Область техники, к которой относится изобретение
Настоящее раскрытие изобретения относится к способу производства текстурированной электротехнической листовой стали, подходящей для использования в качестве материала железного сердечника трансформатора.
Уровень техники
В качестве общей методики производства текстурированных электротехнических листовых сталей используют вторичную рекристаллизацию зерен, характеризующихся ориентацией Госса, во время очищающего отжига при использовании выделений, называемых ингибиторами. Использование ингибиторов является полезным для стабильного развития зерен, подвергнутых вторичной рекристаллизации, но потребовало проведения нагревания сляба при высокой температуре, составляющей 1300°С или более, для однократного растворения компонентов, образующих ингибитор, в целях тонкого диспергирования ингибиторов в стали. Поскольку ингибиторы вызывают ухудшение магнитных свойств после вторичной рекристаллизации, также потребовалось и удаление из стальной подложки выделений и включений, таких как ингибиторы, в результате проведения очищающего отжига при высокой температуре, составляющей 1100°С или более, и в результате контролируемого выдерживания температуры.
Теперь, с одной стороны, в целях уменьшения издержек недавно были разработаны методики уменьшения толщины сляба и непосредственного проведения горячей прокатки. Однако, тогда, когда в целях использования ингибиторов, соответствующих вышеупомянутым, потребуется повторное растворение ингибиторов в результате нагревания сляба при высокой температуре до горячей прокатки, такому способу получения тонких слябов, имеющих уменьшенную толщину, и непосредственного проведения горячей прокатки будет свойственен недостаток, заключающийся в том, что слябы не нагревают вплоть до достаточно высокой температуры даже при нагревании слябов во время транспортирования до горячей прокатки. По такой причине в публикации JP 2002-212639 А (ИПЛ 1) предлагается способ использования ингибиторов, которые содержат только маленькое количество MnS и MnSe в результате удаления Al по возможности в наибольшей степени.
С другой стороны, в публикации JP 2000-129356 A (ИПЛ 2) предлагается методика развития кристаллических зерен, характеризующихся ориентацией Госса, в результате вторичной рекристаллизации без содержания компонентов, образующих ингибитор. Это методика вторичной рекристаллизации зерен, характеризующихся ориентацией Госса, без использования ингибиторов в результате исключения примесей, таких как компоненты, образующие ингибитор, по возможности в наибольшей степени для выявления зависимости зернограничной энергии кристаллов во время первичной рекристаллизации от углов дезориентации на границах зерен. И эффект этого называется эффектом ингибирования текстуры. В таком способе обеспечивается получение больших преимуществ применительно как к аспекту издержек, так и к аспекту эксплуатационного обслуживания, поскольку отсутствует потребность в проведении очищающего отжига при высокой температуре вследствие отсутствия необходимости проведения стадии очищения от ингибиторов, а также поскольку отсутствует потребность в нагревании сляба, проводимого при высокой температуре, что было существенным для тонкого распределения частиц, вследствие отсутствия необходимости тонкого распределения частиц ингибиторов в стали. Помимо этого, разрешение вышеупомянутых проблем во время нагревания сляба, как это представляется, делает возможным выгодное использование данного способа в методике получения тонких слябов с целью уменьшения издержек и непосредственного проведения горячей прокатки.
Перечень цитирования
Источники патентной литературы
ИПЛ 1: JP 2002-212639 A
ИПЛ 2: JP 2000-129356 A
Раскрытие сущности изобретения
Техническая проблема.
Как это упоминалось выше, методика производства текстурированных электротехнических листовых сталей без использования компонентов, образующих ингибитор, как это ожидается, является совместимой с методикой производства, использующей тонкие слябы с целью уменьшения издержек. Однако, при производстве текстурированных электротехнических листовых сталей в комбинации с данными методиками производства вновь стала очевидной проблема, заключающаяся в ухудшении магнитных свойств.
Поэтому полезным могло бы оказаться предложение способа стабильного получения превосходных магнитных свойств при производстве текстурированных электротехнических листовых сталей из тонких слябов без использования компонентов, образующих ингибиторы.
Решение проблемы.
Заявители провели интенсивные исследования в отношении способа разрешения заявленной выше проблемы. В результате, как это недавно установили заявители, благоприятные магнитные свойства стабильно могут быть получены даже для текстурированных электротехнических листовых сталей, произведенных из тонких слябов без использования компонентов, образующих ингибитор, в результате контролируемого выдерживания температуры и времени в технологическом процессе нагревания до горячей прокатки. Заявители провели следующий далее эксперимент.
Эксперимент.
Тонкий сляб, имеющий толщину 60 мм, производили при использовании технологического процесса непрерывной разливки, используя расплавленную сталь, содержащую в % (масс.) С: 0,018%, Si: 3,21%, Mn: 0,080%, Al: 0,0032%, N: 0,0013%, S: 0,0019% и Se: 0,0011%. Нагревание сляба проводят до горячей прокатки в результате перепускания сляба через туннельную печь на пути транспортирования сляба до стадии горячей прокатки. Сляб нагревали в результате различного изменения как температуры нагревания, так и времени нагревания в технологическом процессе нагревания.
Горячую прокатку начинали по истечении каждого установленного времени после завершения технологического процесса нагревания сляба. Тонкий сляб подвергали горячей прокатке для получения горячекатаной листовой стали, имеющей толщину 2,7 мм. После этого горячекатаную листовую сталь подвергали отжигу горячекатаной листовой стали при 1000°С на протяжении 30 секунд со следующей далее холодной прокаткой, завершающейся при толщине листа 0,27 мм. Вслед за этим в условиях проведения томления при 850°С на протяжении 60 секунд в атмосфере 50% Н2 + 50% N2 при температуре точки росы 50°С проводили отжиг первичной рекристаллизации, который также исполняет и функцию обезуглероживания, со следующими далее нанесением отжигового сепаратора, в основном содержащего MgO, а после этого проведением очищающего отжига при сохранении 1200°С на протяжении 50 часов в атмосфере Н2.
