Настоящее изобретение относится к способу изготовления пластмассового профиля согласно ограничительной части п.1 формулы изобретения, а также к устройству для изготовления такого пластмассового профиля согласно ограничительной части п.11 формулы изобретения.
Прямые профили из пластмассы и непрерывного заделанного в нее армирующего наполнителя в виде волокон, тканей и/или трикотажных изделий преимущественно изготавливают путем непрерывного формования на одной линии. Обычно такие профили изготавливают методом пултрузии. Для этого по меньшей мере один жгут армирующего наполнителя пропускают через форму. В этой форме жгут армирующего наполнителя пропитывается жидкой пластмассой, которая затем отверждается в форме. Выходящий из формы отвержденный пластмассовый профиль протягивается через нее расположенным в технологическом направлении после нее тянущим устройством и при этом одновременно выходит из установки. Поскольку пластмассовый профиль протягивается через форму тянущим устройством, известными способами вышеописанного типа, прежде всего известными методами пултрузии, возможно изготовление лишь прямых пластмассовых профилей.
В основу настоящего изобретения была положена задача разработать способ и устройство для изготовления криволинейных пластмассовых профилей.
Указанная задача решается с помощью способа, отличительные признаки которого представлены в п.1 формулы изобретения. В соответствии с этим предлагается периодически перемещать форму относительно неподвижного пластмассового профиля. Поскольку форма в любом случае согласована с двух- или трехмерно изогнутой формой пластмассового профиля, она может перемещаться по пластмассовому профилю, следуя его криволинейной форме. В результате перемещения формы относительно пластмассового профиля его окончательно изготовленная и отвержденная часть выходит из формы без необходимости при этом, в отличие от известных способов, протягивать пластмассовый профиль через форму и тем самым нагружать его растягивающим усилием, которое согласно уровню техники не позволяет изготавливать криволинейные профили.
В процессе перемещения формы пластмассовый профиль удерживается за его уже окончательно готовую и достаточно отвержденную часть, например, по меньшей мере одним удерживающим средством. Благодаря этому форма может скользить по пластмассовому профилю вдоль него, в результате чего между удерживаемым в неподвижном положении пластмассовым профилем и подвижной в отличие от него формой происходит относительное перемещение. Таким путем пластмассовый профиль квазинепрерывно изготавливают частями, постепенно извлекая из формы следующие одна за другой части непрерывного пластмассового профиля.
Помимо этого форму предлагается перемещать назад и вперед, которая при этом при своем движении в одном из направлений перемещается относительно неподвижного, а именно: принудительно удерживаемого, пластмассового профиля. В соответствии с этим форма совершает дискретное перемещение. При этом в ходе последовательных циклов перемещения формы из нее каждый раз выдвигается свежеизготовленная часть пластмассового профиля.
В одном из предпочтительных вариантов осуществления предлагаемого в изобретении способа форма начинает перемещаться относительно пластмассового профиля в тот момент, когда место, в котором пластмассовый профиль отвердел, оказывается в задней части формы. Задней частью формы называют ее часть, расположенную напротив того конца формы, со стороны которого из нее выходит пластмассовый профиль. В отличие от этого передней называют часть формы, расположенную у того ее конца, со стороны которого из формы выходит готовый пластмассовый профиль. По достижении местом, в котором пластмассовый профиль отвердел, задней концевой части формы ее начинают перемещать назад против технологического направления, в котором происходит изготовление пластмассового профиля, до тех пор, пока указанное место, в котором пластмассовый профиль отвердел, не окажется в передней части формы. Тем самым форма практически дискретно перемещается назад по окончательно изготовленной части пластмассового профиля, а именно: в направлении еще не заключенного, соответственно не заделанного в пластмассу армирующего наполнителя.
В процессе перемещения формы назад по неподвижному при этом пластмассовому профилю к поступающему в форму со стороны ее заднего конца армирующему наполнителю предпочтительно добавлять пластифицированную пластмассу и при этом заделывать в нее армирующий наполнитель. Таким путем в процессе перемещения формы назад одновременно изготавливается следующая часть пластмассового профиля.
В результате перемещения формы назад и вперед место, в котором пластмассовый профиль отвердел, перемещается в пределах формы от ее заднего конца к переднему. В период последующего нахождения формы в неподвижном состоянии еще находящаяся в ней часть пластмассового профиля постепенно отверждается, в результате чего место нахождения отвержденной части пластмассового профиля вновь перемещается от переднего конца формы к ее заднему концу.
В следующем варианте осуществления предлагаемого в изобретении способа по меньшей мере одно удерживающее средство, которое при перемещении формы назад удерживает пластмассовый профиль неподвижно относительно нее, в те периоды времени, когда форма неподвижна, выводят из контакта с пластмассовым профилем. В результате соответствующее удерживающее средство может вновь вернуться в исходное положение, в котором оно находится перед формой близко к ней. Удерживающее средство или каждое из удерживающих средств может при этом так сказать продвигаться за формой после ее перемещения назад по пластмассовому профилю и ее удаления при этом от соответствующего удерживающего средства, которое в процессе перемещения формы назад неподвижно удерживает пластмассовый профиль.
В еще одном варианте осуществления предлагаемого в изобретении способа в процессе перемещения формы относительно пластмассового профиля армирующий наполнитель, прежде всего составляющие его жгуты, поддерживают в туго натянутом состоянии. Тем самым предотвращается сдвиг, соответственно смещение армирующего наполнителя в пластмассовом профиле при перемещении формы назад. Армирующий наполнитель предпочтительно натягивать при перемещении формы назад относительно пластмассового профиля, поскольку форма при этом приближается к шпулярнику с армирующим наполнителем, который при этом мог бы провисать.
Натягивать армирующий наполнитель можно различными путями. Во-первых, армирующий наполнитель, прежде всего в том случае, когда он состоит из непрерывных жгутов, можно натягивать с помощью шпулярника, для чего путем его притормаживания или принудительного приведения в действие к жгутам или иному армирующему наполнителю прикладывается натягивающее усилие, которое по величине предпочтительно должно соответствовать нормальному усилию натяжения жгутов при изготовлении пластмассового профиля. Во-вторых, натягивать армирующий наполнитель можно также путем зажима пластмассового профиля со стороны обращенного к шпулярнику заднего конца формы. В этом случае пластмассовый профиль с армирующим материалом будет удерживаться с обоих концов формы, внутри которой, где это и требуется, натяжение армирующего наполнителя, прежде всего жгутов, будет поддерживаться постоянным. Тем самым прежде всего при перемещении формы вперед с пластмассовыми профилями обеспечивается фиксация в ней армирующего наполнителя, благодаря чему исключается возможность смещения армирующего наполнителя в пластмассовом профиле при таком перемещении формы.
Указанная выше задача изобретения решается также с помощью устройства, отличительные признаки которого представлены в п.11 формулы изобретения. Благодаря выполнению формы с возможностью перемещения относительно пластмассового профиля при каждом перемещении формы назад из ее переднего конца выдвигается окончательно изготовленная часть пластмассового профиля без необходимости принудительно протягивать для этого пластмассовый профиль через форму. Более того, форма перемещается по пластмассовому профилю вдоль него, и при этом свежеизготовленная часть пластмассового профиля выходит наружу из формы со стороны ее переднего конца. Таким путем изготовление пластмассового профиля происходит в полунепрерывном режиме, а именно в квазидискретном режиме по частям.
В технологическом направлении перед формой расположено по меньшей мере одно удерживающее средство. Такое удерживающее средство удерживает пластмассовый профиль за его выступающую из переднего конца формы часть, обеспечивая неподвижность пластмассового профиля для возможности перемещения формы относительно него и так сказать дискретного "извлечения" из формы его свежеизготовленной части.
