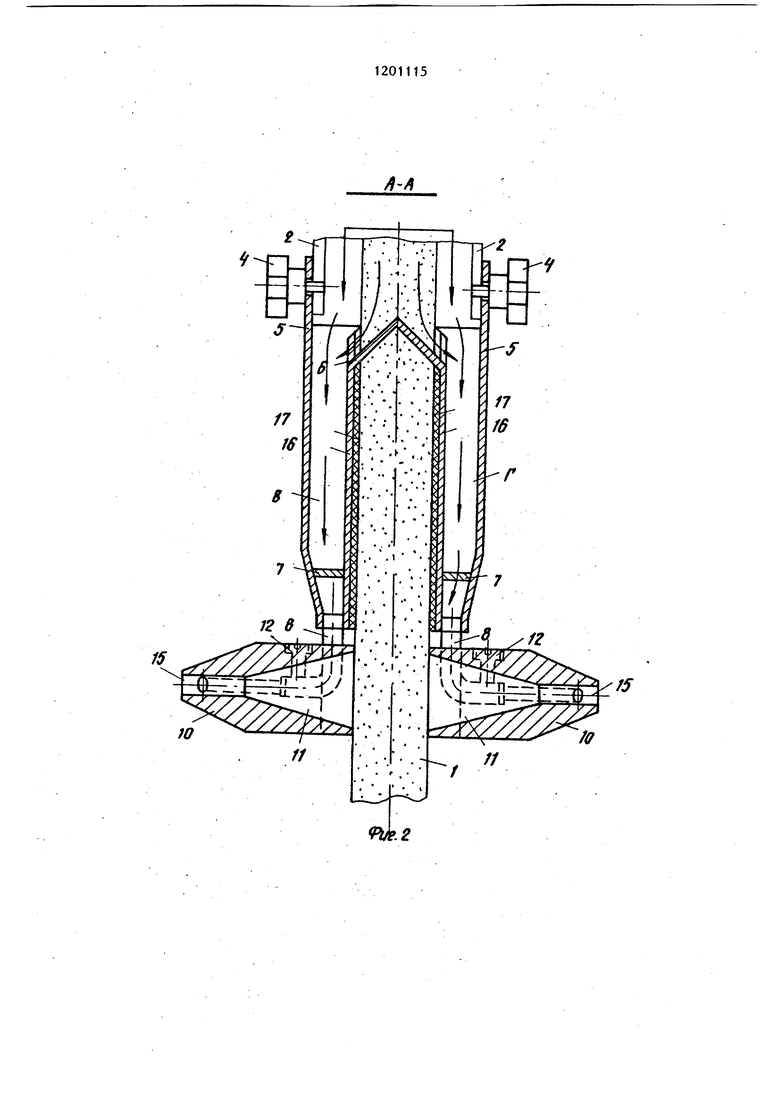
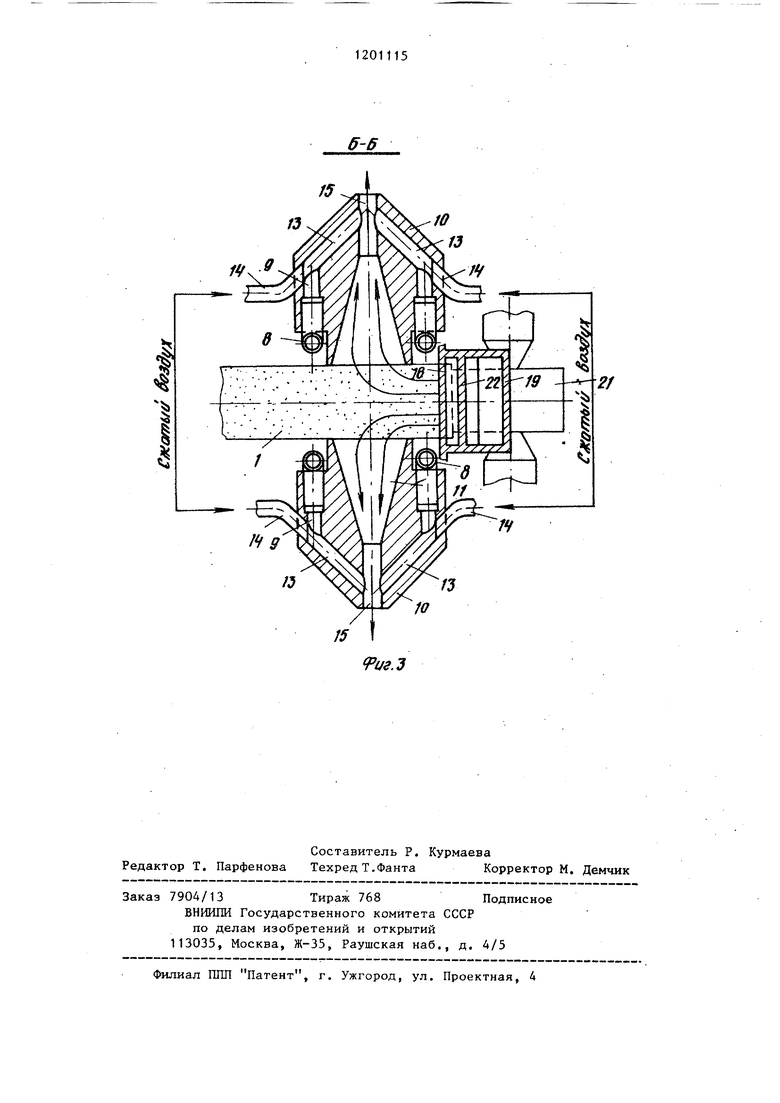
Изобретение относится к обработ ке материалов резанием и может быт использовано при шлифовант детале с применением смазочно-охлаждающей жидкости (СОЖ). Целью изобретения является повы шение эффективности охлаждения за счет увеличения степени разряжения на торцах круга. На фиг. 1 изображено предлагаемое устройство, общий вид на фиг. 2 - разрез А-А на фиг, 1, на фиг. 3 - разрез Б-Б на фиг. 1. Шлифовальный круг 1 защищен кожухом 2, на котором закреплен с помощью осей 3 и винтов 4 корпус 5 устройства воронкообразной формы Корпус 5 снабжен клиновьми рассекателями 6 и 7 воздушного потока двумя парами трубок 8, изог нутых под прямыми углами и распо-, ложенных симметрично торцам круга 1, В передней части клинового рассекателя 6 вьшшифована выемка по форме периферии круга 1. На трубки вставлены отверстиями 9 две эжекторные насадки 10 до касания их центральных полостей 11 торцовых поверхностей круга 1 и закреплены винтами 12. Б эжекторных насадках 10 выполнены наклонные каналы 13, которые соединены через трубопроводы 14 с источником сжатого воздуха и каналом 15, сообщающимся с центральной полостью 11. На боковых поверхностях 16 корпуса 5 установлен прокладки 17, прилегающие к торцовым поверхностям круга 1. На стенке 18 корпуса 5 закреплено сопло 19 для подачи СОЖ через штуцер 20 на круг 1 и заготовку 21. Ширина выходной щели сопла на 3-5 мм боль ше высоты круга 1. Внутри сопла 19 выполнена перегородка 22 для ра деления потока СОЖ, Устройство работает следующим образом. При вращении шлифовального круг 1 между ним и кожухом 2 образуется воздушный поток, движущийся по направлению вращения круга 1. Воздушные потоки с торцов круга подаю ся в полости В и Г воронкообразного корпуса 5 устройства. Воздушный поток с периферии круга 1 отбрасывается в полости 6 и Г корпу 5 клиновым рассекателем 