикатов из соединенных заготовок посредством их твердофазного перемешивания методом псевдопорошковой металлургии.
В отличие от порошковой металлургии, заявляемый метод псевдопорошковой металлургии позволяет омоноличивать заготовки с максимально допустимыми, геометрическими размерами, имеющими нано- и субмикрокристаллическую структуру, обеспечивая при этом получение крупногабаритных полуфабрикатов с микрокристаллической структурой заданного типа.
Рассмотрим также и сравним основные операции, которые присущи твердофазному соединению и заявляемому методам.
Метод твердофазного соединения предусматривает развитие пластической деформации, а следовательно, и увеличение площади первоначального контакта в зоне соединения заготовок. Однако при твердофазном перемешивании интенсивность деформации минимум в два - три раза превышает максимальную интенсивность деформации, которая обычно достигается в методе твердофазного соединения.
При образовании твердофазного соединения, наряду с деформационными, важную роль в формировании соединения играют диффузионные процессы, однако при твердофазном перемешивании деформационным процессам отводится определяющая роль на всех этапах образования соединения, а диффузионные процессы, как правило, подавляются.
В течение всего процесса образования твердофазного соединения поверхность первоначального контакта омоноличиваемых заготовок остается неизменной по форме. При этом неизменным в объеме остается и положение дефектов соединения, таких как остаточная пористость, химическая и фазовая неоднородности. Присутствие дефектов в плоскости первоначального контакта приводит к возникновению анизотропности механических свойств.
При получении полуфабрикатов методом псевдопорошковой металлургии в процессе твердофазного перемешивания предварительно соединенных заготовок происходит не только перераспределение материала заготовок в объеме полуфабриката, но также и перераспределение в объеме дефектов, которые присутствуют на первоначальной поверхности соединения.
Интенсивная пластическая деформация в условиях сложного процесса, в том числе включающего кручение, нагружения, обеспечивает не только повышение однородности механических свойств, но и практически полностью устраняет пористость и повышает химическую однородность в полуфабрикате за счет развития стимулированного зернограничного проскальзывания, разворота зерен, а также взаимного перемещения зерен, которое обеспечивается немонотонным развитием сдвиговой деформации в зоне соединения.
После твердофазного перемешивания заготовок понятие поверхности соединения, т.е. поверхности, которая делит полуфабрикат на четко различимые части с вполне определенными и характеризующими эти части свойствами, полностью исчезает, поскольку исчезает граница раздела.
По физическому смыслу протекающих процессов, особенно на первоначальном этапе, твердофазное перемешивание напоминает процесс твердофазного соединения.
Однако при твердофазном соединении процесс заканчивается этапом объемного взаимодействия. В основе этапа объемного взаимодействия лежат процессы залечивания микродефектов твердофазного соединения в результате диффузионной ползучести материала в условиях всестороннего сжатия прилегающих к дефекту объемах материала.
Твердофазное перемешивание в условиях сложного нагружения происходит в результате развития интенсивной сдвиговой пластической деформации, что повышает ресурс пластичности материала. А вызванная сложным нагружением немонотонная сдвиговая деформация способствует формированию устойчивых дислокационных комплексов, что сдерживает рост зерен во всем объеме полуфабриката при его обработке.
Перечисленные факторы позволяют увеличить степень деформации при деформировании, а также дополнительно снизить температуру обработки. Все это расширяет технические возможности предлагаемого метода, поскольку дают возможность получать крупногабаритные полуфабрикаты с микро-, субмикро- и нанокристаллической структурами.
Под крупногабаритыми полуфабрикатами здесь подразумеваются полуфабрикаты таких геометрических размеров, которые минимум в два раза превышают размеры заготовок, в которых технически возможно получить равномерно распределенную по всему объему микроструктуру с минимально возможным размером зерен.
Так, например, методом квазигидростатического кручения (кручение на наковальне "Бриджмена") в настоящее время можно получить НК микроструктуру в заготовках с размерами порядка 20,0-25,0 мм в диаметре и 0,5-1,0 мм толщиной. Следовательно, по определению полуфабрикат, получаемый путем твердофазного перемешивания двух, трех и более заготовок с размерами 20,0-25,0 мм в диаметре и 0,5 мм толщиной, позволяет получать уже крупногабаритный полуфабрикат с НК микроструктурой.
Другой пример основан на применении метода водородного легирования при получении СМК микроструктуры в двухфазных титановых сплавах. Известно, что добавление водорода в сплав понижает температуру прямого β_→α+β фазового перехода, что способствует повышению дисперсности закаленной микроструктуры после быстрого охлаждения. Повышение дисперсности микроструктуры позволяет снизить температуру деформационной обработки и одновременно повысить скорость деформации с сохранением достаточного ресурса пластичности материала для развития в нем процессов трансформации пластинчатой микроструктуры и образованием глобулярной СМК структуры. Однако для гарантированного вывода водорода из материала заготовки после ее деформационной обработки заготовки должны быть листовыми и иметь при этом толщину не более 2,0-3,0 мм.
Возможность получения массивных, крупногабаритных полуфабрикатов из нескольких заготовках с СМК структурой, полученной методом водородного легирования, по мнению авторов изобретения, наиболее эффективно можно реализовать, используя твердофазное перемешивание листовых заготовок.
Сущность дополнительных пунктов изобретения заключается в следующем.
В том случае, когда выбирают заготовки с подготовленной в них микроструктурой, твердофазное перемешивание целесообразно выполнять в условиях, соответствующих оптимальному интервалу проявления сверхпластичности в материале обрабатываемых заготовок. Эффект заключается в снижении потребных усилий деформирования, в повышении ресурса пластичности материала, обрабатываемых заготовок, в интенсификации процессов залечивания дефектов твердофазного соединения.
В том случае, когда выбирают заготовки с подготовленной микрокристаллической структурой со средним размером зерен 1,0-50,0 мкм, твердофазное перемешивание заготовок целесообразно осуществлять в температурно-скоростных условиях, соответствующих наибольшему значению коэффициента скоростной чувствительности обрабатываемого материала, с целью наиболее полной реализации преимуществ сверхпластической деформации с точки зрения снижения деформирующих усилий и повышения его ресурса пластичности.
Выбор заготовок с подготовленной в них субмикрокристаллической структурой со средним размером зерен 0,1-1,0 мкм позволяет, во-первых, снизить температуру обработки, подавляя тем самым активизацию диффузионных процессов в результате пластической деформации, способствуя тем самым формированию в материале устойчивых дислокационных комплексов, активизирующих протекание процесса динамической рекристаллизации, которая приводит к дополнительному измельчению микроструктуры или препятствует росту зерен в
условиях интенсивной пластической деформации. Во-вторых, повышает предельные значения степени деформации за счет повышения ресурса пластичности материала при пониженных температурах, препятствуя преждевременному разрушению обрабатываемых полуфабрикатов.
В том случае, когда в процессе твердофазного перемешивания производят синтез интерметаллидов, в качестве заготовок выбирают разнородные материалы, образующие интерметаллидные соединения, а твердофазное перемешивание осуществляют на всех этапах кроме заключительного этапа в температурно-скоростных условиях, предотвращающих образование хрупких прослоек, а на заключительном этапе температуру поднимают до начала образования интерметаллидного соединения во всем объеме полуфабриката. При этом заготовку из материала, имеющего более высокую температуру плавления, выбирают с меньшим размером зерна для того, чтобы понизить оптимальную температуру ее деформации и приблизить к температуре деформации материала, имеющего более низкую температуру плавления, для того, чтобы приблизить деформационные характеристики заготовок из различных материалов друг к другу.
При изготовлении композиционных полуфабрикатов, например магнитных роторов, заготовки выбирают из материалов с различными свойствами, а при соединении их чередуют. Эти условия направлено на повышение в полуфабрикате комплекса свойств. Например, его эксплуатационных характеристик и прежде всего пластичности при сохранении на достаточно высоком уровне магнитных свойств.
Дополнительным условием выбора материала заготовок при изготовлении композиционных полуфабрикатов является соблюдение условия чередования заготовок из материалов с различными значениями коэффициента линейного расширения, причем коэффициент линейного расширения заготовок из материала с высокими прочностными свойствами должен быть меньше коэффициента линейного расширения заготовок из материала с низкими прочностными свойствами.
Известно, что большинство материалов, из которых изготавливают постоянные магниты, относятся к группе прецизионных сплавов, то есть к сплавам, в которых должно жестко соблюдаться соответствие химического состава оптимальному составу, обеспечивающему максимальные магнитные свойства. Известно, что с увеличением габаритов слитков, становится трудно или даже практически невозможно обеспечить соответствие химического состава во всем объеме слитка требуемому составу. Другой особенностью этих материалов является практически нулевая пластичность материала после его термомагнитной обработки.
Получение композиционного крупногабаритного полуфабриката методом псевдопорошковой металлургии из чередующихся заготовок оптимального размера из магнитного материала с заготовками из более прочного материала и имеющего больший по сравнению с магнитным материалом, коэффициент линейного расширения позволяет обеспечить в полуфабрикате, а затем и в изделии заданные высокие магнитные свойства, сочетающиеся с высокими конструкционными свойствами. Высокие магнитные свойства достигаются за счет повышения точности соблюдения химического состава в заготовках путем выбора оптимальной формы и размера отливок. Высокие прочностные характеристики достигаются благодаря тому, что процесс твердофазного перемешивания предусматривает равномерное перемешивание чередующихся заготовок в объеме полуфабриката в условиях сложного с использованием кручения нагружения. После подобной обработки первоначально плоские заготовки трансформируются в многослойную винтовую конструкцию. Учитывая то, что твердофазное перемешивание происходит при высоких температурах, после охлаждения хрупкий, магнитный материал оказывается окруженным более прочным материалом, который обеспечивает создание в нем условий всестороннего сжатия. Композиционный ротор в работе испытывает растягивающие радиальные нагрузки от действия центробежных сил при его вращении. Растягивающие нагрузки частично компенсируются предварительно созданными в нем сжимающими напряжениями, и это значительно повышает надежность и ресурс работы композиционного ротора.
Другим дополнительным условием выбора материала заготовок для изготовления композиционных полуфабрикатов является соблюдение условия чередования заготовок из материалов с различными значениями характеристик пластичности. Данное условие позволяет повысить пластичность полуфабриката, получаемого твердофазным перемешиванием заготовок из хрупких материалов за счет применения более пластичных промежуточных слоев.
Наиболее эффективный способ твердофазного перемешивания с точки зрения минимального загрязнения объема полуфабриката неконтролируемыми примесями возможен в том случае, когда выбирают по крайней мере две заготовки в виде прутка, которые совмещают по торцевым поверхностям. Изготовление полуфабриката в этом случае осуществляют за три этапа.
На первом этапе заготовки сжимают, прикладывая усилие вдоль оси симметрии заготовок. Заготовки при этом пластически деформируются, а полуфабрикат приобретает форму шайбы.
На втором этапе осуществляют протяжку шайбы вдоль оси, которая перпендикулярна оси симметрии шайбы до получения прутка. После такой обработки ось прутка совпадает с осью протяжки.
На третьем этапе пруток деформируют кручением, прикладывая крутящий момент к противоположным концевым участкам прутка в плоскости, перпендикулярной оси симметрии прутка.
Допустим выбраны две цилиндрические заготовки. Заготовки соединяют по торцевой поверхности. Поверхность соединения - плоскость. После выполнения трех этапов нагружения получают полуфабрикат, у которого плоская поверхность соединения или контакта трансформируется в винтовую поверхность, равномерно закрученную во всем объеме полуфабриката. Также равномерно во всем объеме полуфабриката перераспределены и перемешаны заготовки. При этом первоначально плоская и перпендикулярная оси заготовок поверхность соединения трансформируется во время протяжки сначала в плоскую поверхность, параллельную оси полуфабриката, а затем в винтовую поверхность, большая часть которой стремиться снова занять положение, перпендикулярное оси полуфабриката. Таким образом, реализуется твердофазное перемешивание обрабатываемых заготовок, которое происходит с минимальным загрязнением всего объема получаемого полуфабриката окислами, и углеродо- (жировые молекулы) и водородосодержащими (молекулы воды) химическими соединениями.
Повысить эффективность первого этапа обработки за счет активизации процесса залечивания дефектов твердофазного соединения заготовок можно путем совмещения деформирования заготовок сжатием с кручением. Совместная, интенсивная сдвиговая деформация заготовок в условиях сжимающих нагрузок ускоряет процессы залечивания дефектов твердофазного соединения, что повышает качество полуфабриката.
Если на первом этапе сжатие дополнить реверсивным кручением, то это приведет к снижению потребных усилий деформирования за счет того, что произойдет активизация релаксационных процессов в деформируемом материале. Развитие релаксационных процессов обеспечит развитие динамической рекристаллизации за счет того, что при деформации циклическим нагружением интенсивно формируются дислокации различных систем скольжения, которые, вступая в дислокационные реакции, образуют дислокационные скопления, являющиеся центрами зарождения новых зерен.
Получать полуфабрикаты с заданной микроструктурой и свойствами методом псевдопорошковой металлургии можно из заготовок любой формы и размеров.
Например, в том случае, когда технические возможности не позволяют литьем получить массивную цилиндрическую заготовку без дефектов, которые концентрируются в центре заготовки, выбирают две или более трубчатые заготовки. Трубчатые заготовки с точки зрения качественного микроструктурного состояния можно получить центробежным литьем.
Заготовки устанавливают аксиально. При установке заготовок возможно применение термического натяга для осуществления герметизации поверхности соединения и последующего при нагреве автовакуумирования.
Изготовление полуфабриката в этом случае осуществляют за три этапа.
На первом этапе заготовки помещают в рабочее пространство деформирующей установки создают требуемую среду, нагревают до рабочей температуры и деформируют сжатием до получения полосы, прикладывая усилие сжатия перпендикулярно оси симметрии исходных заготовок. Сжатие осуществляют до образования контакта по внутренней поверхности внутренней цилиндрической заготовки и образования полосы.
На втором этапе осуществляют протяжку полосы до получения прутка.
На третьем этапе пруток деформируют кручением, прикладывая крутящий момент к противоположным концевым участкам в плоскости, перпендикулярной оси симметрии прутка.
Рассмотренный метод получения полуфабрикатов позволяет повысить их качество за счет повышения качества литых заготовок, например при литье тонкостенных труб, за счет использования центробежного литья.
В некоторых случаях целесообразно применять трубчатую заготовку и заготовку в виде прутка. Например, когда одна из заготовок очень хрупкая, то ее аксиально устанавливают в пластичную трубчатую оболочку.