В одном из вариантов выполнения предлагаемого в изобретении устройства удерживающее средство снабжено захватным, соответственно зажимным механизмом для разъемного захвата, соответственно зажима готового пластмассового профиля. Такой захватный, соответственно зажимной механизм позволяет разъемно удерживать пластмассовый профиль, когда форма должна перемещаться относительно него, однако при ослабленном захватном, соответственно зажимном механизме соответствующее удерживающее средство также может перемещаться относительно пластмассового профиля. Благодаря этому обеспечивается также возможность дискретного перемещения удерживающего средства назад относительно пластмассового профиля. Тем самым по завершении перемещения формы назад против технологического направления, в котором происходит изготовление пластмассового профиля, в ходе какового перемещения формы назад удерживающее средство или каждое из удерживающих средств вместе с удерживаемым им пластмассовым профилем остается неподвижным, соответствующее удерживающее средство может перемещаться назад в положение непосредственно перед формой. Таким путем удерживающие средства и форма могут совершать дискретные перемещения, а именно: не только совместно, но и независимо друг от друга, т.е. раздельно.
В еще одном варианте выполнения предлагаемого в изобретении устройства по меньшей мере форму, а предпочтительно также каждое удерживающее средство или все удерживающие средства предлагается устанавливать на собственных салазках. Тем самым обеспечивается возможность дискретного перемещения формы и удерживающего средства или удерживающих средств назад и вперед независимо друг от друга вдоль пластмассового профиля. Разные салазки для формы и для удерживающего средства или всех удерживающих средств расположены последовательно в технологическом направлении вблизи пластмассового профиля, при этом салазки для соответствующего удерживающего средства располагаются перед передним концом формы. Помимо этого для салазок, на которых установлена форма, и для салазок, на которых установлено по меньшей мере одно удерживающее средство, предусмотрены независимые системы управления. Каждая такая система управления позволяет индивидуально координировать отчасти одинаковые, но и отчасти различные перемещения формы, с одной стороны, и по меньшей мере одного удерживающего средства, с другой стороны.
