Данное изобретение относится к способу транспортировки и устройству для транспортировки стержнеобразного изделия табачной промышленности.
Стержнеобразные изделия, изготовляемые в табачной промышленности, такие как фильтрующие и табачные стержни, перемещают после изготовления к последующим производственным машинам. В табачной промышленности стержни обычно транспортируют продольно (в осевом направлении)/в направлении длины по отношению к их оси или перпендикулярно к их оси, при этом необходимо изменять направление транспортировки между последовательными этапами производственного процесса вследствие расположения производственных машин и транспортеров для стержней.
В табачной промышленности фильтрующие стержни и табачные стержни обычно изготавливают посредством разрезания непрерывного фильтрующего или табачного стержня, выполняемого на машинах для изготовления фильтрующих стержней или на машинах для изготовления сигарет. Сразу после изготовления фильтрующие или табачные стержни отделяют от остальной части непрерывного стержня или от других отрезанных стержней для подачи отдельных стержней в направлении длины к принимающему стержни устройству. Кроме того, можно разрезать длинные отдельные стержни на более короткие стержни определенной длины. В соответствии с техническим решением, известным из документа DE 3423570 A1, стержень отделяют от других стержней и транспортируют к канавке барабана принимающего устройства, при этом отделение выполняют посредством дисков, расположенных на окружности и имеющих канавки, содержащие отверстия, через которые подают вакуум. В соответствии с техническим решением, известным из документа WO 2013004258 А1, стержень отделяют от других стержней посредством ленты, транспортирующей стержень в направлении длины к устройству, принимающему стержни и транспортирующему их к следующей производственной машине.
Фильтрующие стержни можно транспортировать на длинные расстояния через трубчатые каналы от изготовляющих стержни машин к другим производственным машинам. В таком случае стержень, который был транспортирован, тормозят на принимающей станции, а затем ускоряют для подачи отдельного стержня к принимающему устройству, например, такому устройству, которое формирует массовый поток стержней. Такое техническое решение известно из патентного документа ЕР 2005848 В1.
Устройства предшествующего уровня техники, представленные выше, имеют входной блок и выходной блок, при этом выходной блок не гарантирует полной синхронизации транспортировки стержней к принимающему стержни устройству, так как время транспортировки стержня между входным блоком и выходным блоком не определено точно. Соответственно, возможны отклонения в моменте подачи к принимающему стержни устройству. Если принимающее устройство подает стержни к машинам, на которых выполняют последующие производственные процессы, то дальше необходимо принимать и подавать стержни в определенные моменты времени вследствие необходимости точной синхронизации перемещения стержнеобразного изделия с перемещением принимающих канавок принимающего устройства.
Задачей данного изобретения является разработка устройства, устраняющего проблемы, известные из предшествующего уровня техники, и гарантирующего синхронизацию с любым принимающим стержни устройством.
Сущностью изобретения является способ транспортировки стержнеобразного изделия табачной промышленности между подающим устройством и принимающим устройством, при этом изделие перемещают в направлении длины между машинами, в котором стержнеобразному изделию, подаваемому из подающего устройства, придают входную скорость посредством входного блока и вставляют в транспортирующий канал, стержнеобразному изделию придают скорость транспортировки посредством транспортирующего блока, стержнеобразное изделие транспортируют посредством транспортирующего блока к выходному блоку, стержнеобразному изделию придают выходную скорость посредством выходного блока и стержнеобразное изделие подают к принимающему устройству, причем в течение транспортировки стержнеобразного изделия в транспортирующем канале скорость стержнеобразного изделия уменьшают относительно входной скорости.
В способе согласно изобретению скорость стержнеобразного изделия уменьшают до нуля.
В способе согласно изобретению в течение транспортировки стержнеобразного изделия в транспортирующем канале после уменьшения скорости увеличивают скорость стержнеобразного изделия посредством транспортирующего блока.
В способе согласно изобретению скорость стержнеобразного изделия увеличивают до входной скорости или до более высокой скорости.
В способе согласно изобретению стержнеобразному изделию придают скорость транспортировки и/или выходную скорость посредством транспортирующего блока и/или выходного блока в синхронизации с положением подвижного принимающего устройства.