6. Попадан воздуха с торцов круга 1 в зону 52 резания препятствуют прокладки 17, закрепленные на боковых поверхностях 16 корпуса 5. Далее воздух направляется клиновыми рассекателями 7 на две пары трубок 8 и подается в отверстия 9 и каналы 13 эжекторных насадок 10. Кинетическая скорость потоков воздуха, выходящих из наклонных каналов 13 эжекторньгх насадок 10, создает разряжение воздуха в центральных каналах 15 и центральных полостях 11, выполненных расширяющимися к торцам круга. Улучшению прокачки воздуха из полостей 8 и Г корпуса 5, а также созданию пониженного давления воздуха в центральных полостях 11 способствует подача сжатого воздутса по трубопроводам 14 в наклонные каналы 13 эжекторных насадок 10. СОЖ подается через штуцер 20 в сопло 19, закрепленное на стенке 18корпуса 5. Перегородка 22 сопла 19разделяет жидкость на два потока. Один поток СОЖ по полости Д направЛяется на периферию круга, отсекая воздух, частично проникший через зазоры в корпусе 5, от зоны резания. Другой поток СОЖ направляется по полости с в зону резания,смазьшая и охлаждая круг 1 и заготовку 21. За счет пониженного давления воздуха в полостях 11 и пороговых каналах круга 1, сообщающихся с ними, происходит проникновение СОЖ по пороговым каналам вглубь круга и транспортирование ее кругом в зону резания. По мере износа 1 зазор между ним и рассекателем 6 увеличивается, поэтому устройство перемещается к кругу по продольным пазам в верхней части корпуса 5 и закрепляется винтами 4. Предлагаемое устройство для подачи СОЖ использует энергию воздушньш потоков, окружающих вращающийся круг, для получения разряжения на торцах круга. СОЖ засасывается частично в пороговые каналы круга и на- правляется им непосредственно в зону резания, что улучшает смазочное и охлаждакнцее действие СОЖ на круг и деталь. В результате повьшгаются стойкость круга между правками, съем металла в единицу времени и производительность обработки. Эффективность работы устройства повышается с увеличением окружной скорости шлифовального круга.
