Область техники, к которой относится изобретение
Данное изобретение относится к текстурированной электротехнической листовой стали и способу ее производства, а, говоря более конкретно, к текстурированной электротехнической листовой стали, демонстрирующей превосходные характеристики потерь в сердечнике, и способу ее производства.
Уровень техники
Электротехническая листовая сталь представляет собой магнитно-мягкий материал, широко использующийся в качестве материала железного сердечника для трансформаторов, двигателей и тому подобного, и включает нетекстурированную электротехническую листовую сталь и текстурированную электротехническую листовую сталь. Термин «текстурированная электротехническая листовая сталь», в частности, указывает на превосходные магнитные свойства вследствие высокой степени выравнивания ориентации кристаллов с образованием ориентации {110}<001>, называемой ориентацией Госса, и данная сталь в основном используется в качестве материала железного сердечника для крупногабаритных трансформаторов. Поэтому от текстурированной электротехнической листовой стали требуется демонстрация низких потерь при магнитном возбуждении или потерь в сердечнике в целях уменьшения потерь энергии, вызываемых при возбуждении трансформатора.
Потери в сердечнике для текстурированной электротехнической листовой стали могут быть разделены на потери на гистерезис и потери на вихревые токи. Потери на гистерезис могут быть уменьшены в результате увеличения степени накопления ориентации кристаллов в виде ориентации Госса. Например, в источнике патентной литературы 1 раскрывается способ производства текстурированной электротехнической листовой стали, характеризующейся высокой степенью накопления ориентации, в результате стимулирования формирования мелких выделений AlN в технологическом процессе производства и использования получающегося в результате продукта в качестве ингибитора для пиннинга на границе зерен при конечном отжиге для обеспечения предпочтительной вторичной рекристаллизации ориентации Госса.
Известные методики уменьшения потерь на вихревые токи включают увеличение удельного активного сопротивления стали в результате добавления Si для уменьшения вихревых токов, производимых при возбуждении продукта. Однако, добавление избыточного количества Si приводит к уменьшению плотности магнитного потока насыщения и увеличению размера железного сердечника, так что на количество добавляемого элемента Si накладывается ограничение.
Еще одна известная методика уменьшения потерь на вихревые токи заключается в использовании натяжения пленки в результате разбиения ширины магнитного домена, произведенной в листовой стали, или измельчения кристаллических зерен. Первая методика использования натяжения пленки включает способ формирования пленки, образованной главным образом из форстерита, на поверхности листовой стали и способ использования форстеритной пленки в качестве подстилающей пленки и формирования на ней изоляционной пленки, образованной главным образом из фосфата и коллоидального диоксида кремния. Данный способ делает возможным приложение напряжения растяжения к поверхности листовой стали в результате использования того факта, что коэффициент термического расширения форстерита и изоляционной пленки является меньшим, чем соответствующий коэффициент металла основы. В частности, как это известно, напряжение растяжения в направлении прокатки является эффективным при разбиении магнитного домена для уменьшения потерь в сердечнике.
Последняя методика, заключающаяся в измельчении кристаллических зерен, включает, например, способ, раскрытый в источнике патентной литературы 2, при котором в технологическом процессе нагревания при обезуглероживающем отжиге проводят быстрое нагревание для промотирования первичной рекристаллизации зерен Госса таким образом, чтобы размер зерен после вторичной рекристаллизации сделался бы мелким. Также в источнике патентной литературы 3 предлагается методика уменьшения потерь в сердечнике в результате облучения при использовании высокотемпературного точечного лазера или импульсного лазера от середины отжига для первичной рекристаллизации до начала вторичной рекристаллизации и искусственного формирования области во внутреннем пространстве листовой стали, где увеличивается движущая сила для роста кристаллов при формировании мелких зерен, характеризующихся размером частиц, составляющим не более, чем 3 мм, при вторичной рекристаллизации.
Перечень цитирования
Источники патентной литературы
Источник патентной литературы 1: JP-B-S40-015644.
Источник патентной литературы 2: JP-А-Н07-062436.
Источник патентной литературы 3: JP-А-Н10-183312.
Раскрытие сущности изобретения
Техническая проблема
Однако, как это стало очевидным на основании исследований изобретателей, в случае формирования форстеритной пленки или форстеритной пленки и изоляционной пленки на текстурированной электротехнической листовой стали, включающей в себя мелкие зерна, для получения продукта потери в сердечнике будут сильно варьироваться, и, в заключение, желательные потери в сердечнике могут не быть получены. Кроме того, в целях формирования области, в которой во внутреннем пространстве листовой стали формируют движущую силу для роста кристаллов при использовании лазера и тому подобного от обезуглероживающего отжига до конечного отжига, или формирования мелких зерен при вторичной рекристаллизации, необходимыми являются капиталовложения в новое оборудование, что создает проблему, заключающуюся в увеличении производственной себестоимости.