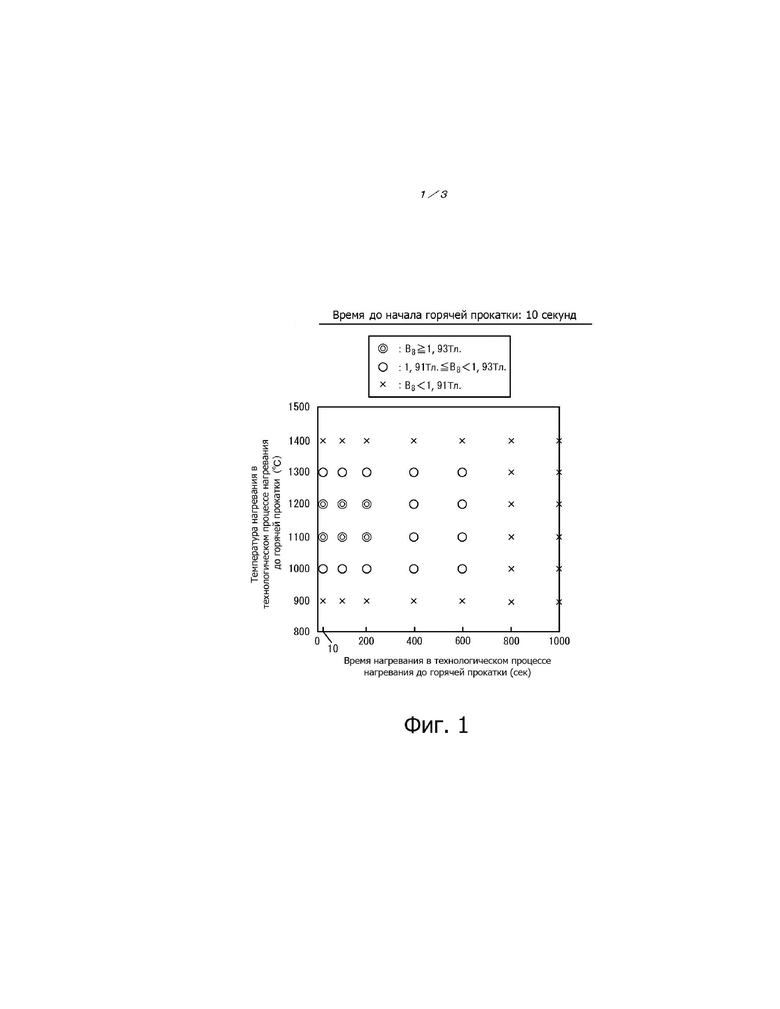
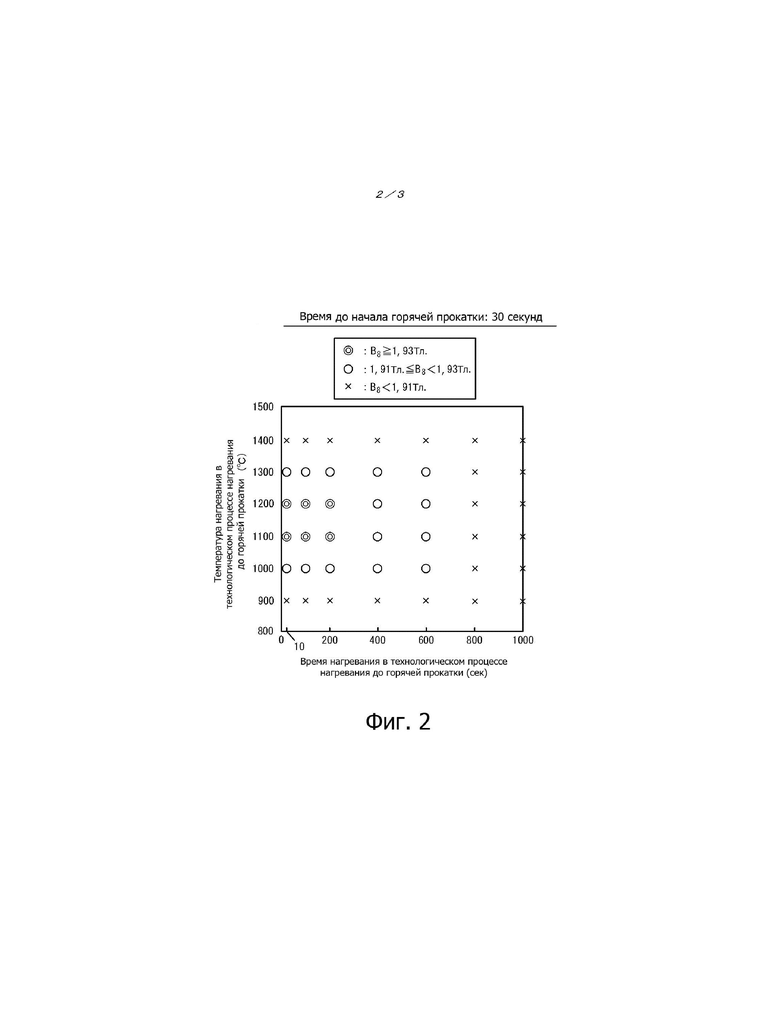
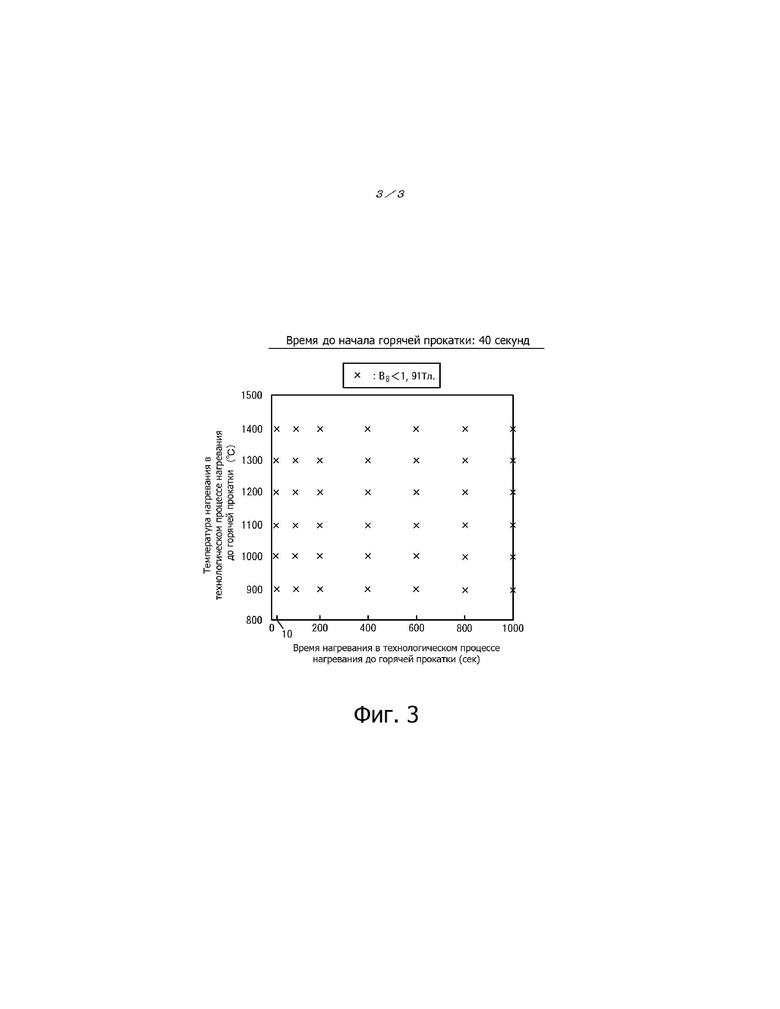
После этого в условиях при 800°С на протяжении 15 секунд проводили правильный отжиг, который также исполняет и функцию получения покрытия, придающего натяжение и в основном содержащего фосфат магния и хромовую кислоту. В соответствии с методом, описанным в документе JIS C 2550, измеряли магнитную индукцию B8 для полученного образца. Результат по полученной магнитной индукции В8, организованный в отношении температуры нагревания и времени нагревания в технологическом процессе нагревания до горячей прокатки, проиллюстрирован на фигурах от фиг. 1 до фиг. 3. Фиг. 1, фиг. 2 и фиг. 3 иллюстрируют результаты для случаев, когда горячую прокатку начинали по истечении 10 секунд, 30 секунд и 40 секунд, соответственно, после завершения технологического процесса нагревания. Как это можно наблюдать на данных фигурах, магнитная индукция увеличивается в результате контролируемого выдерживания температуры в технологическом процессе нагревания в диапазоне от 1000°С или более до 1300°С или менее и времени в технологическом процессе нагревания в диапазоне от 10 секунд или более до 600 секунд или менее и в результате начала горячей прокатки в пределах 30 секунд после нагревания.