В другом варианте выполнения предлагаемого в изобретении устройства форму и по меньшей мере одно удерживающее средство предлагается выполнять взаимосвязанными. Иными словами, в этом случае по меньшей мере одно удерживающее средство является интегральным компонентом формы. Для возможности перемещения формы и по меньшей мере одного удерживающего средства относительно пластмассового профиля по меньшей мере одно удерживающее средство подвижно соединено с формой. Для такого соединения в предпочтительном варианте между формой и соседним с ней удерживающим средством предусмотрен упругий участок. Подобный упругий участок выполняет две функции. Во-первых, он соединяет удерживающее средство с формой, а во-вторых, допускает изменение расстояния между удерживающим средством и формой. При наличии нескольких, например двух, удерживающих средств, они также соединены между собой упругим участком, который допускает изменение расстояния между двумя последовательно расположенными удерживающими средствами. Укорачивая и удлиняя упругие участки, можно изменять расстояние между удерживающими средствами и формой, а также расстояние между самими удерживающими средствами для возможности дискретного перемещения формы и/или каждого удерживающего средства относительно пластмассового профиля.
Растяжение (удлинение) и сжатие (укорачивание) упругих участков обеспечивают соответствующие приводы, которые в предпочтительном варианте расположены между формой и удерживающим средством и/или между удерживающими средствами. В качестве таких приводов можно использовать, например, пьезопакеты. Подобные пьезопакеты при их соответствующем возбуждении путем приложения к ним электрического напряжения изменяют свои размеры, что позволяет деформировать упругие участки и таким путем целенаправленно, а именно: предпочтительно периодически, в управляемом режиме изменять расстояния между удерживающими средствами и формой.
В предпочтительном варианте выполнения предлагаемого в изобретении устройства форма выполнена состоящей из нескольких отдельных частей. Такие отдельные части формы соединены между собой упругими промежуточными частями в единую форму. С подобной формой упругими участками могут быть соединены и удерживающие средства. В зоне упругих промежуточных частей расположены приводы. Такие приводы, которые тем самым находятся между промежуточными частями, предназначены по меньшей мере для изменения расстояния между ними. Однако возможно также выполнение приводов таким