Изобретение сделано с учетом вышеупомянутых проблем, присущих обычной методике, и его цель заключается в предложении текстурированной электротехнической листовой стали, имеющей пленку, создающую растяжение, и использующей мелкие зерна, которая демонстрирует превосходные характеристики потерь в сердечнике и маленькую вариацию потерь в сердечнике, и в предложении недорогостоящего способа ее производства.
Решение проблемы
Изобретатели впервые рассмотрели способ уменьшения потерь в сердечнике в результате формирования мелких зерен в листовом продукте после вторичной рекристаллизации без введения искусственной деформации. В соответствии с источником патентной литературы 3 в отличие от искусственно сформированных мелких зерен присутствуют и естественно сформированные мелкие зерна, и такие мелкие зерна характеризуются ориентацией, очень близкой к ориентации Госса. В соответствии с этим, рассматривается способ формирования в текстуре множества зерен, характеризующихся ориентацией Госса, до конечного отжига.
Как это упоминалось прежде, для измельчения зерен, подвергшихся вторичной рекристаллизации, в технологическом процессе нагревания при обезуглероживающем отжиге эффективным является проведение быстрого нагревания. В случае низкой скорости нагревания при обезуглероживающем отжиге рекристаллизация будет проходить от ориентации <111>//ND, когда при холодной прокатке будет введена большая деформация; с другой стороны, в случае проведения быстрого нагревания для обеспечения достижения листовой сталью более высокой температуры за короткое время будет проходить рекристаллизация для ориентаций, отличных от ориентации <111>//ND, и в особенности будет промотироваться рекристаллизация для ориентации Госса. Поскольку зерна, характеризующиеся ориентацией Госса, исполняют функцию зародышеобразователей для вторичной рекристаллизации, чем больше будет иметься зерен, характеризующихся ориентацией Госса, до вторичной рекристаллизации, тем больше будет стимулироваться прохождение вторичной рекристаллизации, что сделает мелким размер зерен, подвергшихся рекристаллизации. Однако, при таком способе быстрого нагревания зерна, подвергшиеся вторичной рекристаллизации, являются в среднем мелко измельченными, так что зерна не могут быть размещены в листовой стали.
Изобретатели сфокусировались на формировании зародышеобразователей, характеризующихся ориентацией Госса. Как это известно, зародышеобразователь, характеризующийся ориентацией Госса, формируется в полосе сдвига, образованной во время холодной прокатки. Полоса сдвига образуется в результате локального концентрирования напряжения сдвига при холодной прокатке, так что степень ее образования предположительно увеличивается в результате увеличения напряжения сдвига при прокатке. Таким образом, изобретатели придумали способ увеличения количества зерен, характеризующихся ориентацией Госса, в результате изменения шероховатости раскатного валка для увеличения полосы сдвига, образовавшейся во время холодной прокатки.
То есть, изобретение заключается в текстурированной электротехнической листовой стали, характеризующейся химическим составом, содержащим С: не более, чем 0,005% (масс.), Si: от 2,5 до 6,0% (масс.), Mn: от 0,01 до 0,80% (масс.), S: не более, чем 0,005% (масс.), Se: не более, чем 0,005% (масс.), N: не более, чем 0,005% (масс.) и остаток, представляющий собой Fe и неизбежные примеси, снабженной на своей поверхности форстеритной пленкой, образованной главным образом из форстерита, и отличающейся тем, что средняя длина L в направлении прокатки для кристаллических зерен, которые имеют тот же самый размер, что и толщина листовой стали в направлении листа, составляет не более, чем 25 мм; относительное количество Р, рассчитанное в виде соотношения между количеством кристаллических зерен, имеющих длину в направлении прокатки, составляющую не более, чем 5 мм, и совокупным количеством кристаллических зерен, находится в пределах диапазона от 40 до 90%; и степень присутствия сульфидов, по меньшей мере, одного щелочноземельного металла, выбираемого из Ca, Sr и Ва, характеризующихся диаметром эквивалентного круга, составляющим не менее, чем 0,5 мкм, составляет не более, чем 0,2/мкм при расчете на единичную длину в направлении ширины листа при наблюдении поперечного сечения форстеритной пленки в направлении ширины листа.