Несмотря на отсутствие необходимой ясности в отношении механизма того, как температура и время в технологическом процессе нагревания до горячей прокатки, таким образом, оказывают воздействие на магнитные свойства, заявители рассматривают нижеследующее.
Признаки тонких слябов включают структуру сляба, включающую главным образом столбчатые кристаллы. Как это представляется, это обуславливается маленькой вероятностью образования равноосных кристаллов из центральной части толщины листа, поскольку тонкие слябы в сопоставлении с толстыми слябами охлаждаются быстрее при разливке и характеризуются более значительным температурным градиентом на поверхностях раздела затвердевших корок. Как это известно, структура сляба в виде столбчатых кристаллов после горячей прокатки образует структуру, подвергнутую переработке в результате горячей прокатки, которая с маленькой вероятностью рекристаллизуется даже при последующих термических обработках. Данная структура, которая с маленькой вероятностью рекристаллизуется, оказывает воздействие на ухудшение магнитных свойств текстурированных электротехнических листовых сталей после чистового отжига. То есть, предположительно столбчатые кристаллы, становящиеся основной структурой структуры сляба в состоянии до горячей прокатки, стимулируют ухудшение магнитных свойств.
В целях разрешения данной проблемы количество столбчатых кристаллов должно быть уменьшено. Уменьшение количества столбчатых кристаллов возможно в продукции из стали общего назначения, отличной от электротехнических листовых сталей, поскольку продукция из стали общего назначения включает превращение α – γ таким образом, что рекристаллизация протекает при превращении в температурном диапазоне γ-фазы даже в случае столбчатых кристаллов, образующихся в высокотемпературном диапазоне α-фазы. Однако, текстурированные электротехнические листовые стали в некоторых случаях могут обладать однофазной структурой α-фазы, поскольку текстурированные электротехнические листовые стали предотвращают обусловленное γ-превращением после вторичной рекристаллизации нарушение микроструктуры, демонстрирующей размеры зерен, характеризующихся ориентацией Госса, что в результате приводит к получению в значительной степени низкой доли γ-фазы. Вследствие этого затруднительно уменьшить количество столбчатых кристаллов по причинам вышеупомянутой рекристаллизации при превращении в температурном диапазоне γ-фазы.
Поэтому заявители будут фокусироваться на другом признаке при производстве тонких слябов, то есть, деформации, накопленной в структуре тонких слябов. Обычно слябы отливают в вертикальном направлении, но после этого проводят доводку таким образом, чтобы они повернулись бы на приблизительно 90° при определенной кривизне для транспортирования в горизонтальном направлении. Стандартные слябы, характеризующиеся толщиной сляба, составляющей приблизительно 200 мм, нелегко деформируются, поэтому характеризуются маленькой величиной кривизны. Но тонкие слябы, имеющие маленькую толщину, легко изгибаются, поэтому производственные издержки могут быть уменьшены при меньшем пространстве, необходимом для изгибающей доводки, в результате увеличения кривизны во время доводки. В данное время имеет место признак, заключающийся в накапливании значительной степени деформации в структуре сляба.
При накоплении данной деформации проведение термической обработки при высокой температуре в некоторой степени, говоря конкретно, проведение термической обработки для нагревания до температурного диапазона, составляющего 1000°С или более, как это представляется, с большой вероятностью вызывало частичный рост зерен, индуцируемый деформацией, или рекристаллизацию структуры, отличной от столбчатых кристаллов, (равноосных кристаллов), что уменьшает количество столбчатых кристаллов, приводя в результате к улучшению магнитных свойств листовой продукции. Данное явление, возможно, является характерным для образцов листов, в основном содержащих α-фазу, таких как текстурированные электротехнические листовые стали, поскольку деформация даже в случае ее накопления однажды будет релаксировать при превращении в продукции из стали общего назначения, включающей превращение α – γ.
В дополнение к этому, либо в обстоятельствах, когда температура нагревания является избыточно высокой, например, при превышении температурой нагревания в технологическом процессе нагревания 1300°, либо в обстоятельствах, в которых время нагревания является избыточно продолжительным, например, при превышении временем нагревания 600 секунд, как это представляется, магнитные свойства листовой продукции ухудшались вследствие наличия избыточно грубых кристаллических зерен, образовавшихся вместо столбчатых кристаллов, и последующего образования структуры, подвергнутой переработке в результате горячей прокатки и не легко рекристаллизуемой даже при использовании термических обработок, подобно столбчатым кристаллам. В дополнение к этому, с точки зрения скорости транспортирования сляба нижнее предельное значение времени нагревания составляет 10 секунд.
Кроме того, как это представляется, в случае периода времени после нагревания вплоть до начала горячей прокатки, более продолжительного, чем 30 секунд, происходило выделение примесей, что в результате приводило к ухудшению магнитных свойств листовой продукции.
В качестве разрешения проблем, относящихся к столбчатым кристаллам в тонких слябах, также могут рассматриваться и добавление и установка вновь в существующих производственных технологических линиях аппаратуры, имеющей функцию равноосной кристаллизации структуры. Но при добавлении такой аппаратуры имеет место недостаток, заключающийся в значительном увеличении издержек. В противоположность этому, настоящее раскрытие изобретения представляет собой новую методику, которая может хорошо объединять признаки структуры текстурированных электротехнических листовых сталей и признаки технологического процесса непрерывной разливки с тонкими слябами, а также которая может сводить к минимуму увеличение издержек, такое как в случае установки новой аппаратуры.
Таким образом, заявители сумели добиться успеха в предотвращении ухудшения магнитных свойств в результате контролируемого выдерживания температуры и времени в технологическом процессе нагревания до горячей прокатки при производстве текстурированных электротехнических листовых сталей из тонких слябов при использовании безингибиторных материалов.