Сущностью данного изобретения также является транспортирующее устройство для транспортировки стержнеобразного изделия табачной промышленности от подающего устройства к принимающему устройству, при этом изделие перемещается в направлении длины между подающим устройством и принимающим устройством, содержащее входной блок для транспортировки стержнеобразного изделия в направлении длины и для придания входной скорости стержнеобразному изделию, выходной блок для транспортировки стержнеобразного изделия в направлении длины и для придания выходной скорости стержнеобразному изделию, транспортирующий канал, через который стержнеобразное изделие транспортируется между входным блоком и выходным блоком. Устройство согласно изобретению характеризуется тем, что между входным блоком и выходным блоком расположен транспортирующий блок, причем транспортирующий блок выполнен с возможностью придания скорости транспортировки стержнеобразному изделию и транспортирования стержнеобразного изделия вдоль транспортирующего канала к выходному блоку, причем транспортирующий блок имеет средство уменьшения скорости, выполненное с возможностью уменьшения скорости стержнеобразного изделия относительно входной скорости.
Устройство согласно изобретению характеризуется тем, что средство уменьшения скорости содержит опорные элементы.
Устройство согласно изобретению характеризуется тем, что средство уменьшения скорости содержит вакуумные отверстия в транспортирующем канале.
Устройство согласно изобретению характеризуется тем, что принимающее устройство является подвижным принимающим устройством, при этом транспортирующее устройство выполнено с возможностью придания скорости транспортировки и/или выходной скорости стержнеобразному изделию посредством транспортирующего блока и/или выходного блока (6) в синхронизации с положением подвижного принимающего устройства.
Благодаря использованию устройства согласно изобретению можно управлять транспортируемыми стержнями с большой осторожностью. Устройство согласно изобретению обеспечивает правильную вставку стержней в принимающее устройство совершенно независимо от скорости и частоты, при которых стержни подаются подающим устройством.
Изобретение подробно представлено в предпочтительном варианте осуществления на чертежах, на которых
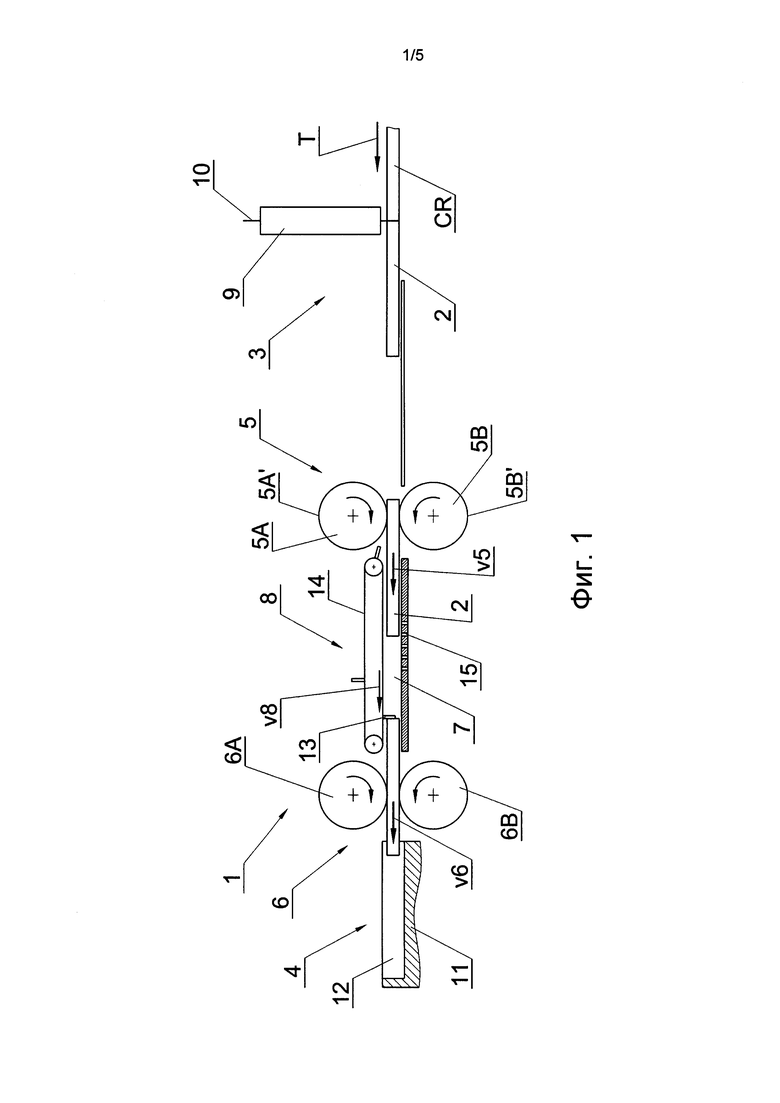
фиг. 1 показывает транспортирующее устройство в первом варианте осуществления в виде спереди;
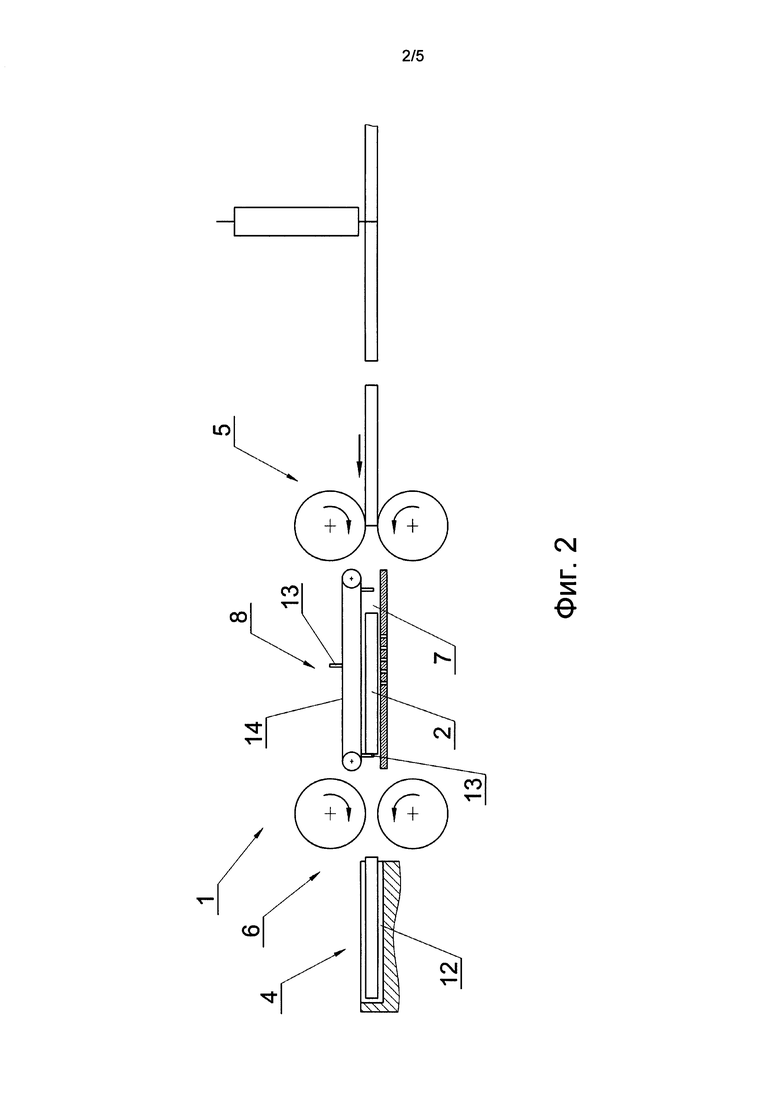
фиг. 2 показывает транспортирующее устройство в первом варианте осуществления в виде спереди на различных стадиях перемещения;
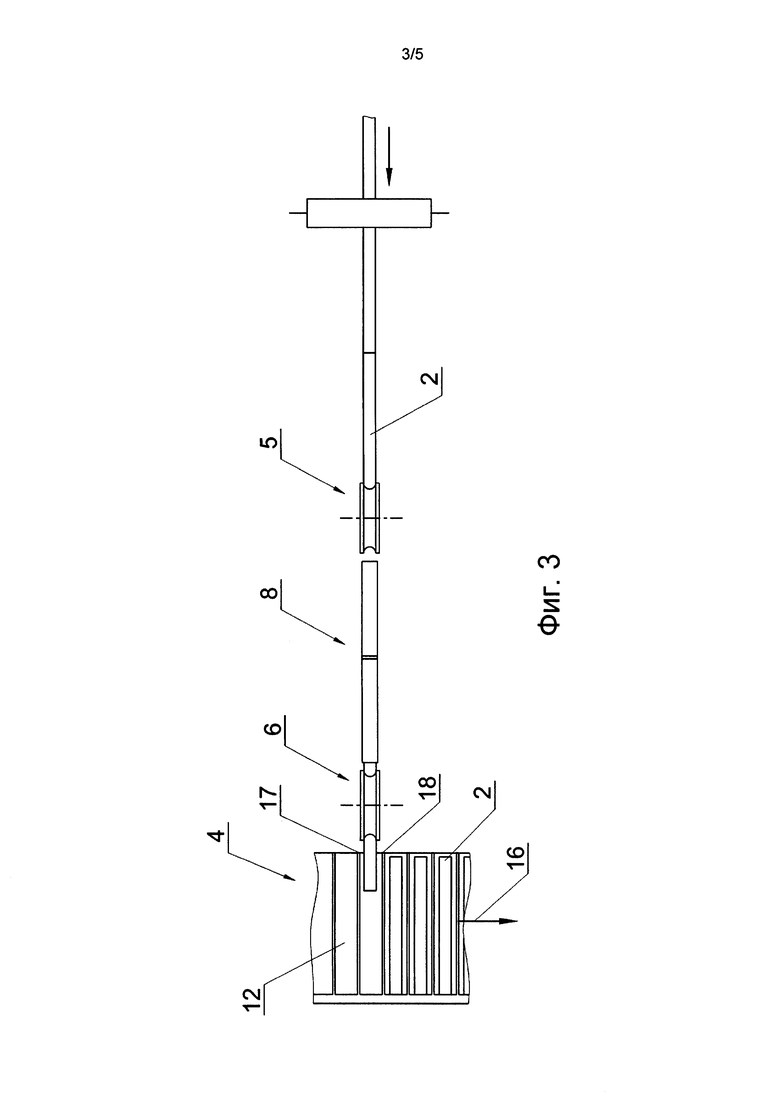
фиг. 3 показывает транспортирующее устройство в первом варианте осуществления в виде сверху;
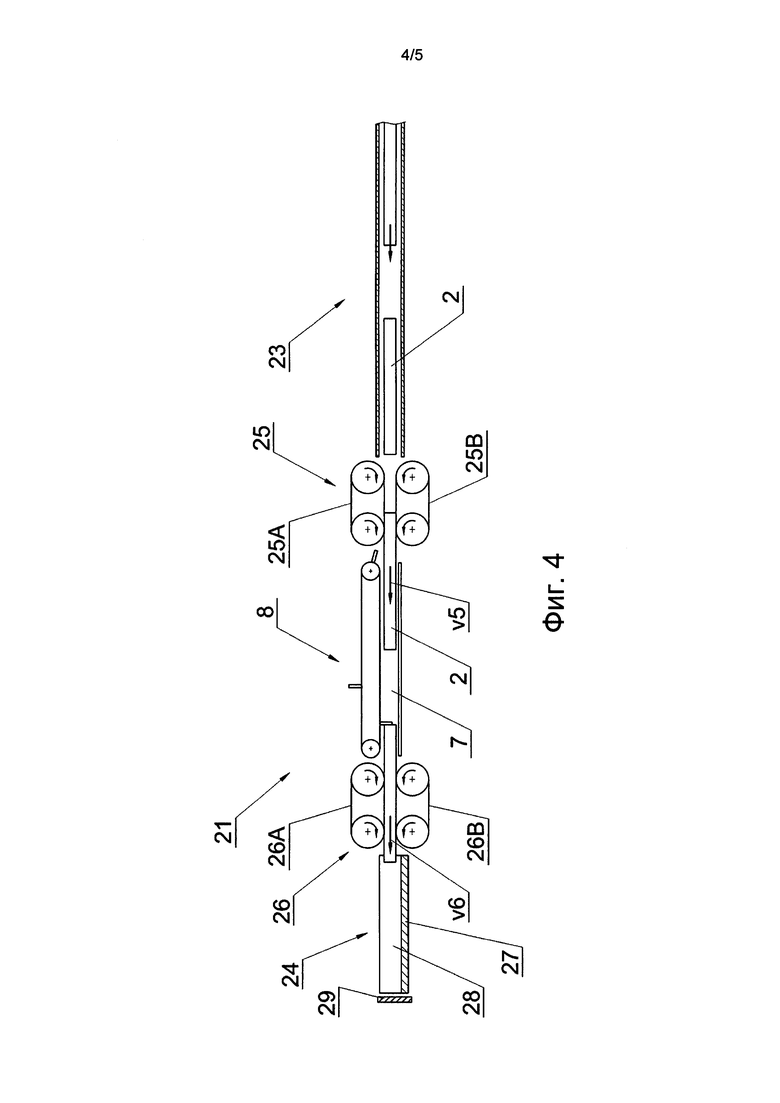
фиг. 4 показывает транспортирующее устройство во втором варианте осуществления в виде спереди;
фиг. 5 показывает транспортирующее устройство во втором варианте осуществления в виде сверху.
