Область техники, к которой относится изобретение
Изобретение относится к керамическому элементу, инкрустированному по меньшей мере одним декорированием из композиционной керамики, а более конкретно к элементу подобного типа, предназначенному для использования в часовом изделии.
Уровень техники, предшествующий изобретению
Известно использование безелей наручных часов, изготовленных по меньшей мере частично из искусственного сапфира, для того, чтобы за счет их прозрачности показать покрытие, нанесенное в выемке, снизу безеля, образующее, например, шкалу или название бренда. Преимущество подобной компоновки заключается в том, что она обеспечивает защиту покрытия от механического разрушения за счет его полного закрытия сапфировой деталью. Между тем, подобная компоновка может затруднять читабельность декорирования из-за искажения цветопередачи покрытия, а также из-за совпадения цветов сапфира и покрытия.
Краткое изложение сущности изобретения
Цель настоящего изобретения заключается в том, чтобы устранить все или часть вышеуказанных недостатков, сохранив при этом преимущества механической защиты и улучшив визуальные качества.
С этой целью изобретением предлагается способ изготовления инкрустированного керамического элемента для часового изделия, включающий в себя следующие этапы:
a) формирование керамического тела;
b) вытравливание в керамическом теле на одной поверхности по меньшей мере одной выемки, каждая из по меньшей мере одной выемки образует рельефную полость для декорирования;
c) изменение состояния поверхности дна указанной по меньшей мере одной выемки с целью увеличения ее контактной поверхности;
d) заполнение указанной по меньшей мере одной выемки композиционной керамикой таким образом, чтобы сформировать указанное декорирование;
e) выравнивание указанной композиционной керамики таким образом, чтобы она оставалась лишь в углублении указанной по меньшей мере одной выемки.
Совершенно понятно, что разнообразие оттенков декорирования и/или керамики больше не зависит от их прозрачности, при этом также обеспечивается высокая износостойкость. Например, можно добиться высококонтрастной передачи визуального изображения при использовании керамического тела темного цвета и декорирований из композиционной керамики одного (или более) из светлых цветов, сохраняя при этом «керамический» внешний вид.
По другим предпочтительным признакам изобретения:
- этап а) реализуют при помощи спекания;
- керамическое тело включает в себя карбид, оксид или нитрид таких материалов, как титан, кремний, алюминий или цирконий, или металлокерамика;
- этап b) реализуют при помощи лазера;
- для более прочного сцепления глубина каждой из по меньшей мере одной выемки составляет от 80 μm до 500 μm;
- этап с) реализуют при помощи лазера, пескоструйной обработки или химического травления;
- если этап с) реализуют при помощи лазера, на указанном дне указанной по меньшей мере одной выемки можно формировать полости;
- полости образуют канавки, проходящие по указанному дну указанной по меньшей мере одной выемки;
- указанные канавки, проходящие по указанному дну указанной по меньшей мере одной выемки, являются секущими;
- глубина полостей не превышает одну пятую от глубины указанной по меньшей мере одной выемки;
- этап d) включает в себя фазу i): заполнения указанной по меньшей мере одной выемки органической матрицей, содержащей керамические частицы, и фазу ii): поперечного связывания и уплотнения указанной матрицы в регулируемой атмосфере таким образом, чтобы сформировать композиционную керамику;
- органическая матрица формируется из модифицированной или немодифицированной эпоксидной смолы, и/или модифицированного или немодифицированного акрила, и/или полиуретана и/или силикона;
- керамические частицы образованы из карбида, оксида или нитрида таких материалов как титан, кремний, алюминий или цирконий;
- фазу ii) реализуют при температуре от 20 до 300°C и/или давлении от 1 до 6 бар;
- перед этапом d) способ включает в себя этап f): формирования связующего слоя на дне указанной по меньшей мере одной выемки с целью улучшения сцепления композиционной керамики;
- связующий слой формируют из лака, металла, металлического сплава, нитрида металла, карбида металла, силана, органосилоксана, алкантиола, алкандисульфида, цирконата, титаната и/или алюмината;
- между этапом d) и этапом е) способ включает в себя: этап b'): вытравливания по меньшей мере второй выемки на одной из поверхностей композиционной керамики, этап с'): модифицирования состояния поверхности дна указанной по меньшей мере одной второй выемки таким образом, чтобы увеличить ее контактную поверхность, и этап d'): заполнения указанной по меньшей мере одной второй выемки второй композиционной керамикой, образованной из органической матрицы, содержащей керамические частицы таким образом, чтобы сформировать указанное декорирование из двух композитных керамик.