Текстурированная электротехническая листовая сталь, соответствующая изобретению, характеризуется, кроме того, содержанием, по меньшей мере, одного представителя, выбираемого из Cr: от 0,010 до 0,500% (масс.), Ni: от 0,010 до 1,500% (масс.), Sn: от 0,005 до 0,500% (масс.), Sb: от 0,005 до 0,500% (масс.), P: от 0,005 до 0,500% (масс.), Cu: от 0,010 до 0,500% (масс.), Mo: от 0,005 до 0,100% (масс.), B: от 0,0002 до 0,0025% (масс.), Nb: от 0,0010 до 0,0100% (масс.) и V: от 0,0010 до 0,0100% (масс.), в дополнение к вышеупомянутому химическому составу.
Также изобретение представляет собой способ производства описанной выше текстурированной электротехнической листовой стали в результате нагревания и горячей прокатки стального сляба, характеризующегося химическим составом, содержащим С: от 0,002 до 0,15% (масс.), Si: от 2,5 до 6,0% (масс.), Mn: от 0,01 до 0,80% (масс.), Al: от 0,010 до 0,050% (масс.), N: от 0,003 до 0,020% (масс.) и остаток, представляющий собой Fe и неизбежные примеси, для получения горячекатаного листа, проведения для горячекатаного листа отжига горячекатаного листа и, кроме того, однократной холодной прокатки или двух и более холодных прокаток при включении промежуточного отжига в промежутке между ними для получения холоднокатаного листа, характеризующегося конечной толщиной листа, проведения для холоднокатаного листа обезуглероживающего отжига, нанесения отжигового сепаратора, образованного главным образом из MgO, на поверхность листовой стали, высушивания и проведения конечного отжига, характеризующийся тем, что скорость нагревания в пределах температурного диапазона от 500 до 700°С в технологическом процессе нагревания при обезуглероживающем отжиге составляет не менее, чем 80°С/с, а шероховатость поверхности рабочего валка, использованного при чистовой холодной прокатке, находится в пределах диапазона от 0,01 до 3,0 мкм в качестве среднеарифметической шероховатости Ra, и соединение, по меньшей мере, одного щелочноземельного металла, выбираемого из Ca, Sr и Ва, содержится в количестве в диапазоне от 0 до 5% (масс.) в совокупности при пересчете на щелочноземельный металл по отношению к MgO в качестве отжигового сепаратора, образованного главным образом из MgO.
Стальной сляб, использованный в способе производства текстурированной электротехнической листовой стали, соответствующей изобретению, характеризуется содержанием одного или двух представителей, выбираемых из S: от 0,002 до 0,030% (масс.) и Se: от 0,002 до 0,100% (масс.), в дополнение к вышеупомянутому химическому составу.
Стальной сляб, использованный в способе производства текстурированной электротехнической листовой стали, соответствующей изобретению, характеризуется содержанием одного или нескольких представителей, выбираемых из Cr: от 0,010 до 0,500% (масс.), Ni: от 0,010 до 1,500% (масс.), Sn: от 0,005 до 0,500% (масс.), Sb: от 0,005 до 0,500% (масс.), P: от 0,005 до 0,500% (масс.), Cu: от 0,010 до 0,500% (масс.), Mo: от 0,005 до 0,100% (масс.), B: от 0,0002 до 0,0025% (масс.), Nb: от 0,0010 до 0,0100% (масс.) и V: от 0,0010 до 0,0100% (масс.), в дополнение к вышеупомянутому химическому составу.
Эффект от изобретения
В соответствии с изобретением возможным является получение текстурированной электротехнической листовой стали, демонстрирующей превосходные характеристики потерь в сердечнике и маленькую вариацию потерь в сердечнике, при низкой стоимости.
