Изобретение относится к области техники, связанной с формированием в групповую упаковку отдельных единиц, как правило, готовой и маркированной продукции, а также ее учетом при использовании соответствующих идентификаторов маркировки.
Известен способ учета маркированной продукции и формирования групповых упаковок, в котором маркируют индивидуальным кодом (в том числе в виде специальной марки, содержащей индивидуальный код) каждую единицу готовой продукции, размещенную на конвейере или накопительном столе, считывают и вносят в блок обработки информации индивидуальный код (в том числе в виде специальной марки, содержащей индивидуальный код) каждой единицы готовой продукции, транспортируют готовую продукцию в зону формирования ее групповой упаковки, формируют групповые упаковки готовой продукции, содержащие несколько единиц готовой продукции, путем загрузки в нее в зоне формирования групповой упаковки заданного количества единиц готовой продукции, присваивают каждой групповой упаковке свой оригинальный серийный код, маркируют, считывают и фиксируют его в блоке обработки информации совместно с совокупностью индивидуальных кодов (в том числе в виде специальной марки, содержащей индивидуальный код) каждой единицы готовой продукции, содержащейся в этой групповой упаковке (см. патент РФ на изобретение № 2144221, МПК G 09 F 3/02, публ. 10.01.2000). К недостаткам известного технического решения можно отнести невозможность обеспечения высокой производительности при формировании групповых упаковок и учете маркированной продукции из-за неэффективной транспортировки готовой продукции в зону формирования ее групповой упаковки, а также в связи с высокой вычислительной нагрузкой при обработке информации.
Наиболее близким по технической сущности к предлагаемому является способ учета маркированной продукции и формирования групповых упаковок, в котором маркируют индивидуальным кодом (в том числе в виде специальной марки, содержащей индивидуальный код) каждую единицу готовой продукции, размещенную на конвейере или накопительном столе, считывают и вносят в блок обработки информации индивидуальный код (в том числе в виде специальной марки, содержащей индивидуальный код) каждой единицы готовой продукции, транспортируют готовую продукцию в зону формирования ее групповой упаковки, формируют групповые упаковки готовой продукции, содержащие несколько единиц готовой продукции, путем загрузки в нее в зоне формирования групповой упаковки заданного количества единиц готовой продукции, присваивают каждой групповой упаковке свой оригинальный серийный код, маркируют, считывают и фиксируют его в блоке обработки информации совместно с совокупностью индивидуальных кодов (в том числе в виде специальной марки, содержащей индивидуальный код) каждой единицы готовой продукции, содержащейся в этой групповой упаковке (см. патент РФ на изобретение № 2670727, МПК G 09 F 3/02, публ. 24.10.2018). К недостаткам известного технического решения также можно отнести невозможность обеспечения высокой производительности при формировании групповых упаковок и учете маркированной продукции из-за неэффективной транспортировки готовой продукции в зону формирования ее групповой упаковки, а также в связи с высокой вычислительной нагрузкой при обработке информации.
Предлагаемый способ направлен на решение технической задачи и достижение технического результата, состоящего в обеспечении высокопроизводительного процесса формирования групповых упаковок и учета маркированной продукции при невысокой вычислительной нагрузке при обработке информации.