Настоящее раскрытие изобретения в своей основе имеет вышеупомянутые новые открытия, и заявители предлагают:
1. Способ производства текстурированной электротехнической листовой стали, включающий:
проведение для расплавленной стали непрерывной разливки для получения сляба, имеющего толщину в диапазоне от 25 мм или более до 100 мм или менее, при этом расплавленная сталь характеризуется химическим составом, содержащим (состоящим из) в % (масс.)
С в количестве в диапазоне от 0,002% или более до 0,100% или менее,
Si в количестве в диапазоне от 2,00% или более до 8,00% или менее и
Mn в количестве в диапазоне от 0,005% или более до 1,000% или менее,
Al в количестве, составляющем менее, чем 0,0100%, N в количестве, составляющем менее, чем 0,0060%, S в количестве, составляющем менее, чем 0,0100%, и Se в количестве, составляющем менее, чем 0,0100%, причем остаток представляют собой Fe и неизбежные примеси;
нагревание, а после этого горячую прокатку сляба для получения горячекатаной листовой стали;
холодную прокатку горячекатаной листовой стали один раз или холодную прокатку горячекатаной листовой стали два или более раза при проведении промежуточного отжига (отжигов) в промежутке между ними для получения холоднокатаной листовой стали, характеризующейся конечной толщиной листа;
проведение для холоднокатаной листовой стали отжига первичной рекристаллизации;
проведение для холоднокатаной листовой стали отжига вторичной рекристаллизации после отжига первичной рекристаллизации;
где стадию нагревания сляба проводят при температуре в диапазоне от 1000°С или более до 1300°С или менее на протяжении времени в диапазоне от 10 секунд или более до 600 секунд или менее, и горячую прокатку начинают в пределах 30 секунд после нагревания.
2. Способ производства текстурированной электротехнической листовой стали, соответствующий позиции 1, где сляб нагревают при транспортировании вдоль направления разливки со скоростью, составляющей 10 м/мин или более, на стадии нагревания сляба.
3. Способ производства текстурированной электротехнической листовой стали, соответствующий позициям 1 или 2, где химический состав содержит в % (масс.)
S в количестве, составляющем менее, чем 0,0030%, и Se в количестве, составляющем менее, чем 0,0030%.
4. Способ производства текстурированной электротехнической листовой стали, соответствующий любой одной из позиций от 1 до 3,
где химический состав, кроме того, содержит одного или нескольких представителей, выбираемых из числа, в % (масс.),
Cr в количестве в диапазоне от 0,01% или более до 0,50% или менее,
Cu в количестве в диапазоне от 0,01% или более до 0,50% или менее,
P в количестве в диапазоне от 0,005% или более до 0,50% или менее,
Ni в количестве в диапазоне от 0,001% или более до 0,50% или менее,
Sb в количестве в диапазоне от 0,005% или более до 0,50% или менее,
Sn в количестве в диапазоне от 0,005% или более до 0,50% или менее,
Bi в количестве в диапазоне от 0,005% или более до 0,50% или менее,
Mo в количестве в диапазоне от 0,005% или более до 0,100% или менее,
B в количестве в диапазоне от 0,0002% или более до 0,0025% или менее,
Nb в количестве в диапазоне от 0,0010% или более до 0,0100% или менее и
V в количестве в диапазоне от 0,0010% или более до 0,0100% или менее.
5. Способ производства текстурированной электротехнической листовой стали, соответствующий любой одной из позиций от 1 до 4, где, по меньшей мере, часть нагревания проводят в результате индукционного нагревания на стадии нагревания сляба.
Выгодный эффект.
Таким образом, возможным является стабильное получение превосходных магнитных свойств при производстве текстурированных электротехнических листовых сталей из тонких слябов без использования компонентов, образующих ингибитор.
Краткое описание чертежей
На приложенных чертежах:
фиг. 1 представляет собой график, иллюстрирующий соотношение между температурой нагревания и временем нагревания в технологическом процессе нагревания и магнитной индукцией В8 в случае начала горячей прокатки через 10 секунд после завершения технологического процесса нагревания;
фиг. 2 представляет собой график, иллюстрирующий соотношение между температурой нагревания и временем нагревания в технологическом процессе нагревания и магнитной индукцией В8 в случае начала горячей прокатки через 30 секунд после завершения технологического процесса нагревания;
фиг. 3 представляет собой график, иллюстрирующий соотношение между температурой нагревания и временем нагревания в технологическом процессе нагревания и магнитной индукцией В8 в случае начала горячей прокатки через 40 секунд после завершения технологического процесса нагревания.
Осуществление изобретения
Химический состав.
Ниже описываются текстурированная электротехническая листовая сталь и способ ее производства, соответствующие одному из раскрытых вариантов осуществления. Во-первых, описываются причины наложения ограничений на химический состав стали. В описании изобретения символ «%», представляющий уровень содержания (количество) каждого элементного компонента, будет обозначать «% (масс.)», если только не будет отмечено другого.
C: от 0,002% или более до 0,100% или менее
На количество С накладывают ограничение значением, составляющим 0,100% или менее. Это обуславливается тем, что в случае превышения уровнем содержания С 0,100% было бы затруднительно уменьшить данный уровень содержания до 0,005% или менее, когда после обезуглероживающего отжига не возникало бы какое-либо магнитное старение. Между тем, в случае уровня содержания С, составляющего менее, чем 0,002%, был бы утрачен эффект зернограничного упрочнения, обусловленный присутствием С, что вызывает появление дефектов, таких как трещины, появляющиеся в слябах, которые создают препятствия для производственной технологичности. Поэтому количество С должно находиться в диапазоне от 0,002% или более до 0,100% или менее. Количество С предпочтительно составляет 0,010% или более. И количество С предпочтительно составляет 0,050% или менее.
Si: от 2,00% или более до 8,00% или менее
Si представляет собой элемент, необходимый для увеличения удельного сопротивления стали и улучшения характеристик потерь в сердечнике. Для данной цели требуется уровень содержания Si, составляющий 2,00% или более. Между тем, в случае превышения уровнем содержания Si 8,00% ухудшится обрабатываемость стали, что сделает прокатку затруднительной. Поэтому количество Si должно находиться в диапазоне от 2,00% или более до 8,00% или менее. Количество Si предпочтительно составляет 2,50% или более. И количество Si предпочтительно составляет 4,50% или менее.
Mn: от 0,005% или более до 1,000% или менее
Mn представляет собой элемент, необходимый для получения благоприятной обрабатываемости в горячем состоянии. Для данной цели требуется уровень содержания Mn, составляющий 0,005% или более. Между тем, в случае превышения уровнем содержания Mn 1,000% уменьшится магнитная индукция для листовой продукции. Поэтому количество Mn должно находиться в диапазоне от 0,005% или более до 1,000% или менее. Количество Mn предпочтительно составляет 0,040% или более. И количество Mn предпочтительно составляет 0,200% или менее.