Краткое описание чертежей
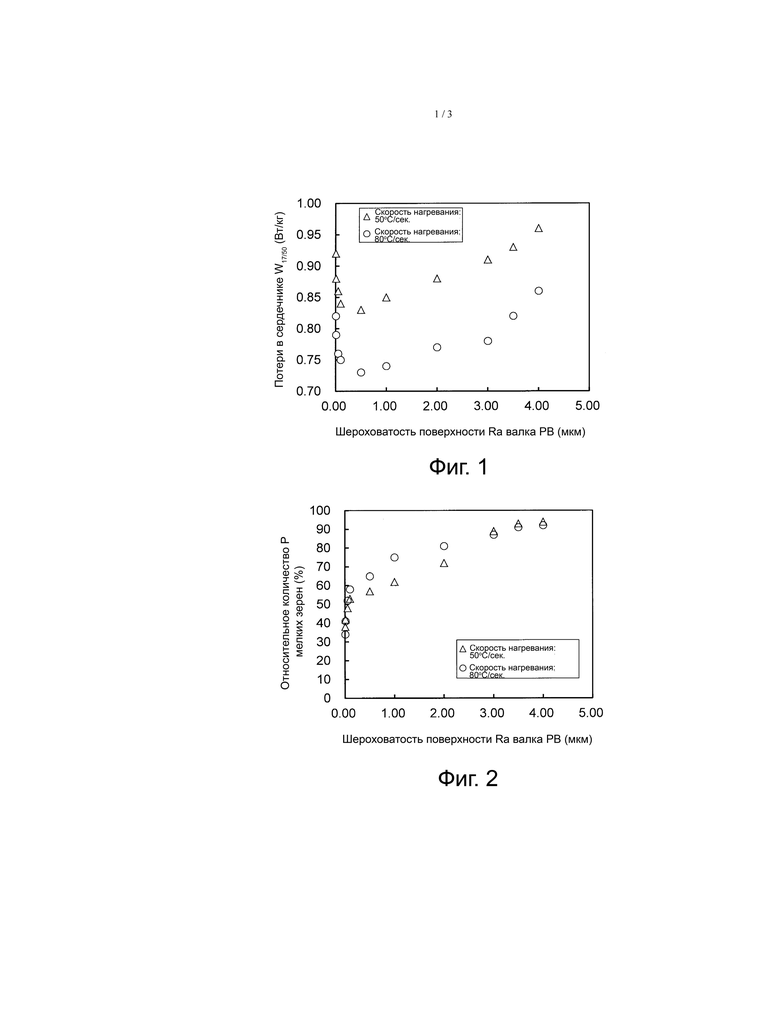
Фиг. 1 представляет собой график, демонстрирующий взаимозависимость между средней шероховатостью Ra рабочего валка, использованного при холодной прокатке, и потерями в сердечнике W17/50.
Фиг. 2 представляет собой график, демонстрирующий взаимозависимость между шероховатостью поверхности Ra рабочего валка, использованного при холодной прокатке, и относительным количеством Р мелких кристаллических зерен.
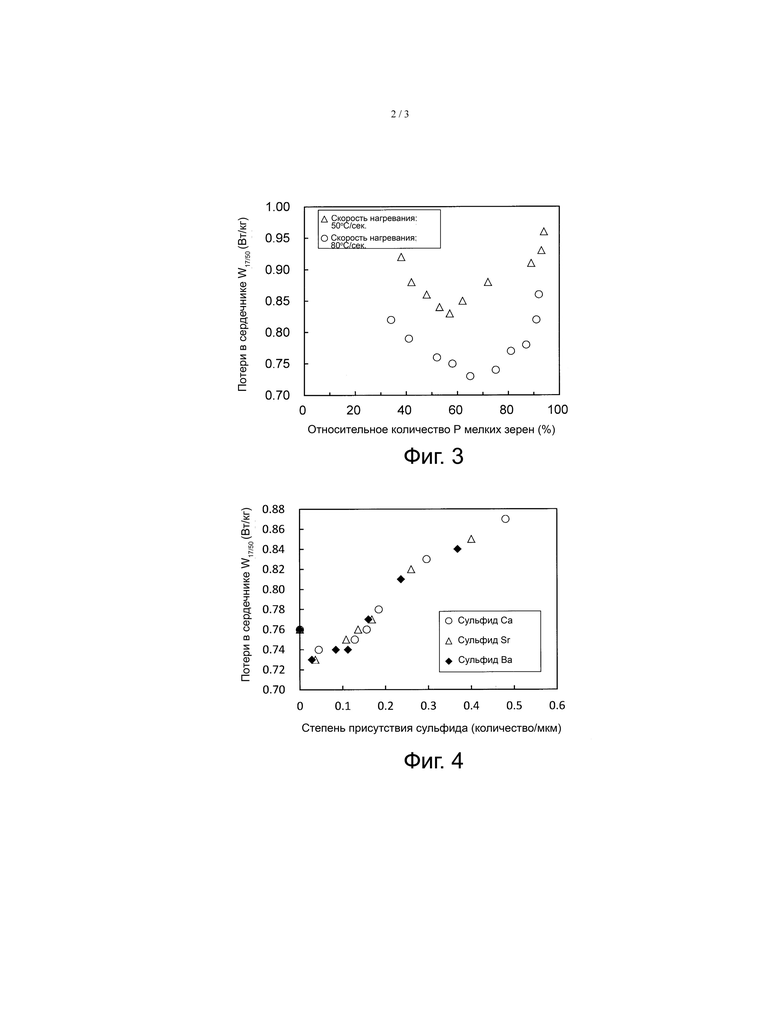
Фиг. 3 представляет собой график, демонстрирующий взаимозависимость между относительным количеством Р мелких зерен и потерями в сердечнике W17/50.
