Изобретение относится к области техники, связанной с формированием в групповую упаковку отдельных единиц, как правило, готовой и маркированной продукции, а также ее учетом при использовании соответствующих идентификаторов маркировки.
Известна система учета маркированной продукции и формирования групповых упаковок, содержащая средство для размещения и перемещения единиц готовой продукции, имеющее последовательно по ходу перемещения маркированных единиц готовой продукции зону транспортировки готовой продукции к зоне формирования групповых упаковок, содержащих заданное количеств единиц готовой продукции, зону формирования групповых упаковок, зону загрузки готовой продукции в групповую упаковку, размещенные в зоне транспортировки готовой продукции к зоне формирования групповых упаковок систему считывания индивидуального кода (в том числе в виде специальной марки, содержащей индивидуальный код) и отбраковки каждой единицы готовой продукции, связанную с блоком обработки информации, выполненным с возможностью фиксации индивидуального кода (в том числе в виде специальной марки, содержащей индивидуальный код) каждой единицы готовой продукции, формирования оригинального серийного кода групповой упаковки и сведений о совокупности индивидуальных кодов (в том числе в виде специальной марки, содержащей индивидуальный код) каждой единицы готовой продукции, входящей в групповую упаковку, устройство для маркировки каждой групповой упаковки своим оригинальным серийным кодом, также связанное с блоком обработки информации, устройство для считывания оригинального серийного кода групповой упаковки, также связанное с блоком обработки информации (см. патент РФ на изобретение № 2144221, МПК G 09 F 3/02, публ. 10.01.2000). К недостаткам известного технического решения можно отнести невозможность обеспечения высокой производительности при формировании групповых упаковок и учете маркированной продукции из-за неэффективной транспортировки готовой продукции в зону формирования ее групповой упаковки, а также в связи с высокой вычислительной нагрузкой при обработке информации.
Наиболее близким по технической сущности к предлагаемому является система учета маркированной продукции и формирования групповых упаковок, содержащая средство для размещения и перемещения единиц готовой продукции, имеющее последовательно по ходу перемещения маркированных единиц готовой продукции зону транспортировки готовой продукции к зоне формирования групповых упаковок, содержащих заданное количеств единиц готовой продукции, зону формирования групповых упаковок, зону загрузки готовой продукции в групповую упаковку, размещенные в зоне транспортировки готовой продукции к зоне формирования групповых упаковок систему считывания индивидуального кода (в том числе в виде специальной марки, содержащей индивидуальный код) и отбраковки каждой единицы готовой продукции, связанную с блоком обработки информации, выполненным с возможностью фиксации индивидуального кода (в том числе в виде специальной марки, содержащей индивидуальный код) каждой единицы готовой продукции, формирования оригинального серийного кода групповой упаковки и сведений о совокупности индивидуальных кодов (в том числе в виде специальной марки, содержащей индивидуальный код) каждой единицы готовой продукции, входящей в групповую упаковку, устройство для маркировки каждой групповой упаковки своим оригинальным серийным кодом, также связанное с блоком обработки информации, устройство для считывания оригинального серийного кода групповой упаковки, также связанное с блоком обработки информации (см. патент РФ на изобретение № 2670727, МПК G 09 F 3/02, публ. 24.10.2018). К недостаткам известного технического решения также можно отнести невозможность обеспечения высокой производительности при формировании групповых упаковок и учете маркированной продукции из-за неэффективной транспортировки готовой продукции в зону формирования ее групповой упаковки, а также в связи с высокой вычислительной нагрузкой при обработке информации.
Предлагаемое изобретение направлено на решение технической задачи и достижение технического результата, состоящего в обеспечении высокопроизводительного процесса формирования групповых упаковок и учета маркированной продукции при невысокой вычислительной нагрузке при обработке информации.
