Изобретение относится к способу изготовления, предпочтительно криволинейного, пластмассового профиля согласно ограничительной части п. 1 формулы изобретения. Помимо этого изобретение относится к устройству для изготовления, предпочтительно криволинейного, пластмассового профиля согласно ограничительной части п. 12 формулы изобретения.
Известно, что, прежде всего прямые, пластмассовые профили из пластмассы и непрерывного армирующего материала из волокон, тканей и тому подобного, которые заделаны в пластмассу, изготавливаются в виде прутков. При этом изготовлении речь идет обычно о способах пултрузии. В таких способах пултрузии по меньшей мере один пучок волокон протягивают через фильеру. Этот пучок волокон или перед фильерой или в фильере во время протягивания снабжают жидким синтетическим материалом, который затем отверждают в фильере. Затем покидающий фильеру отвержденный пластмассовый профиль посредством расположенного перед фильерой в направлении процесса изготовления тянущего устройства или удерживающего средства протягивают через фильеру и при этой одновременно транспортируют. Вследствие того, что пластмассовый профиль протягивается через фильеру удерживающим средством, в известных способах описанного вида, прежде всего в известных способах пултрузии, могут образовываться только прямые пластмассовые профили.
Для изготовления криволинейных пластмассовых профилей известно, что для этого фильера должна перемещаться. Этот способ известен под названием «радиусная пултрузия». При этом фильеру периодически перемещают сначала к неподвижному пластмассовому профилю, и при обратном движении транспортируют его через открытое удерживающее средство. За счет этого периодического движения или остановки пластмассового профиля в пучке волокон изготавливаемого профиля перед пропиточной ванной или в пропиточной ванне могут происходить смещение волокон и последующие неоднородное натяжение и деформации. Это механическое натяжение или деформации отрицательно сказываются на структуре или стабильности пластмассового профиля, так как распределение волокон при определенных условиях более не является гомогенным.
Поэтому в основу изобретения положена задача разработки способа и устройства для свободного от повреждений изготовления выполненных с индивидуальной кривизной пластмассовых профилей.
Способ для решения этой задачи содержит признаки п. 1 формулы изобретения. Согласно этому предусмотрено, что фильеру и удерживающее средство перемещают на пластмассовом профиле в противоположных направлениях, причем пластмассовый профиль перемещают в направлении процесса изготовления попеременно фильерой и удерживающим средством. За счет этого, прежде всего непрерывного, перемещения пластмассового профиля является возможной непрерывная транспортировка пластмассового профиля. Таким образом, могут предотвращаться фазы, в которых пластмассовый профиль остается неподвижным. Поскольку, таким образом, пластмассовый профиль находится непрерывно в движении, то есть не останавливается или останавливается только краткосрочно, могут предотвращаться механические натяжения или неоднородные натяжения в пластмассовом профиле или в направляющем волокнистый материал элементе. За счет этого повышается стабильность или качество пластмассового профиля.
Прежде всего, изобретение может предусматривать, что пластмассовый профиль удерживают и протягивают в направлении изготовления удерживающим средством, в то время как фильеру перемещают на пластмассовом профиле, прежде всего по пластмассовому профилю, против направления процесса изготовления. Помимо этого, предпочтительное усовершенствование настоящего изобретения заключается в том, что пластмассовый профиль перемещают или сдвигают фильерой в направлении процесса изготовления, в то время как удерживающее средство перемещают на пластмассовом профиле против направления процесса изготовления к фильере, прежде всего приводят в контакт с фильерой. За счет этого попеременного удержания и протягивания пластмассового профиля через фильеру и удерживающее средство заготовка подлежащего изготовлению пластмассового профиля подвергается более равномерному растягивающему усилию, чем при изолированных перемещениях вперед и назад только фильеры. Тогда эти почти равномерно действующие на подведенный материал усилия обеспечивают особо равномерную внутреннюю структуру профиля. За счет этого пошагового формования в фильере с сопряжением с преобладающей по времени тянущей транспортировкой пластмассового профиля могут изготавливаться, прежде всего, также криволинейные пластмассовые профили, так как процессы формования профиля протекают совместно как и прежде преимущественно при перемещении периодически перемещающейся фильеры.
Предпочтительно, также может быть предусмотрено, что фильеру и удерживающее средство перемещают одновременно, в то время как пластмассовый профиль, прежде всего непрерывно, перемещают в направлении процесса изготовления фильерой или удерживающим средством. При этом перемещение происходит так, что фильеру и удерживающее средство в начале шага изготовления перемещают друг от друга, чтобы они затем снова касались друг друга. Во время этого перемещения наподобие гусеницы фильеры и удерживающего устройства пластмассовый профиль постоянно перемещается в направлении процесса изготовления к фильере и/или к удерживающему средству.
Еще один пример осуществления настоящего изобретению может, кроме того, предусматривать, что фильеру и удерживающее средство перемещают на пластмассовом профиле с разными скоростями в направлении и/или против направления процесса изготовления, прежде всего с разными ускорениями. Так, например, может быть предусмотрено, что удерживающее средство с пластмассовым профилем протягивают в направлении процесса изготовления с удвоенной скоростью перемещения фильеры в противоположном направлении. За счет этого перемещения фильеры и удерживающего средства в противоположных направлениях обе составляющие скорости суммируются в скорость изготовления, которая соответствует сумме значений скорости фильеры и удерживающего средства. Равным образом и фильера может перемещаться против направления процесса изготовления с более высокой скоростью, чем удерживающее средство перемещается в направлении процесса изготовления.