Помимо этого, изобретение относится к участку внешних деталей часового изделия, к участку механизма часового изделия или, в целом, в часовому изделию, характеризующемуся тем, что оно включает в себя по меньшей мере один керамический элемент, инкрустированный декорированием, образованным по меньшей мере из одной композитной керамики по одному из любых предыдущих вариантов.
Поэтому предпочтительно следует понимать, что керамический элемент, например, может быть частью или полностью одним из следующих элементов: корпусом, браслетом, безелем, циферблатом, стеклом, нажимной кнопкой, заводной головкой, мостом, платиной и/или ротором наручных часов.
Краткое описание чертежей
Другие признаки и преимущества станут очевидны из последующего описания, предлагаемого исключительно в качестве иллюстративного, неограничивающего примера, со ссылкой на прилагаемые чертежи, где:
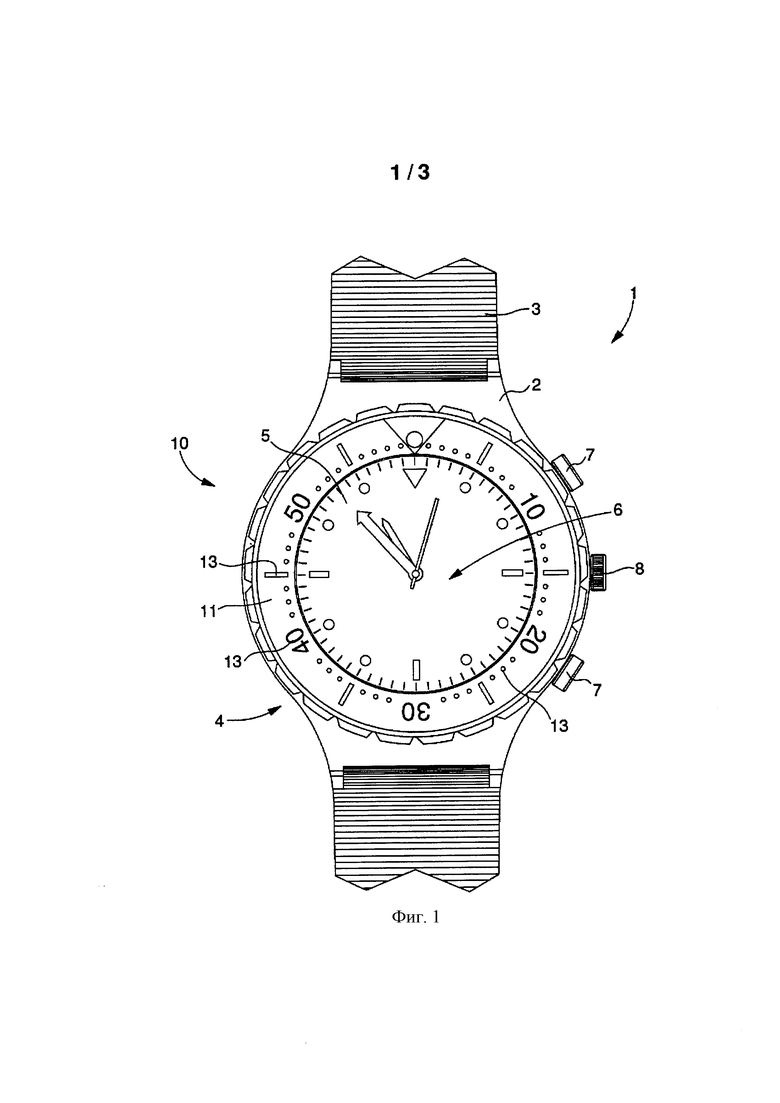
на фиг. 1 представлен схематичный вид часового изделия по изобретению;
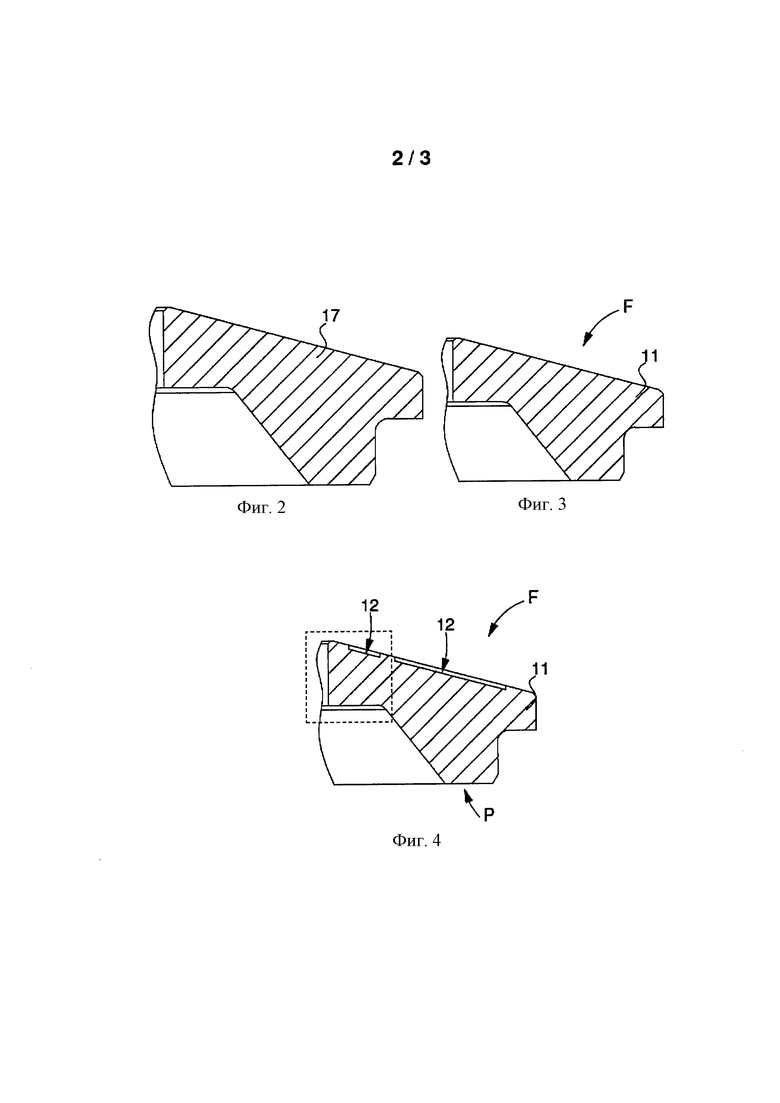
на фиг. 2-4 показаны последовательные этапы способа изготовления по изобретению;
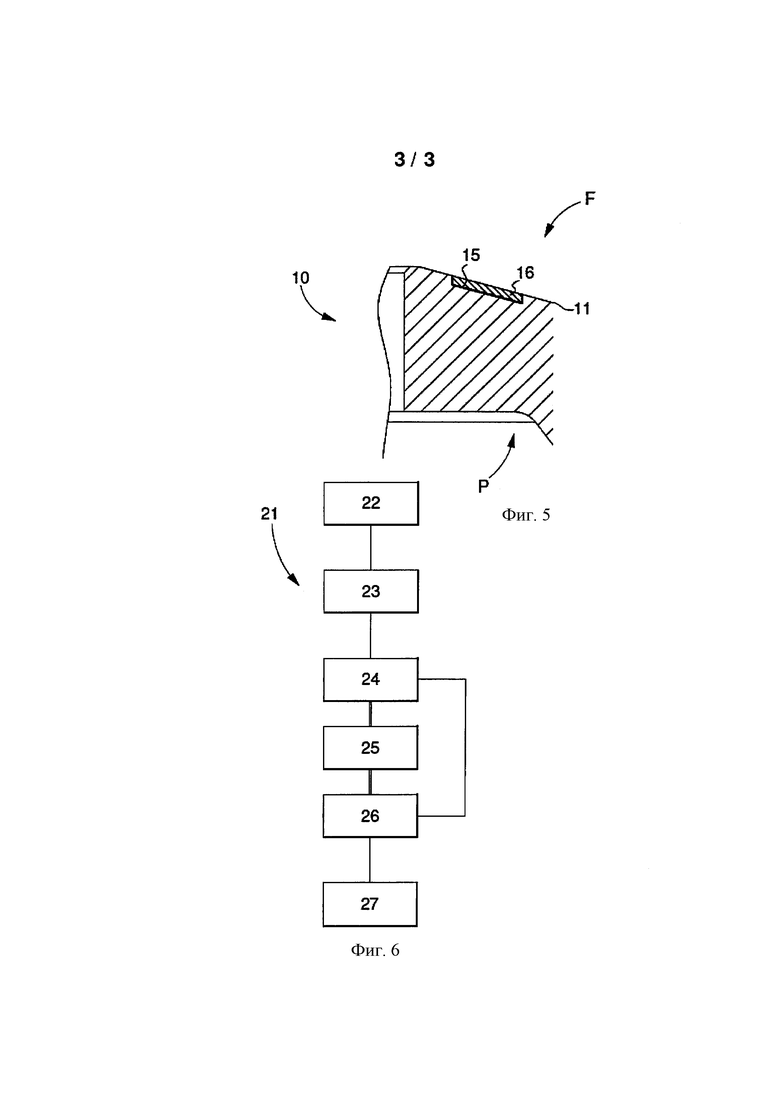
на фиг. 5 показан местный вид элемента, полученного по изобретению;
на фиг. 6 в виде блок-схемы показан способ по изобретению.