образом, чтобы они изменяли ориентацию промежуточных частей друг относительно друга. Таким путем можно соответственно потребностям изменять конфигурацию формы, прежде всего угол ее изгиба, что позволяет с использованием одной и той же формы изготавливать пластмассовые профили разной формы. Тем самым с использованием одной и той же формы можно изготавливать пластмассовые профили практически любой формы, для чего торцы соседних отдельных частей формы приводами, находящимися в промежутке между соседними отдельными частями формы, целенаправленно устанавливают в не параллельное друг другу положение.
Другие предпочтительные варианты осуществления предлагаемого в изобретении способа, а также предпочтительные варианты выполнения предлагаемого в изобретении устройства представлены в соответствующих остальных зависимых пунктах формулы изобретения.
Ниже изобретение более подробно рассмотрено на примере предпочтительных вариантов его осуществления со ссылкой на прилагаемые к описанию чертежи, на которых показано:
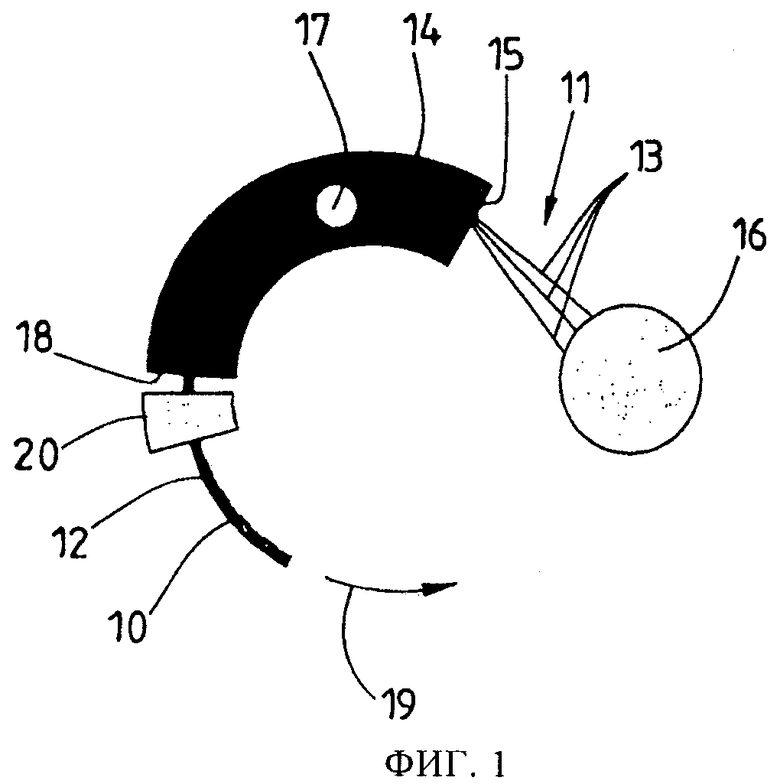
на фиг.1 - схематичный вид сверху выполненного по первому варианту предлагаемого в изобретении устройства в исходном положении,
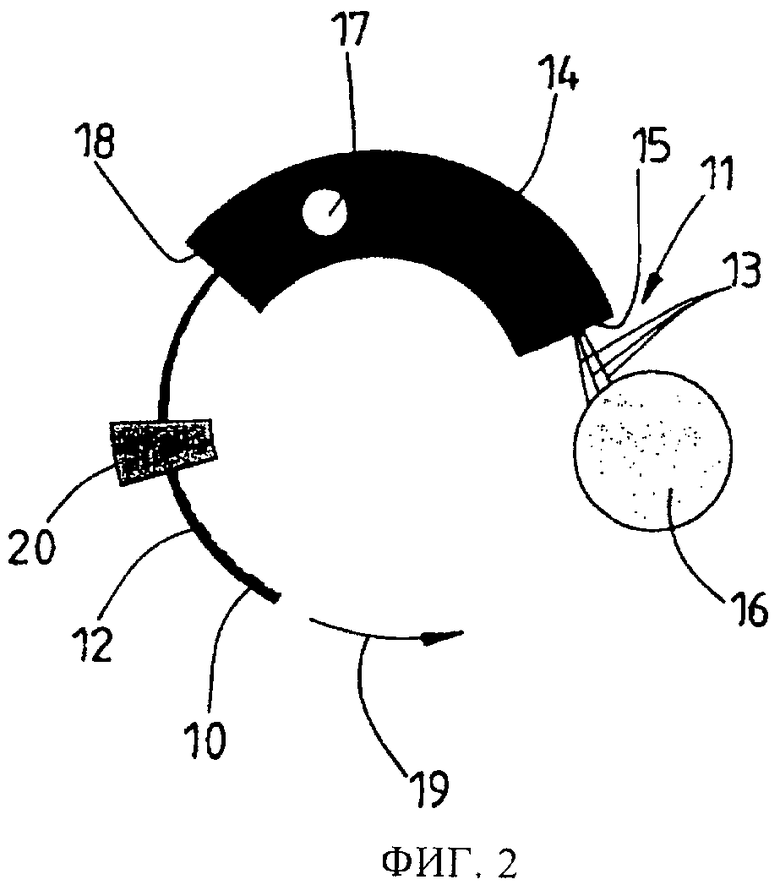
на фиг.2 - изображенное на фиг.1 устройство в момент после выполнения первой рабочей операции из исходного положения,
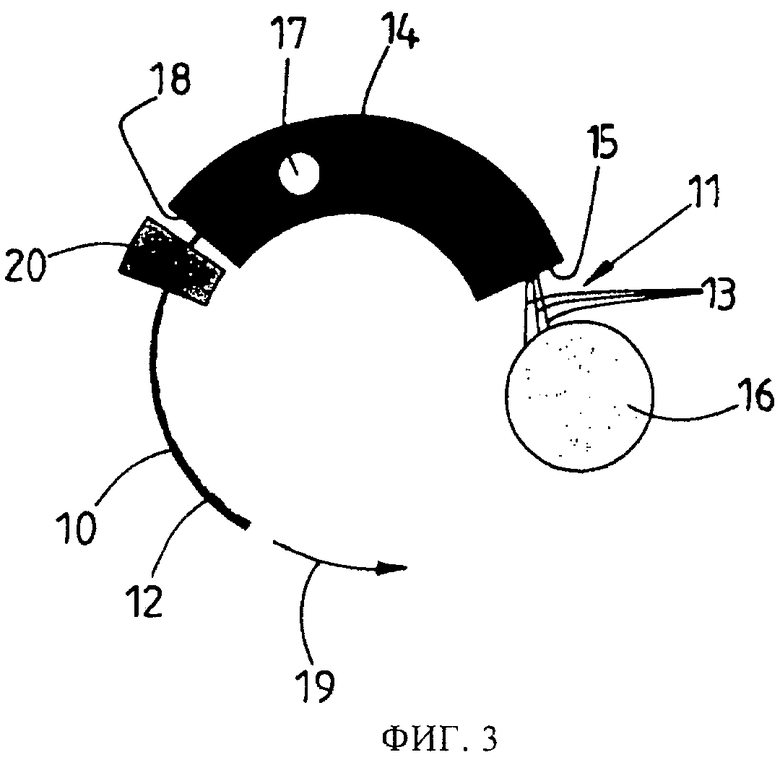
на фиг.3 - изображенное на фиг.1 и 2 устройство в момент после выполнения второй рабочей операции,
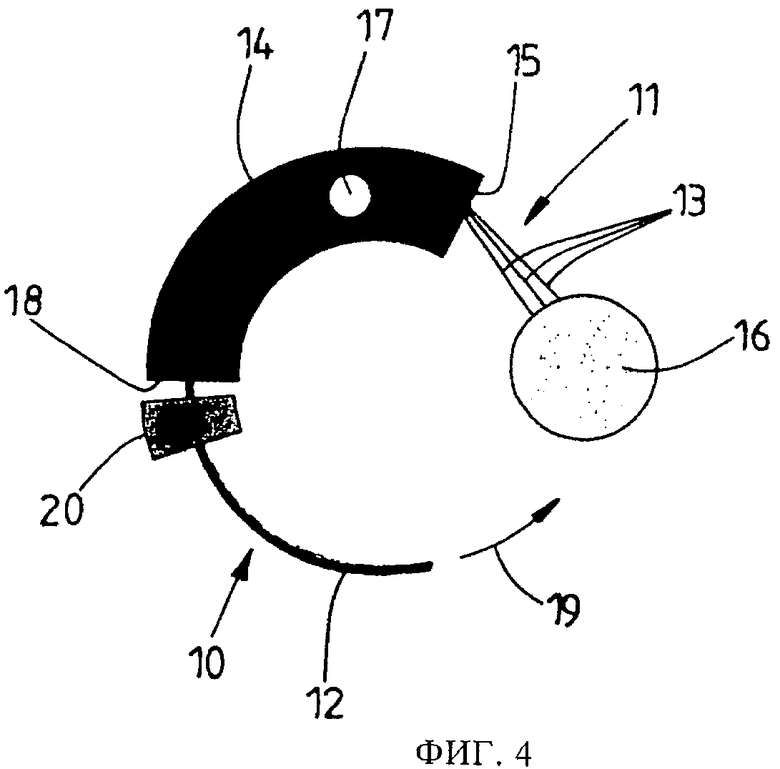
на фиг.4 - изображенное на фиг.1-3 устройство в момент после выполнения третьей рабочей операции,
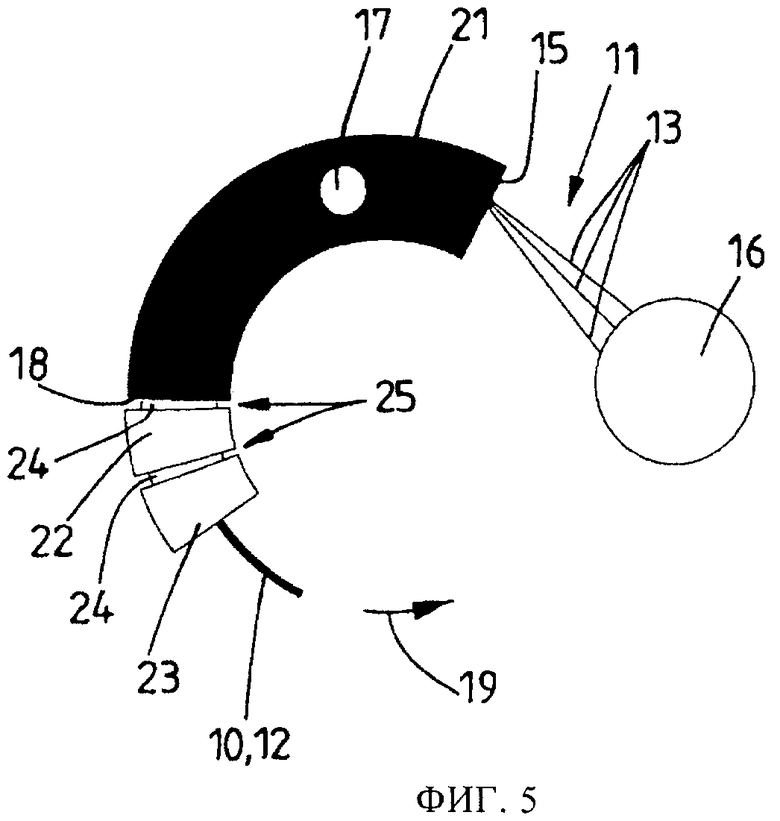
на фиг.5 - выполненное по второму варианту предлагаемое в изобретении устройство в исходном положении,
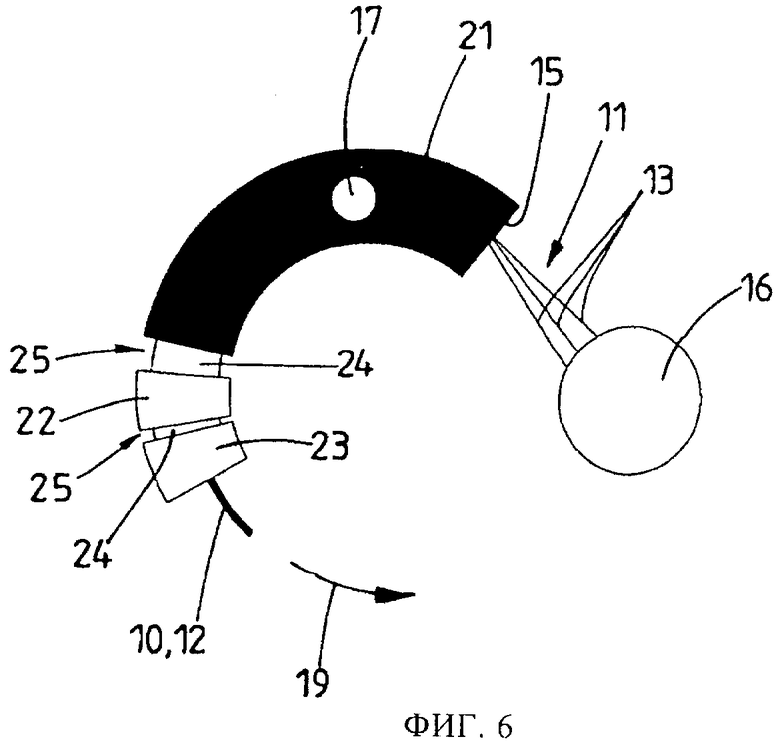
на фиг.6 - изображенное на фиг.5 устройство в момент после выполнения первой рабочей операции,
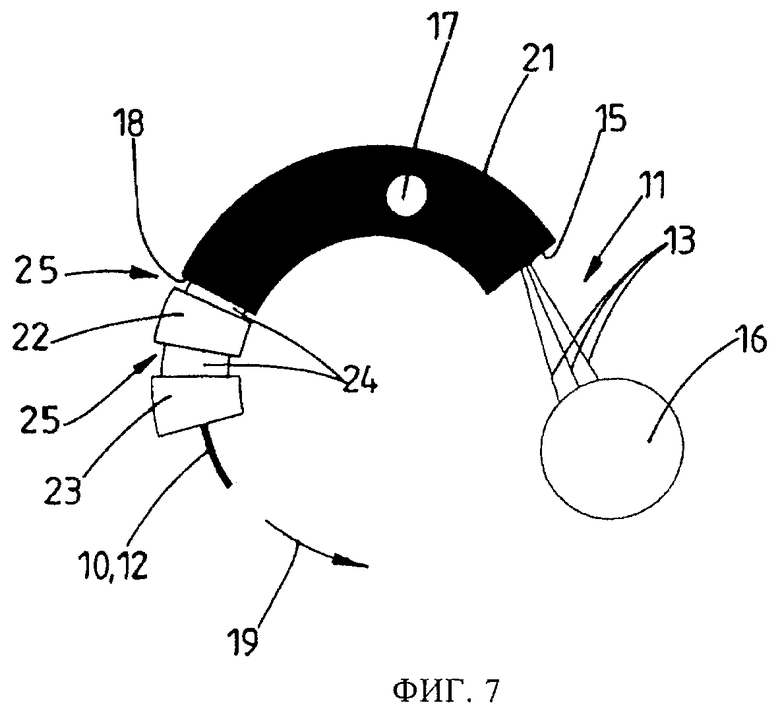
на фиг.7 - изображенное на фиг.5 и 6 устройство в момент после выполнения второй рабочей операции,
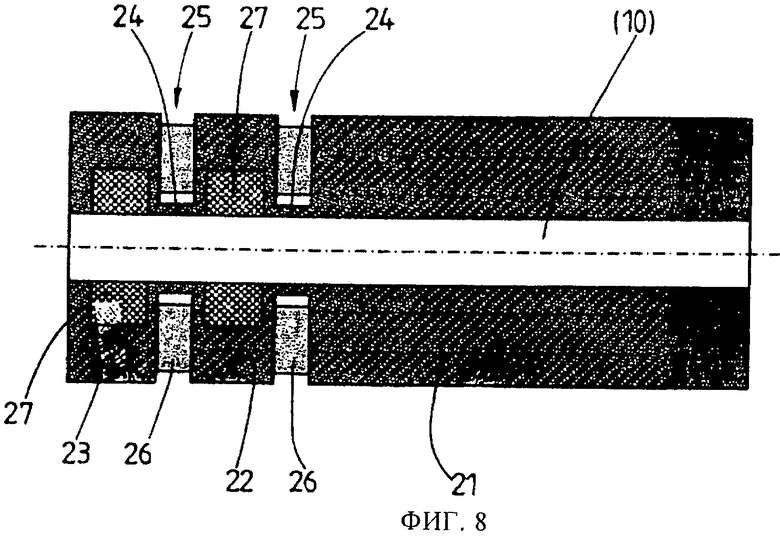
на фиг.8 - схематичный вид в продольном разрезе изображенного на фиг.5-7 устройства,
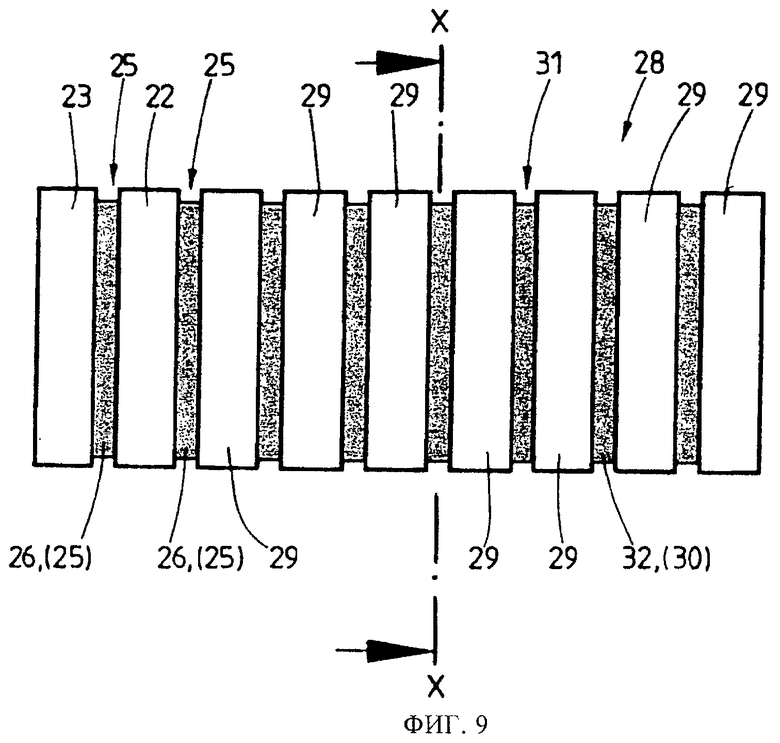
на фиг.9 - схематичный вид сбоку выполненного по третьему варианту устройства и
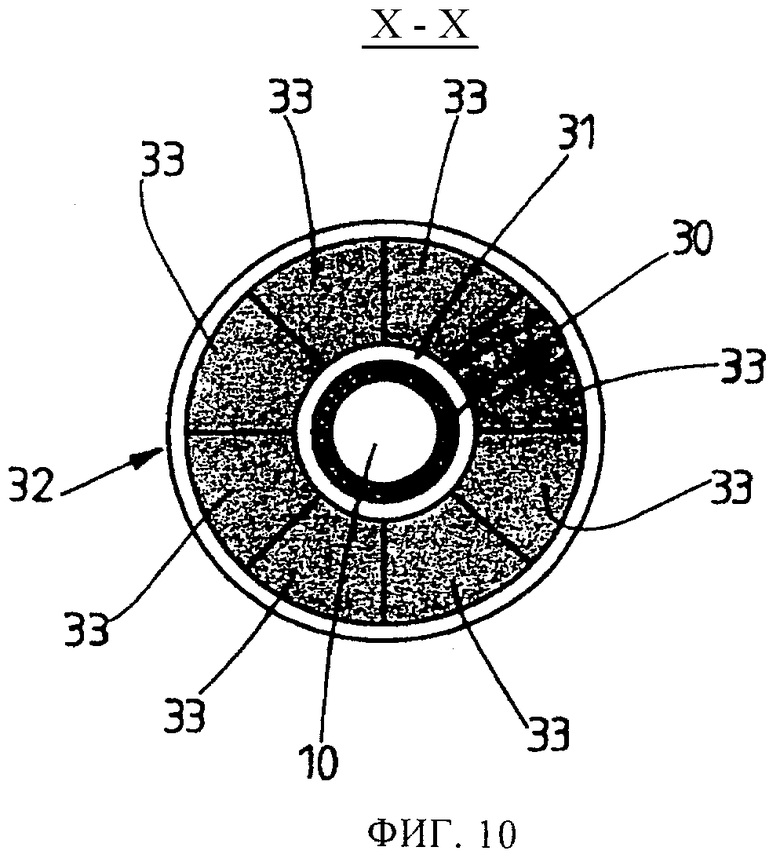
на фиг.10 - вид изображенного на фиг.9 устройства в разрезе плоскостью Х-Х.