Для равномерной транспортировки пластмассового профиля в направлении процесса изготовления происходит обратное перемещение с одинаковой скоростью фильеры и удерживающего средства в исходное положение, в котором расстояние между фильерой и удерживающим средством минимизируется. Благодаря тому, что интервалы времени, в течение которых фильера и удерживающее средство перемещаются против направления процесса изготовления или в направлении процесса изготовления, одинаковы, расстояние транспортировки пластмассового профиля при перемещении фильеры и удерживающего средства друг к другу меньше, чем при предшествующем движении фильеры и удерживающего средства друг от друга. За счет разных скоростей транспортировка пластмассового профиля, таким образом, претерпевает небольшие изменения, однако полная остановка предотвращается. Однако также возможно, что равны не интервалы времени, в течение которых фильера или удерживающее средство перемещаются против направления процесса изготовления или в направлении процесса изготовления, а участки пути, которые, несмотря на разные скорости, проходят фильера и удерживающее средство на пластмассовом профиле. За счет этого в зависимости от распределения скоростей фильеры и удерживающего средства может случаться, что фильера или удерживающее средство кратковременно остаются на пластмассовом профиле неподвижными.
В еще одном варианте осуществления настоящего изобретения может быть предусмотрено, что фильеру и удерживающее средство перемещают на пластмассовом профиле с разными длинами хода или разными амплитудами и/или частотой. С помощью этих разных возвратно-поступательных движений может быть, например, задан процесс отверждения пластмассового профиля в фильере. Так для разных материалов и разных форм фильер могут быть соответствующим образом установлены скорость, а также ускорение и длина хода, фильеры или удерживающего средства, чтобы получался пластмассовый профиль наивысшего качества. Например, для формования пластмассового профиля может быть предпочтительным, когда фильера и удерживающее средство перемещают с разными частотами. В то время как фильера совершает, например, четыре хода с относительно малой амплитудой, удерживающее средство за этот промежуток времени совершает только одно возвратно-поступательное движение, но, прежде всего, с соответственно большей амплитудой. С другой стороны, также предусмотрено, что удерживающее средство выполняет несколько ходов, в то время как фильера выполняет лишь немного ходов или только один ход. Эти разные числа ходов могут дополнительно комбинироваться с разными скоростями фильеры и удерживающего средства, так что их перемещение, прежде всего, также перемещение охлаждающей фильеры и/или калибрирующей фильеры, могут синхронизироваться или согласовываться друг с другом. За счет соответствующей комбинации возможных видов перемещения фильеры, удерживающего средства и, прежде всего, охлаждающей фильеры и/или калибрующей фильеры, могут бесперебойно изготавливаться почти произвольно отформованные пластмассовые профили.
Прежде всего, может быть предусмотрено, что фильеру и удерживающее средство скачкообразно или пошагово перемещают на пластмассовом профиле назад и вперед, причем перемещение фильеры и удерживающего средства относительно пластмассового профиля происходит только при перемещении фильеры и удерживающего средства против направления процесса изготовления. За счет этой пошаговой передачи пластмассового профиля к удерживающему средству или фильере для транспортировки достигается особенно равномерное перемещение и, таким образом, сматывание волокон с волоконных катушек. За счет этой равномерности изготовление пластмассового профиля происходит особенно свободным от напряжений.
Согласно изобретению предпочтительным образом может быть предусмотрено, что удерживающее средство в фазах, в которых удерживающее средство и фильера перемещаются на пластмассовом профиле друг к другу, выводят из контакта с пластмассовым профилем, и пластмассовый профиль вследствие силы трения удерживается только фильерой, и пластмассовый профиль в фазах, в которых удерживающее средство и фильера удаляются друг от друга в противоположных направлениях, перемещается относительно фильеры и удерживается только удерживающим средством.
Согласно еще одному варианту осуществления способа может быть предусмотрено, что пластмассовый профиль во время изготовления охлаждают и/или калибруют охлаждающей фильерой и/или калибрующий фильерой, причем охлаждающую фильеру и/или калибрующую фильеру перемещают на пластмассовом профиле, прежде всего, между фильерой и удерживающим средством. За счет охлаждения или калибровки пластмассового профиля во время изготовления профиль может особенно быстро затвердевать и изготавливаться с высоким качеством. Прежде всего, для удержания пластмассового профиля удерживающим устройством и протягивания важно, чтобы пластмассовый профиль быстро охлаждался. В способе радиусной пултрузии является предпочтительным дополнительно охлаждать профиль после покидания фильеры и перед поступлением в захватывающий элемент или для того, чтобы он был достаточно стабильным, или чтобы не разрушить материал захватывающего элемента. Поскольку профиль при покидании фильеры может быть еще немного деформируемым, он мог бы к тому же за счет тянущего усилия, которое образуется между фильерой и захватывающим элементом, также немного деформироваться, например растягиваться. В зависимости от ситуации охлаждающая фильера может дополнительно взять на себя функцию корректировки или калибровки радиуса и/или формы поперечного сечения профиля. Поэтому в отношении охлаждающей фильеры или калибрующей фильеры речь должна идти не об отдельной детали, а скорее при этом также о части фильеры.
Кроме того, может быть предусмотрено, что охлаждающую фильеру и/или калибрующую фильеру перемещают на пластмассовом профиле с сопряжением с перемещением фильеры и/или удерживающего средства. За счет этого сопряжения перемещения охлаждающего элемента и/или калибрующего элемента с перемещением фильеры и/или удерживающего средства общее перемещение пластмассового профиля приспосабливается к перемещению охлаждающей фильеры и/или калибрующей фильеры. За счет этого процесс охлаждения и/или процесс калибровки может при необходимости приспосабливаться к процессу изготовления пластмассового профиля.
