Изобретение относится к устройствам для охлаждения зоны резания при обработке металлов резанием, а именно к устройствам для подачи смазочно-охлаждающей жидкости (СОЖ) при плоском шлифовании периферией круга.
Наиболее близким по технической сущности к предлагаемому изобретению является устройство для подачи СОЖ при плоском шлифовании периферией круга (Патент RU 2549806 С2, 27.04.2015 г.), содержащее кожух с передней крышкой и с закрепленными на нем боковыми и фронтальными соплами, направленными под прямым или острым углом к обрабатываемой поверхности, снабженное системой распределительных трубок и установленными на них кранами для регулирования давления и изменения скорости истечения СОЖ из сопел с возможностью образования замкнутого контура из подаваемой СОЖ по периметру зоны резания и создания проточной ванны из СОЖ.
Недостатками данного устройства является:
- высокий расход СОЖ (от 30 л/мин) вследствие протяженного периметра боковых и фронтальных сопел;
- вероятность отсутствия ванны из СОЖ в зоне обработки при шлифовании деталей с несплошной шлифуемой плоскостью;
- отсутствие регулирования положения сопел устройства при износе или правке шлифовального круга.
Задача изобретения является повышение производительности обработки и устранение недостатков устройства-прототипа.
Указанная задача достигается тем, что устройство для подачи смазочно-охлаждающей жидкости (СОЖ) в зону резания при плоском шлифовании периферией круга, содержащее защитный кожух, боковые и фронтальные сопла, направленные под прямым или острым углом к обрабатываемой поверхности, при этом устройство снабжено системой распределительных трубок и установленными на них кранами для регулирования давления и изменения скорости истечения СОЖ из упомянутых сопел с возможностью образования замкнутого контура из подаваемой СОЖ по периметру зоны резания и создания проточной ванны из СОЖ, отличающееся тем, что к защитному кожуху крепится моноблок с возможностью вертикального его регулирования, в нижней части моноблока расположены шесть нерегулируемых сопел для подачи СОЖ, моноблок разделен на два резервуара, один питает два боковых и два фронтальных сопла, а второй резервуар питает сопло расположено за зоной резания и сопло, расположенное перед зоной резания, при этом ширина этих сопел не превышает высоты круга.
Все сопла устройства объединены в моноблок, что кратно сокращает ширину боковых и фронтальных сопел, моноблок снабжен механизмом крепления к защитному кожуху станка и вертикальной относительной регулировки для компенсации износа шлифовального круга, а внутри моноблок разделен на два независимых резервуара, один из которых питает боковые и фронтальные сопла, а второй резервуар питает два сопла для формирования динамической пространственной ванны из СОЖ в зоне резания, что обеспечивает равномерное давление в соплах и сплошность формируемых ими потоков.
В конструкцию устройства введены два сопла, ширина которых не превышает высоты круга, для мгновенного формирования в зоне резания динамической пространственной ванны из СОЖ при контакте шлифовального круга с обрабатываемой заготовкой:
- первое сопло расположено за зоной резания, избыточно подает СОЖ в клиновой зазор между поверхностью круга и сопредельной наклонной поверхностью устройства, за счет чего образуется гидравлический клин, отсекающий воздушные потоки от поверхности круга, а СОЖ при этом захватывается кругом в узкой части клинового зазора, гарантированно и избыточно транспортируется непосредственно в зону резания;
- второе сопло, расположенное перед зоной резания, направленной струей подает СОЖ непосредственно к точке контакта шлифовального круга с обрабатываемой заготовкой с его фронтальной стороны.