В этом случае заготовки устанавливают одна в другую. Изготовление полуфабриката осуществляют за три этапа.
На первом этапе заготовки деформируют сжатием до получения полосы, прикладывая деформирующее усилие перпендикулярно оси симметрии заготовок.
На втором этапе осуществляют протяжку полученной полосы до получения прутка.
На третьем этапе выполняют деформирование прутка кручением, прикладывая крутящий момент к противоположным концевым участкам в плоскости, перпендикулярной оси симметрии прутка. Это целесообразно выполнять, если длина трубчатой заготовки и прутка превышают величину, равную двум внешним диаметрам трубчатой заготовки.
На первом этапе твердофазного перемешивания деформирование аксиально установленных друг в друга заготовок можно осуществить вдоль оси симметрии заготовок до образования шайбы, а на втором этапе выполнить протяжку шайбы вдоль оси, перпендикулярно оси симметрии шайбы до получения прутка. Такую последовательность операций целесообразно выполнять, если длина трубчатой заготовки и прутка не превышают величины, необходимой для сохранения устойчивости сборки.
В некоторых случаях готовить микроструктуру заданного типа в заготовках проще методом прямого или обратного выдавливания, методом экструзии или волочением. После такой обработки заготовки обычно имеют большую длину и малое по сравнению с длиной поперечное сечение, то есть принимают форму прутков.
В этом случае заготовки совмещают по боковым поверхностям вдоль их образующей. Изготовление полуфабриката осуществляют за два этапа.
На первом этапе пачку заготовок деформируют сжатием до получения прутка большего диаметра, прикладывая усилие сжатия перпендикулярно оси симметрии исходных заготовок.
На втором этапе выполняют деформирование полученного прутка кручением, прикладывая крутящий момент к противоположным концевым участкам прутка в плоскости, перпендикулярной оси его симметрии.
Для того чтобы упростить процесс получения соединения и повысить эффективность операции протяжки заготовки, выбирают имеющим в поперечном сечении многоугольник с плоской боковой поверхностью, например треугольник, четырехугольник, шестиугольник и т.д.
Методом твердофазного перемешивания можно обрабатывать заготовки в виде пластин или полос, когда микроструктура в заготовках готовится прокаткой. Заготовки соединяют по большим боковым поверхностям. Изготовление полуфабриката осуществляют за три этапа.
На первом этапе пачку заготовок деформируют сжатием до получения полосы, прикладывая усилие сжатия перпендикулярно оси симметрии исходных заготовок.
На втором этапе полосу протягивают до образования прутка.
На третьем этапе выполняют деформирование полученного прутка кручением, прикладывая крутящий момент к противоположным концевым участкам в плоскости, перпендикулярной оси его симметрии. Данный метод наиболее эффективно может применяться в тех случаях, когда на этапах подготовки микроструктуры применяют водородное пластифицирование и когда требуется последующее удаление водорода из заготовок в процессе дегазации. Листовые заготовки ввиду их малой толщины являются прекрасными объектами для получения массивных полуфабрикатов в процессе их твердофазного перемешивания.
При получении полуфабриката с использование трехэтапной обработки после второго этапа заготовки обычно имеют цилиндрическую или близкую к цилиндрической форму. Если соотношение длины заготовки к ее поперечному размеру достаточно велико, например более 2,5-3,0, тогда становится целесообразно на третьем этапе кручение заготовок совмещать с растяжением. Дополнительная к кручению компонента растяжения позволяет повысить ресурс пластичности перемешиваемых заготовок, активизирует протекание процессов динамической рекристаллизации, а также развитие процессов зернограничного проскальзывания, повышая однородность распределения микроструктуры, химического состава во всем объеме получаемого полуфабриката, а следовательно, и их качество.
Повысить эффективность процесса твердофазного перемешивания и прежде всего качества получаемого полуфабриката при обработке коротких заготовок можно, совместив на третьем этапе деформирование кручением со сжатием.
Для получения неразъемного соединения заготовок, подвергаемых твердофазному перемешиванию, могут быть использованы различные методы: обычная пайка, реактивная пайка, известные методы сварки плавлением, твердофазное соединение.
Целесообразно в качестве неразъемного соединения заготовок по совмещаемым поверхностям использовать твердофазное соединение, которое можно выполнять как перед первым этапом, так и в начале первого этапа, используя режимы, известные, например, из источника [3]. Если в качестве метода соединения заготовок использовать твердофазное соединение, тогда становится возможным достижение максимального уровня качества полуфабриката с точки зрения отсутствия продуктов загрязнения в объеме полуфабрикатов за счет автоматического выполнения жестких требований по высокой степени культуры производства.
В некоторых случаях целесообразно совмещать операцию соединения заготовок с первым этапом и таким образом повышать производительность процесса получения полуфабрикатов.
В том случае, если по условиям задач требуется получить в полуфабрикате высокодисперсное перемешивание заготовок, то получение полуфабрикатов осуществляют за N циклов, каждый из которых включает рассмотренные выше этапы.
Получение полуфабрикатов с заданными микроструктурой и свойствами методом псевдопорошковой металлургии дополнительно позволяет снизить трудоемкость и себестоимость получения крупногабаритных полуфабрикатов за счет применения менее энергоемкого оборудования и сведения к минимуму ручного труда.
Перечень фигур графических изображений.
1. Микроструктура участка твердофазного соединения титанового сплава ВТ14, подвергнутого горячей деформации в условиях сверхпластичности:
а - Исходное состояние.
б - После деформации одноосным растяжением.
Степень деформации ε =19,0%, температура деформации Т=860oС, скорость деформации  1,6•10-4 с-1.
1,6•10-4 с-1.
2. Схема процесса твердофазного перемешивания двух массивных заготовок:
а - Первый этап - сжатие.
б - Второй этап - протяжка.
в - Третий этап - кручение.
3. Микроструктура сплава ВТ9:
а - Участок полуфабриката после твердофазного перемешивания.
б - Поверхность разрушения полуфабриката.
4. Микроструктура сплава ВТ6:
а - Участок полуфабриката после твердофазного перемешивания.
б - Поверхность разрушения полуфабриката.
5. Микроструктура сплава 25Х15К:
а - Участок полуфабриката после твердофазного перемешивания.
б - Поверхность разрушения полуфабриката.
6. Схема процесса твердофазного перемешивания листовых заготовок:
а - Первый этап - сжатие.
б - Второй этап - протяжка.
в - Третий этап - кручение.
7. Схема процесса твердофазного перемешивания заготовок в виде прутков:
а - Сборка заготовок.
б - Первый этап - прямое выдавливание.
в - Второй этап - кручение.
8. Схема процесса твердофазного перемешивания двух трубчатых заготовок:
а - Первый этап - сжатие вдоль оси симметрии заготовок.
б - Второй этап - протяжка.
в - Третий этап - кручение.
9. Схема процесса твердофазного перемешивания трубчатой заготовки и установленного вовнутрь трубчатой заготовки прутка:
а - Сборка заготовок.
б - Первый этап - сжатие заготовок вдоль оси, перпендикулярной оси симметрии заготовок.
в - Второй этап - кручение.
10. Схема процесса твердофазного перемешивания трубчатой заготовки и установленного вовнутрь трубчатой заготовки прутка:
а - Сборка заготовок.
б - Первый этап - сжатие вдоль оси симметрии заготовок.
в - Второй этап - протяжка.
г - Третий этап - кручение.
11. Схема второго цикла процесса получения композиционного полуфабриката за три этапа и два цикла:
а - Первый этап - сжатие.
б - Второй этап - протяжка.
в - Третий этап - кручение.
На фигурах, иллюстрирующих схемы процесса, изображения отдельных заготовок отличаются различной штриховкой.
Примеры конкретного выполнения.
Приведенные ниже примеры не исчерпывают областей применения заявляемого способа. В качестве иллюстрации представлены примеры, в которых полуфабрикаты, в том числе и крупногабаритные, получены из материалов, наиболее широко известных и используемых в технике. В частности, примеры 3 и 7, касающийся получения крупногабаритного полуфабриката из магнитного сплава 25Х15К и композиционного полуфабриката с использованием заготовок из магнитного сплава 25Х15К и жаропрочного сплава ЭИ435, подтверждают возможность получения полуфабрикатов из жаропрочных, трудно деформируемых материалов.
Во всех примерах температурно-скоростные условия выбирают с учетом заданной микроструктуры в полуфабрикате, а также исходной микроструктуры в заготовках.
Кроме того, в некоторых примерах температурно-скоростные условия выбираются также с учетом свойств полуфабрикатов.
Во всех примерах обработки двухфазных титановых сплавов применяли режимы горячей деформации, соответствующие оптимальным режимам сверхпластичности.
Пример 1.
Твердофазному перемешиванию подвергают две цилиндрические заготовки из двухфазного титанового сплава ВТ9 (Ti - основа; 5,8-7,0 Al; 2,8-3,8 Мо; 0,8-2,0 Zr; 0,2-0,35 Si). Микрокристаллическую структуру в заготовках готовят в процессе горячей деформации в условиях сложного нагружения, используя установку для сложного нагружения по режимам, обеспечивающим получение микроструктуры со средним размером зерен ~5,0 мкм. После термомеханической обработки заготовки имеют глобулярную микроструктуру со средним размером зерен dcp=4,0-5,0 мкм, равномерно распределенную во всем объеме заготовок. Выбирают две заготовки. Диаметр заготовок - 130,0 мм, длина каждой -100,0 мм.
Обработку заготовок выполняют, применяя следующее технологическое оборудование:
1. Вакуумная печь с газораспределительным пультом.
2. Раскатной стан.
3. Гидравлический пресс усилием 630 тонн с установленным на нижней штамповой плите поворотным столом.
Процесс осуществляют за три этапа. Схема осуществления процесса представлена на фиг.2а, б, в.
Перед первым, основным этапом обработки заготовок выполняют дополнительную операцию - твердофазное соединение заготовок. Для чего соединяемые торцевые поверхности заготовок очищают от грязи и обезжиривают, промывая в ацетоне. Далее заготовки совмещают по обработанным поверхностям. Затем их устанавливают в приспособление, позволяющее передавать равномерное усилие сжатия по всей торцевой поверхности заготовок, передавая усилие на заготовки газообразным аргоном через гибкую металлическую мембрану. Приспособление с установленными в них заготовками помещают в вакуумную печь. В рабочей камере печи создают вакуум остаточным давлением 5,0•10-3 Па и осуществляют разогрев заготовок до температуры 920oС. Температуру сварки выбирают на 30oС ниже температуры последующей деформационной обработки с целью предотвратить рост зерна в заготовках при их высокотемпературной выдержке на этапе образования соединения. После выхода температуры на рабочий уровень заготовки сжимают, прикладывая к торцевым поверхностям давление 2,0 МПа. Заготовки выдерживают под заданным давлением в течение одного часа. После чего давление снимают, температуру понижают, доводя до комнатной, в рабочую камеру вакуумной печи напускают воздух, приспособление извлекают из печи, разбирают и вынимают из него сваренные заготовки.
Первый этап твердофазного перемешивания - сжатие заготовок с кручением до получения шайбы выполняют на гидравлическом прессе, снабженным поворотным столом (фиг.2а).
Процесс сжатия направлен на то, чтобы увеличить площадь первоначальной поверхности соединения примерно на 60%. Совмещение сжатия с кручением направлено на интенсификацию процессов внутризеренного скольжения по различным системам скольжения и образования устойчивых к аннигиляции дислокационных скоплений, которые способствуют динамической рекристаллизации, что приводит к дополнительному измельчению исходного зерна в среднем на 10-15%. Применение реверсивного кручения снижает потребные усилия, как показывает практика в среднем на 20%.
Режим обработки заготовок на первом этапе следующий:
- температура деформации - 950oС;
- скорость деформации ~10-3 с-1;
- степень обжатия заготовок по высоте - 60%,
- скорость вращения поворотного стола - 1,0 оборот/мин.
- направление вращения в процессе обработки изменяют четыре раза.
На втором этапе полученную шайбу протягивают вдоль направления, перпендикулярного оси шайбы до образования прутка. Протяжку выполняют со степенью деформации, обеспечивающей изменения как ориентации поверхности соединения относительно первоначального положения (фиг.2б), а также и площади первоначального соединения.
Режим протяжки шайбы следующий:
- температура деформации - 950oС;
- скорость деформации ~10-3 с-1.
Протяжку осуществляют на гидравлическом прессе.
После протяжки получают пруток, который подвергают механической обработке на токарном станке для удаления дефектов с поверхности. Размеры прутка следующие: длина - 200,0 мм, диаметр - 100,0 мм. Поверхность соединения после протяжки становится параллельной образующей прутка.
Третий этап - кручение прутка (фиг.2в). Дополнительно с кручением к прутку прикладывают сжимающую нагрузку. Кручение выполняют на раскатном стане. Режим обработки прутка кручением в сочетании с растяжением следующий:
температура деформации - 950oС;
- скорость вращения подвижного захвата - 0,5 оборота/мин;
- количество оборотов - 10;
- степень обжатия заготовок по высоте - 20%.
По завершению третьего этапа первоначальная плоская поверхность соединения, разделяющая заготовку на две части, трансформируется в винтовую поверхность, которая как бы разделяет заготовку на несколько частей (фиг.2в). Увеличение количества оборотов приводит к увеличению частей, на которые делится заготовка, и соответственно площади первоначального соединения. При этом увеличение количества оборотов приводит к тому, что большая часть винтовой поверхности стремиться занять положение, перпендикулярное оси заготовки.
На фиг. 3а представлена микроструктура полуфабриката после заключительного третьего этапа процесса твердофазного перемешивания на участке, включающем зону соединения заготовок друг с другом, свидетельствующий об отсутствии дефектов соединении. На фиг.3б представлена поверхность разрушения полуфабриката на этом участке. Вязкий, ячеистый излом свидетельствует о том, что разрушение происходит не по поверхности соединения, а по основному материалу.
Выполненный ультразвуковой контроль показал высокую степень однородности распределения микроструктуры в объеме всего полуфабриката. Результаты металлогафического анализа свидетельствуют о том, что размер зерен в полуфабрикате составляет величину d=5,0-6,0 мкм. Дефектов в виде микропор в зоне контакта заготовок обнаружено не было. После третьего этапа обработки предел прочности материала полуфабриката равен пределу прочности материала заготовок в исходном состоянии и соответствует значению σв =900 МПа.
Пример 2.
Твердофазному перемешиванию подвергают две цилиндрические заготовки из двухфазного титанового сплава ВТ6 (Ti - основа; 5,3-6,5 Аl; 3,5-4,5 V).