Также особый вариант осуществления настоящего изобретения может предусматривать, что армирующий материал во время перемещения фильеры удерживается туго натянутым. За счет удерживания армирующего материала туго натянутым армирующий материал втягивается в фильеру точно там, где он предусмотрен. За счет этого предотвращаются возможные неоднородные натяжения или другие помехи за счет введения ненадлежащим образом армирующего материала.
Устройство для решения названной вначале задачи имеет признаки п. 12 формулы изобретения. Согласно этому предусмотрено, что по меньшей мере одна фильера и по меньшей мере одно удерживающее средство выполнены с возможностью одновременного перемещения на пластмассовом профиле в противоположных направлениях. За счет этого подвижного расположения удерживающего средства и фильеры на пластмассовом профиле можно транспортировать пластмассовый профиль в направлении изготовления, по меньшей мере, почти непрерывным образом. За счет уменьшения фаз остановки пластмассового профиля предотвращаются механические натяжения, а также неоднородное натяжение при втягивании армирующего материала в фильеру. За счет этого синхронизированного перемещения вперед и назад фильеры и удерживающего средства наподобие гусеницы пластмассовый профиль одновременно формуется фильерой и также транспортируется. За счет одновременного противоположного перемещения фильеры и удерживающего средства значения скорости фильеры и удерживающего средства суммируются, вследствие чего получается повышенная скорость изготовления пластмассового профиля, которая превышает скорость фильеры и удерживающего средства. Таким образом, достигается как высокое качество изготовляемого пластмассового профиля, так и повышенная скорость изготовления профиля.
Еще один предпочтительный пример осуществления настоящего изобретения может предусматривать, что, по меньшей мер, одно удерживающее средство при рассмотрении в направлении изготовления расположено перед по меньшей мере одной фильерой, причем по меньшей мере одно удерживающее средство и/или по меньшей мере одна