Данный технический результат достигается тем, что в способе учета маркированной продукции и формирования групповых упаковок, в котором маркируют индивидуальным кодом (в том числе в виде специальной марки, содержащей индивидуальный код) каждую единицу готовой продукции, размещенную на конвейере или накопительном столе, считывают и вносят в блок обработки информации индивидуальный код (в том числе в виде специальной марки, содержащей индивидуальный код) каждой единицы готовой продукции, транспортируют готовую продукцию в зону формирования ее групповой упаковки, формируют групповые упаковки готовой продукции, содержащие несколько единиц готовой продукции, путем загрузки в нее в зоне формирования групповой упаковки заданного количества единиц готовой продукции, присваивают каждой групповой упаковке свой оригинальный серийный код, маркируют, считывают и фиксируют его в блоке обработки информации совместно с совокупностью индивидуальных кодов (в том числе в виде специальной марки, содержащей индивидуальный код) каждой единицы готовой продукции, содержащейся в этой групповой упаковке, при этом готовую продукцию, размещенную на конвейере или накопительном столе разделяют на несколько рядов таким образом, чтобы предполагаемое количество единиц готовой продукции в групповой упаковке готовой продукции было равно или кратно больше количества рядов на конвейере или накопительном столе, при этом идентифицируют каждую единицу готовой продукции по считанному индивидуальному коду (в том числе в виде специальной марки, содержащей индивидуальный код) в соответствии с ее размещением в определенном ряду на конвейере, формируют групповые упаковки готовой продукции путем загрузки в нее с конвейера отдельных единиц готовой продукции из крайней группы готовой продукции, размещенной в каждом ряду на конвейере в зоне формирования групповой упаковки.
При этом на конвейере или накопительном столе готовая продукция может разделяться на ряды, количество которых выбирается в соответствии с заданным на определенный момент алгоритмом формирования групповой упаковки, а групповые упаковки готовой продукции могут формировать путем совместной загрузки в нее с конвейера всех отдельных единиц готовой продукции из крайней группы готовой продукции, размещенной в каждом ряду на конвейере в зоне формирования групповой упаковки, или путем поочередной загрузки в нее с каждого ряда конвейера отдельных единиц готовой продукции из крайней группы готовой продукции в зоне формирования групповой упаковки.
Разделение готовой продукции, размещенной на конвейере или накопительном столе перед ее транспортировкой в зону формирования групповой упаковки на несколько рядов таким образом, чтобы предполагаемое количество единиц готовой продукции в групповой упаковке готовой продукции было равно или кратно больше количества рядов на конвейере или накопительном столе, обеспечивает повышение производительности процесса формирования групповых упаковок за счет возможности доставки к зоне формирования групповых упаковок одновременно большого количества единиц готовой продукции. Соответственно, и формирование групповых упаковок готовой продукции путем загрузки в нее с конвейера отдельных единиц готовой продукции из крайней группы готовой продукции, размещенной в каждом ряду на конвейере в зоне формирования групповой упаковки, обеспечивает повышение производительности процесса формирования групповых упаковок за счет разгрузки в этой зоне одновременно большого количества единиц готовой продукции. Идентификация каждой единицы готовой продукции по считанному индивидуальному коду (в том числе в виде специальной марки, содержащей индивидуальный код) в соответствии с ее размещением в определенном ряду на конвейере или накопительном столе, позволяет повысить производительность и снизить вычислительную нагрузку при обработке информации за счет того, что таким образом идентификация каждой единицы готовой продукции осуществляется только один раз и перед ее транспортировкой в зону формирования групповой упаковки. При формировании групповых упаковок автоматически в каждую упаковку поступает вполне определенная совокупность единиц готовой продукции, маркированных определенными индивидуальными кодами (в том числе в виде специальной марки, содержащей индивидуальный код), так как уже заранее, еще при формировании рядов на конвейере или накопительном столе, известно какие единицы готовой продукции имеются в каждом конкретном ряду.
Разделение готовой продукции на конвейере или накопительном столе на несколько рядов, количество которых выбирается в соответствии с заданным на определенный момент алгоритмом формирования групповой упаковки обеспечивает возможность изменять в процессе формирования групповых упаковок (в зависимости от предполагаемого количества единиц готовой продукции в групповой упаковке готовой продукции) количество рядов с единицами готовой продукции, например, подключать дополнительные ряды или отключать часть используемых ранее рядов, с целью использования в каждом конкретном случае наиболее оптимального количества рядов готовой продукции.
Совокупности признаков, приведенные в зависимых п.3 и п.4, представляют собой описание разновидностей осуществления загрузки или укладки отдельных единиц готовой продукции в групповую упаковку, которые могут быть использованы при реализации предлагаемого способа.