Как это упоминалось выше, уровень содержания Al, N, S и Se в качестве компонентов, образующих ингибитор, должен быть уменьшен по возможности в наибольшей степени. Говоря конкретно, на каждое количество должно быть наложено ограничение в виде: для Al: менее, чем 0,0100%, для N: менее, чем 0,0060%, для S: менее, чем 0,0100% и для Se: менее, чем 0,0100%. Количество Al предпочтительно составляет менее, чем 0,0080%. Количество N предпочтительно составляет менее, чем 0,0040%. Количество S предпочтительно составляет менее, чем 0,0030%. И количество Se предпочтительно составляет менее, чем 0,0030%.
Основной компонент у заявителей соответствует представленному выше описанию изобретения, а остаток представляют собой Fe и неизбежные примеси. Такие неизбежные примеси включают примеси, которые неизбежно образуют загрязнения, поступая из материалов исходного сырья, производственных технологических линий и тому подобного. В дополнение к вышеизложенному в надлежащем случае также могут содержаться и следующие далее другие элементы.
В целях улучшения магнитных свойств настоящее раскрытие изобретения в надлежащем случае может содержать одного или нескольких представителей, выбираемых из числа: Cr в количестве, составляющем 0,01% или более, Cr в количестве, составляющем 0,50% или менее, Cu в количестве, составляющем 0,01% или более, Cu в количестве, составляющем 0,50% или менее, P в количестве, составляющем 0,005% или более, P в количестве, составляющем 0,50% или менее, Ni в количестве, составляющем 0,001% или более, Ni в количестве, составляющем 0,50% или менее, Sb в количестве, составляющем 0,005% или более, Sb в количестве, составляющем 0,50% или менее, Sn в количестве, составляющем 0,005% или более, Sn в количестве, составляющем 0,50% или менее, Bi в количестве, составляющем 0,005% или более, Bi в количестве, составляющем 0,50% или менее, Mo в количестве, составляющем 0,005% или более, Mo в количестве, составляющем 0,100% или менее, B в количестве, составляющем 0,0002% или более, B в количестве, составляющем 0,0025% или менее, Nb в количестве, составляющем 0,0010% или более, Nb в количестве, составляющем 0,0100% или менее, V в количестве, составляющем 0,0010% или более, и V в количестве, составляющем 0,0100% или менее. При добавляемом количестве каждого компонента химического состава, меньшем, чем нижнее предельное значение, отсутствует какой-либо эффект улучшения магнитных свойств. А при добавляемом количестве каждого компонента химического состава, большем, чем верхнее предельное значение, ухудшаются магнитные свойства вследствие подавления развития зерен, подвергнутых вторичной рекристаллизации.
Во-вторых, будет описываться способ производства текстурированной электротехнической листовой стали заявителей.
Толщина сляба.
Сляб производят при использовании технологического процесса непрерывной разливки из расплавленной стали, характеризующейся вышеупомянутым химическим составом. В целях уменьшения издержек толщину произведенного сляба разрабатывают составляющей 100 мм или менее. Между тем, с точки зрения производительности толщину сляба разрабатывают составляющей 25 мм или более. Толщина сляба предпочтительно составляет 40 мм или более. И толщина сляба предпочтительно составляет 80 мм или менее.
Нагревание.
Сляб, произведенный из расплавленной стали, нагревают в технологическом процессе нагревания до горячей прокатки. Как это проиллюстрировано в вышеупомянутых экспериментальных результатах на фиг. 1 и фиг. 2, в качестве условий проведения нагревания существенными являются температура нагревания в диапазоне от 1000°С или более до 1300°С или менее, а также время нагревания в диапазоне от 10 секунд или более до 600 секунд или менее.
Для вышеупомянутого технологического процесса нагревания не является необходимым отжиг при высокой температуре на протяжении продолжительного времени для растворения ингибиторов. Поэтому температура нагревания предпочтительно составляет 1250°С или менее, а время нагревания предпочтительно составляет 300 секунд или менее, в обоих случаях с точки зрения уменьшения издержек. Кроме того, температура нагревания предпочтительно составляет 1110°С или более, и температура нагревания предпочтительно составляет 1200°С или менее, в обоих случаях с точки зрения магнитных свойств. А время нагревания предпочтительно составляет 10 секунд или более, и время нагревания предпочтительно составляет 200 секунд или менее, в обоих случаях также с точки зрения магнитных свойств. В дополнение к этому, по меньшей мере, часть нагревания может быть проведена в результате индукционного нагревания в технологическом процессе нагревания. Индукционное нагревание представляет собой способ нагревания при использовании самонагревания, например, в результате приложения к слябу переменного магнитного поля.
В способе нагревания предпочтительным является сохранение нагревания во время транспортирования при использовании аппаратуры, в которой объединены рольганг и нагревательная печь, называемой туннельной печью. При использовании данного способа может быть подавлена флуктуация температуры в слябе.
В данном случае в обычном способе нагревания сляба общепринятым является наличие у нагревательной печи шлеппера, и сляб транспортируют в направлении ширины сляба, при этом сляб периодически поднимают при использовании шагающей балки и тому подобного во время нагревания. Однако, при использовании тонких слябов возникает проблема, заключающаяся в прогибании сляба при подъеме в печи вследствие его тонкости. Помимо этого, значительное падение температуры в шлепперной части оказывает непосредственное воздействие на ухудшение магнитных свойств в соответствующей части листовой продукции. Поэтому вышеупомянутый способ не является надлежащим при использовании тонких слябов. По данным причинам в настоящем раскрытии изобретения желательным является способ нагревания при одновременном транспортировании сляба параллельно направлению разливки сляба, такой как способ туннельной печи. Даже в таком случае существует проблема, заключающаяся в возможности возникновения прогибания сляба между роликами, что приводит к получению поверхностных дефектов и тому подобного во время обычного транспортирования сляба на роликах рольганга. По данной причине и в целях обеспечения возможности подавления прогибания сляба, а также предотвращения тепловыделения из роликов при транспортировании сляба с одновременным нагреванием желательной является скорость транспортирования, составляющая 10 м/мин или более.
Горячая прокатка.
После вышеупомянутого нагревания проводят горячую прокатку. При учете тонкости сляба с точки зрения издержек желательными являются опускание черновой прокатки и проведение только чистовой прокатки при использовании прокатного стана с последовательным расположением клетей. При проведении прокатки существует контролируемое выдерживание периода времени после нагревания вплоть до начала горячей прокатки в пределах 30 минут в целях поучения превосходных магнитных свойств. Период времени после нагревания вплоть до начала горячей прокатки предпочтительно находится в пределах 20 секунд, а более предпочтительно в пределах 10 секунд.
В качестве температуры горячей прокатки желательными являются начальная температура, составляющая 900°С или более, а также конечная температура, составляющая 700°С или более, в обоих случаях для получения благоприятных конечных магнитных свойств для безингибиторного химического компонента. Однако, в желательном случае конечная температура составляет 1000°С или менее, поскольку профиль после прокатки имеет тенденцию к изменению в неблагоприятном направлении при чрезмерно высокой конечной температуре.