фильера выполнены для образование разъемного захватывающего соединения с готовым пластмассовым профилем. За счет выполнения фильеры и удерживающего средства в виде разновидности захватывающего устройства, которое может захватывать пластмассовый профиль с возможностью разъединения, пластмассовый профиль является почти непрерывно транспортируемым в направлении изготовления. Захват или удержание пластмассового профиля происходит при быстром чередовании фильерой и удерживающим средством, причем в каждом случае удерживающее пластмассовый профиль устройство перемещается вперед в направлении изготовления. В то время как удерживающее средство может быть выполнено из двух частей, и для удержания профиля обе части накладываются на профиль, удерживание пластмассового профиля фильерой скорее происходит за счет трения. Трение между фильерой и пластмассовым профилем больше, чем противодействующие силы, вызываемые, например, пучком волокон, которые затягиваются в фильеру.
Кроме того, согласно изобретению может быть предусмотрено, что на пластмассовом профиле, прежде всего между фильерой и удерживающим средством, расположена охлаждающая фильера и/или калибрующая фильера. В то время как охлаждающая фильера может снабжаться подводимым охлаждающим средством или имеет внутренний охлаждающий механизм, калибрующая фильера содержит соответствующие средства для калибровки способа или устройства для изготовления пластмассового профиля. За счет этого объединения охлаждающей фильеры и/или калибрующей фильеры может быть реализовано особенно компактное и эффективное устройство. Кроме того, возможно, что между по меньшей мере одной фильерой и между по меньшей мере одним удерживающим средством являются размещаемыми дополнительные фильеры или элементы, которые служат для изготовления пластмассового профиля. Такие элементы при рассмотрении в направлении изготовления могут быть расположены также по меньшей мере за одним удерживающим средством.
Ниже со ссылкой на чертеж более подробно разъясняются предпочтительные примеры осуществления изобретения. На нем показаны:
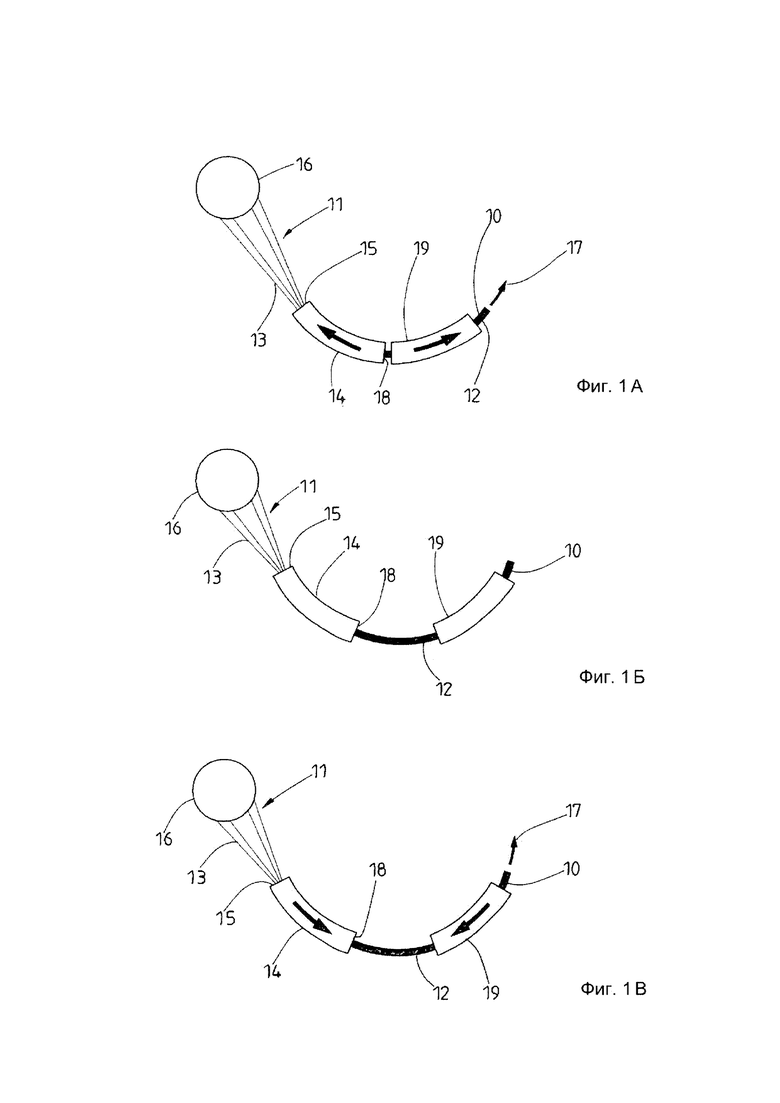
Фиг. 1А - схематический вид первого примера осуществления устройства согласно изобретению в исходном положении,
Фиг. 1Б - устройство согласно фиг. 1 после первого рабочего шага, который следует за исходным положением,
Фиг. 1В - устройство согласно фиг. 1А и 1Б перед вторым рабочим шагом,
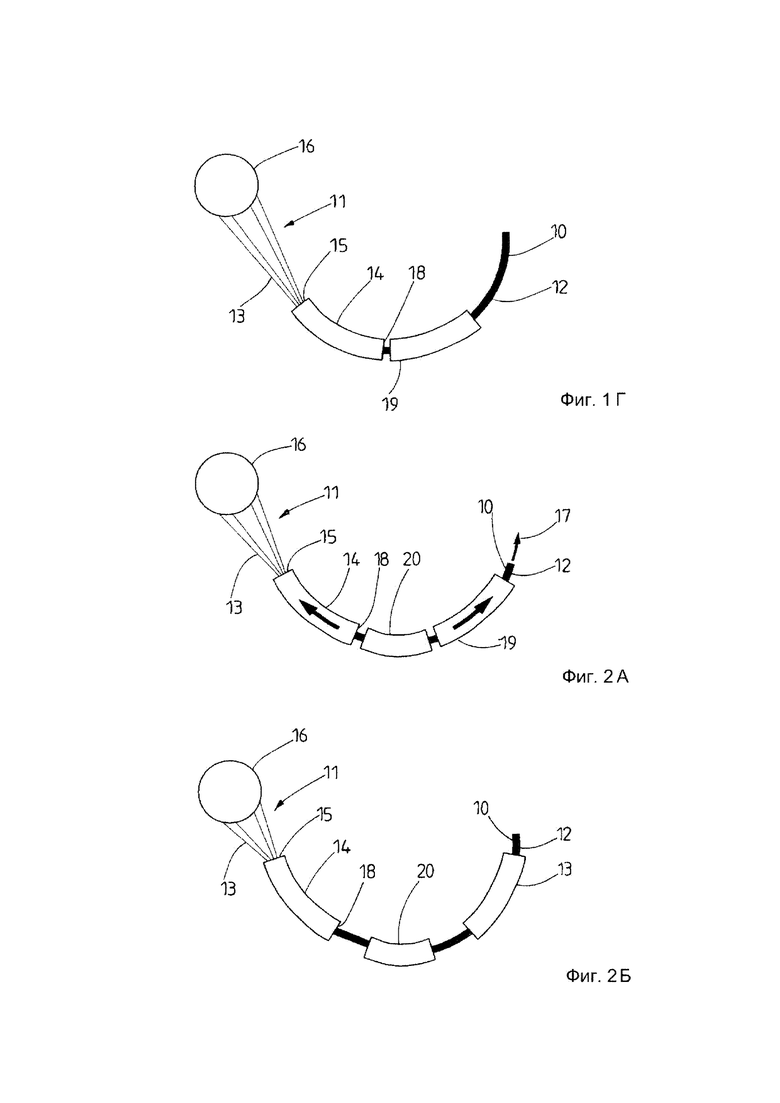
Фиг. 1Г - устройство согласно фиг. 1А-1В в конечном положении,
Фиг. 2А - схематический вид второго примера осуществления устройства согласно изобретению в исходном положении,
Фиг. 2Б - устройство согласно фиг. 2А после первого рабочего шага, который следует за исходным положением,
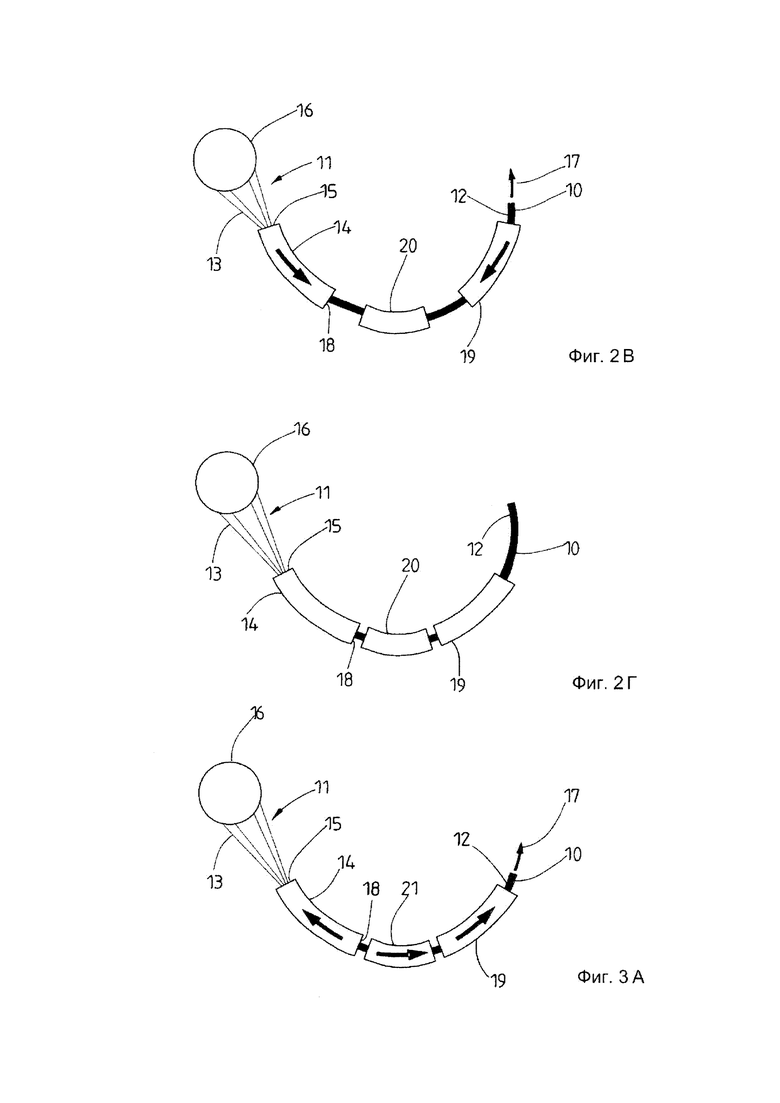
Фиг. 2В - устройство согласно фиг. 2А и 2Б перед вторым рабочим шагом, Фиг. 2Г - устройство согласно фиг. 2А-2В в конечном положении,
Фиг. 3А - схематический вид еще одного примера осуществления устройства согласно изобретению в исходном положении,
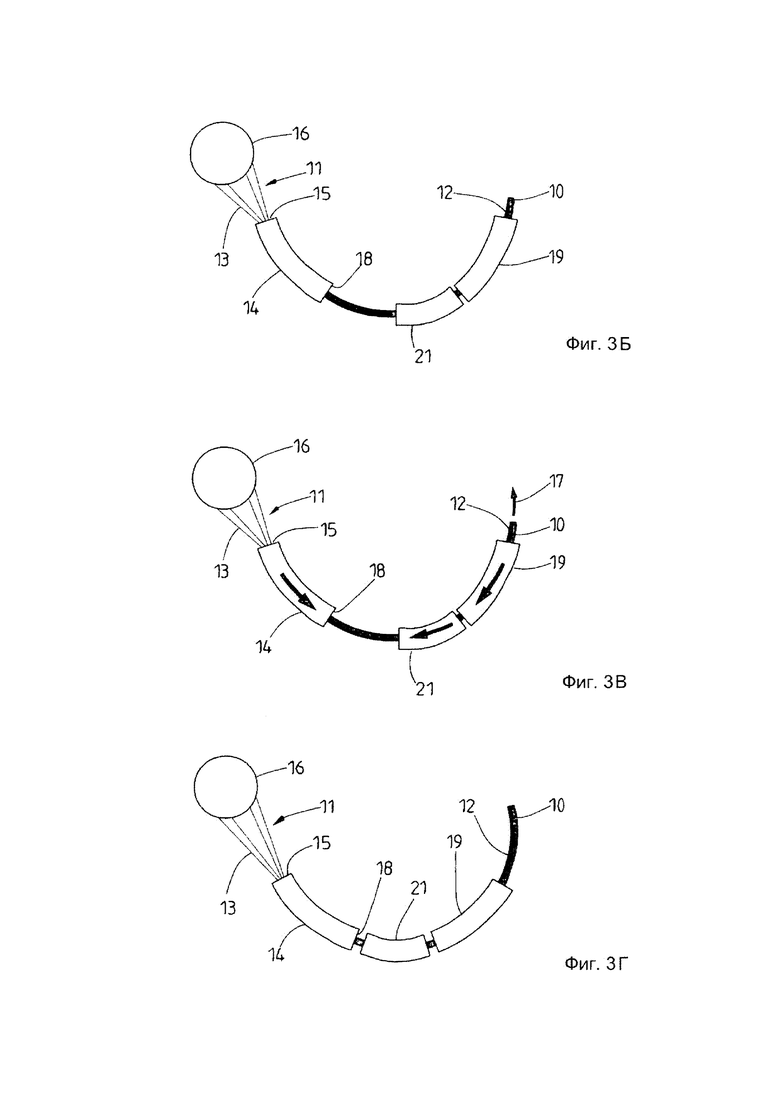
Фиг. 3Б - устройство согласно фиг. 3А после первого рабочего шага, который следует за исходным положением,
Фиг. 3В - устройство согласно фиг. 3А и 3Б перед вторым рабочим шагом,
Фиг. 3Г - устройство согласно фиг. 3А-3В в конечном положении.
На чертежах сильно схематизировано показано устройство согласно изобретению, которое служит также для осуществления способа согласно изобретению. В случае этого устройства речь идет о пултрузионном устройстве для пластмассового профиля 10 с находящимся внутри армирующим материалом 11 и окружающей его пластмассой 12, в случае которой речь может идти, предпочтительно, о дуропласте. В показанном лишь схематически примере осуществления исходят из того, что армирующий материал 11 состоит из множества бесконечных пучков 13 волокон из, предпочтительно, прочных на растяжение волокон, например углеродных волокон. Однако в пластмассу 12 пластмассового профиля 10 могут быть произвольно заделаны также другие армирующие материалы, например из тканей и/или трикотажных полотен или комбинаций пучков 13 волокон с тканями или трикотажными полотнами.