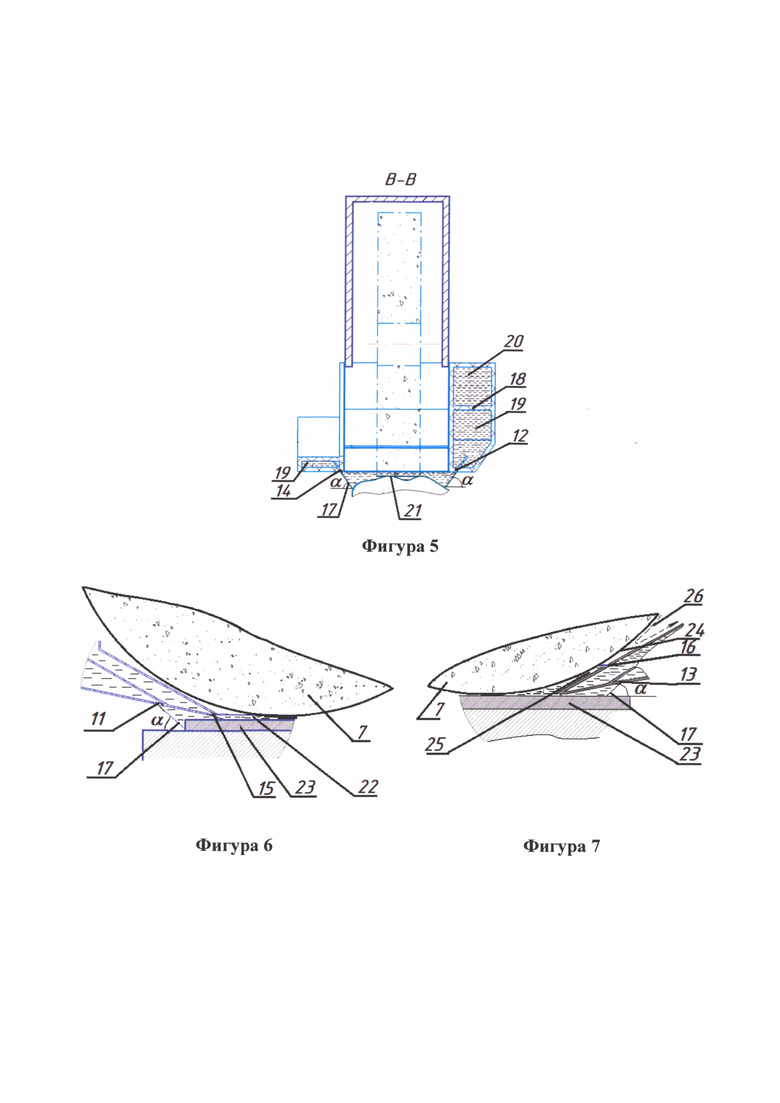
Сущность изобретения поясняют схемы и чертежи, на которых представлено устройство подачи СОЖ при плоском шлифовании периферией круга: на фиг. 1 общий вид устройства, на фиг. 2 и фиг. 3 общий вид моноблока, установленного на плоскошлифовальном станке; на фиг. 4-7 конструктивные особенности устройства.
Устройство подачи СОЖ при плоском шлифовании периферией круга (фиг. 1) представляет собой полый моноблок 1 с патрубками для подвода СОЖ 2, 3 и конструктивными элементами 4 для крепления на станке. Моноблок 1 (фиг. 2) устанавливают на защитном кожухе станка 5 посредством двух механизмов 6, обеспечивающих точную регулировку вертикального положения моноблока 1 при износе или после правки шлифовального круга 7. К моноблоку 1 через патрубки 2, 3 и вентили 8, 9 присоединяют трубопроводы 10, чем обеспечивают регулируемую подачу СОЖ в устройство от гидросистемы станка (не показана).
В нижней части моноблока 1 расположено шесть нерегулируемых сопел для подачи СОЖ 11-16 (фиг. 3). Сопла 11-14 расположены так, что обеспечивают формирование сплошной заградительной шторы из СОЖ 17 (фиг. 1, 3) по прямоугольному периметру вокруг зоны резания. Штора улавливает все отходы шлифования и возникающие пары СОЖ. Сопла 11, 13 (фиг. 2, 3) формируют заградительную штору соответственно с фронтальных сторон от зоны резания, а сопла 12 и 14 формируют заградительную штору соответственно с боковых (с левой и с правой) сторон от зоны резания относительно направления вращения шлифовального круга 7.
Моноблок 1 внутри разделен глухими перегородками 18 (фиг. 4, 5) на два резервуара 19 и 20, давление СОЖ в которых регулируется соответственно вентилями 8 и 9 (см. фиг. 2). Сопла 11-14 питаются от резервуара 19, а сопла 15-16 питаются от резервуара 20, что обеспечивает создание в этих группах сопел разных рабочих давлений.