Заготовки имеют глобулярную микроструктуру со средним размером зерен dcp= 4,0-6,0 мкм, равномерно распределенную во всем объеме. Выбирают две заготовки. Размеры заготовок такие же, как в предыдущем примере. Заготовки обрабатывают за три этапа аналогично примеру 1.
Применяют следующее технологическое оборудование:
1. Гидравлический пресс усилием 630 тонн с установленным на нижней штамповой плите поворотным столом.
Учитывая то обстоятельство, что в основе первого этапа твердофазного перемешивания лежит операция сжатия, процесс твердофазного соединения заготовок совмещают с первым этапом. Для чего поверхности заготовок очищают от загрязнения и обезжиривают в ацетоне. Далее заготовки совмещают по подготовленным поверхностям, устанавливают между плоскопараллельными плитами штампа и сжимают. Затем заготовки нагревают, постоянно поддерживая усилие сжатие на заготовках на уровне ~0,5-0,7 от уровня текущего значения напряжения течения. Данная операция направлена на предотвращение окисления поверхностей соединения обрабатываемых заготовок и реализацию эффекта автовакуумирования. После выхода температуры на уровень 910-915oС осуществляют выдержку заготовок под действием сжимающего усилия в течение 30 мин. После чего процесс продолжают, выполняя сжатие заготовок с одновременным реверсивным закручиванием до получения шайбы.
Режим обработки заготовок на первом этапе следующий:
- температура деформации - 930oС;
- скорость осевой компоненты деформации ~10-3 с-1;
- степень обжатия заготовок по высоте - 60%;
- скорость вращения поворотного стола - 1,0 оборот/мин;
- направления вращения в процессе обработки изменяют четыре раза.
На втором этапе полученную шайбу протягивают вдоль направления, перпендикулярного оси шайбы, до образования прутка.
Режим протяжки шайбы следующий:
- температура деформации - 930oС;
- скорость деформации ~10-3 с-1.
После протяжки получают пруток, который подвергают механической обработке на токарном станке. После удаления дефектов с поверхности прутка в процессе токарной обработки размеры прутка становятся следующими: длина - 200,0 мм, диаметр - 100,0 мм.
Третий этап - кручение прутка. Дополнительно с кручением к прутку прикладывают сжимающую нагрузку.
Режим обработки прутка следующий:
- температура деформации - 930oС;
- скорость вращения подвижного захвата - 0,5 оборота/мин;
- количество оборотов поворотного стола - 10;
- степень обжатия заготовок по высоте - 15%.
Поскольку в данном примере использована схема обработки заготовок аналогичная примеру 1. Следовательно, изменение площади исходной поверхности, ее формы и ориентации в пространстве также происходит аналогично примеру 1.
На фиг.4а представлена микроструктура полуфабриката в зоне контакта заготовок друг с другом после заключительного третьего этапа процесса твердофазного перемешивания, а на фиг.4б - поверхность разрушения на участке полуфабриката в зоне соединения.
Результаты металлогафического и ультразвукового анализов показали высокую однородность распределения микроструктуры по всему объему полуфабриката. Средний размер зерен в полуфабрикате составил величину d=5,0-6,0 мкм. Дефектов в виде микропор в зоне контакта заготовок обнаружено не было. После третьего этапа обработки предел прочности материала полуфабриката был равен пределу прочности материала заготовок в исходном состоянии и соответствовал значению σв =910 МПа.
Пример 3.
Получают полуфабрикат из железо-хром-кобальтного сплава 25Х15К. В качестве заготовок используют десять шайб высотой 25,0 мм и диаметром 90,0 мм.
Настоящий пример иллюстрирует возможность получения крупногабаритного полуфабриката из отдельных заготовок прецизионного сплава, к которому предъявляются повышенные требования по однородности распределения химического состава во всем объеме.
Учитывая то, что сплав 25Х15К относится к классу трудно деформируемых и трудно свариваемых материалов по сравнению с двухфазными титановыми сплавами, используемыми в примерах 1 и 2, дополнительно подтверждается возможность использования заявляемого метода для получения полуфабрикатов, в том числе и крупногабаритных, из трудно деформируемых и трудно свариваемых материалов.
В таблице представлен химический состав используемого сплава по ГОСТу, а также фактический состав, который получен в заготовках. Материал получают в виде отливок диаметром 40,0 мм и длиной 300,0 мм. Полученные прутки разрезают на мерные заготовки, а затем изготавливают шайбы, используя горячую пластическую деформацию. В качестве шайб допускается использование отливок. Как правило, такие отливки имеют мелкозернистую структуру с достаточно равномерным распределением легирующих элементов по объему.
После горячей обработки шайбы имеют глобулярную микроструктуру со средним размером зерен dcp=10,0-20,0 мкм, которая равномерно распределена во всем их объеме.
Используют трехэтапную обработку с предварительным твердофазным соединением заготовок друг с другом. Схема обработки аналогична примеру 1.
В данном примере используют следующее технологическое оборудование:
1. Вакуумная печь с газораспределительным пультом.
2. Paскатной стан.
3. Гидравлический пресс усилием 630 тонн с установленным на нижней штамповой плите поворотным столом.
Предварительное твердофазное соединение заготовок выполняют следующим образом. Торцевые поверхности шайб подвергают шлифовке, а затем обезжиривают, промывая последовательно в ацетоне, а затем в этиловом спирте. После чего заготовки совмещают по обработанным поверхностям. Затем устанавливают в приспособление, позволяющее передавать равномерное усилие сжатия по всей торцевой поверхности заготовок. Для этих целей используют метод твердофазного соединения газообразным аргоном, передавая усилие на заготовки через гибкую металлическую мембрану. Приспособление с установленными в них заготовками помещают в вакуумную печь. В рабочей камере печи создают вакуум остаточным давлением 5,0•10-3 Па и осуществляют разогрев заготовок до температуры 1300oС. Температуру выбирают, исходя из того, что окислы основных и легирующих сплав элементов на поверхности соединения сублимируются, т.е. происходит ее самоочистка.
После выхода температуры на рабочий уровень заготовки сжимают, прикладывая к торцевым поверхностям давление 2,0 МПа. Заготовки выдерживают под заданным давлением в течение одного часа. После чего давление снимают, температуру понижают, доводя до комнатной, в рабочую камеру вакуумной печи напускают воздух, приспособление извлекают из печи и разбирают, вынимая из него сваренные заготовки.
Первый этап - получение шайбы в процессе сжатия с одновременным реверсивным кручением выполняют на воздухе. Заготовки обрабатывают, используя следующий режим:
- температура деформации - 960oС;
- скорость деформации ~10-3 с-1;
- степень обжатия заготовок по высоте - 60%;
- скорость вращения поворотного стола - 1,0 оборота/мин;
- направление вращения в процессе обработки изменяли четыре раза.
На втором этапе полученную шайбу протягивают вдоль направления, перпендикулярного оси шайбы, до образования прутка.
Режим протяжки шайбы следующий:
- температура деформации - 960oС;
- скорость деформации - ~10-3 с-1.
После протяжки получают пруток, который подвергают механической обработке на токарном станке. После удаления дефектов с поверхности размеры прутка следующие: длина - 230,0 мм, диаметр - 90,0 мм.
Третий этап - кручение прутка. Дополнительно с кручением к прутку прикладывают сжимающую нагрузку.
Режим обработки прутка следующий:
- температура деформации - 960oС;
- скорость вращения подвижного захвата - 0,5 оборота/мин;
- количество оборотов поворотного стола - 10;
- степень обжатия заготовок по высоте - 15%.
В данном примере, как и в предыдущем, использована схема обработки заготовок аналогично примеру 1. Следовательно, изменение площади исходной поверхности, ее формы и ориентации в пространстве происходит так же, как в примере 1.
На фиг. 5а представлена микроструктура полуфабриката в зоне контакта заготовок друг с другом после заключительного третьего этапа процесса твердофазного перемешивания, а на фиг.5б - поверхность разрушения.
Результаты металлогафического и ультразвукового анализов показали высокую однородность распределения микроструктуры по всему объему полуфабриката. Средний размер зерен в полуфабрикате составил величину dcp=15,0-25,0 мкм. Дефектов в виде микропор в зоне контакта заготовок обнаружено не было. После третьего этапа обработки предел прочности материала полуфабриката был равен пределу прочности материала заготовок в исходном состоянии и соответствовал значению σв =680 МПа.
После деформационной обработки была проведена стандартная термомагнитная обработка полуфабриката, причем направление внешнего поля было перпендикулярно оси полуфабриката.
Замеры магнитных свойств полуфабриката показали, что коэрцитивная сила равна Нс=38,0 кА/м, а остаточная индукция равна Вr=1,0 Тл, что соответствует значениям, которые определены ГОСТом на данный материал.
Пример 4.
Твердофазному перемешиванию подвергают десять листовых заготовок из титанового сплава ВТ9 (Ti - основа; 5,8-7,0 Аl; 2,8-3,8 Мо; 0,8-2,0 Zr; 0,2-0,35 Si).
Субмикрокристаллическую структуру получают деформационно-термической обработкой заготовок, предварительно подвергнутых водородному пластифицированию и последующей горячей прокаткой материала в полосы на изотермическом прокатном стане.
Размеры листовых заготовок следующие:
- ширина - 20,0 мм;
- толщина - 3,0 мм;
- длина - 200,0 мм.
В исходном состоянии заготовки имеют субмикрокристаллическую структуру со средним размером зерен d=0,4-0,6 мкм.
Твердофазное перемешивание осуществляют за три этапа: первый этап - сжатие заготовок вдоль направления, перпендикулярного поверхности соединения (фиг. 6а); второй этап - протяжка заготовок (фиг.6б) и третий этап - закручивание заготовок с одновременным растяжением (фиг.6в).
В данном примере используют следующее технологическое оборудование:
1. Вакуумная печь с газораспределительным пультом.
2. Гидравлический пресс усилием 630 тонн.
3. Машина сложного нагружения.
Перед первым этапом осуществляют твердофазное соединение заготовок в вакуумной печи, совмещая этот процесс с удалением остаточного водорода из заготовок.
Заготовки накладывают одна на другую, совмещая по большей из боковых сторон При этом образуется пачка. Сечение пачки 20,0 х 30,0 х 200,0 мм. Пачку устанавливают в приспособление, нагревают и соединяют.
Режим получения твердофазного соединения следующий:
Остаточное давление в камере - 5•10-3 Па.
Температура сварки - 700oС.
Сварочное давление - 3,0 МПа.
Время сварки - 1,0 час.
Первый этап - сжатие заготовок до получения полосы выполняют на гидравлическом прессе. Режим обработки заготовок на первом этапе выбран следующим:
- температура деформации - 700oС;
- скорость деформации - 10-3 с-1;
- степень обжатия заготовок по высоте - 30%.
Второй этап - протяжка заготовок, которую выполняют по режимам, аналогичным первому этапу сжатия. После протяжки и последующей механической обработки на токарном станке пруток имеет диаметр 25,0 мм и длину 200,0 мм.
Третий этап - кручение прутка. Кручение совмещают с растяжением. Горячее деформирование прутка выполняют на установке для сложного нагружения по следующему режиму:
- температура деформации - 700oС;
- скорость вращения подвижного захвата - 0,5 оборотов/мин;
- количество оборотов -10;
- скорость осевой компоненты деформации - 10-3 с-1;
- степень деформации осевой компоненты - 80%.
В данном примере использована схема обработки, в которой на третьем этапе производят интенсивное закручивание заготовок, следовательно, площадь исходной поверхности, ее форма и ориентация в пространстве изменяются так же, как и в примере 1 после третьего этапа.
Результаты металлогафического и ультразвукового анализов показали высокую однородность распределения микроструктуры по всему объему заготовки. Средний размер зерен в полуфабрикате не превышал значения d=0,3-0,5 мкм. Дефектов в виде микропор в зоне контакта обнаружено не было.
Пример 5.
Твердофазному перемешиванию подвергают шесть длинномерных заготовок из технически чистого титана ВТ 1-0. Субмикрокристаллическую структуру в заготовках получали методом равноканального углового прессования. Поперечное сечение пересекающихся каналов было выполнено в виде равностороннего треугольника. Поэтому заготовки в сечении имели форму равностороннего треугольника со стороной - 20,0 мм. Длина каждой заготовки 100,0 мм.
В данном примере используют следующее технологическое оборудование:
1. Гидравлический пресс усилием 630 тонн.
2. Машина сложного нагружения.
В исходном состоянии заготовки имеют микроструктуру со средним размером зерен d=0,3-0,5 мкм.
Заготовки совмещают по боковым поверхностям, образуя пакет с шестигранным сечением. Пакет с натягом устанавливают в оболочку из технически чистого титана ВТ1-0 (фиг.7а), герметизируют по торцам, заваривая аргонодуговой сваркой, и соединяют с вакуумной системой посредством трубопровода.
Оболочку с установленными в него заготовками нагревают до температуры 200oС, из внутренней полости оболочки откачивают воздух до значения величины остаточного давления, равного В=5•10-2 Па, и осуществляют первый этап нагружения.
Процесс получения полуфабриката твердофазным перемешиванием осуществляют за два этапа. Схема осуществления процесса представлена на фиг.7б, в.
Первый этап совмещают с твердофазным соединением (фиг.7б). Заготовки сжимают в направлении, перпендикулярном оси симметрии, прямым выдавливанием контейнера с заготовками на гидравлическом прессе усилием 630 тонн. Величина обжатия при выдавливании составляет величину 2,0. Операцию выдавливания выполняют при температуре 200oС. Операция прямого выдавливания предусматривает деформирование заготовок в условиях сложного двухкомпонентного нагружения. В данном случае деформация радиального сжатия сочетается с деформацией осевого растяжения. Скорость подвижного пуансона при выдавливании равна 10,0 мм/мин.
На втором этапе заготовки прямо в контейнере деформируют, сочетая кручение с растяжением (фиг.7в). Это сделано для того, чтобы исключить образование трещин на боковой поверхности заготовок, а также в целях экономии времени и средств. Деформацию кручением с растяжением выполняют на машине сложного нагружения.
Режим обработки заготовок на машине сложного нагружения следующий:
- температура деформации - 200oС;
- скорость вращения подвижного захвата - 0,5 оборотов/мин;
- количество оборотов - 10;
- скорость деформирования растяжением - 5,0 мм/мин.
- величина деформации осевой компоненты растяжения - 20,0%.
После обработки полуфабрикат протачивают, удаляя с поверхности материал контейнера.
Результаты ультразвукового и металлогафического анализов показали высокую однородность распределения микроструктуры по всему объему полуфабриката. Средний размер зерен в полуфабрикате не превышал значения d=0,2-0,4 мкм.