Транспортирующее устройство 1, показанное на фиг. 1, для транспортировки стержнеобразных изделий 2 расположено между подающим устройством 3 и принимающим устройством 4. В показанном варианте осуществления подающее устройство является машиной для изготовления стержнеобразных изделий 2 в виде фильтрующих стержней, тогда как на фиг. 1 показан лишь фрагмент этой машины, содержащий вращающуюся режущую головку 9, снабженную ножами 10. Режущая головка отрезает фильтрующие стержни 2 от непрерывного стержня CR, перемещающегося в направлении Т. Принимающее устройство 4 представляет собой барабанный транспортер 11, содержащий на своей окружности множество канавок 12, расположенных параллельно оси вращения барабанного транспортера, параллельной плоскости чертежа. Назначение барабанного транспортера 11 заключается в подаче принятых стержней 2 к машине, на которой выполняют последующие производственные этапы. Транспортирующее устройство 1 имеет входной блок 5 и выходной блок 6 для транспортирования стержня 2 в направлении длины и для придания стержню 2, соответственно, входной скорости v5 и выходной скорости v6. Между входным блоком 5 и выходным блоком 6 расположен транспортирующий канал 7, вдоль которого проходит транспортирующий блок 8, назначение которого заключается в изменении скорости стержня 2 и придания ему скорости транспортировки. Транспортирующий блок конструктивно решен в виде ленты 14 с выступами 13.
