Изобретение относится к области авиадвигателестроения и может быть использовано при изготовлении звукопоглощающих устройств турбореактивных двигателей.
Звукопоглощающее устройство изготавливают отдельными панелями (секциями) с последующим их соединением между собой.
Известен способ изготовления панели звукопоглощающего устройства, включающий намотку ленты пропитанного связующим композиционного материала на формообразующие резиновые вкладыши, сборку обмотанных вкладышей в пакет, полимеризацию пакета, охлаждение и извлечение резиновых вкладышей (патент РФ №2320881 - прототип).
Полимеризацию проводят в тепловой печи.
Изготовление звукопоглощающего устройства известным способом позволяет снизить массу конструкции.
Однако практическое применение известного способа для изготовления панелей звукопоглощающего устройства крупногабаритного турбореактивного двигателя показало, что извлечение резиновых вкладышей из пакета после его полимеризации и охлаждения является трудоемкой операцией.
Это обусловлено тем, что при намотке ленты пропитанного связующим композиционного материала на формообразующие резиновые вкладыши связующее попадает на поверхность резины, при этом в процессе полимеризации происходит проникновение связующего в резину и прочное скрепление композиционного материала с формообразующим вкладышем.
При извлечении вкладышей требуется приложение значительных усилий и применение специального инструмента, что усложняет осуществление этой операции.
Кроме того, при извлечении вкладышей возможно их частичное поверхностное разрушение, что приводит к наличию остатков резины на внутренней поверхности элементов готовой панели и снижению качества изготовления панели.
Таким образом, известный способ трудоемок и не позволяет достичь требуемого качества изготовления панели звукопоглощающего устройства.
Технической задачей данного изобретения является снижение трудоемкости и повышение качества изготовления панели звукопоглощающего устройства.
Технический результат достигается тем, что в способе изготовления панели звукопоглощающего устройства, включающем намотку ленты пропитанного связующим композиционного материала на формообразующие резиновые вкладыши, сборку обмотанных вкладышей в пакет, полимеризацию пакета в тепловой печи, охлаждение и извлечение формообразующих вкладышей, перед намоткой композиционного материала наносят на поверхность формообразующих вкладышей слой фторопластовой суспензии и сушат при температуре 15-35°С в течение 25-40 минут, в процессе полимеризации сначала нагревают пакет до температуры 115-125°С, выдерживают при этой температуре в течение часа, затем продолжают нагрев до температуры 165-175°С и выдерживают при этой температуре в течение 2,5 часов, при этом нагрев пакета производят со скоростью не менее 15°С в час, а охлаждение производят сначала в тепловой печи до температуры 40°С, затем на воздухе до комнатной температуры, причем формообразующие вкладыши извлекают не ранее 24 часов и не позднее 48 часов после проведения полимеризации.
Нанесение на поверхность формообразующих вкладышей фторопластовой суспензии (перед намоткой пропитанного связующим композиционного материала) с последующей сушкой позволяет создать на поверхности вкладыша, контактирующей с композиционным материалом, барьерный слой, препятствующий попаданию связующего на поверхность формообразующего вкладыша в процессе намотки композиционного материала.
Эмпирически определено, что оптимальной, с точки зрения создания эффективного барьерного слоя, является сушка нанесенной фторопластовой суспензии при температуре 15-35°С в течение 25-40 минут.
В результате многочисленных экспериментов, при проведении которых варьировались параметры процесса полимеризации (температура и время выдержки) и менялись условия охлаждения, разработана совокупность расположенных в строго определенной последовательности операций с оптимальными значениями параметров, позволяющих получить требуемую плотную монолитную структуру материала панели звукопоглощающего устройства при одновременном упрочнении барьерного слоя, нанесенного на поверхности формообразующих вкладышей.
Прочный барьерный слой позволяет исключить при полимеризации проникновение связующего в резину формообразующего вкладыша и тем самым уменьшить прочность скрепления материала панели с формообразующими вкладышами, что облегчает процесс извлечения формообразующих вкладышей из готовой панели.
Извлечение формообразующих вкладышей не ранее 24 часов и не позднее 48 часов после проведения полимеризации позволяет осуществить выдержку, необходимую для полного завершения формирования структуры композиционного материала и упрощения процесса извлечения формообразующих вкладышей из готовой панели.
Сущность предложенного способа поясняется эскизами, представленными на фиг.1, 2, 3.
При осуществлении технологического процесса изготавливают из жесткой резины (например, из резиновой смеси марки 2110) требуемое для формирования панели звукопоглощающего устройства количество формообразующих вкладышей 1 (фиг.1).
Подготавливают фторопластовую суспензию марки Ф-4ДМ, ТУ 6-05-1246-84, представляющую собой взвесь тонкодисперсного полимера в воде.
Наносят на поверхности «А» каждого резинового вкладыша 1 слой фторопластовой суспензии (кроме торцевых поверхностей «Б»).