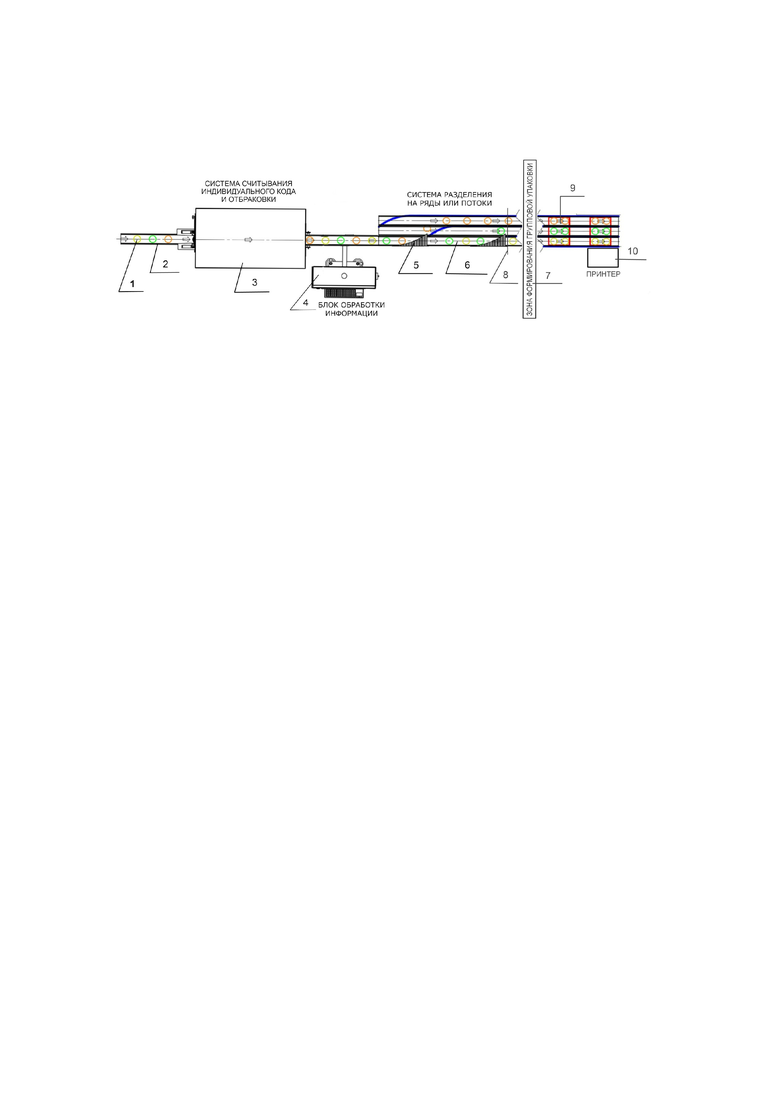
Предлагаемый способ учета маркированной продукции и формирования групповых упаковок может быть реализован при помощи представленной схематично на чертеже системы учета маркированной продукции и формирования групповых упаковок.
Готовая продукция, каждая единица 1 которой маркирована нанесенным или наклеенным на нее индивидуальным кодом (в том числе в виде специальной марки, содержащей индивидуальный код), поступает, как правило, по однопоточному конвейеру 2 в систему 3 считывания индивидуального кода и отбраковки. Здесь с использованием известных средств и способов, применяемых для ориентированной или неориентированной тары, считывают и вносят в блок 4 информации индивидуальный код (в том числе в виде специальной марки, содержащей индивидуальный код) каждой единицы готовой продукции. Единицы готовой продукции, индивидуальные коды которых по каким-либо причинам оказались не считаны, отбраковываются или возвращаются для повторного считывания.