На чертежах схематично показано предлагаемое в изобретении устройство, предназначенное также для осуществления предлагаемого в изобретении способа. Подобное устройство представляет собой пултрузионное устройство для изготовления пластмассового профиля 10 пултрузией из внутреннего армирующего наполнителя 11 и окружающей его пластмассы 12, под которой в предпочтительном варианте подразумевается реактопласт. В представленном на чертежах лишь схематично примере предполагается, что армирующий наполнитель 11 образован тремя бесконечными жгутами (ровингами) 13 из предпочтительно обладающих высокой прочностью при растяжении волокон, например углеродных волокон. Вместе с тем пластмассу 12 пластмассового профиля 10 можно упрочнять и любыми иными армирующими наполнителями, например, тканями и/или трикотажными изделиями, соответственно жгутами 13 в сочетании с тканями и/или трикотажными изделиями. Помимо этого объем изобретения не ограничен использованием только трех показанных на чертежах жгутов 13.
Схематично показанное на чертежах устройство и предлагаемый в изобретении способ позволяют изготавливать пултрузией пластмассовые профили 10 любой изогнутой формы. На чертежах в качестве примера показан изогнутый пластмассовый профиль 10 кольцеобразной формы. Показанный на чертежах пластмассовый профиль 10 изогнут в одной плоскости. Однако предлагаемое в изобретении устройство и предлагаемый в изобретении способ позволяют также изготавливать пластмассовые профили 10 пространственно (трехмерно) изогнутой формы.
Показанное на чертежах устройство имеет форму 14, кривизна или изгиб которой соответствует дугообразной форме изготавливаемого пластмассового профиля 10. В соответствии с этим продольная средняя ось формы 14 изогнута таким же образом, что и изготавливаемый пластмассовый профиль 10, и поэтому радиусы кривизны пластмассового профиля 10 и продольной средней оси формы 14 равны. Изгиб формы 14 согласован с криволинейной формой пластмассового профиля 10, которая в показанном на чертежах варианте аналогична форме сектора кругового кольца. Форма 14 имеет в продольном направлении кольцеобразного пластмассового профиля 10 такую длину, что схематично обозначенное на чертежах белым кругом место 17 отверждения пластмассового профиля 10 в форме 14 может перемещаться в ней на определенное расстояние. Это расстояние соответствует протяженности той продольной части пластмассового профиля 10, которая может быть изготовлена предлагаемым в изобретении способом на каждом более подробно рассмотренном ниже такте работы устройства.
Со стороны заднего конца 15 формы 14, который является тем ее концом, через который в форму 14 входят жгуты 13 для образования армирующего наполнителя 11 в своем еще исходном, т.е. не заключенном в пластмассу 12, состоянии, расположен схематично показанный на чертежах шпулярник 16. В таком шпулярнике находится определенный запас армирующего наполнителя 11. В показанном на чертежах варианте, в котором армирующий наполнитель 11 образован тремя жгутами 13, в шпулярнике 16 находятся по меньшей мере три бобины с увеличенным запасом непрерывного жгута 13 на каждой из них. Бобины могут принудительно приводиться во вращение и/или притормаживаться для постоянного поддержания заданного натяжения жгутов 13.
В зоне заднего конца 15 формы 14, со стороны которого жгуты 13 входят в нее, предусмотрено также не показанное на чертежах устройство для подачи жидкой, прежде всего горячей, пластмассы 12. Этим устройством в форму 14 у самого ее начала подается жидкая пластмасса 12 для заключения в нее жгутов 13. С течением времени пластмасса 12 застывает в форме 14 и при этом отверждается. Схематично показанное на чертежах место 17, в котором пластмассовый профиль 10 находится в отвержденном состоянии, с течением времени постепенно смещается ближе к переднему концу 18 формы 14. В последующем с этого переднего конца 18 формы из нее выходит также отвержденный пластмассовый профиль 10.
В технологическом направлении 19 с небольшим отступом от переднего конца 18 формы 14 предусмотрено взаимодействующее с пластмассовым профилем 10 удерживающее средство 20. В простейшем случае речь при этом может идти о захвате для разъемного захвата пластмассового профиля 10. Удерживающее средство 20 может захватывать готовый пластмассовый профиль 10 и удерживать его за расположенную перед формой 14 часть, но при этом может также отсоединяться от пластмассового профиля 10. Равным образом и со стороны обращенного к шпулярнику 16 заднего конца 15 формы можно предусмотреть еще одно удерживающее средство, которое можно разместить перед задним концом 15 формы 14 или же интегрировать в него.
Форма 14, а также удерживающее средство 20 имеют по собственным салазкам. Такие салазки на чертежах не показаны. Салазки расположены последовательно в технологическом направлении 19, в котором салазки для удерживающего средства 20 расположены перед салазками для формы 14. Салазки по своему конструктивному исполнению обеспечивают возможность перемещения на них и формы 14, и удерживающего средства 20, следуя дугообразной форме пластмассового профиля 10. Салазки снабжены независимыми приводами и имеют системы управления, допускающие возможность независимого перемещения салазок.
Для возможности изготовления пластмассовых профилей 10 более сложной формы, прежде всего пространственно изогнутой формы, с ней соответственно согласованы траектории салазок и конфигурация формы 14. Вместо салазок форму 14 и удерживающее средство 20 можно также расположить на имеющих соответствующее количество степеней свободы или осей перемещения механических руках, которые при соответственно скоординированном управлении ими позволяют перемещать форму 14, а также удерживающее средство 20 по любым траекториям в соответствии с требуемой формой пластмассового профиля 10 и тем самым изготавливать с помощью такого устройства пластмассовые профили 10 любой, в том числе и трехмерно изогнутой, формы.
Ниже предлагаемый в изобретении способ более подробно рассмотрен на примере изготовления дугообразного пластмассового профиля 10.