Фиг. 4 представляет собой график, демонстрирующий взаимозависимость между степенью присутствия сульфидов и потерями в сердечнике W17/50.
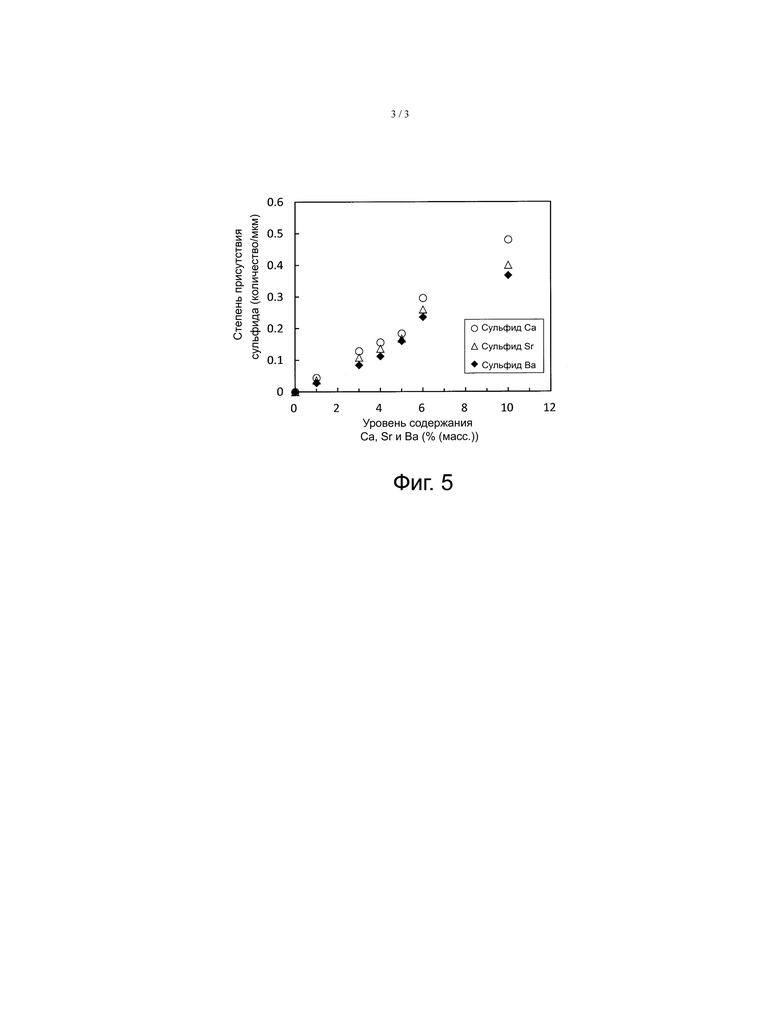
Фиг. 5 представляет собой график, демонстрирующий взаимозависимость между относительным уровнем содержания Ca, Sr и Ва в отжиговом сепараторе и степенью присутствия сульфидов в форстеритной пленке.
Осуществление изобретения
Ниже будут описываться эксперименты, раскрывающие осуществление изобретения.
Эксперимент 1
Стальной сляб, содержащий С: 0,06% (масс.), Si: 3,3% (масс.), Mn: 0,05% (масс.), Al: 0,02% (масс.) и N: 0,01% (масс.), подвергают нагреванию до 1420°С и горячей прокатке для получения горячекатаного листа, характеризующегося толщиной листа 2,4 мм. Горячекатаный лист подвергают отжигу горячекатаного листа при 1040°С на протяжении 60 секунд, первой холодной прокатке для получения промежуточной толщины листа 1,8 мм, промежуточному отжигу при 1120°С на протяжении 80 секунд и второй холодной прокатке для получения холоднокатаного листа, характеризующегося конечной толщиной листа 0,23 мм. Рабочий валок в прокатном стане Sendzimir, использованном при чистовой холодной прокатке, характеризуется диаметром валка 80 мм, а шероховатость его поверхности различным образом изменяют в виде среднеарифметической шероховатости Ra. После этого из центрального участка в направлении ширины холоднокатаного листа вырезают образец для испытаний, имеющий длину в направлении прокатки 100 мм и длину в направлении ширины листа 300 мм.