Пример 6.
Получают полуфабрикат из железо-хром-кобальтного сплава 25Х15К, имеющего исходную микроструктуру, как в примере 3, В качестве заготовок используют десять шайб высотой 25,0 мм и диаметром 90,0 мм. Заготовки покрывают Ni толщиной 0,5 мм, гальванически осаживая его на соединяемые поверхности шайб. Покрытия в данном примере выполняют роль чередующихся прослоек из пластичного Ni и хрупкого 25Х15К материала. Схема обработки заготовок аналогична примеру 3. Изменен только режим твердофазного соединения.
Настоящий пример, как и пример 3, иллюстрирует возможность получения крупногабаритного композиционного полуфабриката из отдельных заготовок прецизионного сплава, к которому предъявляются повышенные требования по однородности распределения химического состава в объеме магнитного материала. Чередующаяся прослойка технически чистого никеля обладает большей по сравнению с матричным сплавом (25Х15К) пластичностью и решает задачу предотвращения хрупкого разрушения материала как на этапе изготовления заготовок, так и на этапе эксплуатации изделий. Гальваническое нанесение покрытия предотвращает окисление поверхности заготовок из сплава 25Х15К при нагреве, дополнительно решая задачу снижения температуры твердофазного соединения заготовок, что приводит к снижению огрубления микроструктуры.
В таблице представлен химический состав используемого сплава по ГОСТу, а также фактический состав в заготовках. Заготовки получают в виде отливок диаметром 40,0 мм и длиной 300,0 мм. Полученные прутки разрезают на мерные заготовки, а затем изготавливают шайбы, используя горячую пластическую деформацию.
После горячей обработки шайбы имеют глобулярную микроструктуру со средним размером зерен dcp= 10,0-20,0 мкм, которая равномерно распределена во всем объеме.
После изготовления на поверхность шайб в процессе электрохимической обработки осаживают Ni. Толщина покрытия 0,5 мм.
В данном примере используют трехэтапную обработку заготовок с предварительным твердофазным соединением их друг с другом. Схема обработки аналогична примеру 3.
В примере используют следующее технологическое оборудование:
1. Вакуумная печь с газораспределительным пультом.
2. Paскатной стан.
3. Гидравлический пресс усилием 630 тонн с установленным на нижней штамповой плите поворотным столом.
Твердофазное соединение заготовок выполняют следующим образом. Перед сваркой торцевые поверхности шайб с нанесенным покрытием из Ni обезжиривают, промывая последовательно в ацетоне, а затем в этиловом спирте. После чего заготовки совмещают по обработанным поверхностям. Затем устанавливают приспособление, позволяющее передавать равномерное усилие сжатия по всей торцевой поверхности заготовок. Для этих целей используют технологию диффузионной сварки газом, передавая усилие на заготовки через гибкую металлическую мембрану. Приспособление с установленными в них заготовками помещают в вакуумную печь. В рабочей камере печи создают вакуум остаточным давлением 5,0•10-3 Па и осуществляют разогрев заготовок до температуры 1100oС. Температуру сварки выбирают, исходя из того, что поверхность Ni самоочищается, начиная с температуры 1000oС, а при 1100oC ее химическая активность уже достаточна для дополнительной очистки находящейся под ней поверхности матричного магнитного сплава. После выхода температуры на рабочий уровень заготовки сжимают, прикладывая к торцевым поверхностям давление 2,0 МПа. Заготовки выдерживают под заданным давлением в течение полутора часов. После чего давление снимают, температуру понижают, доводя до комнатной, в рабочую камеру вакуумной печи напускают воздух, приспособление извлекают из печи и разбирают, вынимая из него сваренные заготовки.
Первый этап - получение шайбы в процессе сжатия с одновременным реверсивным кручением выполняют на воздухе. Заготовки обрабатывают, используя следующий режим:
- температура деформации - 960oС;
- скорость деформации ~10-3 c-1;
- степень обжатия заготовок по высоте - 60%;
- скорость вращения поворотного стола - 1,0 оборота/мин.
- направление вращения в процессе обработки изменяют четыре раза.
На втором этапе, полученную шайбу протягивают вдоль направления, перпендикулярного оси шайбы, до образования прутка.
Режим протяжки шайбы следующий:
- температура деформации - 960oС;
- скорость деформации - ~10-3 с-1.
После протяжки получают пруток, который подвергают механической обработке на токарном станке. После удаления дефектов с поверхности размеры прутка следующие: длина - 230,0 мм, диаметр - 90,0 мм.
Третий этап - кручение прутка. Дополнительно с кручением к прутку прикладывают сжимающую нагрузку.
Режим обработки прутка следующий:
- температура деформации - 960oС;
- скорость вращения подвижного захвата - 0,5 оборота/мин;
- количество оборотов поворотного стола - 10;
- степень обжатия заготовок по высоте - 15%.
В данном примере использована схема обработки заготовок, аналогичная примеру 3. Следовательно, изменение площади исходной поверхности, ее формы и ориентации в пространстве происходит так же, как в примере 3.
Результаты металлогафического и ультразвукового анализов показали высокую однородность распределения микроструктуры по всему объему полуфабриката. Средний размер зерен в полуфабрикате составил величину dcp=15,0-25,0 мкм. Дефектов в виде микропор в зоне контакта заготовок обнаружено не было. После третьего этапа обработки предел прочности материала полуфабриката был равен пределу прочности материала заготовок в исходном состоянии, а пластичность превышала пластичность основного материала в три раза.
После деформационной обработки была проведена стандартная термомагнитная обработка полуфабриката. Замеры магнитных свойств полуфабриката показали, что коэрцитивная сила в нем равна Нс=39,0 кА/м, а остаточная индукция равна Вr= 1,0 Тл, что соответствует значениям, которые определены ГОСТом на данный сплав.
Пример 7.
Получают композиционный полуфабрикат из чередующихся заготовок железо-хром-кобальтного сплава 25Х15К и сплава на никелевой основе ХН76Т (ЭИ435). Исходная микроструктура в сплаве 25Х15К такая же, как в примере 3. В сплаве ЭИ 435 средний размер зерен равен 20,0 мкм.
Химический состав сплава 25Х15К представлен в таблице. Химический состав сплава ЭИ435 следующий (% по массе): 19,5-22,5 Cr; 0,15-0,35 Ti; ≤6,0 Fe; ≤0,8 Si; ≤0,7 Mn; ≤0,12 C; ≤0,0012 S; ≤0,015 Р; остальное Ni.
Сплав ЭИ435 при комнатной температуре имеет прочность σв ==800 МПа, пластичность δ=40% и коэффициент линейного расширения в интервале температур 20-1000oС - α=17,0•106, К-1.
Сплав 25Х15К при комнатной температуре имеет прочность σв ==700 МПа, пластичность сплава после термомагнитной обработки равна δ<1,0%, а коэффициент линейного расширения - α ==12,0•106, К-1.
Для получения полуфабриката используют пять шайб толщиной 10,0 мм из сплава ЭИ435 и четыре шайбы толщиной 25,0 мм из сплава 25Х15К. Диаметр всех шайб равен 90,0 мм.
Заготовки покрывают Ni толщиной 0,1 мм, гальванически осаживая его на соединяемые поверхности шайб. В данном примере применение покрытия, как и в предыдущем, связано с необходимостью снижения температуры сварки, а также с необходимостью восприпятствовать взаимодействию элементов легирования сплавов ЭИ435 и 25Х15К друг с другом с образованием хрупких соединений в процессе деформации.
Схема обработки заготовок аналогична предыдущему примеру.
Настоящий пример, как и примеры 3,6, иллюстрирует возможность получения крупногабаритного композиционного полуфабриката из отдельных заготовок прецизионного сплава, к которому предъявляются повышенные требования по однородности химического состава в объеме магнитного материала. Чередующиеся с магнитным слои из жаропрочного сплава ЭИ435 обладает большей прочностью, пластичностью, а также коэффициентом линейного расширения. Такое сочетание свойств решает задачу предотвращения хрупкого разрушения магнитного материала в композиционном роторе как на этапе изготовления заготовок, так и на этапе эксплуатации изделия.
Как и в предыдущих примерах, материал сплава 25Х15К получают в виде отливок диаметром 40,0 мм и длиной 300,0 мм. Полученные прутки разрезают на мерные заготовки, а затем изготавливают шайбы, используя горячую пластическую деформацию.
После горячей обработки шайбы имеют глобулярную микроструктуру со средним размером зерен dcp= 10,0-20,0 мкм, которая равномерно распределена во всем объеме.
Шайбы из сплава ЭИ435 изготавливают из деформированных прутков диаметром 40,0 мм.
После изготовления на поверхность шайб в процессе электрохимической обработки осаживают Ni. Толщина покрытия 0,1 мм.
В данном примере используют трехэтапную обработку заготовок с предварительным твердофазным соединением их друг с другом. Схема обработки аналогична примеру 3.
В примере используют следующее технологическое оборудование:
1. Вакуумная печь с газораспределительным пультом.
2. Раскатной стан.
3. Гидравлический пресс усилием 630 тонн с установленным на нижней штамповой плите поворотным столом.
Твердофазное соединение заготовок выполняют следующим образом.
Перед сваркой торцевые поверхности шайб с нанесенным покрытием обезжиривают, промывая последовательно в ацетоне, а затем в этиловом спирте. После чего заготовки совмещают по обработанным поверхностям, чередуя их между собой. Затем устанавливают в приспособление, позволяющее передавать равномерное усилие сжатия по всей торцевой поверхности заготовок. Для этих целей используют метод твердофазного соединения газообразным аргоном, передавая усилие на заготовки через гибкую металлическую мембрану. Приспособление с установленными в них заготовками помещают в вакуумную печь. В рабочей камере печи создают вакуум остаточным давлением 5,0•10-3 Па и осуществляют разогрев заготовок до температуры 1100oС. Температуру сварки выбирают, исходя из того, что поверхность Ni самоочищается, начиная с температуры 1000oС, а при 1100oС ее химическая активность уже достаточна для дополнительной очистки находящейся под ней поверхности матричных сплавов.
После выхода температуры на рабочий уровень заготовки сжимают, прикладывая к торцевым поверхностям давление 2,5 МПа. Заготовки выдерживают под заданным давлением в течение двух часов. После чего давление снимают, температуру понижают, доводя до комнатной, в рабочую камеру вакуумной печи напускают воздух, приспособление извлекают из печи и разбирают, вынимая из него сваренные заготовки.
Первый этап - получение шайбы в процессе сжатия с одновременным кручением выполняют на воздухе. Заготовки обрабатывают, используя следующий режим:
- температура деформации - 960oС;
- скорость деформации ~10-3 с-1;
- степень обжатия заготовок по высоте - 60%;
- скорость вращения поворотного стола - 1,0 оборота/мин.
На втором этапе полученную шайбу протягивают вдоль направления, перпендикулярного оси шайбы, до образования прутка.
Режим протяжки шайбы следующий:
- температура деформации - 960oС;
- скорость деформации - ~10-3 с-1.
После протяжки получают пруток, который подвергают механической обработке на токарном станке. После удаления дефектов с поверхности размеры прутка следующие: длина - 230,0 мм, диаметр - 90,0 мм.
Третий этап - кручение прутка. Дополнительно с кручением к прутку прикладывают сжимающую нагрузку.
Режим обработки прутка следующий:
- температура деформации - 960oС,
- скорость вращения подвижного захвата - 0,5 оборота/мин;
- количество оборотов поворотного стола - 10;
- степень обжатия заготовок по высоте - 15%.
В данном примере использована схема обработки заготовок, аналогичная примеру 3. Следовательно, изменение площади исходной поверхности, ее формы и ориентации в пространстве происходит так же, как в примере 1.
Результаты металлографического и ультразвукового анализов показали высокую однородность распределения микроструктуры по всему объему полуфабриката. Средний размер зерен в полуфабрикате составил величину dcp=15,0-25,0 мкм. Дефектов в виде микропор в зоне соединения заготовок обнаружено не было. После третьего этапа обработки предел прочности материала полуфабриката был равен пределу прочности материала заготовок в исходном состоянии и соответствовал значению σв =780 МПа, а пластичность соответствовала значению δ =10,0%.
После деформационной обработки была проведена стандартная термомагнитная обработка полуфабриката. Замеры магнитных свойств полуфабриката показали, что коэрцитивная сила равна Нc=39,0 кА/м, а остаточная индукция равна Вr=1,0 Тл, что соответствует значениям, которые определены ГОСТом на выбранный магнитный материал.
Пример 8.
Твердофазному перемешиванию подвергают две, предварительно установленные друг в друга трубчатые заготовки из сплава 25Х15К. Средний размер зерен в трубчатой заготовке равен 50,0-100,0 мкм. Для того чтобы улучшить микроструктуру заготовок и свести к минимуму образование дендритной ликвации, заготовки получают центробежным литьем.
Одна заготовка имеет внешний диаметр 120,0 мм, а толщину 15,0 мм. У второй заготовки внешний диаметр равен 90,0 мм, а толщина 15,0 мм. Длина заготовок равна 250,0 мм. Поверхности заготовок подвергают тонкому точению. Затем их обезжиривают и устанавливают с натягом одна в другую. К торцам герметично приваривают заглушки, соединяя внутреннюю полость сборки с вакуумной системой, через металлический трубопровод.
Обработку заготовок осуществляют за три этапа. Схема осуществления процесса представлена на фиг.8а, б, в.
Термомеханическую обработку выполняют на следующем технологическом оборудовании:
1. Газораспределительный пульт с системой для создания вакуума.
2. Раскатной стан.
3. Гидравлический пресс усилием 630 тонн со встроенным на нижней штамповой плите поворотным столом.
Первый этап - сжатие заготовок вдоль направления, перпендикулярного оси симметрии заготовки (фиг.8а).
Перед нагревом заготовок из внутренней полости сборки откачивают воздух, доводя остаточное давление до уровня В=5,0•10-2 Па. Затем осуществляют нагрев заготовки до температуры Т=1300oС, постоянно поддерживая во внутренней полости остаточное давление В=5,0•10-2 Па. После выхода температуры на заданный уровень заготовки сжимают, используя следующие режимы:
- температура деформации - 1300oС;
- скорость деформации ~10-3 с-1.
Сжатие заготовок до смыкания внутренней поверхности и образования твердофазного соединения осуществляют в штампе специальной конфигурации, фиг.8а. Конструкция штампа обеспечивает локализацию деформации в области перегиба внутренней поверхности заготовок, выводя дефектные области в облой. Первый этап выполняют на гидравлическом прессе усилием 630 тонн. После смыкания половинок штампа осуществляют выдержку в сжатом состоянии в течение 0,5 часа.