Осуществляют сушку при температуре 15-35°С в течение 25-40 минут.
После сушки на резиновые вкладыши 1 в специальном приспособлении наматывают ленту 2 пропитанного связующим композиционного материала.
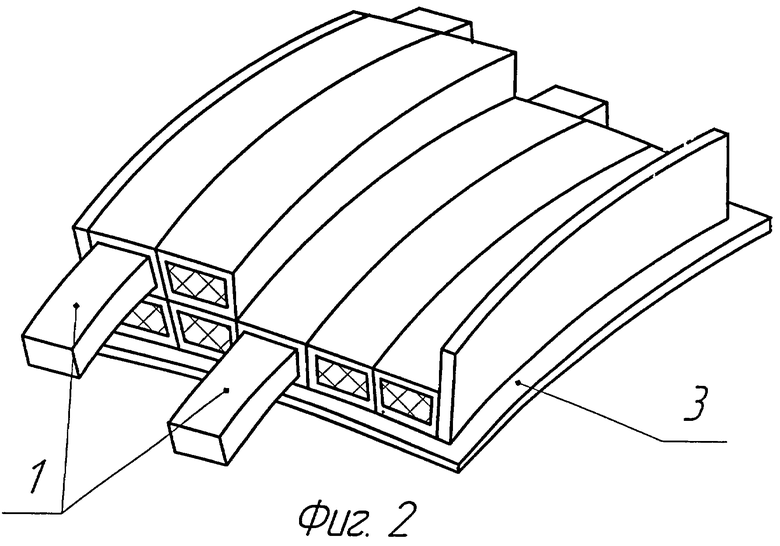
Затем обмотанные вкладыши 1 собирают в пакет, укладывая их на оправку 3 с боковыми стенками и формируя таким образом заготовку панели звукопоглощающего устройства (фиг.2).
Устанавливают оправку 3 с заготовкой панели в пресс-форму, предварительно обрезав концы резиновых вкладышей 1 заподлицо торцам пресс-формы.
Помещают пресс-форму в тепловую печь для проведения полимеризации заготовки панели.
В процессе полимеризации в тепловой печи сначала нагревают пакет до температуры 115-125°С со скоростью не менее 15°С в час, выдерживают при этой температуре в течение часа.
Продолжают нагрев пакета до температуры 165-175°С со скоростью не менее 15°С в час, выдерживают при этой температуре в течение 2,5 часов.
Прекращают нагрев и после охлаждения пакета до температуры 40°С вынимают пресс-форму из тепловой печи.
Далее охлаждают пакет в пресс-форме на воздухе до комнатной температуры и разбирают пресс-форму.
При этом разборку пресс-формы производят не ранее 24 часов и не позднее 48 часов после начала охлаждения пакета на воздухе.
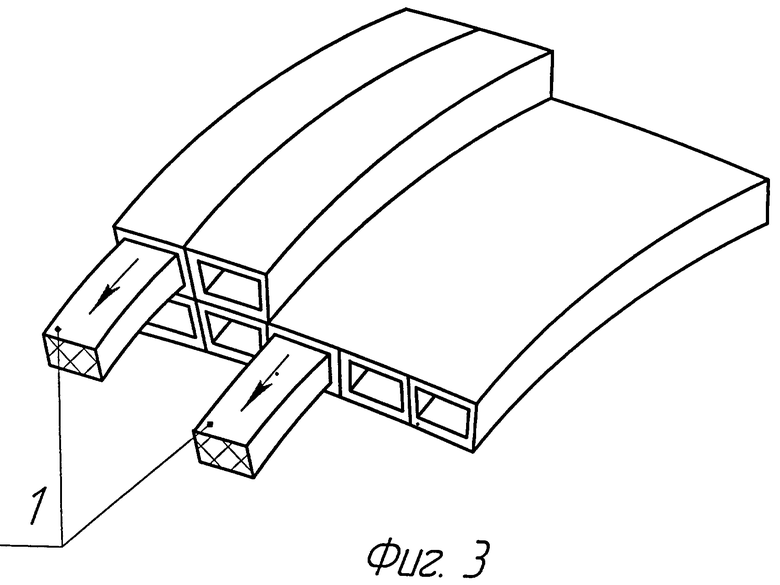
После разборки пресс-формы из готовой панели извлекают резиновые вкладыши 1 (фиг.3).
Практическое применение предлагаемого способа показало, что резиновые формообразующие вкладыши легко извлекаются из изготовленных панелей, которые соответствуют требуемым параметрам.