Подробное описание предпочтительных вариантов осуществления
На фиг. 1 в качестве примера показано часовое устройство, в целом, обозначенное позицией 1, включающее в себя по меньшей мере один инкрустированный элемент 10. Каждый из инкрустированных элементов 10 образует износостойкую деталь, которая включает в себя по меньшей мере одно декорирование 13 из композиционной керамики, такое как, например, керамика в органической матрице, с улучшенными визуальными свойствами, особенно в плане контрастности.
Инкрустированный элемент 10 по изобретению может быть частью внешней поверхности или целиком всей внешней поверхностью часового устройства 1. Соответственно он может быть частью или полностью одним из следующих элементов: корпусом 2, браслетом 3, безелем 4, циферблатом 5, стеклом 6, нажимной кнопкой 7 и/или заводной головкой 8. В приведенном ниже примере изобретение будет рассмотрено со ссылкой на кольцо 10, включающее в себя инкрустированные декорирования 13, образующие градуировку безеля 4. Также возможно формировать инкрустированные элементы 10 механизма часового устройства, такие как, например, мост, и/или платину, и/или ротор.
Как показано на фиг. 1 и 5 инкрустированный керамический элемент 10 включает в себя тело 11, включающее в себя по меньшей мере одну выемку 12, образующую рельефную полость для декорирования 13. На фиг. 1 показано, что предпочтительно по изобретению каждое декорирование может иметь любую форму, например, геометрическую фигуру или буквенно-цифровое обозначение. Согласно изобретению каждая выемка 12 полностью заполнена по меньшей мере одной композиционной керамикой 16. Подобная компоновка защищает каждое декорирование 13 в теле 11.
Как будет рассмотрено более подробно ниже, согласно изобретению композиционную керамику 16 получают из органической матрицы, содержащей керамические частицы, что позволяет получать широкий круг материалов, обладающих достаточной прочностью, которые можно полировать одновременно с телом 11.
Согласно изобретению для изготовления тела 11 можно использовать широкий круг материалов. Предпочтительно тело 11 изготавливают из керамики. Также можно использовать металлокерамику, материал, получаемый при соединении керамики с металлами. В целом, для формирования части или всего тела 11 можно использовать, например, карбиды, оксиды или нитриды таких материалов, как титан, кремний, алюминий или цирконий.
Для улучшения сцепления декорирования 13 с телом 11 глубина выемки 12 составляет от 80 μm до 500 μm и предпочтительно, по существу, равна 400 μm. Следует понимать, что предпочтительно выемка 12 закрыта со стороны оппозитной поверхности Р.
Кроме этого для сцепления композиционной керамики 16 поверхность дна каждой из указанных по меньшей мере одной выемки 12 видоизменена с целью увеличения ее контактной поверхности. Как будет рассмотрено ниже, увеличения поверхности, в частности, можно добиться за счет формирования полостей на указанном дне указанной по меньшей мере одой выемки или за счет локального увеличения его шероховатости.
Наконец, как показано на фиг. 5, необязательно можно использовать связующий слой 15 толщиной от 2 μm до 150 μm между дном указанной по меньшей мере одной выемки и композиционной керамикой 16 для усиления сцепления декорирования 13. Связующий слой 15, например, может быть сформирован по технологии печати таким образом, чтобы он непрерывно закрывал дно указанной по меньшей мере одной выемки. Подобная технология, например, может заключаться в тампонной печати, напылении или нанесении валиком или кистью.
Подобный слой 15, в частности, может включать в себя лак, и/или металл, и/или металлический сплав, и/или нитрид металла, и/или карбид металла, и/или силан, и/или титанат, и/или цирконат, и/или алюминат. В одном из неограничивающих примеров, в частности, было продемонстрировано, что слой из хрома, титана или нитрида хрома усиливает сцепление между керамическим телом 11 и композиционной керамикой 16.
Таким образом, согласно изобретению визуальная передача изображения каждого декорирования 13 достигается за счет цвета композиционной керамики 16. В конечном счете материал, используемый в качестве композиционной керамики 16, предпочтительно выбирается на основе его цвета и, в целом, на основе его эстетической привлекательности. Например, можно добиться высококонтрастной визуальной передачи изображения при использовании тела 11 темного цвета и декорирований 13 из одного (или более) из светлых цветов, сохраняя при этом «керамический» внешний вид.