Данный технический результат достигается тем, что в системе учета маркированной продукции и формирования групповых упаковок, содержащей средство для размещения и перемещения единиц готовой продукции, имеющее последовательно по ходу перемещения маркированных единиц готовой продукции зону транспортировки готовой продукции к зоне формирования групповых упаковок, содержащих заданное количеств единиц готовой продукции, зону формирования групповых упаковок, зону загрузки готовой продукции в групповую упаковку, размещенные в зоне транспортировки готовой продукции к зоне формирования групповых упаковок систему считывания индивидуального кода (в том числе в виде специальной марки, содержащей индивидуальный код) и отбраковки каждой единицы готовой продукции, связанную с блоком обработки информации, выполненным с возможностью фиксации индивидуального кода (в том числе в виде специальной марки, содержащей индивидуальный код) каждой единицы готовой продукции, формирования оригинального серийного кода групповой упаковки и сведений о совокупности индивидуальных кодов (в том числе в виде специальной марки, содержащей индивидуальный код) каждой единицы готовой продукции, входящей в групповую упаковку, устройство для маркировки каждой групповой упаковки своим оригинальным серийным кодом, также связанное с блоком обработки информации, устройство для считывания оригинального серийного кода групповой упаковки, также связанное с блоком обработки информации, средство для размещения и перемещения единиц готовой продукции в зоне формирования групповой упаковки выполнено с возможностью размещения и перемещения нескольких рядов единиц готовой продукции и снабжено системой для разделения готовой продукции на несколько рядов, причем средство для размещения и перемещения единиц готовой продукции в зоне формирования групповой упаковки выполнено с возможностью размещения и перемещения единиц готовой продукции в таком количестве рядов, чтобы предполагаемое количество единиц готовой продукции в групповой упаковке готовой продукции было равно или кратно больше количества рядов на конвейере, а система для разделения готовой продукции на несколько рядов выполнено с возможностью направления в соответствии с заданным алгоритмом каждой единицы продукции на определенный ряд.
При этом предпочтительно, чтобы средство для размещения и перемещения единиц готовой продукции в зоне транспортировки готовой продукции было выполнено в виде однопоточного конвейера, а в зоне формирования групповых упаковок – в виде многопоточного конвейера.
Выполнение средства для размещения и перемещения единиц готовой продукции в зоне формирования групповой упаковки с возможностью размещения и перемещения нескольких рядов единиц готовой продукции и снабжение его системой для разделения готовой продукции на несколько рядов, причем средство для размещения и перемещения единиц готовой продукции в зоне формирования групповой упаковки выполнено с возможностью размещения и перемещения единиц готовой продукции в таком количестве рядов, чтобы предполагаемое количество единиц готовой продукции в групповой упаковке готовой продукции было равно или кратно больше количества рядов на конвейере, обеспечивает повышение производительности процесса формирования групповых упаковок за счет возможности доставки к зоне формирования групповых упаковок одновременно большого количества единиц готовой продукции. При размещении единиц продукции в таком количестве рядов имеется возможность загружать в групповую упаковку по одинаковому количеству единиц продукции с каждого ряда. При этом упрощается и сам процесс формирования групповой упаковки, а также его производительность, так как намного проще и быстрее формировать групповую упаковку загружая одинаковые количества единиц продукции с каждого ряда, чем загружать различные количества единиц продукции с каждого ряда. Соответственно, и формирование групповых упаковок готовой продукции путем загрузки в нее с конвейера отдельных единиц готовой продукции из крайней группы готовой продукции, размещенной в каждом ряду на конвейере в зоне формирования групповой упаковки, обеспечивает повышение производительности процесса формирования групповых упаковок за счет разгрузки в этой зоне одновременно большого количества единиц готовой продукции.
Выполнение системы для разделения готовой продукции на несколько рядов с возможностью направления в соответствии с заданным алгоритмом каждой единицы продукции на определенный ряд позволяет идентифицировать каждую единицу готовой продукции по считанному индивидуальному коду (в том числе в виде специальной марки, содержащей индивидуальный код) в соответствии с ее размещением в определенном ряду на конвейере или накопительном столе, и таким образом повысить производительность и снизить вычислительную нагрузку при обработке информации за счет того, что таким образом идентификация каждой единицы готовой продукции осуществляется только один раз и перед ее транспортировкой в зону формирования групповой упаковки. При формировании групповых упаковок автоматически в каждую упаковку поступает вполне определенная совокупность единиц готовой продукции, маркированных определенными индивидуальными кодами (в том числе в виде специальной марки, содержащей индивидуальный код), так как уже заранее, еще при формировании рядов на конвейере или накопительном столе, известно какие единицы готовой продукции имеются в каждом конкретном ряду.