Сопла 11-14 (фиг. 5-7) могут быть направлены под прямым или острым углом α к обрабатываемой поверхности, чем обеспечивают формирование ванны из СОЖ 21 высотой до 10 мм при обработке заготовок со сплошной шлифуемой плоскостью, внутри прямоугольного периметра заградительной шторы из СОЖ 17.
Сопло 15 (фиг. 3) имеет ширину не более высоты шлифовального круга 7 и расположено симметрично перед ним, внутри заградительной шторы из СОЖ 17, сформированной соплами 11-14. Сопло 15 (фиг. 6) обеспечивает подачу СОЖ направленной струей 22 с фронтальной стороны непосредственно к зоне контакта шлифовального круга 7 с обрабатываемой заготовкой 23.
Сопло 16 (фиг. 7) имеет ширину не более высоты шлифовального круга 7 и расположено симметрично относительно него на внутренней наклонной поверхности 24 устройства. Через сопло 16 СОЖ избыточно подается в клиновой зазор 25 между периферийной рабочей поверхностью шлифовального круга 7 и сопредельной внутренней наклонной поверхностью 24 устройства, за счет чего в клиновом зазоре 25 возникает гидравлический клин, отсекающий воздушные потоки 26 от периферийной рабочей поверхности шлифовального круга 7. СОЖ при этом захватывается шлифовальным кругом 7 в узкой части клинового зазора 25, гарантированно и обильно транспортируется им непосредственно в зону резания.
Обильной подачей СОЖ через сопло 15 с фронтальной стороны шлифовального круга 7 и посредством сопла 16 через клиновой зазор 25 с противоположной стороны шлифовального круга 7, обеспечивается мгновенное формирование динамической пространственной ванны из СОЖ в зоне резания при контакте шлифовального круга 7 с обрабатываемой заготовкой 23 вне зависимости от сплошности шлифуемой плоскости заготовки.
При работе предлагаемого устройства подачи СОЖ при плоском шлифовании периферией круга реализуются следующие способы ее подачи: поливом в зону резания, поливом вне зоны резания, гидроаэродинамический, в среде СОЖ, заградительный, что обуславливает синергетический эффект при ее применении. Так в результате применения устройства подачи СОЖ при плоском шлифовании на станке 3Е711ВФ1 кругом (1-250×40×76 14А F36 Р 35 м/с 2) установлено:
- мгновенное формирование динамической пространственной ванны из СОЖ при контакте шлифовального круга с обрабатываемой заготовкой со сплошной или не сплошной обрабатываемой поверхностью, что гарантирует отсутствие прижогов при увеличении режимов обработки до 30%;
- снижение до 3 раз расхода СОЖ за счет кратного конструктивного уменьшения суммарной площади сечения всех сопел по сравнению с прототипом и точного вертикального позиционирования устройства на станке.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ПОДАЧИ СМАЗОЧНО-ОХЛАЖДАЮЩЕЙ ЖИДКОСТИ (СОЖ) ПРИ ПЛОСКОМ ШЛИФОВАНИИ ПЕРИФЕРИЕЙ КРУГА | 2013 |
|
RU2549806C2 |
| УСТРОЙСТВО ДЛЯ ПОДАЧИ СМАЗОЧНО-ОХЛАЖДАЮЩЕЙ ЖИДКОСТИ ПРИ ПЛОСКОМ ПЕРИФЕРИЙНОМ ШЛИФОВАНИИ | 2014 |
|
RU2579325C1 |
| СПОСОБ ШЛИФОВАНИЯ ПЕРИФЕРИЕЙ КРУГА | 2011 |
|
RU2468905C2 |
| СПОСОБ ПОДАЧИ СМАЗОЧНО-ОХЛАЖДАЮЩЕЙ ЖИДКОСТИ | 1998 |
|
RU2152297C1 |