При использовании необязательного связующего слоя 15 его цвет также можно выбирать или менять с целью изменения внешнего вида композиционной керамики 16. На самом деле толщина композиционной керамики 16, в зависимости от области применения, может делать ее, по существу, прозрачной. В итоге, в случае использования необязательного связующего слоя 15 его цвет будет виден через композиционную керамику 16. Поэтому, например, в композицию или необязательный связующий слой 15 можно добавлять цветовой пигмент или определенный материал с целью видоизменения, по существу, прозрачной композиционной керамики 16.
Следует понимать, что декорирование 13 может быть изготовлено из одного материала, для создания единого внешнего вида, или из разных материалов, для придания, например, разных цветов двум декорированиям, в частности первого цвета указателям и другого цвета - буквенно-цифровым обозначениям, как на фиг. 1.
Для единства цвета также допустимо изготавливать декорирования 13 из того же материала, который окружает тело 11. В этом случае, в варианте осуществления по фиг. 1, декорирования 13 безеля 4 могут быть выполнены из того же материала, что и корпус 2, браслет 3, остальная часть безеля 4, циферблат 5, нажимные кнопки 7 и/или заводная головка 8.
Далее способ 21 изготовления инкрустированного элемента 10 будет рассмотрен со ссылкой на фигуры 2-6 с использованием в качестве примера керамического тела 11.
На первом этапе 22, изображенном на фиг. 6, способ 21 включает в себя формирование тела 11, например, из циркония или алюминия. Как частично показано при переходе от фиг. 2 к фиг. 3, окончательное тело 11 на этапе 22 предпочтительно получают путем спекания, например, сырца 17, преформованного в результате процесса литья и/или прессования. При завершении этапа 22 тело 11 по фиг. 3 принимает окончательный размер. Разумеется, этап 22 может быть реализован при помощи других технологий, помимо спекания.
Как показано на фиг. 6, способ 21 включает в себя второй этап 23, предназначенный для вытравливания по меньшей мере одной глухой выемки 12 на одной из поверхностей F керамического тела 11, при этом, как видно из фиг. 4, выемки 12 образуют рельефную полость для будущих декорирований 13. Предпочтительно глубина каждой выемки 12 составляет от 80 μm до 500 μm. Этап 23 предпочтительно реализуют при помощи разрушающего облучения с использованием лазера для достижения требуемой точности травления.
Как показано на фиг. 6, способ 21 переходит к третьему этапу 24 изменения состояния поверхности дна указанной по меньшей мере одной выемки 12 таким образом, чтобы увеличить ее контактную поверхность. Предпочтительно на этапе 24 происходит формирование полостей на дне указанной по меньшей мере одной выемки или просто локальное увеличение ее шероховатости.
Для того чтобы обеспечить увеличение контактной поверхности, глубина полостей или шероховатостей предпочтительно должна составлять не более одной пятой от глубины выемок 12. Этап 24 предпочтительно осуществляют при помощи разрушающего облучения с использованием лазера, пескоструйной обработки или химического травления.
Например, были проведены испытания с использованием выемки 12 глубиной 400 μm. Путем разрушающего облучения были созданы полости, образующие первую серию, по существу параллельных прямоугольных канавок, пересекающихся со второй серией, по существу, параллельных, прямоугольных канавок. Глубина канавок колебалась от 10 до 50 μm и каждый раз обеспечивала достаточное сцепление декорирования 13 с телом 11. В итоге полости могут образовывать канавки, проходящие по указанному дну указанной по меньшей мере одной выемки, при этом все или часть канавок могут быть секущими.
Разумеется, также допустимо проделывать лишь отверстие в заготовке с последующей операцией финишной обработки лазером для достижения такой же прецизиозности, как при травлении. Цель заключается в том, чтобы увеличить сцепляемость за счет увеличения поверхности, не оказывая при этом негативного влияния на смачиваемость материалов, заполняющих полости и каждую из выемок.
По первому варианту осуществления, показанному двойными линиями на фиг.6, после этапа 24 следует этап 25 способа 21, заключающийся в формировании связующего слоя 15 на дне указанной по меньшей мере одной выемки с целью обеспечения улучшенного сцепления будущей композиционной керамики 16, формируемой на этапе 26. Подобный первый вариант осуществления относится к ситуации, при которой материал декорирования 13 состоит из композиционной керамики 16 и, необязательно, связующего слоя 15 по фиг. 5.