На втором этапе у полуфабриката фрезерованием удаляют облой и протягивают на прессе, придавая ему форму цилиндра (фиг.8б). Режим обработки полуфабриката на втором этапе следующий:
- температура деформации - 960oС;
- скорость деформации - ~10-3 с-1.
После завершения второго этапа полуфабрикат протачивают на токарном станке до диаметра 100,0 мм и длины 200,0 мм.
Третий этап - кручение полуфабриката (фиг.8в) осуществляют на раскатном стане. Для чего заготовку устанавливают в рабочее пространство раскатного стана, закрепляя в захватах вращающего устройства.
Перед деформацией заготовку нагревают до температуры 950oС, выдерживают в течение 0,5 часа и деформируют кручением со скоростью 0,5 оборота в минуту на шесть полных оборотов. В процессе деформации кручением максимальная деформация сосредоточена вблизи поверхности соединения, в зоне, где наиболее вероятно появление дефектов твердофазного соединения. Следовательно, интенсивная деформация в данном случае решает проблему залечивания дефектов твердофазного соединения, а также их перемешивания в объеме полуфабриката. На третьем этапе обработки полуфабриката так же, как и в предыдущих примерах, происходит увеличение площади поверхности твердофазного соединения и изменение ее формы.
Проведенные ультразвуковой контроль и металлогафический анализ показали высокую однородность распределения микроструктуры по всему объему полуфабриката. Средний размер зерен в полуфабрикате составил величину d=15,0-20,0 мкм. Дефектов в виде микропор в зоне твердофазного соединения обнаружено не было.
После деформационной обработки была проведена стандартная термомагнитная обработка полуфабриката. Замеры магнитных свойств полуфабриката показали, что коэрцитивная сила равна Нс=37,0 кА/м, а остаточная индукция равна Вr= 1,10 Тл, что соответствует значениям, которые определены ГОСТом для данного материала.
Пример 9.
Твердофазному перемешиванию подвергают трубчатую заготовку и заготовку в виде цилиндрического прутка из сплава 25Х15К. Микроструктура в заготовках была такая же, как в примере 8. Химический состав сплава представлен в таблице.
По сравнению с предыдущим данный пример иллюстрирует возможность полного исключения образование дефектов твердофазного соединения, начиная с первого этапа, при сохранении на высоком уровне свойств материала за счет уменьшения габаритов слитков.
Трубчатая заготовка имеет внешний диаметр 90,0 мм, а толщину стенки - 25,0 мм. Пруток имеет внешний диаметр 40,0 мм. Длина заготовок равна 250,0 мм. Поверхности заготовок подвергают тонкому точению. Затем их обезжиривают и устанавливают с натягом одна в другую (фиг.9а). Обработку заготовок осуществляют за два этапа. Схема осуществления процесса представлена на фиг.9б, в.
Термомеханическую обработку выполняют на следующем технологическом оборудовании:
1. Раскатной стан.
2. Гидравлический пресс усилием 630 тонн со встроенным на нижней штамповой плите поворотным столом.
Первый этап - сжатие заготовок вдоль направления, перпендикулярного оси симметрии (фиг.9б), осуществляют в процессе протяжки. Заготовки нагревают до заданной температуры. После выхода температуры на рабочий уровень заготовки сжимают, используя следующие режимы:
- температура деформации - 1300oС;
- скорость деформации ~10-3 с-1;
- степень обжатия заготовок - 30%.
На первом этапе полуфабрикат протягивают вдоль оси симметрии, придавая ему форму цилиндра. Напряженно-деформированное состояние в данном случае соответствует сложному нагружению.
Первый этап выполняют на гидравлическом прессе усилием 630 тонн. После завершения первого этапа полуфабрикат протачивают на токарном станке до диаметра 100,0 мм и длины 200,0 мм.
Второй этап - кручение полуфабриката (фиг.9в) осуществляют на раскатном стане. Для чего заготовку устанавливают в рабочее пространство раскатного стана, закрепляя в захватах вращающего устройства.
Перед деформацией заготовку нагревают до температуры 950oС, выдерживают в течение 0,5 часа и деформируют кручением со скоростью 0,5 оборота в минуту на восемь полных оборотов.
На первом этапе обработки полуфабриката так же, как и в предыдущих примерах, происходит увеличение площади поверхности твердофазного соединения. Изменение формы поверхности соединения на втором этапе не происходит. Однако качество соединения растет, что обусловлено равномерной, интенсивной сдвиговой деформацией при кручении в зоне соединения.
Проведенные ультразвуковой контроль и металлогафический анализ показали высокую однородность распределения микроструктуры по всему объему полуфабриката. Средний размер зерен в полуфабрикате составил величину d=15,0-20,0 мкм. Дефектов в виде микропор в зоне твердофазного соединения обнаружено не было.
После деформационной обработки была проведена стандартная термомагнитная обработка полуфабриката. Замеры магнитных свойств полуфабриката показали, что коэрцитивная сила равна Нс=37,0 кА/м, а остаточная индукция равна Вr= 1,10 Тл, что соответствует значениям, которые определены ГОСТом для данного материала.
Пример 10.
Аналогично предыдущему примеру твердофазному перемешиванию подвергают трубчатую и цилиндрическую заготовки из сплава 25Х15К. Заготовки имеют такую же микроструктуру, как в примере 8. Химический состав сплава представлен в таблице. Цилиндрическая заготовка после литья и последующей механической обработки имела внешний диаметр 40,0 мм, а длину 200,0 мм. Трубчатая заготовка после механической обработки имела внутренний диаметр 40,0 мм, внешний - 100,0 мм, и длину 200,0 мм. Заготовки после механической обработки промывают и обезжиривают в ацетоне и этиловом спирте.
Вовнутрь трубчатой заготовки с натягом устанавливают цилиндрическую заготовку (фиг.10а).
Процесс получения полуфабриката методом твердофазного перемешивания заготовок осуществляют за три этапа. Схема осуществления процесса представлена на фиг.10б, в, г.
Термомеханическую обработку выполняют на следующем технологическом оборудовании:
1. Гидравлический пресс усилием 630 тонн с установленным на нижней штамповой плите поворотным столом.
2. Раскатной стан.
Первый этап - сжатие заготовок вдоль оси симметрии заготовок совмещают с кручением и выполняют на гидравлическом прессе, обеспечивающем выполнение совмещения операции сжатия заготовок с их закручиванием (фиг.10б).
Этап сжатия с одновременным закручиванием сочетают с процессом образования твердофазного соединения между заготовками. Для этого применяют штамп со специальными бойками. Бойки имеют незначительную выпуклость в центральной части. Конструкция штампа обеспечивает локализацию деформации в центре заготовок и образование контакта на поверхности соединения цилиндрической заготовки и прутка за счет раздачи заготовок.
Сжатие заготовок совмещают с закручиванием с целью интенсификации процесса образования твердофазного соединения и активизации залечивания дефектов соединения на первом этапе.
Режим обработки заготовок на первом этапе следующий:
температура деформации - 1200oС;
- скорость вращения подвижного бойка - 0,5 оборотов/мин;
- количество оборотов - 5;
- степень обжатия по высоте - 60%.
На втором этапе шайбу протягивают вдоль направления, перпендикулярного оси симметрии шайбы, до образования прутка (фиг.10в). Протяжку осуществляют на гидравлическом прессе. Режим протяжки шайбы следующий:
- температура деформации - 960oС;
- скорость деформации - 10-3 с-1.
После операции протяжки пруток обтачивают до следующих размеров: длина - 200 мм, диаметр 90,0 мм.
Третий этап - кручение прутка (фиг.10г). Кручение прутка выполняют на раскатном стане. Режим обработки прутка кручением следующий:
- температура деформации - 960oС;
- скорость вращения подвижного захвата - 0,5 оборотов/мин;
- количество оборотов - 10.
Результаты металлографического анализа и ультразвукового контроля показали высокую однородность распределения микроструктуры по всему объему полуфабриката. Средний размер зерен в полуфабрикате составил величину dcp= 15,0-25,0 мкм. Дефектов в виде микропор в зоне контакта заготовок обнаружено не было. После третьего этапа обработки предел прочности материала полуфабриката был равен пределу прочности материала заготовок в исходном состоянии и соответствовал значению σв =780 МПа.
После деформационной обработки была проведена стандартная термомагнитная обработка полуфабриката. Замеры магнитных свойств полуфабриката показали, что коэрцитивная сила равна Нс=39,0 кА/м, а остаточная индукция равна Вr=1,0 Тл, что соответствует значениям, которые определены ГОСТом на обрабатываемый материал.
В данном примере трубчатую и цилиндрическую заготовку изготавливали из одного и того же сплава 25Х15К. Однако метод, используемый в этом случае, может быть применен также для получения композиционного полуфабриката, в котором цилиндрическую заготовку изготавливают из хрупкого магнитного материала, например 25Х15К, а трубчатую из высокопрочного материала ЭИ435. Схему обработки композиционного полуфабриката выбирают такой же, как в примере 10, а температурно-скоростные режимы обработки такими же, как в примере 7.
Пример 11.
Твердофазному перемешиванию подвергают заготовки из технически чистого титана и алюминия с целью получения композиционного полуфабриката для последующего изготовления из него листов из интерметаллида системы Ti-Al. После получения композиционного полуфабриката, его прокатывают и подвергают дополнительной термической обработке.
Заготовки имеют форму шайб со следующими размерами:
- диаметр - 50,0 мм;
- толщина - 10,0 мм.
Количество заготовок из Аl - пять, количество заготовок из Ti - шесть.
В заготовках из Ti предварительно готовят СМК структуру. Метод подготовки структуры аналогичен примеру 5.
Обработку заготовок выполняют на следующем технологическом оборудовании:
1. Гидравлический пресс усилием 630 тонн с установленным на нижней штамповой плите поворотным столом.
2. Раскатной стан.
3. Изотермический прокатный стан.
Процесс получения композиционного полуфабриката осуществляют за три основных этапа, повторяя этапы три раза, то есть за три одинаковых цикла и четвертого цикла изотермической прокатки за четыре прохода. На заключительном проходе выполняют синтез интерметаллида. Если на этапах первых трех циклов происходит интенсивное изменение площади соединения и ее поверхности, то при прокатке происходит незначительное изменение формы и пространственного положения поверхности соединения на фоне значительного изменения площади первоначального соединения.
Все три основных цикла обработки полуфабриката аналогичны примеру 1. Поэтому на фиг.11а, б, в в качестве примера представлена только схема обработки полуфабриката на втором цикле.
Пред сборкой поверхность заготовок зачищают металлической щеткой, удаляя с поверхности грязь и окисную пленку.
Заготовки накладывают одна на другую, чередуя заготовку из титана с заготовкой из алюминия, образуя сборку. Сборку устанавливают в контейнер из технически чистого титана. Контейнер герметизируют, соединяя трубопроводом с газораспределительным пультом, обеспечивающим поддержание вакуума внутри контейнера на уровне 5,0•10-2 Па.
Первый этап твердофазного перемешивания - сжатие заготовок до получения шайбы выполняют на гидравлическом прессе, снабженном поворотным столом в изотермических условиях. Температуру деформации выбирают такой, чтобы свести к минимуму образование хрупких интерметаллидных соединений (фиг.11а).
На первом этапе сжатие совмещают с кручением. Режим обработки заготовок на первом этапе следующий:
- температура деформации - 450oС,
- скорость деформации - 10-3 c-1;
- степень обжатия заготовок по высоте - 60%;
- скорость вращения подвижного бойка - 0,5 оборотов/мин.
На втором этапе шайбу протягивают вдоль направления, перпендикулярного оси шайбы, до образования прутка (фиг.11б). Протяжку осуществляют в изотермических условиях на гидравлическом прессе, используя следующий режим:
- температура деформации - 450oС;
- скорость деформации - 10-3 с-1.
После второго этапа контейнер удаляют, используя токарную обработку.
Третий этап - кручение прутка с одновременным сжатием (фиг.11в) выполняют на раскатном стане. Режим обработки прутка на третьем этапе следующий:
- температура деформации - 450oС;
- скорость вращения подвижного захвата - 0,5 оборотов/мин;
- количество оборотов - 10;
- степень осевой компоненты деформации - 30%.
Применение контейнера обусловлено существенным различием в деформационном поведении технически чистого титана и алюминия при выбранной температуре деформации и направлено так же, как и предварительная обработка титановых заготовок, на частичное выравнивание деформационных характеристик обрабатываемых заготовок особенно на первом и втором этапах обработки первого цикла.
После завершения каждого цикла обработки полуфабрикат протачивают, удаляя поверхностные дефекты.
Второй (фиг.11а, б, в) и третий циклы (на фигуре не показано) выполняют по аналогичной схеме и режимам, что и первый.
После заключительного третьего цикла деформационно-термической обработки с учетом механической обработки, размеры полуфабриката были следующими: диаметр - 45,0 мм, длина - 90,0 мм. Полуфабрикат представляет из себя ламинарный композит. Слои титана и алюминия в нем чередуются и образовывают сложную винтовую поверхность. Причем, если в исходном состоянии число слоев было одиннадцать, то после трех циклов обработки их количество увеличилось и стало равным ~1000.
Из полученного полуфабриката изготавливают листы толщиной 0,5 мм, осуществляя синтез интерметаллида системы Ti-Al в процессе изотермической прокатки (на фигуре не показано). Перед прокаткой полуфабрикат деформируют сжатием до образования шайбы толщиной 5,0 мм. Сжатие совмещают с кручением (на фигуре не показано). Деформацию выполняют на гидравлическом прессе по режиму первого этапа. Из полученной шайбы вырезают полосу шириной 100,0 мм, которую затем прокатывают на изотермическом стане.
Прокатку полосы выполняют за три прохода до толщины ~2,0 мм при постоянной температуре Т= 450oС. Заключительный четвертый проход осуществляют при температуре Т= 850oС, получая лист толщиной 0,7 мм. Полученную листовую заготовку помещают в печь, где ее отжигают при температуре 1000oС в течение пяти часов в среде аргона с целью гарантированного выравнивания химического состава во всем объеме листа.
После отжига листовую заготовку подвергают операции размерного травления, доводя толщину листа до требуемой величины 0,5 мм.
Металлогафический анализ показал высокую однородность распределения микроструктуры по всему объему листа. Средний размер зерен составил величину dcp= 10,0-15,0 мкм. Микропор в объеме полученного листа обнаружено не было. Микрорентгеноспектральный анализ подтвердил, что полученные листы представляют собой интерметаллид TiAl.
