Изобретение относится к машиностроения, а именно к обработке металлов шлифованием с применением смазочно-охлаждающих жидкостей (СОЖ), и может быть использовано на операциях внутреннего шлифования (ВШ) заготовок из различных материалов как по встречной, так и по попутной схемам, как со сквозными, так и с глухими цилиндрическими отверстиями и направлено на решение задачи, заключающейся в обеспечении повышения эффективности подачи СОЖ.
Известное устройство для подачи СОЖ струйно-напорным внезонным способом под высоким давлением (см. Смазочно-охлаждающие технологические средства и их применение при обработке резанием: справочник / Под общей редакцией Л.В.Худобина. - М.: Машиностроение, 2006. - С.424; Худобин Л.В. Техника применения смазочно-охлаждающих средств в металлообработке / Л.В.Худобин, Е.Г.Бердичевский. - М.: Машиностроение, 1977. - С.147, рис.102), смонтированное на шпинделе, включает хомутик, кронштейн, установленный в прорези хомутика, многоканальное сопло и штуцер; СОЖ подают на рабочую поверхность шлифовального круга (ШК) вне зоны резания через одно или несколько сопел при давлении 2…10 МПа и более, в результате чего струя СОЖ пробивает воздушные пограничные слои, генерируемые быстровращающимся ШК, и с достаточно большой силой воздействует на его рабочую поверхность вдали от зоны резания, очищая поры и абразивные зерна от отходов шлифования. СОЖ осуществляет в полной мере моющее и смазочное действия, в результате чего засаливание и износ круга сводятся к минимуму, а трение между кругом и заготовкой уменьшается.
К причинам, препятствующим достижению указанного ниже технического результата при использовании известного устройства, относится то, что для обеспечения необходимого давления необходимы надежные насосы высокого давления для подачи СОЖ. На практике это устройство используется сравнительно редко из-за дефицита таких насосов и необходимости тщательной очистки подаваемой жидкости от механических примесей.
Наиболее близким по технической сущности к предлагаемому изобретению (прототипом) является устройство для подачи СОЖ (см. Ящерицын П.И. Скоростное внутреннее шлифование / П.И.Ящерицын, И.П.Караим. - Минск: Наука и техника, 1980. - С.246, рис.8.2 а), в котором основное и дополнительное сопла расположены вне шлифуемого отверстия.
К причинам, препятствующим достижению указанного ниже технического результата при использовании известного устройства, принятого за прототип, относится то, что известное устройство не позволяет транспортировать СОЖ в зону обработки по всей длине обрабатываемого отверстия. Недостатки обусловлены тем, что сопла расположены за торцом обрабатываемого отверстия.
Сущность изобретения заключается в следующем. Резкое повышение в последнее время требований к конкурентоспособности продукции машиностроения сделало особенно актуальной проблему повышения качества поверхностей обрабатываемых заготовок деталей машин на операциях ВШ. Одним из путей решения указанной проблемы является повышение эффективности подачи СОЖ.
Технический результат - повышение эффективности подачи СОЖ при ВШ, повышение качества деталей и производительности ВШ заготовок.
Указанный технический результат при осуществлении изобретения достигается тем, что заявляемое устройство, как и известное устройство (прототип), одновременно подает СОЖ в зону образования гидродинамического клина и выхода абразивных зерен (A3) из зоны резания. Особенность заключается в том, что заявленное устройство содержит дугообразное клиновидное сопло. Отличием является то, что дугообразное клиновидное сопло размещено во время шлифования в серпообразном пространстве, образованном рабочей поверхностью ШК и обрабатываемой поверхностью заготовки, перемещается совместно с ШК вдоль оси обрабатываемого цилиндрического отверстия, расположено на подпружиненном с двух сторон штоке и не выходит за торцы обрабатываемого отверстия. В результате чего СОЖ гарантированно попадает в зоны резания и выхода A3 из контакта с заготовкой по всей длине обрабатываемого цилиндрического отверстия.
Сведения, подтверждающие возможность осуществления изобретения с получением вышеуказанного технического результата.