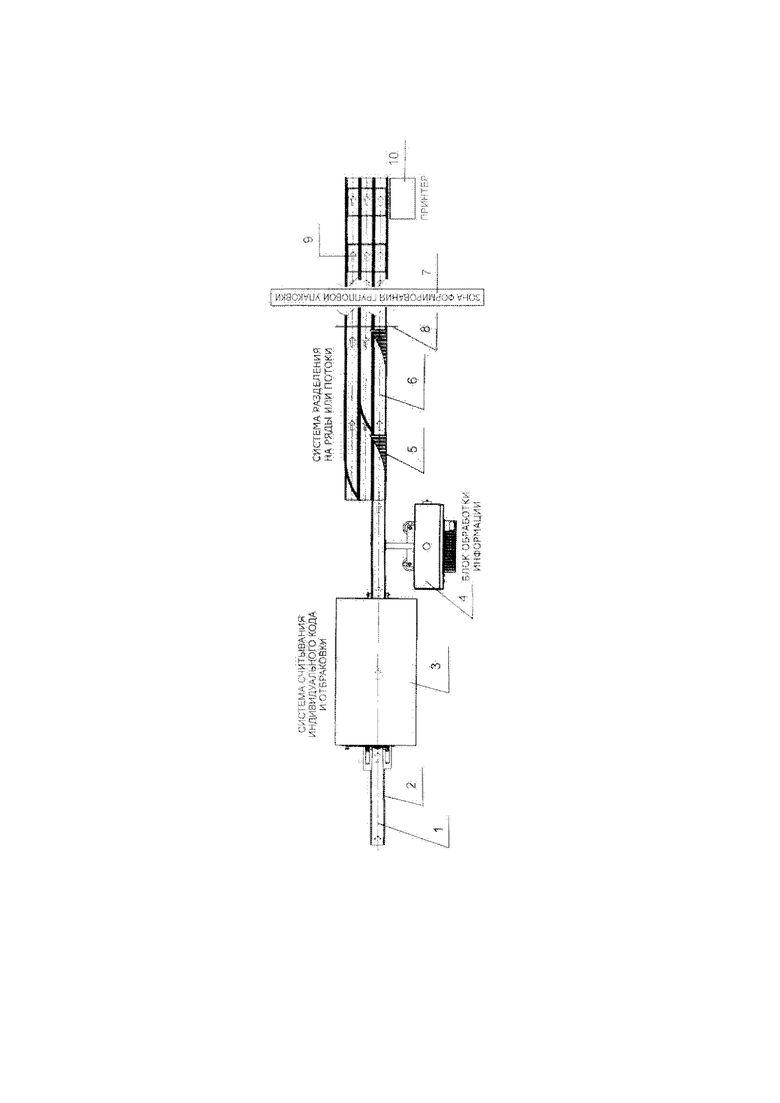
На чертеже схематично представлена предлагаемая система учета маркированной продукции и формирования групповых упаковок.
Система учета маркированной продукции и формирования групповых упаковок содержит средство для размещения и перемещения единиц 1 готовой продукции в виде, например, в виде конвейера 2 (последовательно расположенных однопоточного и многопоточного конвейера), который имеет зону транспортировки готовой продукции к зоне формирования групповых упаковок, содержащих заданное количеств единиц готовой продукции, с установленным в ее начале устройством для маркировки индивидуальным кодом (в том числе в виде специальной марки, содержащей индивидуальный код) каждой единицы готовой продукции (не показано). Также система содержит систему 3 считывания индивидуального кода и отбраковки каждой единицы 1 продукции, связанную с блоком 4 обработки информации, выполненным с возможностью фиксации индивидуального кода (в том числе в виде специальной марки, содержащей индивидуальный код) каждой единицы и формирования оригинального серийного кода групповой упаковки, систему 5 для разделения готовой продукции на несколько рядов, выполненную, например, в виде роботизированных «пневматических» пальцев. Система 5 для разделения готовой продукции на несколько рядов выполнено с возможностью направления в соответствии с заданным алгоритмом каждой единицы продукции на определенный ряд. Например, первая по очереди после системы 3 считывания индивидуального кода и отбраковки единица 1 продукции может поступать во второй ряд, вторая единица продукции - в третий ряд, третья – в первый и т.п., причем заданный алгоритм может меняться в различные промежутки времени. Средство для размещения и перемещения единиц готовой продукции может быть выполнено в виде многопоточного конвейера 6 в зоне 7 формирования групповой упаковки (которая, как правило, снабжена датчиком 8 движения, при помощи которого отслеживается готовность крайней группы готовой продукции) с возможностью размещения и перемещения единиц 1 готовой продукции на нем в таком количестве рядов, чтобы предполагаемое количество единиц 1 готовой продукции в групповой упаковке 9 готовой продукции было равно или кратно больше количества рядов на многопоточном конвейере 6. Например, если предполагаемое количество единиц готовой продукции в групповой упаковке 9 готовой продукции равно 16 единиц, то количество рядов может быть 16 по 1 единице, 8 по 2 единицы, 4 по 4 единицы. При этом можно обеспечить одновременную загрузку в групповую упаковку этих 16 единиц либо с 16 рядов по 1 единице, либо с 8 рядов по 2 единицы, либо с 4 рядов по 4 единицы, то есть в каждом ряду под разгрузку имеется одинаковое количество единиц продукции. Соответственно, упрощается и сам процесс формирования групповой упаковки, а также его производительность, так как намного проще и быстрее формировать групповую упаковку загружая одинаковые количества единиц продукции с каждого ряда, чем загружать различные количества единиц продукции с каждого ряда. На выходе предлагаемой системы учета маркированной продукции и формирования групповых упаковок в конце многопоточного конвейера установлено устройство для маркировки каждой групповой упаковки своим оригинальным серийным кодом, связанное с блоком обработки информации, выполненное, например, в виде принтера 10, и устройство для считывания оригинального серийного кода групповой упаковки, также связанное с блоком (4) обработки информации (не показано).