На фиг.1 предлагаемое в изобретении устройство показано в исходном положении. При этом место 17, в котором пластмассовый профиль 10 уже отвердел в форме 14, находится вблизи обращенного к шпулярнику 16 заднего конца 15 формы 14 или, иными словами, ближе к заднему концу 15 формы 14, чем к ее переднему концу 18. Задний конец 15 формы 14 при этом расположен на достаточно большом удалении от шпулярника 16. Удерживающее средство 20 находится непосредственно перед передним концом 18 формы 14 на небольшом удалении от него. При этом удерживающее средство 20 может зажимать и тем самым прочно удерживать пластмассовый профиль 10 за его уже выступающую из формы 14 готовую часть.
Из своего показанного на фиг.1 исходного положения форма 14 сначала перемещается назад против технологического направления 19, при этом пластмассовый профиль 10 удерживается удерживающим средством 20, в результате чего форма 14 перемещается назад относительно неподвижно удерживаемого пластмассового профиля 10 по нему. Форма 14 при этом направленно перемещается вдоль пластмассового профиля на салазках, которые в свою очередь движутся по дугообразной траектории, повторяющей форму пластмассового профиля 10. При этом форма 14 совершает поворотное движение вокруг центра окружности, форму дуги которой имеет продольная средняя ось пластмассового профиля 10. При перемещении формы 14 назад по пластмассовому профилю 10 ее задний конец 15 приближается к шпулярнику 16. Одновременно с этим место 17, в котором пластмассовый профиль 10 отвердел в форме 14, перемещается в ней в технологическом направлении 19 вперед ближе к ее переднему концу 18, но при этом все еще остается в пределах формы 14. В процессе перемещения формы 14 назад удерживающее средство 20, фиксирующее в ней пластмассовый профиль 10 при ее перемещении назад, остается в исходном положении, в результате чего при движении формы 14 назад происходит ее перемещение относительно неподвижного пластмассового профиля 10, в чем состоит важная особенность изобретения.
На фиг.2 показано, что при перемещении формы 14 назад против технологического направления 19 находящееся при этом в неподвижном положении удерживающее средство 20 удаляется от переднего конца 18 формы 14, а именно: на расстояние, которое соответствует протяженности той части пластмассового профиля 10, которая при перемещении формы 14 назад выходит из ее переднего конца 18.
Затем удерживающее средство 20 перемещается назад и вновь оказывается в показанном на фиг.3 положении, в котором оно находится перед передним концом 18 формы 14 на малом удалении от него. Для возможности такого перемещения удерживающего средства 20 назад оно сначала в показанном на фиг.2 положении при полностью отведенной назад форме 14 отсоединяется от пластмассового профиля 10. При этом удерживающее средство 20 так сказать "отпускает" пластмассовый профиль 10. После этого удерживающее средство 20 на предназначенных для его направленного перемещения салазках перемещается, не удерживая пластмассовый профиль 10, назад в показанное на фиг.3 положение перед передним концом 18 формы 14.
На следующей стадии, которая становится очевидной при сравнении между собой фиг.3 и 4, форма 14, подведенная при ее перемещении назад по пластмассовому профилю 10 к шпулярнику 16, вновь перемещается от него в свое исходное положение, показанное на фиг.1. При этом вместе с формой 14 обратно в исходное положение в технологическом направлении 19 должно перемещаться и удерживающее средство 20. При этом предпочтительно, чтобы удерживающее средство 20 вновь захватывало пластмассовый профиль 10 за его выступающую из переднего конца 18 формы 14 часть. В этом случае при перемещении формы 14 и удерживающего средства 20 вперед вместе с ними перемещается и пластмассовый профиль 10, между которым и формой 14, а также удерживающим средством 20 в результате не происходит никакое относительное перемещение.
После перемещения формы 14 назад по пластмассовому профилю 10 вдоль него в показанное на фиг.2 положение и после происходящего при этом своего рода "извлечения" из нее свежеизготовленной части пластмассового профиля 10 место 17, в котором пластмассовый профиль 10 отвердел, оказывается вблизи переднего конца 18 формы 14. В ходе выполнения последующих стадий, проиллюстрированных на фиг.3 и 4, т.е. в процессе возврата формы 14 и удерживающего средства 20 в показанное на фиг.1 исходное положение, место, в котором пластмассовый профиль 10 отвердел в форме 14, вновь перемещается против технологического направления 19 назад к заднему концу 15 формы. Однако такое перемещение места 17 отверждения пластмассового профиля 10 в форме 14 назад может продолжаться и дольше возврата устройства в исходное положение, показанное на фиг.1. В этом случае в цикле работы устройства возникает пауза до начала следующего цикла извлечения свежеизготовленной в форме 14 части пластмассового профиля 10 путем перемещения формы 14 по нему назад из ее исходного положения, в котором находится также удерживающее средство 20.
В процессе описанного выше изготовления пластмассового профиля 10 можно предусмотреть натяжение армирующего наполнителя 11 в пластмассовом профиле 10 по меньшей мере при перемещении формы 14. Для этого шпулярник 16 может под действием привода или путем притормаживания создавать соответствующее натяжение жгутов 13 армирующего наполнителя 11 прежде всего при перемещении формы 14. Альтернативно этому или дополнительно к этому можно также предусмотреть натяжение жгутов 13 армирующего наполнителя 11 только в форме 14. В этом случае со стороны заднего конца 15 формы 14 располагают еще одно удерживающее средство. Такое удерживающее средство можно разместить вне формы 14 перед ее задним концом 15 или же интегрировать в него.
Предлагаемый в изобретении способ обеспечивает возможность изготовления пластмассового профиля 10 в периодическом, дискретном режиме с постоянным последовательным изготовлением отдельных частей профиля, длина которых зависит от протяженности профилирующего канала формы 14, в котором происходит формирование пластмассового профиля. Этой величиной определяется длина пути, на которую может переместиться место 17, в котором пластмассовый профиль 10 отвердел в форме 14, между ее задним 15 и передним 18 концами. Чем больше длина этого пути, тем длиннее отдельная часть пластмассового профиля 10, которую можно изготовить за один такт (фиг.1-4) работы устройства в периодическом, т.е. дискретном, режиме.
При необходимости уплотнения, отверждения и/или калибровки пластмассового профиля 10 путем проведения дополнительного процесса прессования в форме 14 его можно выполнять при проиллюстрированном на фиг.1-4 перемещении формы 14 с удерживающим средством 20 в технологическом направлении 19.
На фиг.5-8 показано выполненное по второму варианту предлагаемое в изобретении устройство. В выполненном по этому варианту устройстве форма 21 соединена с двумя удерживающими средствами 22 и 23. В части, в которой выполненное по второму варианту устройство совпадает с показанным на фиг.1-4 устройством, одинаковые в обоих вариантах детали и элементы обозначены одними и теми же позициями.
Удерживающие средства 22 и 23 являются интегральными компонентами формы 21. Удерживающие средства 22 и 23 расположены перед передним концом 18 формы 21. Удерживающее средство 22, расположенное ближе к переднему концу 18 формы 21, соединено с ней за одно целое упругим участком 24 с уменьшенным поперечным сечением. Соседние удерживающие средства 22 и 23 соединены между собой аналогичным упругим участком 24. Упругие участки 24 имеют гораздо меньший наружный диаметр, чем форма 21 и чем имеющие одинаковый наружный диаметр удерживающие средства 22 и 23. В результате между передним концом 18 формы 21 и обращенным к ней торцом удерживающего средства 22, а также между соседними, обращенными друг к другу торцами удерживающих средств 22 и 23 образуются окружные кольцевые промежутки 25. Путем растягивания (удлинения), соответственно сжатия (укорачивания) упругих участков 24 в зонах промежутков 25 можно изменять расстояние между удерживающими средствами 22 и 23 и расстояние между удерживающим средством 22 и формой 21. Такое изменение расстояний обеспечивается приводами 26, которыми в показанном на чертеже варианте служат пьезопакеты, которые способны изменять свою длину при приложении электрического напряжения. Приводы 26 соединены с обращенными друг к другу торцами расположенных рядом друг с другом удерживающих средств 22 и 23, с одной стороны, и с передним концом 18 формы 21 и обращенным к ней торцом удерживающего средства 22, с другой стороны.