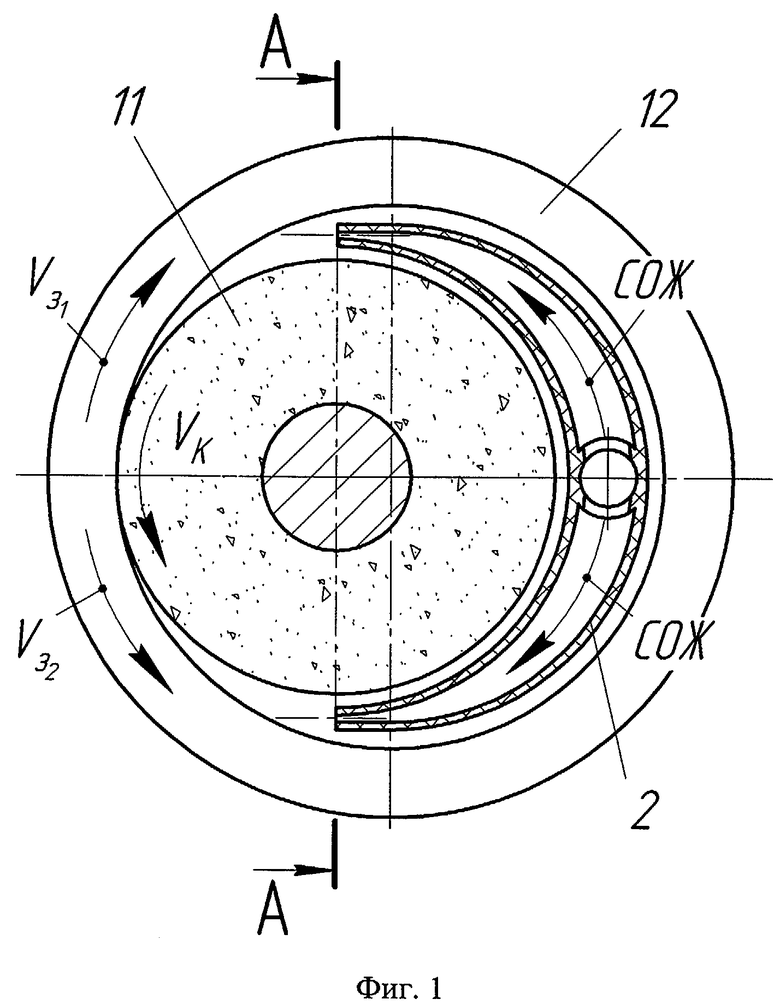
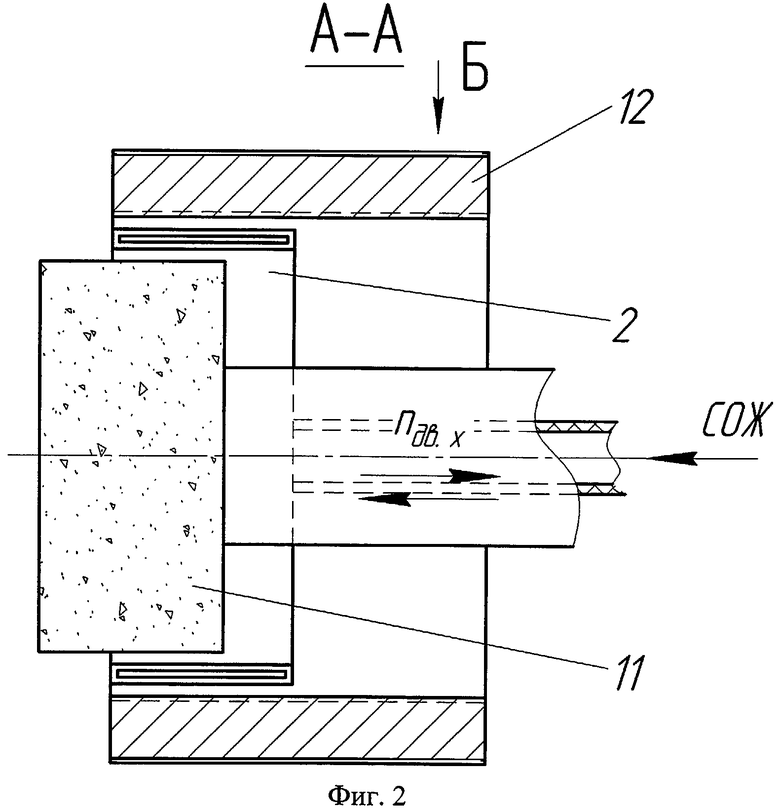
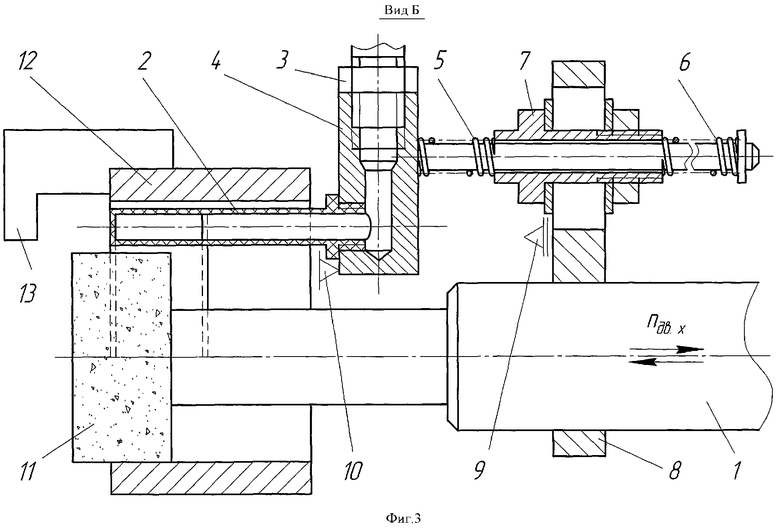
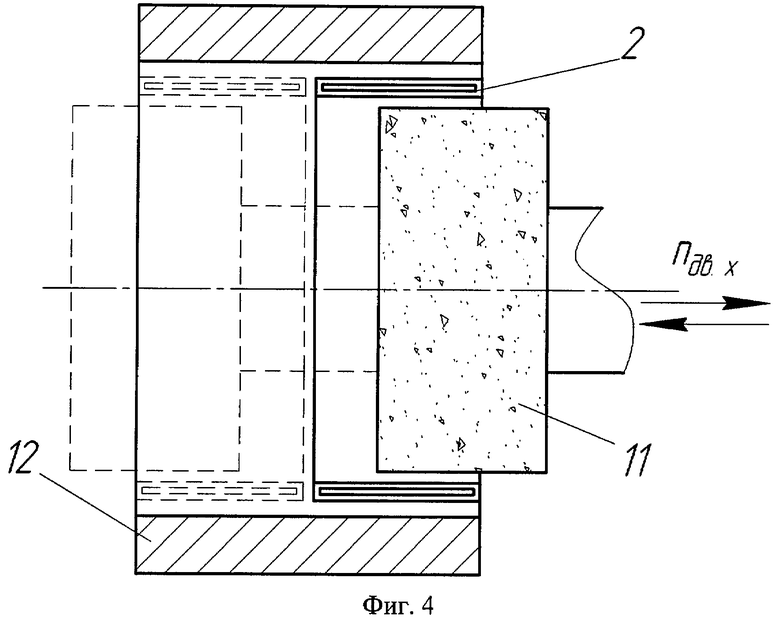
На чертежах представлены: фиг.1 - схема ВШ с подачей СОЖ в зоны образования гидродинамического клина и выхода A3 из контакта с заготовкой при помощи дугообразного клиновидного сопла; фиг.2 - разрез А-А по фиг.1; фиг.3 - вид Б по фиг.2: схема устройства для подачи СОЖ при ВШ; фиг.4 - схема расположения сопла при выходе (перебеге) ШК за торцы обрабатываемого отверстия.
Устройство для подачи СОЖ при ВШ смонтировано на шпинделе 1 (см. фиг.3) и содержит дугообразное клиновидное сопло 2, ввернутое вместе со штуцером 3 (через который подводят СОЖ) в кронштейн 4, который подпружинен пружинами 5 и 6 через шток во втулке 7, которая установлена в прорези жестко закрепленного хомутика 8, откидной 9 и неподвижный 10 упоры закреплены на станине станка.