Предлагаемая система учета маркированной продукции и формирования групповых упаковок функционирует следующим образом.
Готовая продукция, каждая единица 1 которой маркирована нанесенным или наклеенным на нее индивидуальным кодом (в том числе в виде специальной марки, содержащей индивидуальный код), поступает, как правило, по однопоточному конвейеру 2 в систему 3 считывания индивидуального кода и отбраковки (возможна маркировка единиц продукции и непосредственно на конвейере 2). Здесь с использованием известных средств и способов, применяемых для ориентированной или неориентированной тары, считывают и вносят в блок 4 обработки информации индивидуальный код (в том числе в виде специальной марки, содержащей индивидуальный код) каждой единицы готовой продукции. Единицы готовой продукции, индивидуальные коды которых по каким-либо причинам оказались не считаны, отбраковываются или возвращаются для повторного считывания.
Затем готовую продукцию, размещенную на конвейере 1 или накопительном столе (не показан) при помощи системы 5 разделения на ряды формируют несколько рядов из единиц готовой продукции. При этом количество рядов выбирается таким образом, чтобы предполагаемое количество единиц готовой продукции в групповой упаковке готовой продукции было равно или кратно больше количества рядов на конвейере или накопительном столе. Каждая единица готовой продукции в соответствии с заданным алгоритмом поступает на определенный ряд широкого многопоточного конвейера 6 и таким образом происходит идентификация каждой единицы готовой продукции по считанному индивидуальному коду (в том числе в виде специальной марки, содержащей индивидуальный код) в соответствии с ее размещением в определенном ряду на широком конвейере 6.
Далее осуществляется транспортировка готовой продукции при помощи широкого многопоточного конвейера 6 к зоне 7 формирования групповой упаковки, в которой при помощи датчиков 8 движения отслеживается готовность крайней группы готовой продукции, включающей в себя совокупность единиц готовой продукции, размещенную в нескольких рядах широкого конвейера 6. При готовности происходит автоматическая или ручная укладка отдельных единиц готовой продукции в групповые упаковки 9. Так как уже заранее, еще при формировании рядов на конвейере 6 или накопительном столе, известно какие единицы готовой продукции (их индивидуальные коды) имеются в каждом конкретном ряду, то известна и совокупность (их индивидуальные коды) отдельных единиц готовой продукции, составляющих крайнюю группу готовой продукции на конвейере 6, из которой и формируется групповая упаковка 9. Формирование групповых упаковок 9 готовой продукции путем может осуществляться, например, путем совместной загрузкой в нее с конвейера 6 всех отдельных единиц готовой продукции из крайней группы готовой продукции, размещенной в каждом ряду на конвейере 6 в зоне формирования групповой упаковки, либо путем поочередной загрузки в нее с каждого ряда конвейера 6 отдельных единиц готовой продукции из крайней группы готовой продукции в зоне формирования групповой упаковки. После формирования групповой упаковки 9 сигнал наполнения групповой упаковки от соответствующего датчика (не показан) через блок 4 обработки информации, в котором уже имеются сведения об индивидуальных кодах каждой отдельной единицы готовой продукции, входящих в эту групповую упаковку, и который присваивает каждой групповой упаковке свой оригинальный серийный код, подается на принтер 10, который печатает этикетку, содержащую в себе оригинальный серийный код групповой упаковки и сведения об индивидуальных кодах каждой отдельной единицы готовой продукции, входящей в эту групповую упаковку. Также оригинальный серийный код групповой упаковки считывается устройством для считывания оригинального серийного кода групповой упаковки и передается в блок 4 обработки информации. Эти сведения об индивидуальных кодах каждой отдельной единицы готовой продукции, входящих в каждую групповую упаковку, и соответствующих оригинальных серийных кодах этих групповых упаковок скапливаются и запоминаются в блоке 4 обработки информации и могут быть использованы, например, для составления сводного отчета определенном этапе производства или для передачи в информационную систему соответствующей отрасли промышленности.