Источники информации
1. Порошковая металлургия в СССР: История. Современное состояние. Перспективы.М.: Наука, 1986. Под редакцией И.Н. Францевича, В.И. Трефилова, 294с.
2. Патент РФ 2134308, С 22 F 1/18, 1999г.
3. Э.С. Каракозов, Л.М. Орлова, В.В. Пешков, В.И. Грегорьевский. Диффузионная сварка титана - М.: -"Металлургия", 1977, 272 с.
4. О.А. Кайбышев, Р.Я. Лутфуллин, В.К. Бердин. Природа формирования твердофазного соединения в условиях сверхпластичности - Докл. АН СССР, 1991, т. 319, 6, с.615-618.
5. В.К.Бердин "Образование твердофазного соединения промышленных титановых сплавов в условиях сверхпластической деформации". Диссертация на соискание ученой степени кандидата технических наук, Уфа, 1992 г., 157с.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОБРАБОТКИ ТИТАНОВЫХ СПЛАВОВ | 1996 |
|
RU2134308C1 |
| СПОСОБ ОБРАБОТКИ ЗАГОТОВОК ИЗ МЕТАЛЛОВ И СПЛАВОВ | 2000 |
|
RU2203975C2 |
| СПОСОБ ОБРАБОТКИ ЗАГОТОВОК ИЗ МЕТАЛЛОВ И СПЛАВОВ | 1998 |
|
RU2159162C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНОЙ ЯЧЕИСТОЙ КОНСТРУКЦИИ | 1999 |
|
RU2170636C2 |
| СПОСОБ ОБРАБОТКИ ЗАГОТОВОК ИЗ ЗАЭВТЕКТОИДНЫХ γ+α СПЛАВОВ | 1999 |
|
RU2164263C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОСЕСИММЕТРИЧНЫХ ДЕТАЛЕЙ И СПОСОБ ПОЛУЧЕНИЯ ЗАГОТОВОК ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ (ВАРИАНТЫ) | 1996 |
|
RU2119842C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИСТОВЫХ ПОЛУФАБРИКАТОВ ИЗ ТИТАНОВЫХ СПЛАВОВ | 2002 |