Вслед за этим образец для испытаний подвергают обезуглероживающему отжигу при 850°С на протяжении 80 секунд во влажной атмосфере при 50% (об.) Н2 – 50% (об.) N2 (температура точки росы: 60°С). Скорость нагрева V от 500 до 700°С в технологическом процессе нагрева при обезуглероживающем отжиге изменяют в два уровня, составляющих 50°С/с и 80°С/с.
После этого на образец для испытаний, на его поверхность наносят покрытие из отжигового сепаратора, образованного главным образом из MgO, образец для испытаний подвергают высушиванию и конечному отжигу, образованному из отжига для вторичной рекристаллизации и отжига для очистки, в виде выдерживания при 1200°С на протяжении 7 часов в атмосфере водорода.
Потери в сердечнике W17/50 у таким образом полученного образца для испытаний после конечного отжига измеряют при частоте магнитного возбуждения 50 Гц в соответствии с документом JIS C2550. На фиг. 1 демонстрируется взаимозависимость между средней шероховатостью Ra рабочего валка и потерями в сердечнике W17/50. Как это видно исходя из фигуры, хорошие потери в сердечнике, составляющие нее более, чем 0,80 Вт/кг, получают при нахождении шероховатости поверхности Ra рабочего валка в пределах диапазона от 0,01 до 3,0 мкм.
В целях исследования причины увеличения потерь в сердечнике в результате укрупнения шероховатости поверхности Ra рабочего валка c поверхности листовой стали удаляют форстеритную пленку для обнажения металла основы и после этого измеряют среднюю длину L кристаллических зерен в направлении прокатки на поверхности листовой стали, которые проникают через листовую сталь в направлении ее толщины, и относительное количество Р кристаллических зерен, имеющих длину в направлении прокатки, составляющую не более, чем 5 мм, вне зависимости от того, будут или нет кристаллические зерна проникать через листовую сталь в направлении толщины, по отношению к совокупным кристаллическим зернам. Измерение для L и Р проводят таким образом, чтобы зона, окруженная замкнутой границей зерна, рассматривалась бы в качестве одного кристаллического зерна, и измеряют длину кристаллического зерна в направлении прокатки.
В результате, как это можно видеть, средний размер зерен L находится в пределах диапазона от 29 до 32 при скорости нагревания V 50°С/с, в то время как L становится меньше, доходя до величины в диапазоне от 19 до 22 мм, при скорости нагревания V 80°С/с.
На фиг. 2 демонстрируется взаимозависимость между шероховатостью поверхности Ra рабочего валка и относительным количеством Р мелких зерен. Как это видно исходя из данной фигуры, относительное количество Р мелких зерен, имеющих длину в направлении прокатки, составляющую не более, чем 5 мм, увеличивается по мере укрупнения величины Ra.
Изобретатели посчитали причиной формирования большого количества мелких зерен в результате придания шероховатости поверхности рабочего валка при холодной прокатке то, что напряжение сдвига, приложенное к листовой стали при холодной прокатке, увеличивается по мере укрупнения шероховатости поверхности и промотирует образование полосы сдвига, так что промотируется формирование зародышеобразователя, характеризующегося ориентацией Госса.
На фиг. 3 демонстрируется взаимозависимость между относительным количеством Р мелких зерен и потерями в сердечнике W17/50. Как это видно исходя из данной фигуры, хорошие потери в сердечнике получают при нахождении относительного количества Р мелких зерен в пределах диапазона от 40 до 90%. В случае относительного количества Р мелких зерен, составляющего не менее, чем 40%, граница кристаллических зерен увеличится, и, таким образом, стимулируется проявление эффекта разбиения магнитного домена, что улучшает потери в сердечнике. Однако, в случае превышения им 90% увеличится дисперсия ориентации кристаллов мелких зерен, что уменьшает плотность магнитного потока и скорее увеличивает потери на гистерезис. Поэтому, как это представляется, существует надлежащий диапазон относительного количества Р мелких зерен.
Как это можно видеть исходя из результатов вышеупомянутого эксперимента, характеристики потерь в сердечнике могут быть улучшены в результате формирования мелких зерен при отсутствии искусственного введения деформации. Однако, как это выявляют дополнительные рассмотрения изобретателей, вариация потерь в сердечнике является все еще большой, и намечаемые потери в сердечнике не могут быть получены даже в случае нахождения среднего размера кристаллических зерен и относительного количества Р мелких зерен в пределах вышеупомянутых диапазонов.