Предлагаемая система учета маркированной продукции и формирования групповых упаковок обеспечивает высокопроизводительный процесс формирования групповых упаковок и учета маркированной продукции при невысокой вычислительной нагрузке при обработке информации.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ учета маркированной продукции и формирования групповых упаковок | 2019 |
|
RU2707406C1 |
| СПОСОБ УЧЕТА МАРКИРУЕМОЙ ПРОДУКЦИИ | 2018 |
|
RU2670727C9 |
| СПОСОБ ИДЕНТИФИКАЦИИ МУЛЬТИКАМЕРНОГО РАЗРЯДНИКА | 2022 |
|
RU2799229C1 |
| Информационно-аналитическая система мониторинга деятельности судов рыбопромыслового флота, контроля улова, переработки и перемещения водных биологических ресурсов и производимой из них продукции | 2021 |
|
RU2785222C1 |
| СПОСОБ КОНТРОЛЯ ПОДЛИННОСТИ И КАЧЕСТВА ПРОДУКЦИИ В ПРОЦЕССЕ ПРОИЗВОДСТВА И РЕАЛИЗАЦИИ | 2017 |
|
RU2639015C1 |
| СПОСОБ ЗАЩИТЫ ОТ ПОДДЕЛКИ ИЗДЕЛИЙ МАССОВОГО ИЗГОТОВЛЕНИЯ | 2002 |
|
RU2225641C2 |
| СПОСОБ СОЗДАНИЯ ИНДИВИДУАЛИЗИРОВАННЫХ ПРОДУКТОВ | 2009 |
|
RU2500610C2 |
| Система групповой упаковки товара | 2017 |
|
RU2660246C1 |
| СИСТЕМА МАРКИРОВКИ И ПРОВЕРКИ ПОДЛИННОСТИ ОБЪЕКТА | 2020 |
|
RU2759259C1 |
| СПОСОБ КОНТРОЛЯ ПОДЛИННОСТИ И ПЕРЕМЕЩЕНИЯ АЛКОГОЛЬНОЙ ПРОДУКЦИИ (ВАРИАНТЫ) | 2005 |
|
RU2292587C1 |
Изобретение относится к средствам формирования групповых упаковок отдельных единиц, как правило, готовой и маркированной продукции с учетом соответствующих идентификаторов маркировки. Технический результат заключается в повышении производительности и упрощении обработки единиц продукции. Устройство включает средство для размещения и перемещения единиц готовой продукции в зоне формирования групповой упаковки, выполнено с возможностью размещения и перемещения нескольких рядов единиц готовой продукции, снабжено системой для разделения готовой продукции на несколько рядов, причем средство для размещения и перемещения единиц готовой продукции в зоне формирования групповой упаковки выполнено с возможностью размещения и перемещения единиц готовой продукции в таком количестве рядов, чтобы предполагаемое количество единиц готовой продукции в групповой упаковке готовой продукции было равно или кратно большему количеству рядов на конвейере, а система для разделения готовой продукции на несколько рядов выполнена с возможностью направления в соответствии с заданным алгоритмом каждой единицы продукции на определенный ряд. 1 з.п. ф-лы, 1 ил.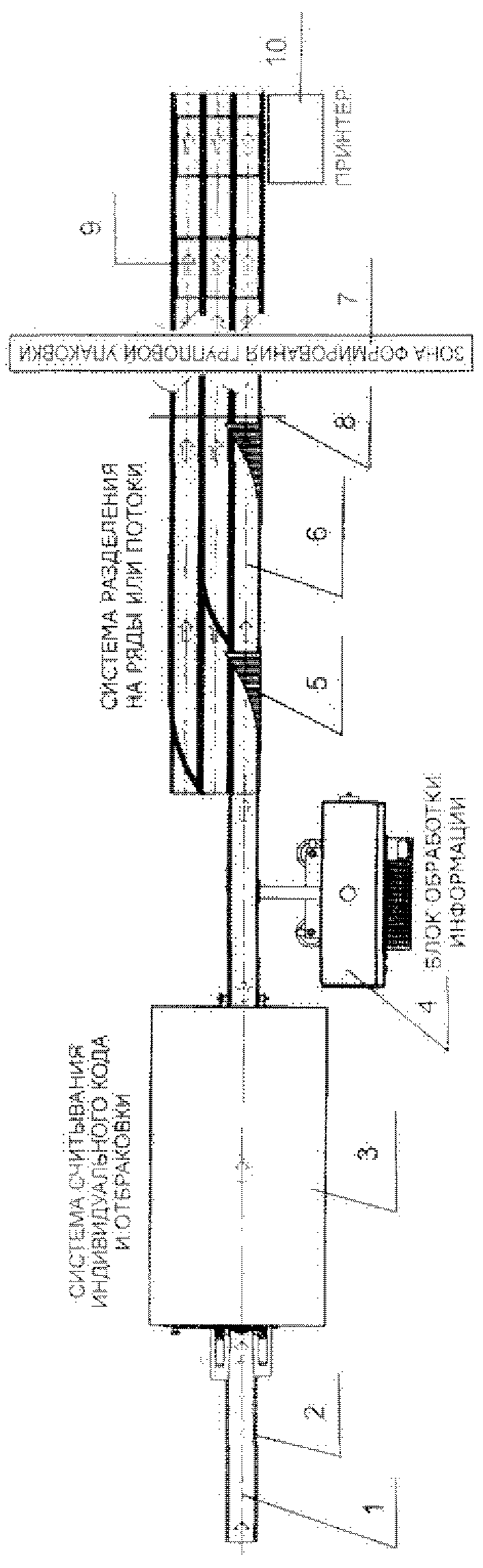