С помощью схематически показанного устройство и способа согласно изобретению пултрузией могут изготавливаться пластмассовые профили 10 любой формы. На фигурах в качестве примера показан изогнутый пластмассовый профиль 10, который имеет округлую форму. Показанный пластмассовый профиль 10 изогнут в одной плоскости. Однако также представляется возможным с помощью устройства согласно изобретению и способа согласно изобретению изготавливать пластмассовые профили 10, которые обладают пространственной (трехмерной) формой. Показанное на фиг. 1А-1Г устройство имеет фильеру 14, которая соответствует дугообразной форме подлежащего изготовлению пластмассового профиля 10. Согласно этому продольная средняя ось фильеры 14 изогнута так же, как подлежащий изготовлению пластмассовый профиль 10, вследствие чего радиусы пластмассового профиля 10 и продольной средней оси фильеры 14 одинаковы. Фильера 14 имеет согласование с криволинейной формой пластмассового профиля 10, которая в показанном примере осуществления подобна форме участка окружности.
С задним концом 15 фильеры 14 соотнесено схематически показанное на фигурах сматывающее устройство 16. Оно содержит определенный запас армирующего материала 11. В показанном примере осуществления согласно фиг. 1А-1Г, в котором армирующий материал 11 образован несколькими пучками 13 волокон, на сматывающем устройстве 16 расположено соответствующее число катушек с большим запасом пучков 13 волокон. Катушки могут быть приводимым в движение и/или затормаживаемыми, так что пучки 13 волокон удерживаются туго натянутыми с задаваемым натяжением.
В области задних кромок 15, на которых пучки волокон входят в фильеру 14, также предусмотрено не показанное на фигурах устройство для подвода жидкой, прежде всего горячей, пластмассы 12. Тем самым к фильере 14 подводится жидкая пластмасса 12, чтобы покрыть пучки 13 волокон. Со временем пластмасса 12 в фильере 14 застывает и при этом затвердевает.
В показанном на фиг. 1А-1Г примере осуществления устройства согласно изобретению при рассмотрении в направлении 17 изготовления предусмотрено расположенное на пластмассовом профиле 10 на небольшом расстоянии от переднего конца 18 фильеры 14 удерживающее средство 19. При этом, как и в случае фильеры 14, речь может идти о захватывающем элементе для разъемного захватывания пластмассового профиля 10. Удерживающее средство может захватывать и удерживать лотовый пластмассовый профиль 10 в находящейся перед фильерой 14 области, но может также отделяться от пластмассового профиля 10. Кроме того, представляется возможным придать фильере 14 на обращенном к сматывающему устройству 16 заднем конце дополнительное удерживающее устройство, причем это удерживающее устройство может быть расположено перед задним концом 15 фильеры или также размещено в заднем конце 15 фильеры 14.
Как с фильерой 14, так и с удерживающим средством 19 соотнесены соответственно собственные каретки. Эти каретки на фигурах не показаны. Эти каретки следуют друг за другом в направлении 17 изготовления, причем при рассмотрении в направлении изготовления каретка для удерживающего средства 19 находится перед кареткой фильеры 14. Каретки выполнены так, что как фильера 14, так и удерживающее средство 19 выполнены с возможностью перемещения, следуя за дугообразной формой пластмассового профиля 10. Каретки снабжены независимыми приводами и располагают устройствами управления, которые допускают независимое перемещение.
При сложных формах пластмассового профиля 10, прежде всего при пространственно трехмерно изогнутых пластмассовых профилях 10, направляющие кареток и форма фильеры 13 соответствующим образом к ним приспособлены. Также представляется возможным располагать как фильеру 14, так и удерживающее средство 19 на имеющих соответствующей число степеней свободы или осей механических руках, благодаря чему вследствие соответствующим образом согласованного управления роботы перемещают фильеру 14 и также удерживающее средство 19 по любым траекториям соответственно требуемой форме пластмассового профиля 14, и за счет этого с помощью этих устройств являются изготавливаемыми пластмассовые профили 14 любой формы, даже трехмерной формы.
В еще одном показанном на фиг. 2А-2Г примере осуществления устройства согласно изобретению на пластмассовом профиле 10 между фильерой 14 расположена охлаждающая фильера 20. В случае этой охлаждающей фильеры 20 речь может факультативно идти также о калибрующей фильере, или охлаждающая фильера 20 может быть одновременно охлаждающей фильерой и калибрующей фильерой. Эта охлаждающая фильера 20 в соответствии с примером осуществления согласно фиг. 2А-2Г расположена неподвижно между фильерой 14 и удерживающим средством 19, то есть охлаждающая фильера 20 не является перемещаемой на каретке в направлении 17 изготовления или против направления 17 изготовления.
Показанный на фиг. 3А-3Г пример осуществления настоящего изобретения также содержит охлаждающую фильеру 21, в случае которой речь может также альтернативно идти о калибрующей фильере. С показанной на фиг. 3А-3Г охлаждающей фильерой может быть также соотнесена не показанная выполненная с возможностью перемещения каретка так, что охлаждающая фильера так же как фильера 14 и удерживающее средство 19 может перемещаться на пластмассовом профиле 10 в направлении 17 изготовления или против направления 17 изготовления.
Ниже способ согласно изобретению будет более подробно разъяснен на примере изготовления дугообразного пластмассового профиля 10.