Затем готовую продукцию, размещенную на конвейере 1 или накопительном столе (не показан) при помощи системы 5 разделения на ряды или потоки формируют несколько рядов из единиц готовой продукции. Данная система 5 разделения на ряды или потоки может быть выполнена, например, в виде роботизированных «пневматических» пальцев. При этом количество рядов выбирается таким образом, чтобы предполагаемое количество единиц готовой продукции в групповой упаковке готовой продукции было равно или кратно больше количества рядов на конвейере или накопительном столе. Например, если предполагаемое количество единиц готовой продукции в групповой упаковке готовой продукции равно 16 единиц, то количество рядов может быть 16 по 1 единице, 8 по 2 единицы, 4 по 4 единицы. Каждая единица готовой продукции в соответствии с заданным алгоритмом поступает на определенный ряд широкого (многопоточного) конвейера 6 и таким образом происходит идентифицикация каждой единицы готовой продукции по считанному индивидуальному коду (в том числе в виде специальной марки, содержащей индивидуальный код) в соответствии с ее размещением в определенном ряду на широком конвейере 6.
Далее осуществляется транспортировка готовой продукции при помощи широкого конвейера 6 к зоне 7 формирования групповой упаковки, в которой при помощи датчиков 8 движения отслеживается готовность крайней группы готовой продукции, включающей в себя совокупность единиц готовой продукции, размещенную в нескольких рядах широкого конвейера 6. При готовности происходит автоматическая или ручная укладка отдельных единиц готовой продукции в групповые упаковки 9. Так как уже заранее, еще при формировании рядов на конвейере 6 или накопительном столе, известно какие единицы готовой продукции (их индивидуальные коды) имеются в каждом конкретном ряду, то известна и совокупность (их индивидуальные коды) отдельных единиц готовой продукции, составляющих крайнюю группу готовой продукции на конвейере 6, из которой и формируется групповая упаковка 9. Формирование групповых упаковок 9 готовой продукции путем может осуществляться, например, путем совместной загрузкой в нее с конвейера 6 всех отдельных единиц готовой продукции из крайней группы готовой продукции, размещенной в каждом ряду на конвейере 6 в зоне формирования групповой упаковки, либо путем поочередной загрузки в нее с каждого ряда конвейера 6 отдельных единиц готовой продукции из крайней группы готовой продукции в зоне формирования групповой упаковки. После формирования групповой упаковки 9 сигнал наполнения групповой упаковки от соответствующего датчика (не показан) через блок 4 обработки информации, в котором уже имеются сведения об индивидуальных кодах каждой отдельной единицы готовой продукции, входящих в эту групповую упаковку, и который присваивает каждой групповой упаковке свой оригинальный серийный код, подается на принтер 10, который печатает этикетку, содержащую в себе оригинальный серийный код групповой упаковки и сведения об индивидуальных кодах каждой отдельной единицы готовой продукции, входящей в эту групповую упаковку. Эти сведения об индивидуальных кодах каждой отдельной единицы готовой продукции, входящих в каждую групповую упаковку, и соответствующих оригинальных серийных кодах этих групповых упаковок скапливаются и запоминаются в блоке 4 обработки информации и могут быть использованы, например, для составления сводного отчета определенном этапе производства или для передачи в информационную систему соответствующей отрасли промышленности.
Предлагаемый способ учета маркированной продукции и формирования групповых упаковок обеспечивает высокопроизводительный процесс формирования групповых упаковок и учета маркированной продукции при невысокой вычислительной нагрузке при обработке информации.