|
RU2224047C1 |
| УСТРОЙСТВО ДЛЯ ДЕФОРМАЦИОННОЙ ОБРАБОТКИ ЗАГОТОВОК | 1999 |
|
RU2172350C2 |
| СПОСОБ ОБРАБОТКИ ЗАГОТОВОК, ПРЕИМУЩЕСТВЕННО КРУПНОГАБАРИТНЫХ, ИЗ (α+β)-ТИТАНОВЫХ СПЛАВОВ | 2001 |
|
RU2196189C2 |
| СПОСОБ ПРОКАТКИ ЗАГОТОВОК ИЗ ЗАЭВТЕКТОИДНЫХ γ+αСПЛАВОВ И СПОСОБ ПОЛУЧЕНИЯ ЗАГОТОВОК ДЛЯ ОСУЩЕСТВЛЕНИЯ ПЕРВОГО СПОСОБА | 1999 |
|
RU2164180C2 |
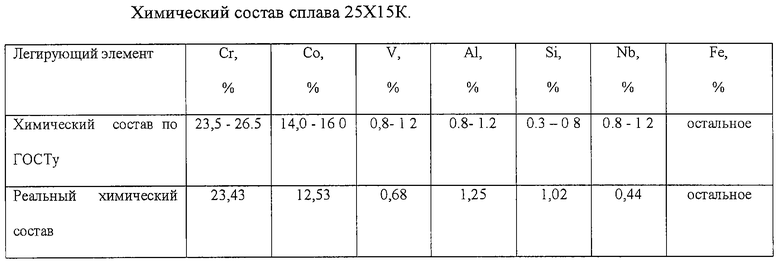
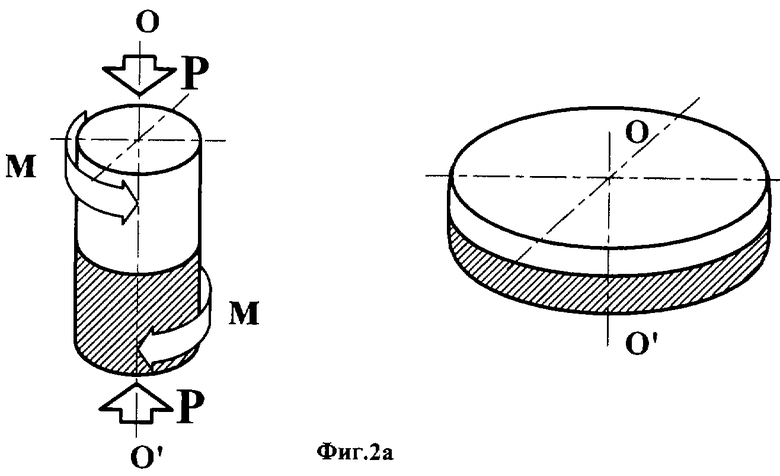
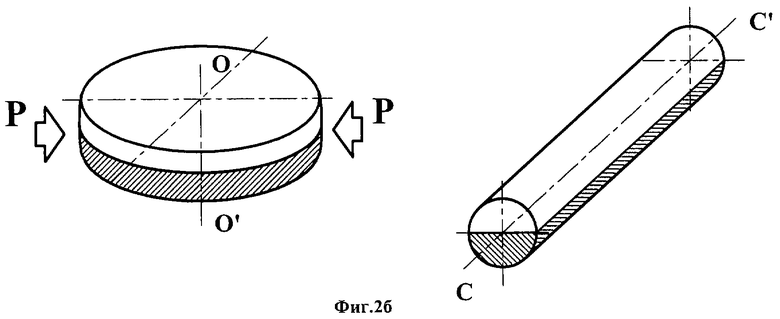
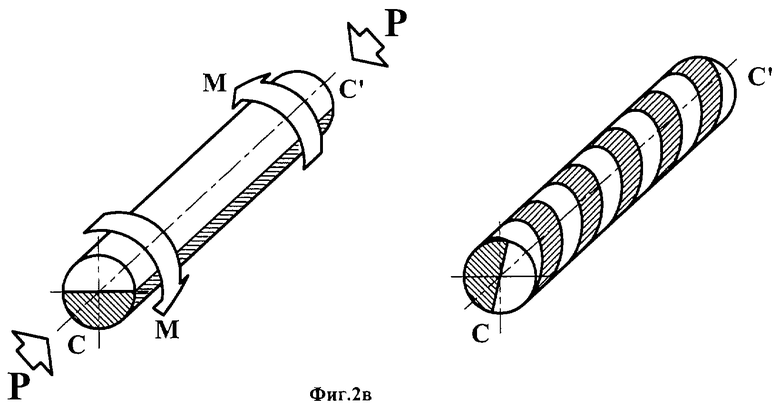
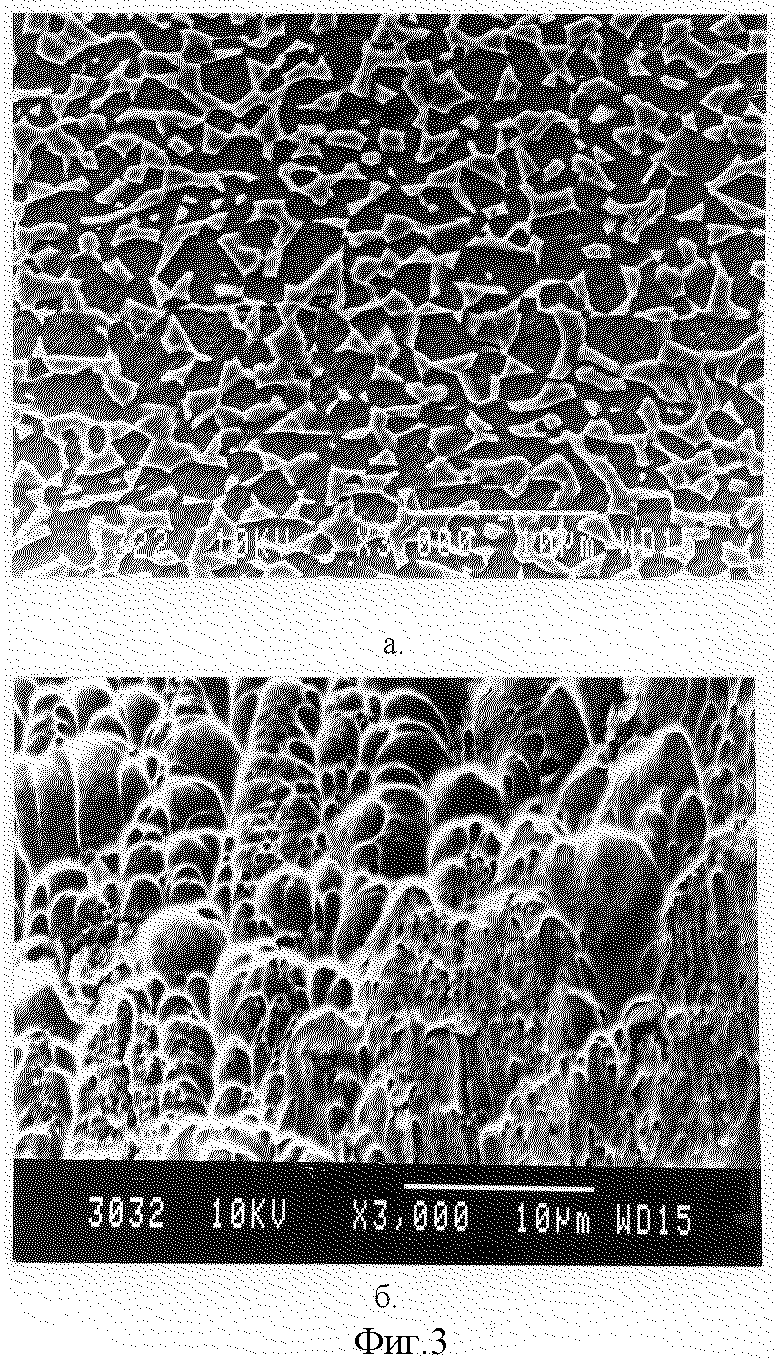
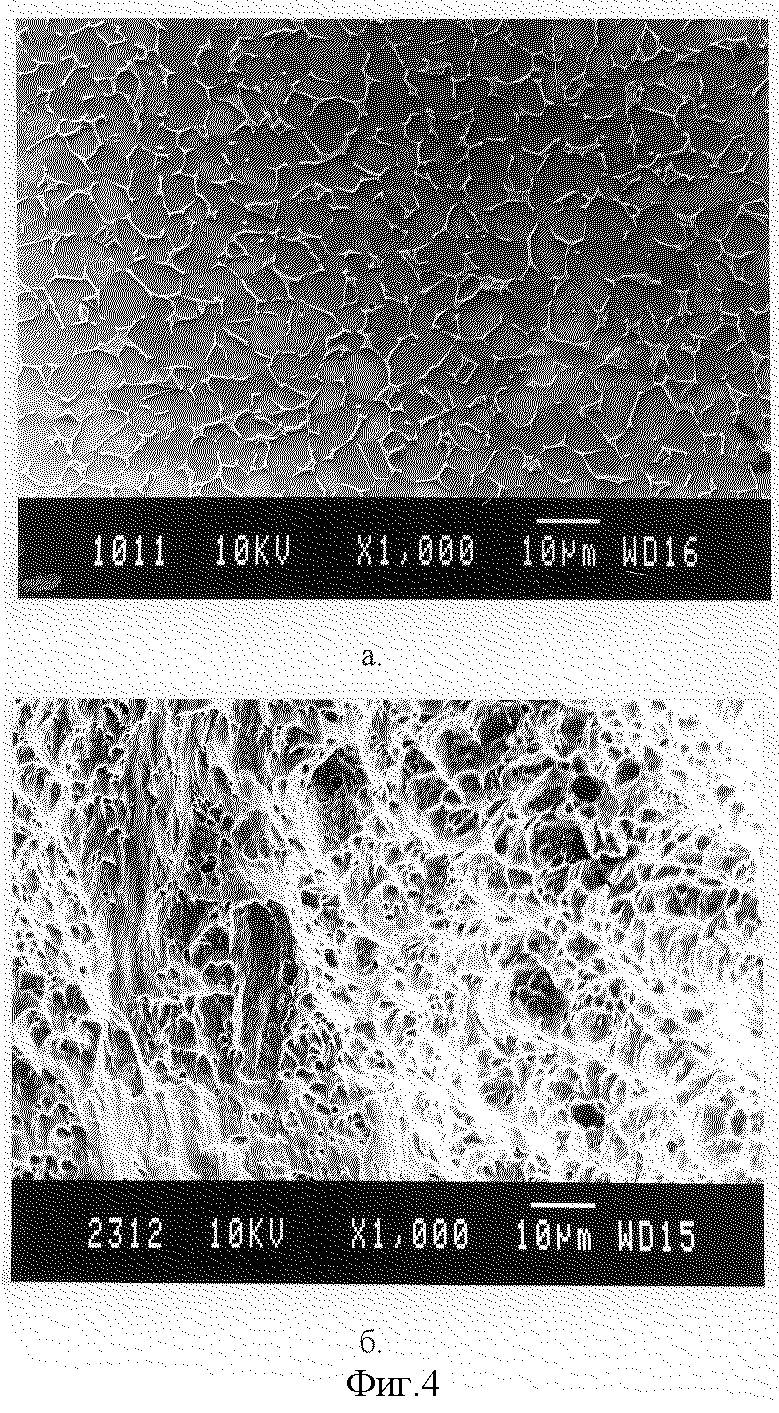
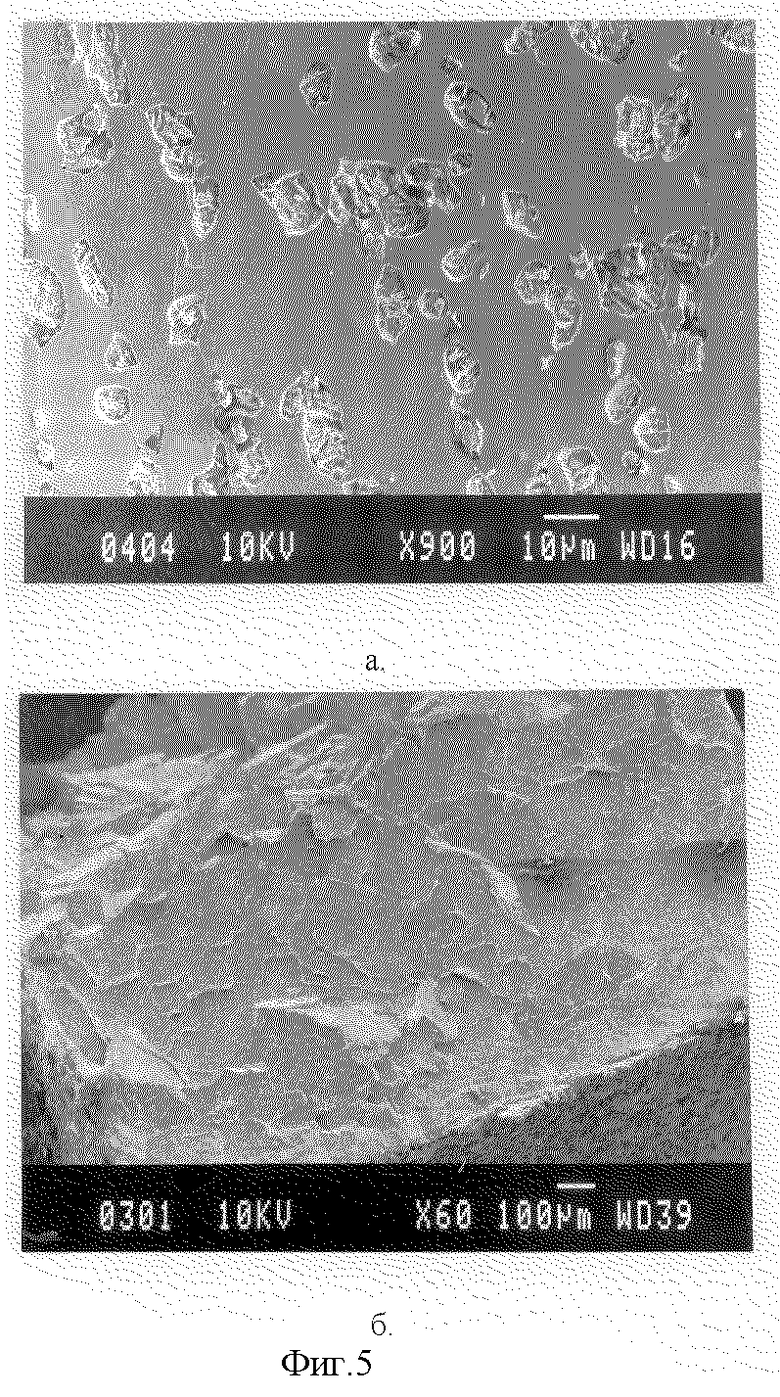
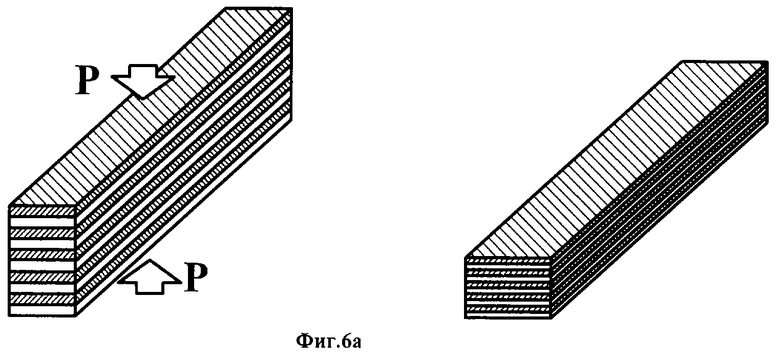
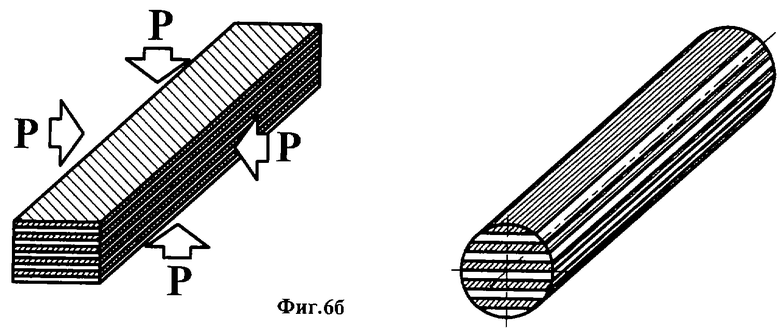
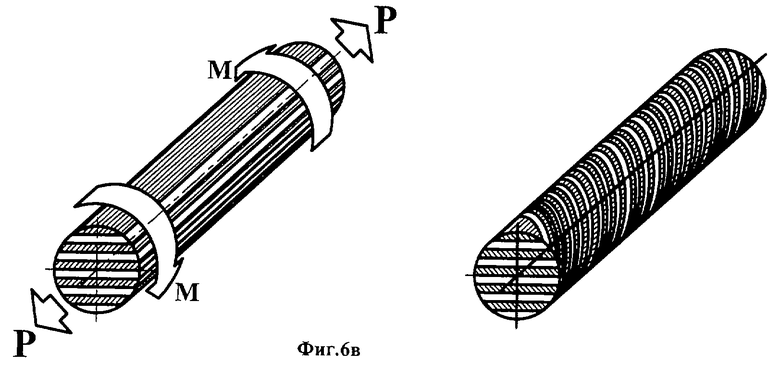
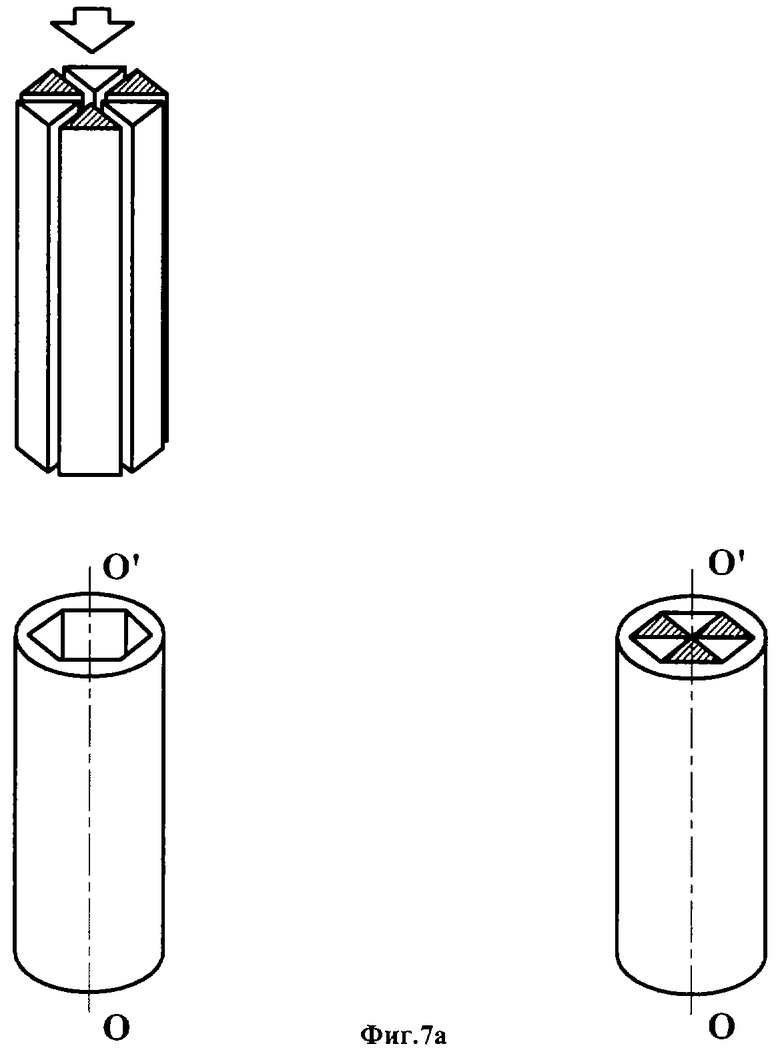
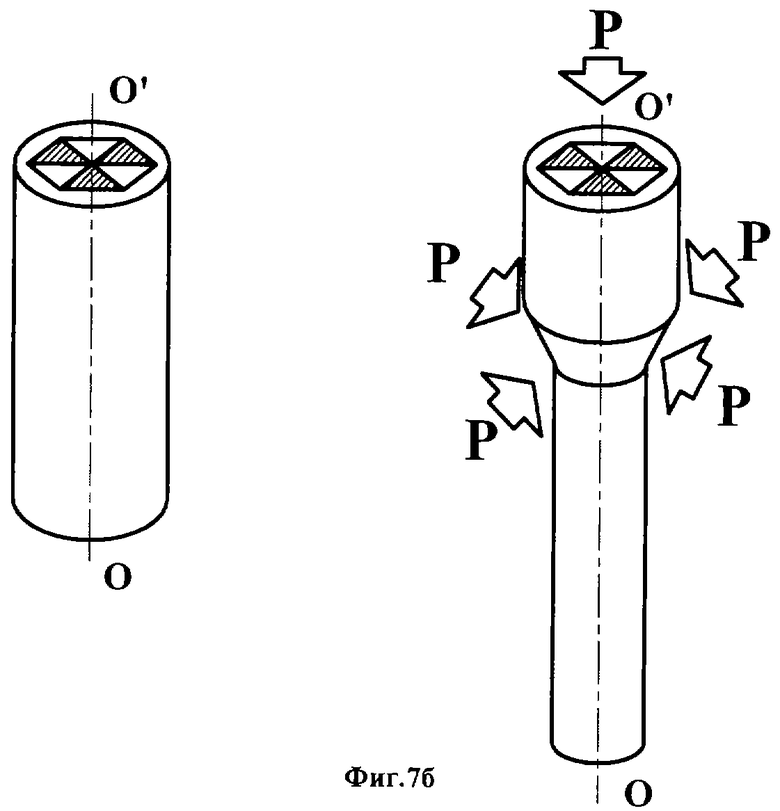
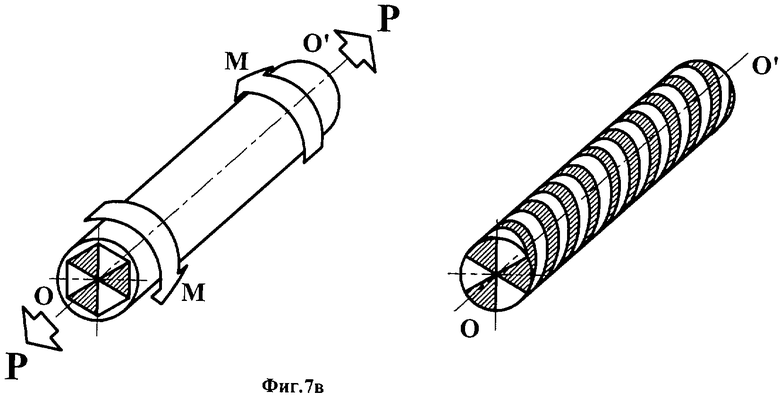
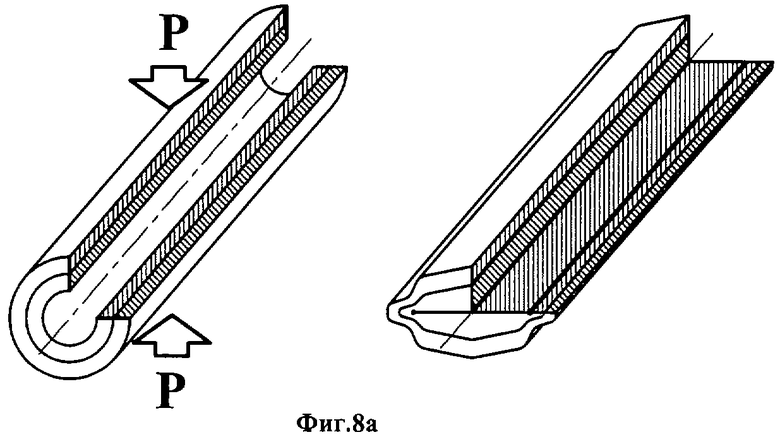
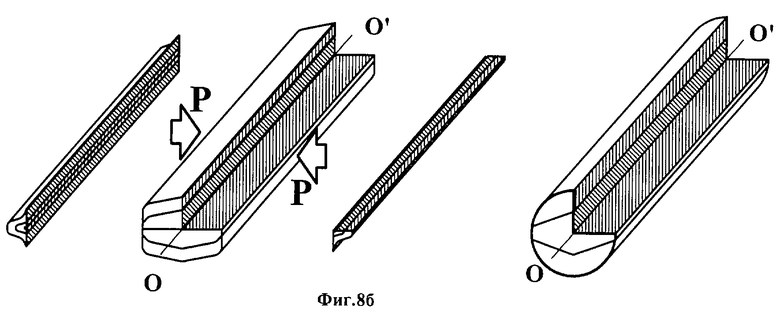
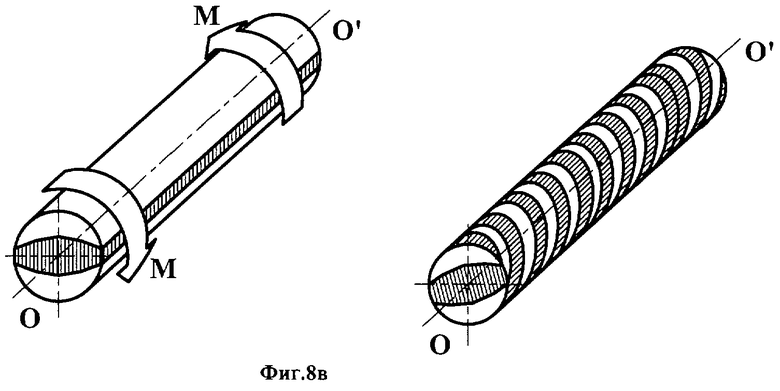
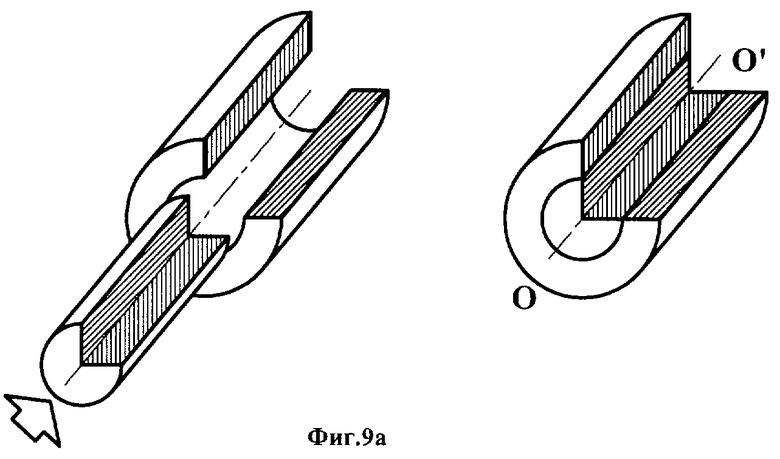
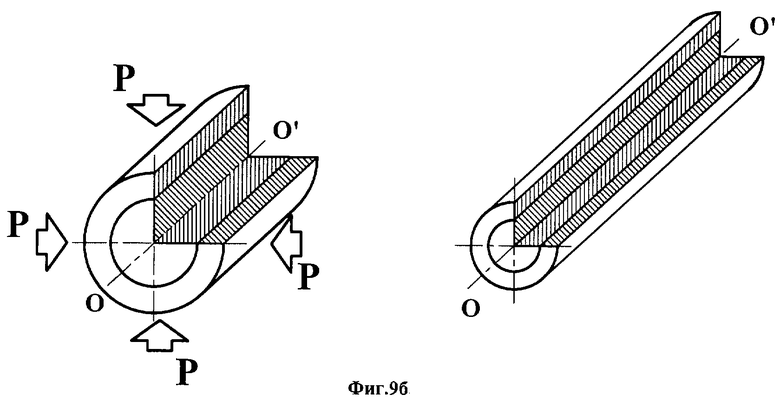
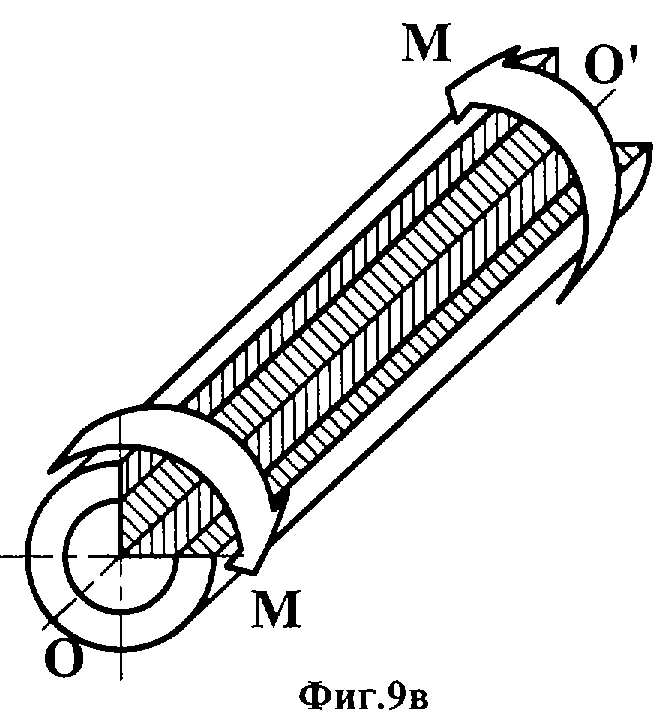
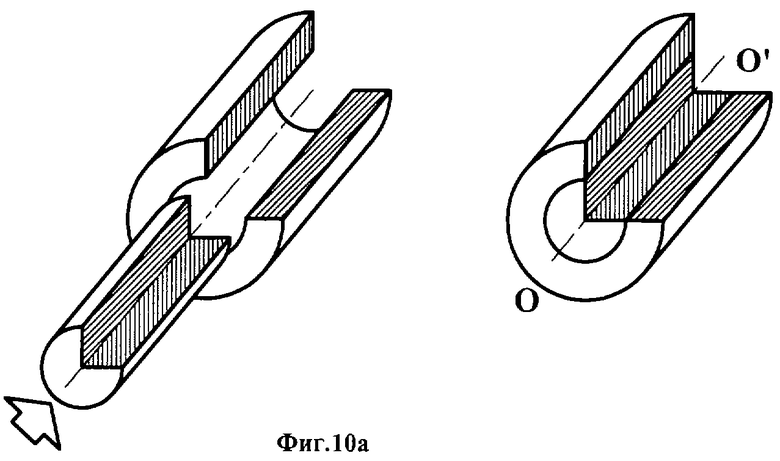
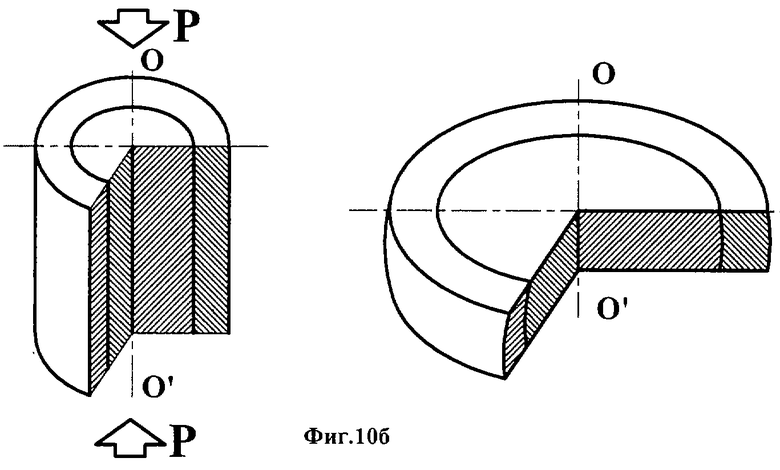
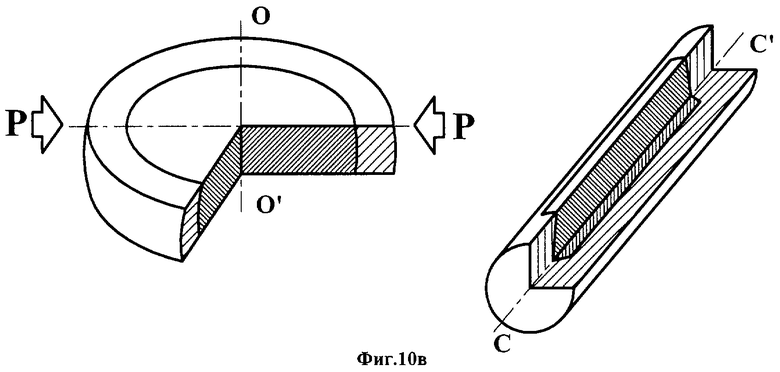
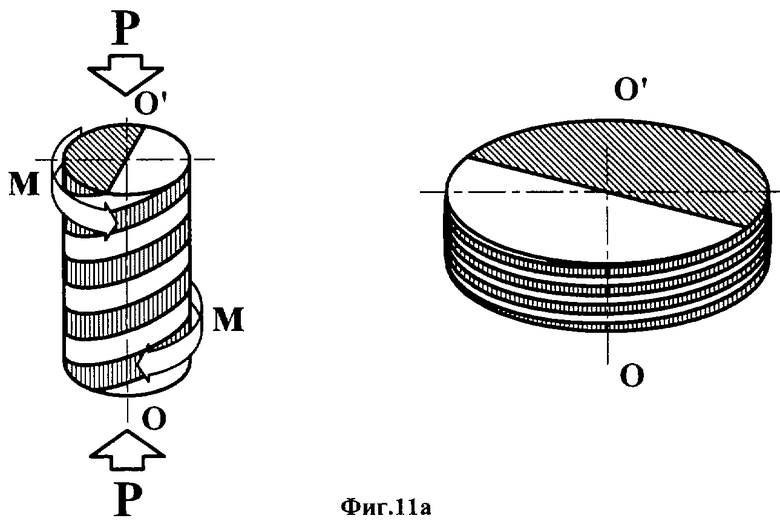
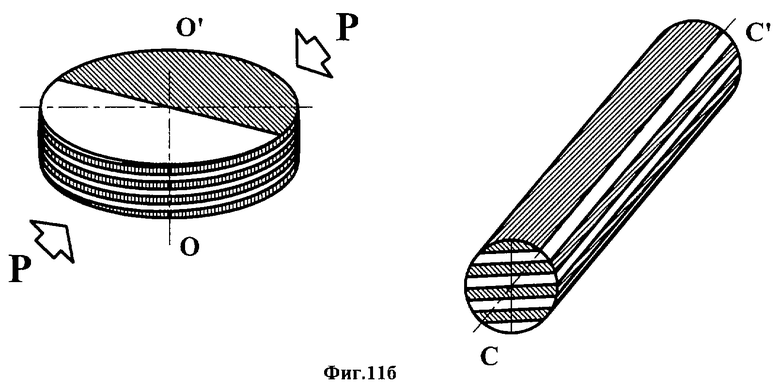
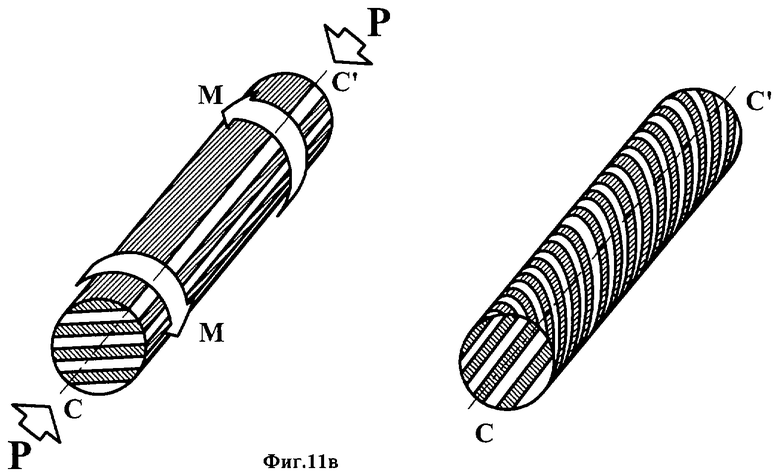