Внутри удерживающие средства 22 и 23 имеют зажимные механизмы 27, охватывающие пластмассовый профиль 10. Такие зажимные механизмы могут иметь любое исполнение. В показанном же на чертежах варианте зажимные механизмы 27 также выполнены пьезоэлектрическими и тем самым в зависимости от приложенного к ним электрического напряжения увеличиваются или уменьшаются в диаметре, в результате чего удерживающие средства 22, 23 зажимают пластмассовый профиль 10 по его наружному периметру или отсоединяются от пластмассового профиля 10.
Ниже более подробно рассмотрено изготовление пластмассового профиля с помощью показанного на фиг.5-8 устройства.
На фиг.5 предлагаемое в изобретении устройство показано в исходном положении. В этом исходном положении место 17, в котором пластмассовый профиль 10 уже отвердел в форме 21, находится вблизи обращенного к шпулярнику 16 заднего конца 15 формы 21. Удерживающие средства 22 и 23 максимально приближены друг к другу и подведены также к переднему концу 18 формы 21.
Из показанного на фиг.5 исходного положения форма 21 перемещается назад против технологического направления 19, при этом пластмассовый профиль 10 удерживается по меньшей мере удерживающим средством 23, в результате чего форма 21 перемещается назад относительно неподвижно удерживаемого пластмассового профиля 10 по нему. Подобное перемещение формы 21 назад происходит под действием привода 26, который растягивает и тем самым удлиняет упругий участок 24 между удерживающим средством 22 и формой 21. Поскольку при этом по меньшей мере одно из удерживающих средств 23 и/или 22 зажимает пластмассовый профиль 10, удерживающие средства 22 и 23 не изменяют своего положения. При таком движении формы 21 назад по пластмассовому профилю 10 ее задний конец 15 приближается к шпулярнику 16. Помимо этого место 17, в котором пластмассовый профиль 10 отвердел в форме 21, перемещается в ней вперед в технологическом направлении 19 ближе к ее переднему концу 18.
В показанный на фиг.6 момент при движении формы 21 назад против технологического направления 19 остающиеся при этом неподвижными удерживающие средства 22 и 23 удаляются от ее переднего конца 18, а именно: на длину той части пластмассового профиля 10, которая при перемещении формы 21 назад выходит из ее переднего конца 18.
На фиг.7 предлагаемое в изобретении устройство показано в момент после выполнения следующей стадии, по завершении которой обращенное к форме 21 удерживающее средство 22 вновь максимально близко подведено к переднему концу 18 формы 21 и в результате вновь находится в показанном на фиг.5 исходном положении. Для этого удерживающее средство 22 освободило зажатый им пластмассовый профиль 10, т.е. зажимной механизм 27 был открыт.Удерживающее же средство 23 все еще зажимает своим зажимным механизмом 27 пластмассовый профиль 10, в результате чего изменяется лишь положение удерживающего средства 22, но не положение удерживающего средства 23.
После приближения удерживающего средства 22 к форме 21 в показанное на фиг.7 положение форма 21 и удерживающее средство 22 вместе перемещаются вперед в технологическом направлении 19 вплоть до удерживающего средства 23. При этом форма 21 удаляется от шпулярника 16, а место 17 отверждения пластмассового профиля 10 вновь перемещается против технологического направления 19 назад к заднему концу 15 формы 21. Одновременно с этим из формы "извлекается" свежеизготовленная часть пластмассового профиля 10, которая при перемещении формы 21 и удерживающего средства 22 вперед в технологическом направлении 19 выдвигается из удерживающего средства 22. При этом зажимной механизм 27 удерживающего средства 23 открыт, а зажимной механизм 27 удерживающего средства 22 сомкнут. После "извлечения" свежеизготовленной части пластмассового профиля 10 из формы 21 путем ее перемещения и перемещения удерживающего средства 22 вперед вплотную к удерживающему средству 23 предлагаемое в изобретении устройство вновь оказывается в показанном на фиг.5 исходном положении, из которого может начинаться изготовление следующей части пластмассового профиля 10 описанным выше путем.
При выполнении всех проиллюстрированных на фиг.5-7 рабочих операций переднее удерживающее средство 23 не изменяет своего положения. Иными словами, удерживающее средство 23 постоянно остается неподвижным. Лишь удерживающее средство 22 и форма 21 периодически изменяют свое положение, а тем самым и расстояние между собой и/или совместно до удерживающего средства 23.
В одном из вариантов осуществления предлагаемого в изобретении способа можно использовать форму с изменяемой, предпочтительно непрерывно, кривизной. Такую форму не обязательно выполнять целиком с изменяемой кривизной, а вполне достаточно выполнить ее профилирующий канал, образующий контур поперечного сечения пластмассового профиля 10, с изменяемой конфигурацией, соответственно формой, прежде всего кривизной.
На фиг.9 и 10 показана модификация устройства, изображенного на фиг.5-8. Такое устройство отличается от описанного выше устройства выполнением формы 28. Для обозначения деталей и элементов выполненного по этому варианту устройства, которые не отличаются от деталей и элементов устройства, показанного на фиг.5-8, используются те же позиции.
Форма 28 выполнена с возможностью произвольного изменения ее кривизны. С этой целью форма 28 образована несколькими последовательно расположенными короткими отдельными частями 29. Все такие отдельные части формы в предпочтительном варианте выполнены одинаковыми. Между соседними отдельными частями 29 формы расположены упругие части 30. Эти упругие части 30 соединяют между собой отдельные части 29 в цельную форму 28. В промежутках 31 между отдельными частями 29 формы предусмотрены приводы 32, охватывающие упругие части. Такие приводы так же, как и приводы 26, позволяют в соответствии с пьезоэлектрическим принципом их действия удлинять и укорачивать упругие части 30 между соседними отдельными частями 29 формы. Перед передним концом 18 формы 28 и в этом случае предусмотрены удерживающие средства 22 и 23. У показанной на чертежах формы 28 ее отдельные части 29 выполнены такой же длины, что и удерживающие средства 22 и 23. Такие удерживающие средства имеют показанное на фиг.8 исполнение. В отличие от удерживающих средств 22 и 23 отдельные части 29 формы не имеют зажимных механизмов 27.
На фиг.10 схематично показано конструктивное исполнение приводов 32 для целенаправленного изменения кривизны формы 28. В соответствии с этим каждый привод 32 состоит из нескольких образующих его сегментов 33 в виде сегментов кругового кольца. В показанном на чертежах варианте каждый привод состоит из восьми одинаковых сегментов 33, хотя их количество может быть также больше или меньше указанного. Подавая на сегменты 33 привода разные управляющие сигналы, можно обеспечивать их удлинение с одной стороны на большую величину, чем с другой стороной, и таким путем наклонять отдельные части 29 формы друг относительно друга, в результате чего промежутки 31 будут иметь разную ширину. Разделение привода 32 на сегменты 33 позволяет изменять кривизну формы 28 в любом направлении, прежде всего позволяет также придавать ей любую пространственно искривленную форму.
Однако возможно также выполнение предлагаемого в изобретении устройства по другому варианту, в котором пластмассовый профиль 10 перемещается через форму за счет колебаний по толщине вдоль формы. Такой вариант наиболее пригоден для изготовления пластмассового профиля 10 из пластмассы с малой степенью усадки. Продвижение пластмассового профиля 10 вперед через форму за счет колебаний по толщине можно реализовать с использованием формы 28, состоящей из отдельных частей 29, и с созданием колебаний по толщине путем сообщения отдельным частям 29 формы периодических движений приводами 32, в ходе чего отдельные части 29 формы последовательно, соответственно попеременно перемещаются назад и вперед по пластмассовому профилю 10 в технологическом направлении 19. При обеспечиваемом таким путем за счет создания колебаний формы 28 по толщине продвижении пластмассового профиля 10 через нее можно отказаться от использования удерживающих средств 22 и 23.