Устройство работает следующим образом. При ВШ шлифовальный круг 11 и дугообразное клиновидное сопло 2 перемещаются вдоль оси обрабатываемой заготовки 12, закрепленной в патроне 13 (см. фиг.3), с числом двойных ходов nдв.х; в зону обработки поливом через дугообразное клиновидное сопло 2, которое расположено в серповидном пространстве, образованном рабочей поверхностью ШК 11, вращающегося с окружной скоростью VK, и обрабатываемой поверхностью заготовки 12, также вращающейся с окружной скоростью Vз1 по встречной или Vз2 по попутной схемам резания, одновременно подают СОЖ как в зону образования гидродинамического клина, так и в зону выхода A3 из контакта с обрабатываемой заготовкой 12 (см. фиг.1). Для предотвращения выхода сопла 2 за торцы обрабатываемой заготовки 12 используются два предварительно настроенных упора 9 и 10 (см. фиг.2 и 3). Наличие откидного упора 9 необходимо с целью вывода ШК 11 из зоны обработки на время правки или его смены, установки заготовки 12 в патрон 13 или для ее снятия и др. Подвижность дугообразного клиновидного сопла 2 относительно шпинделя 1 обеспечивается посредством пружин 5 и 6, установленных на штоке кронштейна 4, который свободно перемещается во втулке 7. При достижении ШК 11 левого торца обрабатываемой заготовки 12 кронштейн 4 упирается в неподвижный упор 10, пружина 5 начинает сжиматься, а выход дугообразного клиновидного сопла 2 за левый торец (см. фиг.3) обрабатываемой заготовки 12 предотвращается. Затем сопло 2 перемещается совместно со ШК 11 вдоль оси обрабатываемой заготовки 12 к правому торцу. При достижении ШК 11 правого торца обрабатываемой заготовки 12 кронштейн 4 упирается в откидной упор 9 (см. фиг.3), пружина 6 начинает сжиматься, а выход дугообразного клиновидного сопла 2 за правый торец обрабатываемой заготовки 12 (см. фиг.4) предотвращается.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОДАЧИ СМАЗОЧНО-ОХЛАЖДАЮЩЕЙ ЖИДКОСТИ ПРИ ВНУТРЕННЕМ ШЛИФОВАНИИ | 2008 |
|
RU2359809C1 |
| УСТРОЙСТВО ДЛЯ ПОДАЧИ СМАЗОЧНО-ОХЛАЖДАЮЩЕЙ ЖИДКОСТИ | 2008 |
|
RU2376126C1 |
| УСТРОЙСТВО ДЛЯ ПОДАЧИ СМАЗОЧНО-ОХЛАЖДАЮЩЕЙ ЖИДКОСТИ | 2009 |
|
RU2419533C1 |
| СПОСОБ ВНУТРЕННЕГО ШЛИФОВАНИЯ С ПРОДОЛЬНОЙ ПОДАЧЕЙ | 2008 |
|
RU2359803C1 |
| УСТРОЙСТВО ДЛЯ ПОДАЧИ ТВЕРДОГО СМАЗОЧНОГО МАТЕРИАЛА НА ШЛИФОВАЛЬНЫЙ КРУГ | 2008 |
|
RU2359807C1 |
| ШЛИФОВАЛЬНЫЙ КРУГ | 2008 |
|
RU2400348C2 |
| СПОСОБ ПЛОСКОГО ШЛИФОВАНИЯ | 2008 |
|
RU2367557C1 |
| УСТРОЙСТВО ДЛЯ ПОДАЧИ СМАЗОЧНО-ОХЛАЖДАЮЩЕЙ ЖИДКОСТИ (СОЖ) ПРИ ПЛОСКОМ ТОРЦОВОМ ШЛИФОВАНИИ | 2008 |
|
RU2385215C1 |
| УСТРОЙСТВО ДЛЯ ПОДАЧИ ТВЕРДОГО СМАЗОЧНОГО МАТЕРИАЛА НА ШЛИФОВАЛЬНЫЙ КРУГ | 2008 |
|
RU2389598C1 |
| УСТРОЙСТВО ДЛЯ ПОДАЧИ ТВЕРДОГО СМАЗОЧНОГО МАТЕРИАЛА НА ШЛИФОВАЛЬНЫЙ КРУГ | 2008 |
|
RU2392108C1 |
Изобретение относится к области машиностроения и может быть использовано при внутреннем шлифовании заготовок из различных материалов с подачей смазочно-охлаждающих жидкостей (СОЖ). Предусмотрено сопло для подачи СОЖ, выполненное в виде дугообразного клинового сопла. Оно расположено в серповидном пространстве, образованном рабочей поверхностью шлифовального круга и обрабатываемой поверхностью заготовки. В результате повышается эффективность подачи СОЖ, качество и производительность процесса внутреннего шлифования заготовок. 4 ил.
Устройство для подачи смазочно-охлаждающей жидкости при внутреннем шлифовании, содержащее сопло для подачи смазочно-охлаждающей жидкости, отличающееся тем, что сопло для подачи смазочно-охлаждающей жидкости выполнено в виде дугообразного клинового сопла и расположено в серповидном пространстве, образованном рабочей поверхностью шлифовального круга и обрабатываемой поверхностью заготовки.
| ЯЩЕРИЦЫН П.И | |||
| и др | |||
| Скоростное внутреннее шлифование | |||
| - Минск: Наука и техника, 1980, с.246, рис.8.2 а | |||
| Способ подачи смазочно-охлаждающей жидкости в зону при внутреннем шлифовании | 1989 |
|
SU1646821A1 |
| US 4561218 А, 31.12.1985 | |||
| DE 2846107 А1, 26.04.1979. | |||