Как показано на фиг. 1, стержень 2, который был подан из подающего устройства 3, вставляют посредством входного блока 5 со скоростью v5 в транспортирующий канал 7, причем эта скорость была придана за счет силы трения, обеспечиваемой роликами 5А и 5В, при этом скорость v5 является окружной скоростью периферических поверхностей 5А' и 5В' роликов 5А и 5В. Стержень 2 продвигают близко к выступу 13 (фиг. 2), действующему в качестве опорного элемента. Выступ 13 уменьшает скорость стержня 2, причем скорость стержня 2 может быть уменьшена даже до нуля. Уменьшению скорости стержня 2 в транспортирующем канале 7 может способствовать вакуум, подводимый к отверстиям 15, выполненным в стенке транспортирующего канала 7, например, вдоль канала 7. Затем стержень 2 транспортируют со скоростью v8 в направлении выходного блока 6, т.е. выступ 13 транспортирующего блока 8 (фиг. 1) продвигает стержень вдоль транспортирующего канала 7. Затем стержень 2 после его вхождения в контакт с роликами 6А и 6В выходного блока 6 транспортируют дальше со скоростью v6 и подают к принимающему блоку 4, более точно, к канавке 12 барабанного транспортера 11, как показано на фиг. 2. Благодаря синхронизации движения транспортирующего блока 8 с движением барабанного транспортера 11 можно точно поместить стержень 2 в канавку 12, т.е. при этом торцевая часть стержня 2 скользит в канавку 12 без соударения краев 17, 18 канавки с боковой поверхностью стержня. После скольжения стержня 2 в канавку 12 стержень перемещают в поперечном относительно оси стержня 2 направлении, отмеченном на фиг. 3 стрелкой 16.