На фиг. 1А показано исходное положение способа изготовления пластмассового профиля 10 посредством показанного на фиг. 1А-1Г примера осуществления устройства согласно изобретению. В этом исходном положении фильера 14 и удерживающее средство 19 находятся в непосредственной близости или касаются друг друга. Далее, фильеру 14 и удерживающее средство 19 перемещают на пластмассовом профиле 10 в противоположных направлениях. При этом уже изготовленный пластмассовый профиль 10 удерживают удерживающим средством 19, за счет чего его транспортируют в направлении 17 изготовления. При этом расстояние между фильерой 14 и удерживающим средством 19 увеличивается. Во время этого перемещения фильеры 14 и удерживающего средства 19 вдоль пластмассового профиля 10 в задний конец 15 фильеры 14 затягиваются дополнительные пучки 13 волокон. Также к заднему концу 15 фильеры 14 подводят жидкую пластмассу. Скорости фильеры 14 и удерживающего средства 19 на пластмассовом профиле 10 одинаковы, однако могут также отличаться друг от друга, так что, например, удерживающее средство 19 перемещают в направлении 17 изготовления с большей скоростью, чем фильеру 14.
Как только фильера 14, а также удерживающее средство 19 достигли их максимальной амплитуды, то есть наибольшего расстояния друг от друга (фиг. 1Б), удерживающее средство 19 отделяется от пластмассового профиля 10, который в этот же момент перемещают вместе с фильерой 14 назад в исходное положение (фиг. 1В). Удерживающее средство 19 также перемещают против направления 17 изготовления назад в исходное положение (фиг. 1Г). Благодаря трению изготовленный пластмассовый профиль 10 за счет перемещения фильеры 14 в направлении 17 изготовления перемещается вместе с ней, так что со сматывающего устройства сматывают дополнительные пучки 13 волокон армирующего материала 11. В показанном на фиг. 1Г конечном положении цикла изготовления можно ясно увидеть, что теперь из удерживающего средства 19 выступает более длинный участок изготовленного пластмассового профиля 10. Как только фильера 14, а также удерживающее средство 19 достигли этого положения, способ начинается заново, так что пластмассовый профиль 10 почти или полностью не останавливается и постоянно «растет».
В случае еще одного показанного на фиг. 2А-2Г варианта осуществления настоящего изобретения во время способа изготовления пластмассового профиля согласно фиг. 1А-1Г между фильерой 14 и удерживающим средством 19 неподвижно удерживают охлаждающую фильеру 20. Показанный на фиг. 2А-2Г способ походит на показанный на фиг. 1А-1Г способ изготовления за исключением того, что теперь пластмассовый профиль 10 после того, как он покинул передний конец 18 фильеры 14, охлаждают посредством охлаждающей фильеры 20. За счет охлаждения пластмассовый профиль 10 быстрее затвердевает. Это более быстрое охлаждение пластмассового профиля 10 является предпочтительным, прежде всего для некоторых фильер или материалов для пластмассового профиля. Охлажденный таким образом пластмассовый профиль 10 затем, как описано выше, сдвигают посредством удерживающего средства 19 или захватывают удерживающим средством 19 и протягивают в направлении 17 изготовления.
В еще одном показанном на фиг. 3А-3Г примере осуществления способа согласно изобретению между фильерой 14 и удерживающим средством 19 размещают охлаждающую фильеру 21, которая также соотнесена с кареткой и может, как фильера 14 и удерживающее средство 19, перемещаться вдоль пластмассового профиля 10. Это перемещение охлаждающей фильеры 21 на пластмассовом профиле 10 может быть сопряжено с перемещением фильеры 14 и/или удерживающего средства 19. Сопряженное с фильерой и/или удерживающим средством перемещение охлаждающей фильеры 21 служит, прежде всего, тому, чтобы минимизировать область пластмассового профиля 10, которая во время способа изготовления не поддерживается фильерой 14 или удерживающим средством 19. Вместо охлаждающей фильеры 21 в показанном на фиг. 3А-3Г примере осуществления может быть предусмотрена калибрующая фильера.
В данном месте следует настоятельно указать на то, что настоящее изобретение не должно ограничиваться показанными на чертеже примерами осуществления, а скорее распространяется на дополнительные варианты осуществления, прежде всего на варианты осуществления, в которых фильера, охлаждающее устройство и захватывающее устройство являются эластичными и перемещаются с направлением вдоль формы подлежащего изготовлению профиля.
ПЕРЕЧЕНЬ ССЫЛОЧНЫХ ОБОЗНАЧЕНИЙ
10 пластмассовый профиль
11 армирующий материал
12 пластмасса
13 пучок волокон
14 фильера
15 задний конец
16 сматывающее устройство
17 направление изготовления
18 передний конец
19 удерживающее средство
20 охлаждающая фильера
21 охлаждающая фильера
Изобретение относится к способу изготовления криволинейного пластмассового профиля. Техническим результатом является исключение повреждений при изготовления выполненных с индивидуальной кривизной пластмассовых профилей. Технический результат достигается способом изготовления криволинейного пластмассового профиля, в котором непрерывный армирующий материал из пучков волокон, тканей и/или тому подобного удерживающим средством направляют через фильеру и в фильере заделывают в пластмассу. При этом фильеру и удерживающее средство перемещают на пластмассовом профиле в противоположных направлениях. Причем пластмассовый профиль перемещают поочередно фильерой и удерживающим средством в направлении изготовления. 2 н. и 13 з.п. ф-лы, 12 ил.