В целях исследования воздействий, отличных от воздействия металла основы, изобретатели рассмотрели форстеритную пленку, сформированную на поверхности металла основы. В результате, как это становится ясно, форстеритная пленка в продукте, характеризующемся большими потерями в сердечнике, демонстрирует низкое натяжение пленки в сопоставлении с пленкой, демонстрирующей превосходные характеристики потерь в сердечнике.
В целях дополнительного исследования причины низкого натяжения пленки при использовании метода СЭМ рассматривают поперечное сечение форстеритной пленки в направлении ширины листа. В результате, как это подтверждается, в форстеритной пленке, характеризующейся низким натяжением пленки, формируются множество крупных сульфидов Ca, Sr и Ва таким образом, что они проникают в зазоры между кристаллическими зернами форстерита. Поскольку данные сульфиды характеризуются большим коэффициентом термического расширения в сопоставлении с форстеритом и металлом основы, как это считается, они оказывают воздействие, заключающееся в ослаблении натяжения пленки вследствие различия коэффициента термического расширения между металлом основы и форстеритом.
Следующий далее эксперимент проведен для исследования воздействия степени образования сульфида на потери в сердечнике.
Эксперимент 2
Образец для испытаний отбирают из листовой стали, полученной в эксперименте 1, при проведении обезуглероживающего отжига в условиях, когда шероховатость поверхности Ra рабочего валка, использованного при холодной прокатке, составляет 0,5 мкм, а скорость нагревания V в диапазоне от 500 до 700°С составляет 80°С/с. На образец для испытаний наносят покрытие из отжигового сепаратора, образованного главным образом из MgO и содержащего любого одного представителя, выбираемого из Са, Sr и Ва, с различной долей, образец для испытаний подвергают высушиванию и после этого конечному отжигу, образованному из отжига для вторичной рекристаллизации и отжига для очистки, в виде выдерживания при 1200°С на протяжении 7 часов в атмосфере водорода.
Потери в сердечнике W17/50 у таким образом полученного образца для испытаний после конечного отжига измеряют при частоте магнитного возбуждения 50 Гц в соответствии с документом JIS C2550. Кроме того, при использовании метода СЭМ наблюдают поперечное сечение форстеритной пленки в направлении ширины листа. Наблюдение при использовании метода СЭМ проводят на пяти полях наблюдения, где одно поле наблюдения устанавливают имеющим ширину 60 мкм в направлении ширины листа, и исходя из изображения SE image и спектра ЭДРС в каждом поле наблюдения измеряют количество сульфидов Ca, Sr и Ва в форстеритной пленке для определения количества сульфидов, характеризующихся диаметром эквивалентного круга, составляющим не менее, чем 0,5 мкм, в результате чего определяют степень присутствия при расчете на единичную длину в направлении ширины листа исходя из среднего значения для пяти полей наблюдения.
На фиг. 4 демонстрируется взаимозависимость между степенью присутствия сульфидов и потерями в сердечнике W17/50. Как это видно исходя из данной фигуры, хорошие потери в сердечнике получают при степени присутствия сульфидов в форстеритной пленке, составляющей не более, чем 0,2/мкм. Кроме того, на фиг. 5 демонстрируется взаимозависимость между относительными уровнями содержания Ca, Sr и Ва в отжиговом сепараторе и степенью присутствия сульфидов в форстеритной пленке. Как это видно исходя из данной фигуры, для получения хороших потерь в сердечнике относительные уровни содержания Ca, Sr и Ва в отжиговом сепараторе обязательно должны составлять не более, чем 5% (масс.).
Изобретение разработано в результате добавления дополнительных рассмотрений к новым знаниям, полученным исходя из вышеизложенных экспериментов.
Ниже будет описываться текстурированная электротехническая листовая сталь (листовой продукт), соответствующая изобретению.
Текстурированная электротехническая листовая сталь, соответствующая изобретению, обязательно должна характеризоваться химическим составом, в котором содержатся Si: от 2,5 до 6,0% (масс.) и Mn: 0,01 – 0,80% (масс.).
Si представляет собой элемент, необходимый для увеличения удельного активного сопротивления стали и уменьшения потерь на вихревые токи. Данный эффект будет недостаточным в случае уровня содержания Si, составляющего менее, чем 2,5% (масс.), в то время как в случае превышения им 6,0% (масс.) ухудшится обрабатываемость, что сделает затруднительным получение из листовой стали железного сердечника. Предпочтительно он находится в пределах диапазона от 2,8 до 4,5% (масс.).