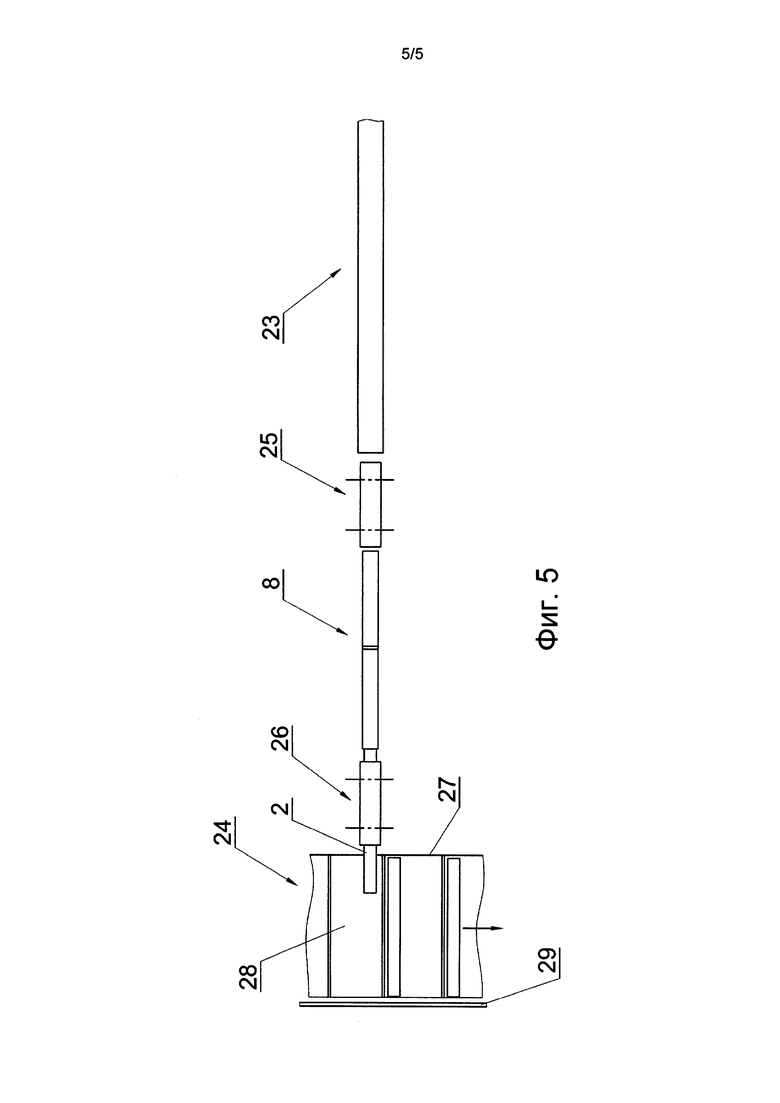
На фиг. 4 показано предлагаемое устройство во втором варианте осуществления. Транспортирующее устройство 21 содержит входной блок 25, имеющий ленты 25А и 25В, между которыми транспортируют стержни 2. Ленты 25А и 25В, придающие стержням 2 скорость v5, установлены на паре шкивов, соединенных друг с другом так, что ленты 25А и 26В движутся с одинаковыми скоростями. Выходной блок, содержащий ленты 26А и 26В, имеет похожую конструкцию. Стержни 2 вставляют в транспортирующий блок из подающего устройства 23 в виде трубчатого пневматического транспортера, выполненного с возможностью транспортировки фильтрующих стержней на длинные расстояния между машинами. Принимающее устройство 24, выполненное с возможностью приема стержней 2, представляет собой ленточный транспортер 27, имеющий канавки 28. На фиг. 5 принимающее устройство 24 показано в виде сверху, при этом ширина канавок 28 в несколько раз превышает диаметр стержня 2. Опорная пластинка 29, которая будет являться опорой для движущихся стержней 2, может быть расположена вдоль ленточного транспортера 27.