Изобретение относится к формированию в групповую упаковку отдельных единиц готовой и маркированной продукции, а также ее учету. Технический результат заключается в обеспечении высокопроизводительного процесса формирования групповых упаковок и учета маркированной продукции при невысокой вычислительной нагрузке при обработке информации. Такой результат достигается за счет того, что готовую продукцию, размещенную на конвейере или накопительном столе, разделяют на несколько рядов таким образом, чтобы предполагаемое количество единиц готовой продукции в групповой упаковке готовой продукции было равно или кратно больше количества рядов на конвейере или накопительном столе, при этом идентифицируют каждую единицу готовой продукции по считанному индивидуальному коду в виде марки, содержащей индивидуальный код, в соответствии с ее размещением в определенном ряду на конвейере, формируют групповые упаковки готовой продукции путем загрузки в нее с конвейера отдельных единиц готовой продукции из крайней группы готовой продукции, размещенной в каждом ряду на конвейере в зоне формирования групповой упаковки. 3 з.п. ф-лы, 1 ил. 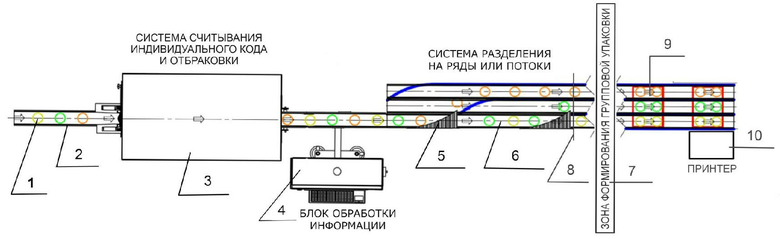
1. Способ учета маркированной продукции и формирования групповых упаковок, в котором маркируют индивидуальным кодом в виде марки, содержащей индивидуальный код, каждую единицу готовой продукции, размещенную на конвейере или накопительном столе, считывают и вносят в блок обработки информации индивидуальный код в виде марки, содержащей индивидуальный код, каждой единицы готовой продукции, транспортируют готовую продукцию в зону формирования ее групповой упаковки, формируют групповые упаковки готовой продукции, содержащие несколько единиц готовой продукции, путем загрузки в нее в зоне формирования групповой упаковки заданного количества единиц готовой продукции, присваивают каждой групповой упаковке свой оригинальный серийный код, маркируют, считывают и фиксируют его в блоке обработки информации совместно с совокупностью индивидуальных кодов в виде марки, содержащей индивидуальный код, каждой единицы готовой продукции, содержащейся в этой групповой упаковке, отличающийся тем, что готовую продукцию, размещенную на конвейере или накопительном столе разделяют на несколько рядов таким образом, чтобы предполагаемое количество единиц готовой продукции в групповой упаковке готовой продукции было равно или кратно больше количества рядов на конвейере или накопительном столе, при этом идентифицируют каждую единицу готовой продукции по считанному индивидуальному коду в виде марки, содержащей индивидуальный код, в соответствии с ее размещением в определенном ряду на конвейере, формируют групповые упаковки готовой продукции путем загрузки в нее с конвейера отдельных единиц готовой продукции из крайней группы готовой продукции, размещенной в каждом ряду на конвейере в зоне формирования групповой упаковки.
2. Способ учета маркированной продукции и формирования групповых упаковок по п. 1, отличающийся тем, что на конвейере или накопительном столе готовую продукцию разделяют на ряды, количество которых выбирается в соответствии с заданным на определенный момент алгоритмом формирования групповой упаковки.
3. Способ учета маркированной продукции и формирования групповых упаковок по п. 1, отличающийся тем, что формируют групповые упаковки готовой продукции путем совместной загрузки в нее с конвейера всех отдельных единиц готовой продукции из крайней группы готовой продукции, размещенной в каждом ряду на конвейере в зоне формирования групповой упаковки.
4. Способ учета маркированной продукции и формирования групповых упаковок по п. 1, отличающийся тем, что формируют групповые упаковки готовой продукции путем поочередной загрузки в нее с каждого ряда конвейера отдельных единиц готовой продукции из крайней группы готовой продукции в зоне формирования групповой упаковки.
| Система групповой упаковки товара | 2017 |
|
RU2660246C1 |
| СПОСОБ УЧЕТА МАРКИРУЕМОЙ ПРОДУКЦИИ | 2018 |
|
RU2670727C9 |
| Устройство для определения разрывных характеристик радиозондовых оболочек | 1961 |
|
SU149588A1 |
| US 6269933 B1, 07.08.2001 | |||
| EA 200702137 A1, 30.06.2009. | |||