Колебания формы 28 по толщине создаются под действием акустических колебаний, в результате чего пластмассовый профиль 10 зажимается в форме 28 на его отдельных участках, а именно: таким образом, что одни отдельные части 29 формы имеют возможность свободного перемещения по пластмассовому профилю вдоль него, тогда как другие отдельные части 29 формы вследствие колебаний по толщине удерживаются на месте.
Изобретение относится к способу и устройству для изготовления пластмассового профиля. Согласно способу пропускают непрерывный армирующий наполнитель в виде жгутов, тканей и/или иных аналогичных армирующих материалов через форму. Армирующий наполнитель заделывают в пластмассу в форме. Форму периодически перемещают относительно неподвижного пластмассового профиля. Техническим результатом изобретения является обеспечение возможности изготовления криволинейных пластмассовых профилей. 2 н. и 14 з.п. ф-лы, 10 ил.
1. Способ изготовления пластмассового профиля (10) путем пропускания непрерывного армирующего наполнителя (11) в виде жгутов (13), тканей и/или иных аналогичных армирующих материалов через форму (14; 21; 28) и заделки в ней в пластмассу (12), отличающийся тем, что форму (14; 21; 28) периодически перемещают относительно неподвижного пластмассового профиля (10).
2. Способ по п.1, отличающийся тем, что форму (14; 21; 28) перемещают по пластмассовому профилю (10) вдоль него, прежде всего удерживают пластмассовый профиль (10) в процессе перемещения формы (14; 21; 28).
3. Способ по п.1, отличающийся тем, что форму (14; 21; 28) перемещают назад и вперед в периодическом, соответственно дискретном режиме, при этом перемещение формы (14; 21; 28) относительно пластмассового профиля (10) предпочтительно происходит только при перемещении формы (14; 21; 28) назад против технологического направления (19).
4. Способ по п.1, отличающийся тем, что форму (14; 21; 28) для извлечения, соответственно выталкивания из нее свежеизготовленной части пластмассового профиля (10) перемещают против технологического направления (19) по неподвижно удерживаемому при этом пластмассовому профилю (10) на определенное расстояние, в результате чего постепенно при каждом рабочем такте из формы (14; 21; 28) выдвигается часть пластмассового профиля (10).
5. Способ по п.3, отличающийся тем, что в процессе дискретного перемещения формы (14; 21; 28) против технологического направления (19) место (17), в котором пластмассовый профиль (10) отвердел в форме (14; 21; 28), перемещается между противолежащими концевыми частями формы (14; 21; 28), при этом форму (14; 21; 28) предпочтительно начинают перемещать относительно пластмассового профиля (10) тогда, когда место (17), в котором пластмассовый профиль (10) отвердел, находится в зоне заднего конца (15) формы (14; 21; 28).
6. Способ по п.1, отличающийся тем, что форму (14; 21; 28) перемещают назад относительно неподвижного пластмассового профиля (10), предпочтительно перемещают по пластмассовому профилю (10) вдоль него до тех пор, пока место (17), в котором пластмассовый профиль (10) отвердел в форме (14; 21; 28), не окажется в зоне ее переднего конца (18), при этом прежде всего по меньшей мере при перемещении формы (14; 21; 28) назад против технологического направления (19), в котором происходит изготовление пластмассового профиля (10), в форму (14; 21; 28) подают текучую, прежде всего жидкую, пластмассу.
7. Способ по п.1, отличающийся тем, что в процессе перемещения формы (14; 21; 28) по неподвижному относительно нее пластмассовому профилю (10) вдоль него его удерживают по меньшей мере одним удерживающим средством (20).
8. Способ по п.7, отличающийся тем, что по меньшей мере одно удерживающее средство (20; 22, 23) в те периоды времени, когда форма (14; 21; 28) неподвижна, выводят из контакта с неподвижным пластмассовым профилем (10) и перемещают относительно него в направлении также неподвижной формы (14; 21; 28), предпочтительно перемещают назад против технологического направления (19), и при необходимости после перемещения формы (14; 21; 28) назад по меньшей мере одно не контактирующее с пластмассовым профилем (10) удерживающее средство (20; 22, 23) перемещают, предпочтительно относительно неподвижного при этом пластмассового профиля (10), в положение вблизи переднего конца (18) формы (14; 21; 28).
9. Способ по п.7, отличающийся тем, что для установки в исходное положение форму (14; 21; 28), удерживающее средство или каждое удерживающее средство (20; 22, 23) и пластмассовый профиль (10) перемещают в технологическом направлении (19).
10. Способ по п.1, отличающийся тем, что при перемещении формы (14; 21; 28) армирующий наполнитель (11) поддерживают в натянутом состоянии, прежде всего внутри формы (14; 21; 28).
11. Устройство для изготовления пластмассового профиля (10), имеющее форму (14; 21; 28) для заделки в ней непрерывного армирующего наполнителя (11) пластмассового профиля (10) в жидкую пластмассу (12), отличающееся тем, что форма (14; 21; 28) выполнена с возможностью перемещения по пластмассовому профилю (10) вдоль него.
12. Устройство по п.11, отличающееся тем, что в технологическом направлении (19) перед формой (14; 21; 28) расположено по меньшей мере одно удерживающее средство (20; 22, 23) для выходящего из формы (14; 21; 28) готового пластмассового профиля (10), при этом каждое удерживающее средство (20; 22, 23) предпочтительно предназначено для создания разъемного захватного соединения с готовым пластмассовым профилем (10) вне формы (14; 21; 28), прежде всего перед ней, и/или удерживающее средство или каждое удерживающее средство (20; 22, 23) выполнено с возможностью перемещения относительно пластмассового профиля (10).
13. Устройство по п.12, отличающееся тем, что форма (21; 28) и по меньшей мере одно удерживающее средство (22, 23) подвижно соединены между собой, предпочтительно таким образом, что между формой (21; 28) и удерживающим средством (22, 23) и между соседними удерживающими средствами (22, 23) при их наличии расположен попеременно растягиваемый и сжимаемый в продольном направлении пластмассового профиля (10) упругий участок (24).
14. Устройство по п.13, отличающееся тем, что удерживающие средства (22, 23) соединены между собой и форма (21; 28) соединена с соседним удерживающим средством (22) упругими участками (24), которые для их целенаправленного растяжения и сжатия снабжены приводами (26).
15. Устройство по п.11, отличающееся тем, что форма (28) состоит из нескольких образующих ее отдельных частей (29), соединенных между собой упругими частями (30), которые снабжены приводами (32) для изменения расстояния между отдельными частями (29) формы и/или изменения их ориентации относительно друг друга.
16. Устройство по п.15, отличающееся тем, что приводы (32) состоят из нескольких, предпочтительно одинаковых, сегментов (33).
| Пробивные щипцы | 1927 |
|
SU6859A1 |
| ПРОФИЛЬ ИЗ КОМПОЗИЦИОННОГО МАТЕРИАЛА С СЕРДЦЕВИНОЙ И УСТРОЙСТВО ДЛЯ ЕГО ИЗГОТОВЛЕНИЯ | 1988 |
|
RU2067538C1 |
| RU 2004120222 А, 10.01.2006 | |||
| СПОСОБ ПРОИЗВОДСТВА КОНСЕРВОВ "БОРЩ ЮЖНЫЙ С ТОМАТАМИ" | 2014 |
|
RU2561167C1 |
| 0 |
|
SU158118A1 | |