1. Способ изготовления предпочтительно криволинейного пластмассового профиля (10), причем непрерывный армирующий материал (11) из пучков (13) волокон, тканей и/или тому подобного удерживающим средством (19) направляют через фильеру (14) и в фильере (14) заделывают в пластмассу (12), отличающийся тем, что фильеру (14) и удерживающее средство (19) перемещают на пластмассовом профиле (10) в противоположных направлениях, причем пластмассовый профиль (10) перемещают поочередно фильерой (14) и удерживающим средством (19) в направлении (17) изготовления.
2. Способ по п. 1, отличающийся тем, что пластмассовый профиль (10) удерживают и протягивают в направлении (17) изготовления удерживающим средством (19), в то время как фильеру (14) перемещают, прежде всего, по пластмассовому профилю (10) против направления (17) изготовления.
3. Способ по п. 1 или 2, отличающийся тем, что пластмассовый профиль (10) перемещают или сдвигают фильерой (14) в направлении (17) изготовления, в то время как удерживающее средство (19) перемещают на пластмассовом профиле (10) против направления (17) изготовления к фильере (14), прежде всего приводят в контакт с фильерой (14).
4. Способ по одному из предшествующих пунктов, отличающийся тем, что фильеру (14) и удерживающее средство (19) перемещают одновременно, в то время как пластмассовый профиль (10), прежде всего, непрерывно перемещают вперед в направлении (17) изготовления фильерой (14) или удерживающим средством (19).
5. Способ по одному из предшествующих пунктов, отличающийся тем, что фильеру (14) и удерживающее средство (19) перемещают на пластмассовом профиле (10) в направлении (17) изготовления и/или против направления (17) изготовления с разными скоростями, прежде всего, с разными ускорениями.
6. Способ по одному из предшествующих пунктов, отличающийся тем, что фильеру (14) и удерживающее средство (19) перемещают вперед на пластмассовом профиле (10) с разными длинами ходами или разными амплитудами и/или разными частотами.
7. Способ по одному из предшествующих пунктов, отличающийся тем, что фильеру (14) и удерживающее средство (19) перемещают вперед и назад на пластмассовом профиле (10) скачкообразно или пошагово, причем перемещение фильеры (14) и удерживающего средства (19) относительно пластмассового профиля (10) происходит только во время перемещения фильеры (14) и удерживающего средства (19) против направления (17) изготовления.
8. Способ по одному из предшествующих пунктов, отличающийся тем, что удерживающее средство (19) в фазах, в которых удерживающее средство (19) и фильера (14) перемещаются на пластмассовом профиле (10) друг к другу, выводят из контакта с пластмассовым профилем (10), и пластмассовый профиль (10) удерживается только фильерой (14) за счет силы трения, и пластмассовый профиль (10) в фазах, в которых удерживающее средство (19) и фильера (14) удаляются друг от друга в противоположных направлениях, перемещают относительно фильеры (14) и удерживают только удерживающим средством (19).
9. Способ по одному из предшествующих пунктов, отличающийся тем, что пластмассовый профиль (10) во время изготовления охлаждают и/или калибруют охлаждающей фильерой (20, 21) и/или калибрующей фильерой, причем охлаждающую и/или калибрующую фильеру (20, 21) перемещают на пластмассовом профиле (10), прежде всего, между фильерой (14) и удерживающим средством (12).
10. Способ по п. 9, отличающийся тем, что охлаждающую и/или калибрующую фильеру (20, 21) перемещают на пластмассовом профиле (10) с сопряжением с перемещением фильеры (14) и/или удерживающего средства (19).
11. Способ по одному из предшествующих пунктов, отличающийся тем, что армирующий материал (11) во время перемещения фильеры (14) удерживают туго натянутым.
12. Устройство для изготовления предпочтительно криволинейного пластмассового профиля (10), имеющее фильеру (14), в которую является заделываемым непрерывный армирующий материал (11), и удерживающее средство (19), с помощью которого через фильеру (14) является направляемым пластмассовый профиль (10), отличающееся тем, что по меньшей мере одна фильера (14) и по меньшей мере одно удерживающее средство (19) выполнены с возможностью одновременного перемещения на пластмассовом профиле (10) вперед и назад в противоположных направлениях.
13. Устройство по п. 12, отличающееся тем, что по меньшей мере одно удерживающее средство (19) при рассмотрении в направлении (17) изготовления расположено перед по меньшей мере одной фильерой (14), причем по меньшей мере одно удерживающее средство (19) и/или по меньшей мере одна фильера (14) выполнены для создания разъемного захватывающего соединения с готовым пластмассовым профилем (10).
14. Устройство по п. 12 или 13, отличающееся тем, что на пластмассовом профиле (10), прежде всего, между фильерой (14) и удерживающим средством (19) расположены охлаждающая фильера (20, 21) и/или калибрующая фильера.
15. Устройство по п. 14, отличающееся тем, что охлаждающая и/или калибрующая фильера (20, 21) выполнены с возможностью сопряжения с перемещением фильеры (14) или удерживающего средства (19) на пластмассовом профиле (10).
| DE 102014011943 A1, 18.02.2016 | |||
| US 20090206515 A1, 20.08.2009 | |||
| СПОСОБ И УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ СТЕКЛОПЛАСТИКОВОГО ПРОФИЛЯ ДЛЯ ИСПОЛЬЗОВАНИЯ В КАЧЕСТВЕ АРМИРУЮЩЕГО ЭЛЕМЕНТА ДЛЯ УПРОЧНЕНИЯ СТЕНКИ ГОРНОЙ ВЫРАБОТКИ | 2010 |
|
RU2536996C2 |
| Пробивные щипцы | 1927 |
|
SU6859A1 |