В обоих вышеописанных вариантах осуществления каждый из входных блоков 5, 25 и выходных блоков 6, 26 может быть конструктивно выполнен любым другим способом так, что они содержат элементы для транспортировки продольных стержнеобразных изделий в направлении длины. Транспортирующий блок 8 может быть конструктивно выполнен в виде цепного транспортера с закрепленными на нем выступами 13.
В обоих вариантах осуществления транспортирующего блока 1 предпочтительно регулировать скорости транспортировки и/или выходную скорость так, что перемещение стержнеобразного изделия 2 происходит в синхронизации с положением принимающего устройства, например, с положением гнезда барабанного транспортера. Под синхронным регулированием следует понимать такое регулирование, которое приводит к тому, что стержнеобразное изделие 2 вставляется в гнездо 12 барабанного транспортера 4. Такое решение является особенно важным в случае, когда отдельные стержнеобразные изделия появляются в различные моменты времени на входе транспортирующего устройства 1.
Список обозначений
1 транспортирующее устройство
2 стержнеобразное изделие
CR непрерывный стержень
Т направление перемещения непрерывного стержня
3 подающее устройство
4 принимающее устройство
5 входной блок
v5 входная скорость
5А, 5В входной ролик
6 выходной блок
v6 выходная скорость
6А, 6В выходной ролик
7 транспортирующий канал
8 транспортирующий блок
v8 скорость транспортировки
9 режущая головка
10 нож режущей головки
11 барабанный транспортер
12 канавка
13 выступ
14 лента
15 отверстия для подачи вакуума
16 направление транспортировки
21 транспортирующее устройство
23 подающее устройство
24 принимающее устройство
25 входной блок
25А, 25В лента
26 выходной блок
26А, 26В лента
27 лента транспортера
28 канавка
29 опорная пластинка
Изобретение относится к способу транспортировки стержнеобразного изделия табачной промышленности между подающим устройством и принимающим устройством, при этом стержнеобразное изделие транспортируют в направлении длины между подающим устройством и принимающим устройством, в котором стержнеобразному изделию, подаваемому из подающего устройства, придают входную скорость посредством входного блока и вставляют в транспортирующий канал, стержнеобразному изделию придают скорость транспортировки посредством транспортирующего блока, стержнеобразное изделие транспортируют посредством транспортирующего блока к выходному блоку, стержнеобразному изделию придают выходную скорость посредством выходного блока и стержнеобразное изделие подают к принимающему устройству, причем в течение транспортировки стержнеобразного изделия в транспортирующем канале скорость стержнеобразного изделия уменьшают относительно входной скорости. Технический результат заключается в полной синхронизации транспортировки стержней. 2 н. и 7 з.п. ф-лы, 5 ил.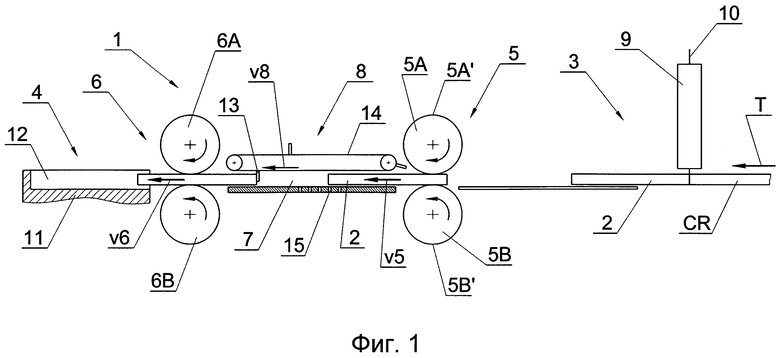
1. Способ транспортировки стержнеобразного изделия (2) табачной промышленности между подающим устройством (3) и принимающим устройством (4), при этом стержнеобразное изделие (2) транспортируют в направлении длины между подающим устройством (3) и принимающим устройством (4), в котором
стержнеобразному изделию (2), подаваемому из подающего устройства (3), придают входную скорость посредством входного блока (5) и вставляют в транспортирующий канал (7),
стержнеобразному изделию (2) придают скорость транспортировки посредством транспортирующего блока (8),
стержнеобразное изделие (2) транспортируют посредством транспортирующего блока (8) к выходному блоку (6),
стержнеобразному изделию (2) придают выходную скорость посредством выходного блока (6) и стержнеобразное изделие (2) подают к принимающему устройству (4), причем в течение транспортировки стержнеобразного изделия (2) в транспортирующем канале (7) скорость стержнеобразного изделия уменьшают относительно входной скорости.