Этап 25 может быть реализован за счет нанесения связующего состава в виде жидкости или пасты с последующей вулканизацией путем нагрева и/или высушивания. Подобный связующий слой 15, например, может состоять из силана или винилового органосилоксана, в чистом виде или частично гидролизованных, а также одного из их реагентов, из силана или органосилоксана, функциональность которых обеспечивается за счет эпоксидных свойств, в чистом виде или частично гидролизованных, а также одного из их реагентов, из амино функционального силана или органосилоксана, в чистом виде или частично гидролизованных, а также одного из их реагентов, из силана или органосилоксана, функциональность которых обеспечивается за счет ангидридного радикала, в чистом виде или частично гидролизованных, а также одного из их реагентов, и/или алкоголята металла или хелата металла, такого как титан, цирконий, алюминий, такого как, например, трибутиловый титанат. Следовательно, допустимо также использовать лак, металл, металлический сплав, нитрид металла, карбид металла, силан, органосилоксан, алканетиол, алканбисульфид, цирконат, титанат и/или алюминат.
По первому варианту осуществления после этапа 25 способ 21 переходит к этапу 26.
По второму варианту осуществления, показанному одиночной линией на фиг. 6, сразу после этапа 24 следует этап 26. Подобный второй вариант осуществления относится к ситуации, когда материал декорирования 13 состоит из одной лишь композиционной керамики 16.
Этап 26 заключается в заполнении указанной по меньшей мере одной выемки 12 указанной композиционной керамикой 16 с целью формирования указанного декорирования. Предпочтительно этап 26 включает в себя фазы i) и ii).
На первой фазе i) способ 21 заключается в заполнении указанной по меньшей мере одной выемки 12 органической матрицей, содержащей керамические частицы. Способ 21 переходит ко второй фазе ii), заключающейся в нагреве указанной матрицы в регулируемой атмосфере для того, чтобы уплотнить ее и создать в ней поперечные связи. Следовательно, понятно, что получают композиционную керамику 16, твердость которой позволяет осуществлять ее полировку одновременно с телом 11.
Предпочтительно органическую матрицу, используемую на этапе 26, изготавливают, например, из модифицированной или немодифицированной эпоксидной смолы, из модифицированного или немодифицированного акрила, из полимера или из силикона. Поэтому, в зависимости от свойств матрицы, создание перекрестных связей может инициироваться, и/или осуществляться, и/или усиливаться за счет использования электромагнитного излучения, такого как, например, ультрафиолетовое (УФ) излучение. Например, можно использовать имеющиеся в продаже продукты Е28311, Е2840, выпускаемые полимерным подразделением фирмы Swatch Group Research and Development Ltd. В итоге, в случае использования подобных материалов, фаза ii) может быть реализована при температуре от 20 до 300°C и давлении от 1 до 6 бар.
Кроме этого предпочтительно по изобретению керамические частицы, используемые для формирования части или всего декорирования 13, могут быть образованы из карбида, оксида или нитрида таких материалов, как титан, кремний, алюминий или цирконий. Поэтому следует понимать, что подобные частицы могут быть или не быть образованы из того же семейства материалов, что и тело 11. Кроме этого помимо керамических частиц можно добавлять алмазные частицы.
Как отмечалось выше, в зависимости от требуемого цвета или, в целом, требуемого визуального изображения, композиционная керамика 16, формируемая на этапе 26, предпочтительно включает в себя один или несколько цветов, контрастирующих с цветом тела 11.
Наконец, на заключительном этапе 27 способ 21 завершается выравниванием каждой из композиционных керамик 16 таким образом, чтобы они оставались лишь в полостях каждой из выемок 12. Поэтому осуществляется финишная обработка инкрустированного элемента 10, после чего остается лишь установить его на место. Данный этап 27 может быть реализован за счет обычной обработки поверхности, такой как шлифование или доводка для удаления излишков материала, с последующей полировкой.
Разумеется, изобретение не ограничено приведенным примером и допускает различные вариации и модификации, которые будет очевидны специалистам в данной отрасли техники. В частности, использование инкрустированного элемента 10 по изобретению ни в коей мере не ограничено часовым устройством 1. Инкрустированный элемент 10, например, может использоваться в ювелирных изделиях или даже столовой посуде.
Кроме этого вместо лазерного травления на этапе 23 и/или лазерного травления, пескоструйной обработки или химического травления на этапе 24 допустимо использовать другой вид травления, обеспечивающий требуемую прецизионность и допустимый процент брака.