Изобретение относится к металлургии, к получению полуфабрикатов. В предложенном способе получения полуфабрикатов из металлов и сплавов, включающем неразъемное соединение по совмещаемым поверхностям заготовок с подготовленной микроструктурой и/или свойствами и твердофазное перемешивание посредством деформирования за несколько этапов в температурно-скоростных условиях, выбираемых с учетом заданной микроструктуры и/или свойств полуфабрикатов, а также исходной микроструктуры заготовок, причем при деформировании изменяют направление приложения деформирующей нагрузки, и/или вид нагружения, и/или используют нагружение, включающее кручение со степенью деформации на каждом этапе, обеспечивающем изменение формы и/или ориентации в пространстве поверхности соединения и/или увеличение площади соединения по сравнению с исходным состоянием или полученным на предыдущем этапе, согласно изобретению деформирование осуществляют в три этапа, при этом на первом этапе заготовки сжимают, на втором осуществляют протяжку до получения прутка, а на третьем пруток деформируют кручением. Обеспечивается однородная структура и свойства полученных полуфабрикатов. 21 з.п.ф-лы, 1 табл., 11 ил.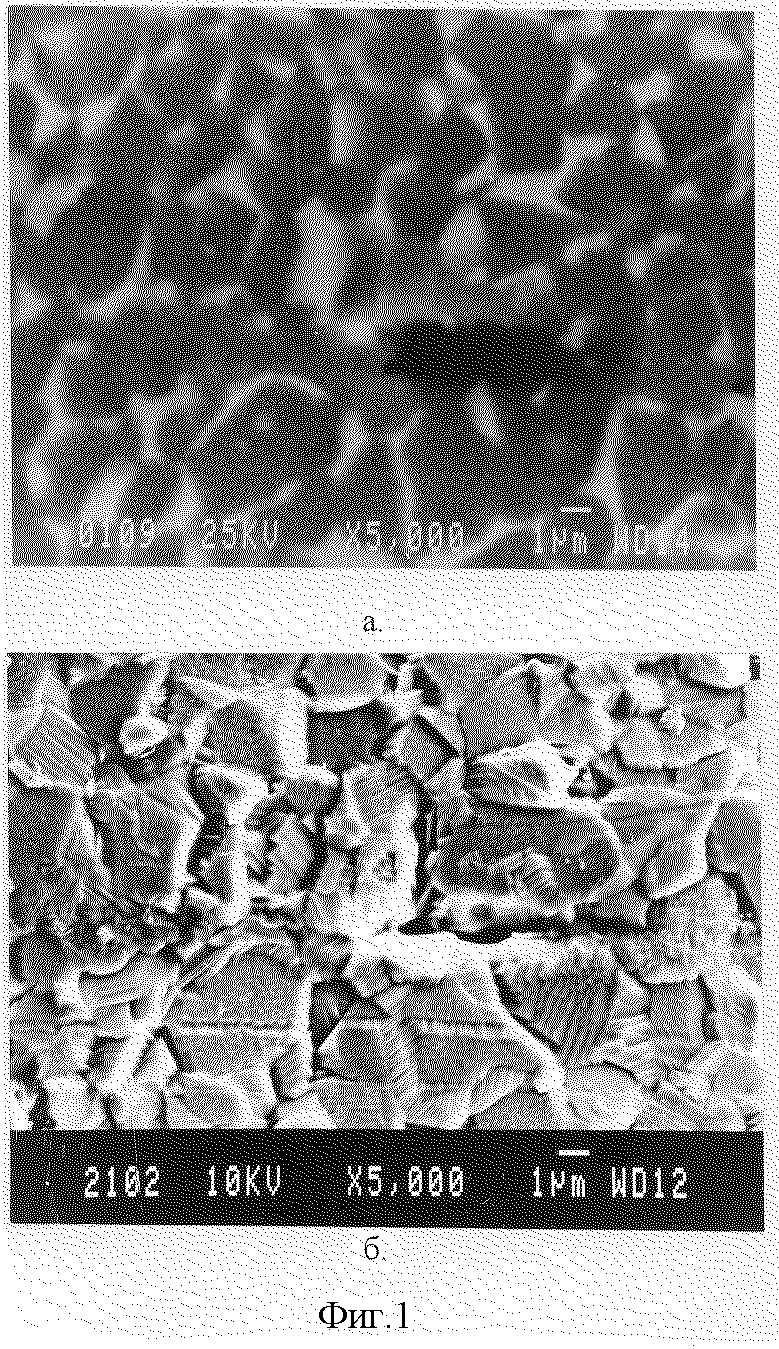
| СПОСОБ ОБРАБОТКИ ТИТАНОВЫХ СПЛАВОВ | 1996 |
|
RU2134308C1 |
| СПОСОБ ОБРАБОТКИ ЗАГОТОВОК ИЗ ЗАЭВТЕКТОИДНЫХ γ+α СПЛАВОВ | 1999 |
|
RU2164263C2 |
| US 5634992 А, 03.06.1997 | |||
| 0 |
|
SU287740A1 | |