2. Способ по п. 1, причем скорость стержнеобразного изделия уменьшают до нуля.
3. Способ по п. 1, причем в течение транспортировки стержнеобразного изделия (2) в транспортирующем канале (7) после уменьшения скорости увеличивают скорость стержнеобразного изделия (2) посредством транспортирующего блока (8).
4. Способ по п. 3, причем скорость стержнеобразного изделия увеличивают до выходной скорости или более высокой скорости.
5. Способ по любому из пп. 1-4, причем скорость транспортировки и/или выходную скорость стержнеобразного изделия (2) придают посредством транспортирующего блока (8) и/или выходного блока (6) в синхронизации с положением подвижного принимающего устройства (4).
6. Транспортирующее устройство (1) для транспортировки стержнеобразного изделия табачной промышленности от подающего устройства (3) к принимающему устройству (4), при этом изделие транспортируется в направлении длины между подающим устройством (3) и принимающим устройством (4), содержащее входной блок (5) для транспортировки стержнеобразного изделия (2) в направлении длины и для придания входной скорости стержнеобразному изделию (2), выходной блок (6) для транспортировки стержнеобразного изделия (2) в направлении длины и для придания выходной скорости стержнеобразному изделию (2), транспортирующий канал (7), через который стержнеобразное изделие (2) транспортируется между входным блоком (5) и выходным блоком (6), отличающееся тем, что между входным блоком (5) и выходным блоком (6) расположен транспортирующий блок (8), причем транспортирующий блок (8) выполнен с возможностью придания скорости транспортировки стержнеобразному изделию (2) и транспортирования стержнеобразного изделия (2) вдоль транспортирующего канала (7) к выходному блоку (6), причем транспортирующий блок (8) имеет средство уменьшения скорости, выполненное с возможностью уменьшения скорости стержнеобразного изделия (2) относительно входной скорости.
7. Устройство по п. 6, отличающееся тем, что средство уменьшения скорости содержит опорные элементы (13).
8. Устройство по п. 6, отличающееся тем, что средство уменьшения скорости содержит вакуумные отверстия в транспортирующем канале (7).
9. Устройство по любому из пп. 6-8, отличающееся тем, что принимающее устройство (4) является подвижным принимающим устройством, при этом транспортирующее устройство (1) выполнено с возможностью придания скорости транспортировки и/или выходной скорости стержнеобразному изделию (2) посредством транспортирующего блока (8) и/или выходного блока (6) в синхронизации с положением подвижного принимающего устройства (4).
| УСТРОЙСТВО ДЛЯ ПЕРЕДАЧИ СИГАРЕТНЫХ СТЕРЖНЕЙ ИЗ МАШИНЫ ДЛЯ ИЗГОТОВЛЕНИЯ СИГАРЕТ В УСТРОЙСТВО ДЛЯ ПРИСОЕДИНЕНИЯ ФИЛЬТРОВ | 2003 |
|
RU2330590C2 |
| СПОСОБ ПЕРЕДАЧИ ТАБАЧНЫХ ИЗДЕЛИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1999 |
|
RU2226485C2 |
| DE 102011115713 A1, 18.04.2013 | |||
| Свободно-подвижная опора надземного трубопровода,проложенного по зигзагообразной линии | 1981 |
|
SU1048229A1 |