1. Система учета маркированной продукции и формирования групповых упаковок, содержащая средство для размещения и перемещения единиц готовой продукции, имеющее последовательно по ходу перемещения маркированных единиц готовой продукции зону транспортировки готовой продукции к зоне формирования групповых упаковок, содержащих заданное количеств единиц готовой продукции, зону формирования групповых упаковок, зону загрузки готовой продукции в групповую упаковку, размещенные в зоне транспортировки готовой продукции к зоне формирования групповых упаковок систему считывания индивидуального кода в виде марки, содержащей индивидуальный код, и отбраковки каждой единицы готовой продукции, связанную с блоком обработки информации, выполненным с возможностью фиксации индивидуального кода в виде марки, содержащей индивидуальный код, каждой единицы готовой продукции, формирования оригинального серийного кода групповой упаковки и сведений о совокупности индивидуальных кодов в виде марки, содержащей индивидуальный код, каждой единицы готовой продукции, входящей в групповую упаковку, устройство для маркировки каждой групповой упаковки своим оригинальным серийным кодом, также связанное с блоком обработки информации, устройство для считывания оригинального серийного кода групповой упаковки, также связанное с блоком обработки информации, отличающаяся тем, что средство для размещения и перемещения единиц готовой продукции в зоне формирования групповой упаковки выполнено с возможностью размещения и перемещения нескольких рядов единиц готовой продукции и снабжено системой для разделения готовой продукции на несколько рядов, причем средство для размещения и перемещения единиц готовой продукции в зоне формирования групповой упаковки выполнено с возможностью размещения и перемещения единиц готовой продукции в таком количестве рядов, чтобы предполагаемое количество единиц готовой продукции в групповой упаковке готовой продукции было равно или кратно большему количеству рядов на конвейере, а система для разделения готовой продукции на несколько рядов выполнена с возможностью направления в соответствии с заданным алгоритмом каждой единицы продукции на определенный ряд.
2. Система учета маркированной продукции и формирования групповых упаковок по п. 1, отличающаяся тем, что средство для размещения и перемещения единиц готовой продукции в зоне транспортировки готовой продукции выполнено в виде однопоточного конвейера, а в зоне формирования групповых упаковок - в виде многопоточного конвейера.
| СПОСОБ УЧЕТА МАРКИРУЕМОЙ ПРОДУКЦИИ | 2018 |
|
RU2670727C9 |
| Система групповой упаковки товара | 2017 |
|
RU2660246C1 |
| Станок для изготовления деревянных ниточных катушек из цилиндрических, снабженных осевым отверстием, заготовок | 1923 |
|
SU2008A1 |
| US 6269933 B1, 07.08.2001 | |||
| Устройство для закрепления лыж на раме мотоциклов и велосипедов взамен переднего колеса | 1924 |
|
SU2015A1 |