15
ГЭ
Vus.J
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ШЛИФОВАНИЯ | 2013 |
|
RU2553760C2 |
| Устройство для отрыва воздушного потока и подачи смазочно-охлаждающей жидкости | 1980 |
|
SU891398A1 |
| УСТРОЙСТВО ДЛЯ ШЛИФОВАНИЯ | 2008 |
|
RU2372180C1 |
| УСТРОЙСТВО ДЛЯ НАПОРНОЙ ПОДАЧИ СМАЗОЧНО-ОХЛАЖДАЮЩЕЙ ТЕХНОЛОГИЧЕСКОЙ СМЕСИ | 2001 |
|
RU2196041C1 |
| СПОСОБ НАПОРНОЙ ПОДАЧИ СМАЗОЧНО-ОХЛАЖДАЮЩЕЙ ТЕХНОЛОГИЧЕСКОЙ СМЕСИ | 2001 |
|
RU2196040C1 |
| УСТРОЙСТВО ДЛЯ ПОДАЧИ СМАЗОЧНО-ОХЛАЖДАЮЩЕЙ ЖИДКОСТИ (СОЖ) ПРИ ПЛОСКОМ ТОРЦОВОМ ШЛИФОВАНИИ | 2008 |
|
RU2385215C1 |
| Устройство для подачи смазочно-охлаждающих жидкостей | 1975 |
|
SU554145A1 |
| УСТРОЙСТВО ДЛЯ ПОДАЧИ СМАЗОЧНО-ОХЛАЖДАЮЩЕЙ ЖИДКОСТИ ПРИ ПЛОСКОМ ПЕРИФЕРИЙНОМ ШЛИФОВАНИИ | 2014 |
|
RU2579325C1 |
| Устройство для очистки шлифовального круга | 1991 |
|
SU1815193A1 |
| Устройство для подачи смазочно-охлаждающей жидкости | 1982 |
|
SU1106647A1 |
УСТРОЙСТВО ДЛЯ ПОДАЧИ СМАЗОЧНО-ОХЛАВДАЩЕЙ ЖИДКОСТИ (СОЖ) ПРИ ШЛИФОВАНИИ, содержащее сопло для подачи СОЖ в зону резания, источник сжатого воздуха при создании зоны разряжения, элементы отклонения воздушныхiпотоков, расположенные по торцам и периферии шлифовального , а также элементы отвода указанных потоков, отличающееся тем, что, с целью повышения эффективности охлаждения, элементы отвода воздушных потоков выполнены в виде уста новленных по торцам круга эжекторных насадков со сквозной центральной полостью и связанными с ней наклонными каналами, соединенными с источником сжатого воздуха, при этом полость насадка выполнена расширяющейся к шлифовальному кругу с выходом на ее торцы. (/) ю ел
| Устройство для отсекания воздушной пленки от периферии шлифовального округа | 1973 |
|
SU513841A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