Предлагаемое изобретение позволяет снизить трудоемкость и повысить качество изготовления панелей звукопоглощающего устройства.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ПАНЕЛИ ЗВУКОПОГЛОЩАЮЩЕГО УСТРОЙСТВА | 2008 |
|
RU2382698C1 |
| ПОЛИМЕРНЫЙ ЗВУКОПОГЛОЩАЮЩИЙ МАТЕРИАЛ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2015 |
|
RU2612674C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОМПОЗИТНОГО МНОГОСЛОЙНОГО ИЗДЕЛИЯ | 2024 |
|
RU2832222C1 |
| Способ изготовления деталей из волокнистого полимерного композиционного материала | 2017 |
|
RU2656317C1 |
| СПОСОБ ПОДГОТОВКИ К РАБОТЕ ФОРМООБРАЗУЮЩЕЙ ОПРАВКИ | 2008 |
|
RU2384410C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СФЕРИЧЕСКОЙ ЗАГЛУШКИ С ФЛАНЦЕМ ДЛЯ СОПЛА РАКЕТНОГО ДВИГАТЕЛЯ | 2011 |
|
RU2460900C1 |
| ПАТРУБОК ГИБКИЙ ИЗ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ НА ОСНОВЕ ВУЛКАНИЗИРОВАННОЙ ПРОРЕЗИНЕННОЙ СТЕКЛОТКАНИ И ПОЛИМЕРНОГО ПОКРЫТИЯ | 2023 |
|
RU2808131C1 |
| СПОСОБ ПОДГОТОВКИ К РАБОТЕ ФОРМООБРАЗУЮЩЕЙ ОПРАВКИ | 2010 |
|
RU2436672C1 |
| Способ изготовления звукопоглощающего устройства турбореактивного двигателя | 2017 |
|
RU2684292C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ИЗ АРМИРОВАННЫХ ТЕРМОПЛАСТИЧНЫХ МАТЕРИАЛОВ МЕТОДОМ ТЕРМОШТАМПОВАНИЯ | 2018 |
|
RU2706614C1 |

Изобретение относится к области авиадвигателестроения и может быть использовано при изготовлении звукопоглощающих устройств турбореактивных двигателей. Способ изготовления панели звукопоглощающего устройства включает намотку ленты пропитанного связующим композиционного материала на формообразующие резиновые вкладыши, сборку обмотанных вкладышей в пакет, полимеризацию пакета в тепловой печи, охлаждение пакета и извлечение формообразующих вкладышей. Перед намоткой композиционного материала на поверхность формообразующих вкладышей наносят слой фторопластовой суспензии и сушат при температуре 15-35°С в течение 25-40 минут. В процессе полимеризации сначала нагревают пакет до температуры 115-125°С, выдерживают при этой температуре в течение часа, затем продолжают нагрев до температуры 165-175°С и выдерживают при этой температуре в течение 2,5 часов, причем нагрев пакета производят со скоростью не менее 15°С в час. Охлаждение производят сначала в тепловой печи до температуры 40°С, затем на воздухе до комнатной температуры. Формообразующие вкладыши извлекают не ранее 24 часов и не позднее 48 часов после проведения полимеризации. Изобретение позволяет снизить трудоемкость и повысить качество изготовления панели звукопоглощающего устройства. 3 ил.
Способ изготовления панели звукопоглощающего устройства, включающий намотку ленты пропитанного связующим композиционного материала на формообразующие резиновые вкладыши, сборку обмотанных вкладышей в пакет, полимеризацию пакета в тепловой печи, охлаждение пакета и извлечение формообразующих вкладышей, отличающийся тем, что перед намоткой композиционного материала наносят на поверхность формообразующих вкладышей слой фторопластовой суспензии и сушат при температуре 15-35°С в течение 25-40 мин, в процессе полимеризации сначала нагревают пакет до температуры 115-125°С, выдерживают при этой температуре в течение часа, затем продолжают нагрев до температуры 165-175°С и выдерживают при этой температуре в течение 2,5 ч, при этом нагрев пакета производят со скоростью не менее 15°С/ч, а охлаждение производят сначала в тепловой печи до температуры 40°С, затем на воздухе до комнатной температуры, причем формообразующие вкладыши извлекают не ранее 24 ч и не позднее 48 ч после проведения полимеризации.
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗВУКОПОГЛОЩАЮЩЕГО УСТРОЙСТВА ТУРБОРЕАКТИВНОГО ДВИГАТЕЛЯ | 2006 |
|
RU2320881C1 |
| Способ изготовления бескаркасных панелей | 1973 |
|
SU477143A2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗВУКОПОГЛОЩАЮЩЕЙ КОНСТРУКЦИИ | 2005 |
|
RU2282735C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРЕХСЛОЙНЫХ КОНСТРУКЦИЙ С СОТОВЫМ ЗАПОЛНИТЕЛЕМ | 0 |
|
SU361117A1 |
| Способ изготовления строительных панелей из полимерных композиционных материалов | 1987 |
|
SU1477872A1 |
| Способ и приспособление для нагревания хлебопекарных камер | 1923 |
|
SU2003A1 |