Отжиг горячекатаной листовой стали
По мере надобности для горячекатаной листовой стали, полученной в результате горячей прокатки, проводят отжиг горячекатаной листовой стали. В целях получения благоприятных магнитных свойств температура отжига горячекатаной листовой стали предпочтительно составляет 800°С или более, и температура отжига горячекатаной листовой стали предпочтительно составляет 1150°С или менее. В случае температуры отжига горячекатаной листовой стали, составляющей менее, чем 800°С, сохранится текстура листа от горячей прокатки, делая затруднительным достижение микроструктуры, подвергнутой первичной рекристаллизации и включающей зерна, имеющие однородные размеры, что в результате приводит к воспрепятствованию развитию вторичной рекристаллизации. В случае превышения температурой отжига горячекатаной листовой стали 1150°С размер зерен после отжига горячекатаной листовой стали будет расти чрезмерно грубо, что сделает чрезвычайно невыгодным достижение микроструктуры, подвергнутой первичной рекристаллизации и включающей зерна, имеющие однородные размеры. Температура отжига горячекатаной листовой стали в желательном случае составляет 950°С или более. И температура отжига горячекатаной листовой стали в желательном случае составляет 1080°С или менее. Время отжига предпочтительно составляет 10 секунд или более. И время отжига предпочтительно составляет 200 секунд или менее. Текстура листа имеет тенденцию к сохранению при времени отжига, составляющем менее, чем 10 секунд. В случае превышения временем отжига 200 секунд возникнет проблема, заключающаяся в ликвации на границах зерен элементов, способных подвергаться ликвации, и тому подобного таким образом, что во время последующей холодной прокатки легко могут появляться дефекты, такие как трещины и тому подобное.
Холодная прокатка.
После горячей прокатки или отжига горячекатаной листовой стали один или несколько раз проводят холодную прокатку при проведении промежуточного отжига (отжигов) в промежутке между ними по мере надобности для получения холоднокатаной листовой стали, характеризующейся конечной толщиной листа. Температура промежуточного отжига предпочтительно составляет 900°С или более. И температура промежуточного отжига предпочтительно составляет 1200°С или менее. В случае температуры промежуточного отжига, составляющей менее, чем 900°С, подвергнутые рекристаллизации зерна станут более мелкими, и микроструктура, подвергнутая первичной рекристаллизации, будет содержать меньше зародышей Госса, что в результате приведет к ухудшению магнитных свойств. Между тем, в случае превышения температурой промежуточного отжига 1200°С размер зерен будет расти чрезмерно грубо, что сделает чрезвычайно невыгодным достижение микроструктуры, подвергнутой первичной рекристаллизации и включающей зерна, имеющие однородные размеры, как и при отжиге горячекатаной листовой стали.
Кроме того, температура промежуточного отжига более предпочтительно находится в приблизительном диапазоне от 900°С до 1150°С. При чистовой холодной прокатке эффективным является проведение холодной прокатки при увеличенной температуре до диапазона от 100°С до 300°С, а также эффективным является проведение состаривающей обработки один или несколько раз в температурном диапазоне от 100°С до 300°С в ходе холодной прокатки, в обоих случаях в целях улучшения магнитных свойств в результате изменения текстуры, подвергнутой рекристаллизации.
Отжиг первичной рекристаллизации.
После вышеупомянутой холодной прокатки проводят отжиг первичной рекристаллизации. Отжиг первичной рекристаллизации также может исполнять и функцию обезуглероживающего отжига. Эффективной является температура отжига, составляющая 800°С или более, а также эффективной является температура отжига, составляющая 900°С или менее, в обоих случаях с точки зрения обезуглероживания. С точки зрения обезуглероживания в желательном случае атмосфера является влажной. Помимо этого, время отжига предпочтительно находится в приблизительном диапазоне от 30 секунд до 300 секунд. Однако, это не будет относится к случаю содержания С только в количестве, составляющем 0,005% или менее, когда обезуглероживание не является необходимым.
Нанесение отжигового сепаратора.
После вышеупомянутого отжига первичной рекристаллизации на листовую сталь по мере надобности наносят отжиговый сепаратор. В данный момент в случае формирования пленки форстерита, которая в значительной степени обуславливает потери в сердечнике, в результате нанесения отжигового сепаратора, в основном содержащего MgO, со следующим далее проведением отжига вторичной рекристаллизации, который также исполняет и функцию очищающего отжига, формируется пленка форстерита при одновременном развитии микроструктуры, подвергнутой вторичной рекристаллизации. В случае не формирования пленки форстерита, которая в значительной степени обуславливает обрабатываемость при вырубке заготовок, отжиговый сепаратор не будут наносить, или даже при нанесении такового вместо MgO используют диоксид кремния, оксид алюминия и тому подобное, поскольку MgO формирует пленку форстерита. В случае нанесения данных отжиговых сепараторов эффективными будут электростатическое нанесение покрытия и тому подобное, что не вводит воду. Также могут быть использованы и жаростойкие листовые неорганические материалы, например, диоксид кремния, оксид алюминия и слюда.
Отжиг вторичной рекристаллизации.
После вышеупомянутых отжига первичной рекристаллизации или нанесения отжигового сепаратора проводят отжиг вторичной рекристаллизации. Отжиг вторичной рекристаллизации также может исполнять и функцию очищающего отжига. Отжиг вторичной рекристаллизации, исполняющий также и функцию очищающего отжига, в желательном случае проводят при температуре, составляющей 800°С или менее, в целях генерирования вторичной рекристаллизации. Кроме того, в целях завершения вторичной рекристаллизации в желательном случае сохраняют температуру, составляющую 800°С или более, на протяжении 20 часов или более. С одной стороны, в вышеупомянутом случае не формирования пленки форстерита, которая в значительной степени обуславливает характеристики вырубки заготовки, также возможным является завершение отжига при сохранении температуры в диапазоне от 850°С до 950°С, поскольку должна быть завершена только вторичная рекристаллизация. С другой стороны, в вышеупомянутом случае формирования пленки форстерита, которая в значительной степени обуславливает потери в сердечнике, или в целях уменьшения шума от трансформатора желательным является нагревание вплоть до температуры, составляющей приблизительно 1200°С.
Правильный отжиг.
После вышеупомянутого отжига вторичной рекристаллизации, кроме того, может быть проведен правильный отжиг. В такой момент в обстоятельствах нанесения отжигового сепаратора приставший отжиговый сепаратор будет удален в результате водного промывания, крацевания и/или кислотного очищения. В целях уменьшения потерь в сердечнике эффективной является последующая доводка профиля в результате проведения правильного отжига. С точки зрения доводки профиля предпочтительная температура правильного отжига находится в приблизительном диапазоне от 700°С до 900°С.
Изоляционное покрытие.