| СПОСОБ КОНТРОЛЯ СТЕПЕНИ ЗАСАЛЕННОСТИ ПЕРИФЕРИЙНОЙ ПОВЕРХНОСТИ ШЛИФОВАЛЬНОГО КРУГА | 1999 |
|
RU2149093C1 |
| СПОСОБ ПОДАЧИ СМАЗОЧНО-ОХЛАЖДАЮЩЕЙ ЖИДКОСТИ | 1998 |
|
RU2151044C1 |
| СПОСОБ ГИДРОАЭРОДИНАМИЧЕСКОГО КОНТРОЛЯ СТЕПЕНИ ЗАСАЛЕННОСТИ ПЕРИФЕРИЙНОЙ ПОВЕРХНОСТИ ШЛИФОВАЛЬНОГО КРУГА | 1999 |
|
RU2151685C1 |
| УСТРОЙСТВО ДЛЯ КОМБИНИРОВАННОЙ ОБРАБОТКИ ШЛИФОВАНИЕМ И УПРОЧНЕНИЕМ ВОДОЛЕДЯНЫМ ИНСТРУМЕНТОМ | 2008 |
|
RU2416506C2 |
| УСТРОЙСТВО ДЛЯ ПОДАЧИ СМАЗОЧНО-ОХЛАЖДАЮЩЕЙ ЖИДКОСТИ ПРИ ВНУТРЕННЕМ ШЛИФОВАНИИ | 2008 |
|
RU2383430C1 |
| Устройство для подачи смазочно-охлаждающей жидкости (сож) при шлифовании | 1984 |
|
SU1201115A1 |


Изобретение относится к области абразивной обработки и может быть использовано для подачи смазочно-охлаждающей жидкости (СОЖ) при плоском шлифовании периферией круга. Устройство содержит защитный кожух, боковые и фронтальные сопла, направленные под прямым или острым углом к обрабатываемой поверхности с возможностью образования замкнутого контура из подаваемой СОЖ по периметру зоны резания и создания проточной ванны из СОЖ. На защитном кожухе установлен с возможностью регулирования вертикального положения моноблок, в нижней части которого расположены шесть нерегулируемых сопел для подачи СОЖ. Моноблок разделен на два резервуара, один из которых питает два боковых и два фронтальных сопла, а второй резервуар питает сопло, расположенное за зоной резания, и сопло, расположенное перед зоной резания, причем ширина этих сопел не превышает высоты шлифовального круга. В результате повышается производительность обработки и снижается расход СОЖ. 7 ил.
Устройство для подачи смазочно-охлаждающей жидкости (СОЖ) в зону резания при плоском шлифовании периферией круга, содержащее защитный кожух, боковые и фронтальные сопла для подачи СОЖ, направленные под прямым или острым углом к обрабатываемой поверхности, систему распределительных трубопроводов с установленными на них вентилями для регулирования давления и изменения скорости истечения СОЖ из упомянутых сопел с возможностью образования замкнутого контура из подаваемой СОЖ по периметру зоны резания и создания проточной ванны из СОЖ, отличающееся тем, что оно содержит установленный на защитном кожухе с возможностью регулирования вертикального положения моноблок, в нижней части которого расположены шесть нерегулируемых сопел для подачи СОЖ, при этом моноблок разделен на два резервуара, один из которых питает два боковых и два фронтальных сопла, а второй резервуар питает сопло, расположенное за зоной резания, и сопло, расположенное перед зоной резания, причем ширина этих сопел не превышает высоты шлифовального круга.
| УСТРОЙСТВО ДЛЯ ПОДАЧИ СМАЗОЧНО-ОХЛАЖДАЮЩЕЙ ЖИДКОСТИ (СОЖ) ПРИ ПЛОСКОМ ШЛИФОВАНИИ ПЕРИФЕРИЕЙ КРУГА | 2013 |
|
RU2549806C2 |
| СПОСОБ ЗАЩИТЫ ЗОНЫ РЕЗАНИЯ ОТ РАСПРОСТРАНЕНИЯ ЗА ЕЕ ПРЕДЕЛЫ ПАРОВ И БРЫЗГ СМАЗОЧНО-ОХЛАЖДАЮЩЕЙ ЖИДКОСТИ (СОЖ) И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2158669C2 |
| Металлообрабатывающий инструмент | 1979 |
|
SU776908A1 |
| JP 2012166317 A, 06.09.2012. | |||