Кроме этого также возможно создавать декорирования, включающие в себя несколько инкрустированных и/или расположенных рядом композиционных керамик. Подобный вариант осуществления позволяет получать, например, разноцветные компоненты. Так, первая композиционная керамика, имеющая первый цвет, может непосредственно вытравливаться, например, лазером для формирования второй композиционной керамики, имеющей второй цвет. Таким образом, при использовании фосфоресцирующего материала, такого как superluminova®, непосредственно внутри самого декорирования можно получать два контрастирующих цвета или один цвет.
Наконец, также следует отметить, что тело 11 не ограничено керамическим элементом и, в целом, может быть любым элементом, изготовленным из твердого материала, допускающим механическую обработку.
Изобретение относится к способу изготовления инкрустированного керамического или металлокерамического элемента и может быть использовано при изготовлении часового изделия или ювелирного украшения. Способ включает следующие этапы: a) формирование керамического или металлокерамического тела при помощи спекания; b) вытравливание на одной поверхности керамического тела по меньшей мере одной выемки, образующей рельефную полость для декорирования; c) изменение состояния поверхности дна по меньшей мере одной выемки с целью увеличения ее контактной поверхности; d) заполнение по меньшей мере одной выемки композиционной керамикой таким образом, чтобы сформировать указанное декорирование, и e) выравнивание композиционной керамики таким образом, чтобы композиционная керамика оставалась лишь в углублении по меньшей мере одной выемки. На этапе d) выемку заполняют органической матрицей, содержащей керамические частицы карбида, оксида или нитрида титана, кремния, алюминия или циркония, с последующим поперечным связыванием и уплотнением матрицы. Матрицу формируют из эпоксидной смолы, полиамида, полиуретана или силикона. Технический результат изобретения – улучшение визуальных качеств керамического элемента при достижении высокой износостойкости. 5 н. и 20 з.п. ф-лы, 6 ил.
1. Способ (21) изготовления инкрустированного керамического элемента (10) для часового изделия (1), включающий в себя следующие этапы:
a) формирование керамического тела (11);
b) вытравливание на одной поверхности (F) керамического тела (11) по меньшей мере одной выемки (12), каждая из по меньшей мере одной выемки образует рельефную полость для декорирования (13);
c) изменение состояния поверхности дна по меньшей мере одной выемки с целью увеличения ее контактной поверхности;
d) заполнение по меньшей мере одной выемки композиционной керамикой (16) таким образом, чтобы сформировать декорирование (13);
e) выравнивание композиционной керамики (16) таким образом, чтобы композиционная керамика оставалась лишь в углублении по меньшей мере одной выемки,
отличающийся тем, что этап d) включает в себя следующие фазы:
i) заполнение по меньшей мере одной выемки (12) органической матрицей, содержащей керамические частицы;
ii) поперечное связывание и уплотнение матрицы в регулируемой атмосфере таким образом, чтобы сформировать композиционную керамику.
2. Способ (21) по п. 1, характеризующийся тем, что этап а) осуществляют при помощи спекания.
3. Способ (21) по п. 1, характеризующийся тем, что керамическое тело (11) включает в себя карбид, оксид или нитрид таких материалов, как титан, кремний, алюминий или цирконий.
4. Способ (21) изготовления инкрустированного металлокерамического элемента (10) для часового изделия (1) или ювелирного украшения, включающий в себя следующие этапы:
a) формирование металлокерамического тела (11);
b) вытравливание на одной поверхности (F) металлокерамического тела (11) по меньшей мере одной выемки (12), каждая из по меньшей мере одной выемки образует рельефную полость для декорирования (13);
c) изменение состояния поверхности дна по меньшей мере одной выемки с целью увеличения ее контактной поверхности;
d) заполнение по меньшей мере одной выемки композиционной керамикой (16) таким образом, чтобы сформировать декорирование (13);
е) выравнивание композиционной керамики (16) таким образом, чтобы композиционная керамика оставалась лишь в углублении по меньшей мере одной выемки,
отличающийся тем, что этап d) включает в себя следующие фазы:
i) заполнение по меньшей мере одной выемки (12) органической матрицей, содержащей керамические частицы;
ii) поперечное связывание и уплотнение матрицы в регулируемой атмосфере таким образом, чтобы сформировать композиционную керамику.
5. Способ (21) по п. 4, характеризующийся тем, металлокерамическое тело (11) включает в себя карбид, оксид или нитрид титана, кремния, алюминия или циркония соответственно.
6. Способ (21) по п. 1 или 4, характеризующийся тем, что этап b) осуществляют при помощи лазера.