В обстоятельствах использования листовых сталей, уложенных в пакет, в целях улучшения характеристик потерь в сердечнике эффективным является нанесение изоляционного покрытия на поверхность листовых сталей до или после правильного отжига. Для уменьшения потерь в сердечнике желательными являются покрытия, которые могут придавать натяжение листовым сталям. Для осаждения неорганических веществ на поверхностный слой листовых сталей предпочтительным является использование способов нанесения покрытий, таких как нанесение покрытия, придающего натяжение, при использовании связующего, а также физическое осаждение из паровой фазы и химическое осаждение из паровой фазы. Это обуславливается тем, что данные способы являются превосходными в отношении адгезионной способности покрытия и делают возможным получение эффекта значительного уменьшения потерь в сердечнике.
Обработка для измельчения магнитных доменов.
В целях уменьшения потерь в сердечнике после вышеупомянутого правильного отжига может быть проведена обработка для измельчения магнитных доменов. Способы обработки включают, например, способы, которые широко используются на практике, такие как нанесение канавок на листовую сталь после чистового отжига; введение линейной термической деформации или ударной деформации при использовании лазерного луча или электронного пучка; и предварительное нанесение канавок на полуфабрикат, такой как холоднокатаный лист, имеющий конечную толщину листа.
Другие производственные условия могут соответствовать производственным условиям для обычных текстурированных электротехнических листовых сталей.
Примеры
Пример 1
Сляб, имеющий толщину 25 мм, производили в результате непрерывной разливки из расплавленной стали, содержащую в % (масс.) С: 0,015%, Si: 3,44%, Mn: 0,050%, Al: 0,0037%, N: 0,0022% и S: 0,0026%, при этом остаток представляют собой Fe и неизбежные примеси. В качестве технологического процесса нагревания до горячей прокатки проводили термическую обработку в туннельной печи, относящейся к типу нагревания при использовании регенеративной горелки, в условиях, описанных в таблице 1. После этого по истечении времени, описанного в таблице 1, начинали горячую прокатку до завершения при толщине 2,2 мм. Впоследствии при температуре 980°С на протяжении 100 секунд проводили отжиг горячекатаной листовой стали со следующей далее холодной прокаткой до завершения при толщине листа 0,23 мм.
Вслед за этим в условиях проведения томления при 840°С на протяжении 60 секунд в атмосфере 50% Н2 + 50% N2 при температуре точки росы 53°С проводили отжиг первичной рекристаллизации, который также исполняет и функцию обезуглероживающего отжига, со следующим далее нанесением отжигового сепаратора, в основном содержащего MgO. После этого при сохранении температуры 1150°С на протяжении 30 часов в атмосфере Н2 проводили отжиг вторичной рекристаллизации, который также исполняет функцию и очищающего отжига. Вслед за этим в условиях при 820°С на протяжении 15 секунд проводили правильный отжиг, который также исполняет и функцию получения покрытия, придающего натяжение и в основном содержащего фосфат магния и хромовую кислоту. В соответствии с методом, описанным в документе JIS C 2550, измеряли магнитную индукцию B8 для полученного таким образом образца, и результат этого также описывается в таблице 1. Как это с очевидностью следует исходя из таблицы 1, листовые стали, полученные в соответствии с настоящим раскрытием изобретения, обладают благоприятными магнитными свойствами.
Таблица 1
Пример 2
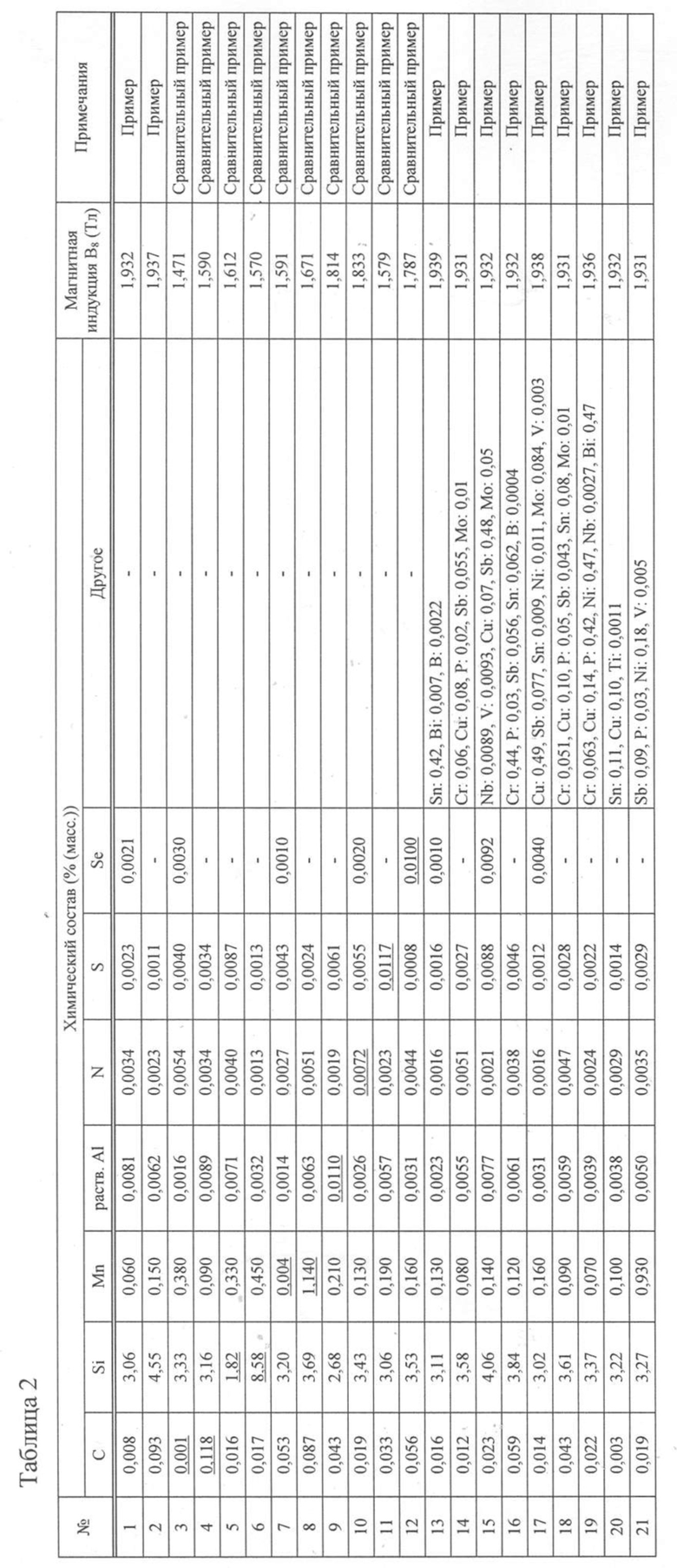
Сляб, имеющий толщину 100 мм, производили в результате непрерывной разливки из расплавленной стали, характеризующейся химическим составом, описанным в таблице 2, при этом остаток представляют собой Fe и неизбежные примеси. В качестве технологического процесса нагревания до горячей прокатки сляб перепускали через туннельную печь, в которой сохраняют температуру на уровне 1300°С, и температуру непрерывно выдерживали на уровне 1300°С на протяжении 300 секунд. По истечении 20 секунд после этого начинали горячую прокатку до завершения при толщине 3,0 мм. Скорость транспортирования сляба в ходе технологического процесса нагревания в туннельной печи устанавливали на уровне 40 м/мин. Помимо этого, в результате индукционного нагревания проводили нагревание вплоть до температуры 700°С при одновременном проведении дополнительного нагревания и выдерживания нагревания при использовании газовой горелки. После этого при температуре 1000°С на протяжении 60 секунд проводили отжиг горячекатаной листовой стали со следующей далее холодной прокаткой до толщины листа 1,8 мм. В дополнение к этому, при температуре 1050°С на протяжении 60 секунд проводили промежуточный отжиг со следующей далее холодной прокаткой до завершения при толщине 0,23 мм.