7. Способ (21) по п. 1 или 4, характеризующийся тем, что в целях увеличения силы сцепления глубина каждой из по меньшей мере одной выемки (12) составляет от 80 μm до 500 μm.
8. Способ (21) по п. 1 или 4, характеризующийся тем, что этап с) осуществляют при помощи лазера.
9. Способ (21) по п. 1 или 4, характеризующийся тем, что на этапе с) происходит формирование полостей на дне по меньшей мере одной выемки.
10. Способ (21) по п. 9, характеризующийся тем, что полости образуют канавки, проходящие по дну по меньшей мере одной выемки.
11. Способ (21) по п. 10, характеризующийся тем, что канавки, проходящие по дну по меньшей мере одной выемки, являются секущими.
12. Способ по п. 9, характеризующийся тем, что глубина полостей составляет менее одной пятой от глубины по меньшей мере одной выемки (12).
13. Способ (21) по п. 1 или 4, характеризующийся тем, что этап с) осуществляют при помощи пескоструйной обработки.
14. Способ (21) по п. 1 или 4, характеризующийся тем, что органическую матрицу формируют из модифицированной или немодифицированной эпоксидной смолы, и/или модифицированного или немодифицированного акрила, и/или полиуретана, и/или силикона.
15. Способ (21) по п. 1 или 4, характеризующийся тем, что керамические частицы образованы из карбида, оксида или нитрида титана, кремния, алюминия или циркония соответственно.
16. Способ (21) по п. 1 или 4, характеризующийся тем, что фазу ii) выполняют при температуре от 20 до 300°C.
17. Способ (21) по п. 1 или 4, характеризующийся тем, что фазу ii) выполняют при давлении от 1 до 6 бар.
18. Способ (21) по п. 1 или 4, характеризующийся тем, что перед этапом d) способ включает следующий этап:
f) формирование связующего слоя на дне по меньшей мере одной выемки с целью улучшения сцепления композиционной керамики.
19. Способ (21) по п. 18, характеризующийся тем, что связующий слой изготовлен из лака.
20. Способ (21) по п. 18, характеризующийся тем, что связующий слой изготовлен из металла или из металлического сплава.
21. Способ (21) по п. 18, характеризующийся тем, что связующий слой изготовлен из нитрида металла, карбида металла, силана, органосилоксана, алкантиола, алкандисульфида, цирконата, титаната и/или алюмината.
22. Способ (21) по п. 1 или 4, характеризующийся тем, что между этапом d) и этапом е) способ включает следующие этапы:
b') вытравливание по меньшей мере второй выемки на одной из поверхностей композиционной керамики;
с') изменение состояния поверхности дна по меньшей мере одной второй выемки с целью увеличения ее контактной поверхности;
d') заполнение по меньшей мере одной второй выемки второй композиционной керамикой, образованной из органической матрицы, содержащей керамические частицы, таким образом, чтобы сформировать декорирование из двух композитных керамик.
23. Часовое устройство (1), характеризующееся тем, что часовое устройство включает в себя по меньшей мере один керамический или металлокерамический элемент (10), инкрустированный по меньшей мере одним декорированием (13), включающим в себя по меньшей мере одну композиционную керамику (16), полученную с использованием способа по п. 1 или 4, керамическое или металлокерамическое тело (11) элемента образует часть (2, 3, 4, 5, 6, 7, 8) внешних деталей часового устройства.
24. Часовое устройство (1), характеризующееся тем, что часовое устройство включает в себя по меньшей мере один керамический или металлокерамический элемент (10), инкрустированный по меньшей мере одним декорированием (13), включающим в себя по меньшей мере одну композиционную керамику (16), полученную с использованием способа по п. 1 или 4, керамическое или металлокерамическое тело (11) элемента образует участок механизма часового устройства.
25. Ювелирное украшение, характеризующееся тем, что ювелирное украшение включает в себя по меньшей мере один керамический или металлокерамический элемент (10), инкрустированный по меньшей мере одним декорированием (13), включающим в себя по меньшей мере одну композиционную керамику (16), полученную с использованием способа по п. 1 или 4, керамическое или металлокерамическое тело (11) элемента является частью ювелирного украшения.
| Способ приготовления лака | 1924 |
|
SU2011A1 |
| Способ и приспособление для нагревания хлебопекарных камер | 1923 |
|
SU2003A1 |
| Способ обработки целлюлозных материалов, с целью тонкого измельчения или переведения в коллоидальный раствор | 1923 |
|
SU2005A1 |
| RU 94033709 A1, 10.07.1996 | |||
| Преобразователь частоты следования импульсов | 1982 |
|
SU1092697A1 |