Вслед за этим в условиях проведения томления при 820°С на протяжении 20 секунд в атмосфере 50% Н2 + 50% N2 при температуре точки росы 55°С проводили отжиг первичной рекристаллизации, который также исполняет и функцию обезуглероживающего отжига, со следующим далее нанесением отжигового сепаратора, в основном содержащего MgO. После этого при сохранении температуры 1220°С на протяжении 50 часов в атмосфере Н2 проводили отжиг вторичной рекристаллизации, который также исполняет функцию и очищающего отжига. Вслед за этим в условиях при 850°С на протяжении 10 секунд проводили правильный отжиг, который также исполняет и функцию получения покрытия, придающего натяжение и в основном содержащего фосфат магния и хромовую кислоту. В соответствии с методом, описанным в документе JIS C 2550, измеряли магнитную индукцию B8 для полученного таким образом образца, и результат этого также описывается в таблице 2. Как это с очевидностью следует исходя из таблицы 2, листовые стали, полученные в соответствии с настоящим раскрытием изобретения, обладают благоприятными магнитными свойствами.
Применение в промышленности
Настоящее раскрытие изобретения не только делает возможным стабильное получение превосходных магнитных свойств у текстурированных электротехнических листовых сталей, произведенных из тонких слябов без использования компонентов, образующих ингибитор, но также и может быть использовано для нержавеющих сталей, обладающих однофазной структурой α-фазы, той же самой, что и структура текстурированных электротехнических листовых сталей.
Изобретение относится к области металлургии. Для получения стабильно превосходных магнитных свойств в текстурированных электротехнических листовых сталях, изготовленных из тонких слябов без использования компонентов, образующих ингибитор, способ производства текстурированной электротехнической листовой стали включает непрерывную разливку расплавленной стали для получения сляба, имеющего толщину в диапазоне 25-100 мм, при этом расплавленная сталь характеризуется химическим составом, содержащим в мас.%: С 0,002-0,100, Si 2,00-8,00, Mn 0,005-1,000, Al < 0,0100, N < 0,0050, S < 0,0050, Se < 0,0050, Fe и неизбежные примеси - остальное, нагрев сляба, затем горячую прокатку сляба для получения горячекатаной листовой стали, при этом нагрев сляба проводят при температуре в диапазоне 1000-1300°С на протяжении 10-600 секунд, а горячую прокатку начинают в пределах 30 секунд после нагрева. 4 з.п. ф-лы, 2 табл., 3 ил.
1. Способ производства текстурированной электротехнической листовой стали, включающий:
непрерывную разливку расплавленной стали для получения сляба, имеющего толщину в диапазоне от 25 мм или более до 100 мм или менее, при этом расплавленная сталь характеризуется химическим составом, содержащим в мас.%:
С от 0,002 или более до 0,100 или менее,
Si от 2,00 или более до 8,00 или менее,
Mn от 0,005 или более до 1,000 или менее,
Al менее 0, 0100,
N менее 0, 0060,
S менее 0, 0100,
Se менее 0,0100,
Fe и неизбежные примеси – остальное,
нагрев сляба, а после этого горячую прокатку сляба для получения горячекатаной листовой стали,
холодную прокатку горячекатаной листовой стали один раз или холодную прокатку горячекатаной листовой стали два или более раза при проведении промежуточного отжига в промежутке между ними для получения холоднокатаной листовой стали, характеризующейся конечной толщиной листа;
проведение для холоднокатаной листовой стали отжига первичной рекристаллизации;
проведение для холоднокатаной листовой стали отжига вторичной рекристаллизации после отжига первичной рекристаллизации;
при этом нагрев сляба проводят при температуре в диапазоне от 1000°С или более до 1300°С или менее на протяжении времени в диапазоне от 10 секунд или более до 600 секунд или менее, а горячую прокатку начинают в пределах 30 секунд после нагрева.
2. Способ по п. 1, в котором сляб нагревают при транспортировании вдоль направления разливки со скоростью, составляющей 10 м/мин или более, на стадии нагрева сляба.
3. Способ по п. 1 или 2, в котором химический состав содержит в мас.%:
S менее 0,0030 и Se менее 0,0030.
4. Способ по любому из пп. 1-3, в котором химический состав дополнительно содержит один или несколько элементов, выбранных из группы, состоящей из в мас.%:
Cr от 0,01 или более до 0,50 или менее,
Cu от 0,01 или более до 0,50 или менее,
P от 0,005 или более до 0,50 или менее,
Ni от 0,001 или более до 0,50 или менее,
Sb от 0,005 или более до 0,50 или менее,
Sn от 0,005 или более до 0,50 или менее,
Bi от 0,005 или более до 0,50 или менее,
Mo от 0,005 или более до 0,100 или менее,
B от 0,0002 или более до 0,0025 или менее,
Nb от 0,0010 или более до 0,0100 или менее,
V от 0,0010 или более до 0,0100 или менее.
5. Способ по любому из пп. 1-4, в котором по меньшей мере часть нагрева проводят в результате индукционного нагрева на стадии нагрева сляба.
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛЕНТЫ ИЗ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ С ОРИЕНТИРОВАННЫМИ ЗЕРНАМИ ИЗ ТОНКИХ ПЛОСКИХ ЗАГОТОВОК | 1997 |
|
RU2194774C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИСТА ЭЛЕКТРОТЕХНИЧЕСКОЙ ТЕКСТУРИРОВАННОЙ СТАЛИ | 2013 |
|
RU2595190C1 |
| СПОСОБ ПРОИЗВОДСТВА АНИЗОТРОПНОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ С ВЫСОКИМИ МАГНИТНЫМИ СВОЙСТВАМИ | 2009 |
|
RU2407809C1 |
| US 6309473 B1, 30.10.2001 | |||
| СПОСОБ ИЗГОТОВЛЕНИЯ СТРУКТУРНО-ОРИЕНТИРОВАННОЙ СТАЛЬНОЙ МАГНИТНОЙ ПОЛОСЫ | 2006 |
|
RU2407807C2 |