Mn демонстрирует эффект увеличения удельного активного сопротивления стали подобно Si, но его добавляют в основном в целях увеличения обрабатываемости стали в горячем состоянии. Данный эффект будет недостаточным в случае уровня содержания Mn, составляющего менее, чем 0,01% (масс.), в то время как в случае превышения им 0,80% (масс.) уменьшится плотность магнитного потока. Предпочтительно он находится в пределах диапазона от 0,05 до 0,40% (масс.).
Химический состав текстурированной электротехнической листовой стали, соответствующей изобретению, включает Fe и неизбежные примеси в качестве остатка, отличного от Si и Mn. Уровни содержания C, N, S и Se в неизбежных примесях предпочтительно представляют собой С: не более, чем 0,005% (масс.), N: не более, чем 0,005% (масс.), S: не более, чем 0,005% (масс.) и Se: не более, чем 0,005% (масс.). Данные элементы C, N, S и Se добавляют в качестве элемента, образующего ингибитор, в целях увеличения плотности магнитного потока для продукта на ступени производства стали. В случае сохранения данных элементов в листовом продукте сформируются выделения, что реализует пиннинг при смещении магнитного домена и, тем самым, ухудшит характеристики потерь в сердечнике, так что их количества предпочтительно уменьшают до вышеупомянутых диапазонов в производственном технологическом процессе. Более предпочтительно они представляют собой С: не более, чем 0,003% (масс.), N: не более, чем 0,002% (масс.), S: не более, чем 0,002% (масс.) и Se: не более, чем 0,002% (масс.).
Помимо этого, текстурированная электротехническая листовая сталь, соответствующая изобретению, может содержать в дополнение к Si и Mn одного или нескольких представителей, выбираемых из Cr: от 0,010 до 0,500% (масс.), Ni: от 0,010 до 1,500% (масс.), Sn: от 0,005 до 0,500% (масс.), Sb: от 0,005 до 0,500% (масс.), P: от 0,005 до 0,500% (масс.), Cu: от 0,010 до 0,500% (масс.), Mo: от 0,005 до 0,100% (масс.), B: от 0,0002 до 0,0025% (масс.), Nb: от 0,0010 до 0,0100% (масс.) и V: от 0,0010 до 0,0100% (масс.), в соответствии с различными целями.
В текстурированной электротехнической листовой стали, соответствующей изобретению, кристаллические зерна, которые проникают через листовую сталь в направлении ее толщины, обязательно должны иметь среднюю длину L в направлении прокатки на поверхности листовой стали, составляющую не более, чем 25 мм. В случае средней длины L, являющейся большей, чем вышеупомянутое значение, эффект разбиения магнитных доменов не может быть получен в достаточной степени. Средняя длина L предпочтительно составляет не более, чем 20 мм.
Для текстурированной электротехнической листовой стали, соответствующей изобретению, необходимо, чтобы относительное количество Р кристаллических зерен, имеющих длину в направлении прокатки, составляющую не более, чем 5 мм, по отношению к совокупным кристаллическим зернам находилось бы в пределах диапазона от 40 до 90%. Мелкие кристаллические зерна, имеющие длину в направлении прокатки, составляющую не более, чем 5 мм, являются эффективными для дополнительного улучшения эффекта разбиения магнитных доменов. Эффект станет ощутимым в случае данного относительного количества по отношению к совокупным кристаллическим зернам, составляющего не более, чем 40%. Однако, в случае превышения им 90% станет более значительным смещение мелких зерен от ориентации Госса, и уменьшится плотность магнитного потока, что ухудшает характеристики потерь в сердечнике. Предпочтительно оно находится в пределах диапазона от 50 до 80%. Помимо этого, мелкие зерна необязательно должны быть кристаллическими зернами, которые проникают через листовую сталь в направлении ее толщины.
Текстурированная электротехническая листовая сталь, соответствующая изобретению, обязательно должна быть снабжена на поверхности листовой стали форстеритной пленкой, образованной главным образом из форстерита. При наблюдении форстеритной пленки в поперечном сечении в направлении ее ширины листа необходимо, чтобы степень присутствия сульфидов щелочноземельных металлов, характеризующихся диаметром эквивалентного круга, составляющим не менее, чем 0,5 мкм, говоря конкретно, сульфидов Ca, Sr и Ва, составляла бы не более, чем 0,2 мкм при расчете на единичную длину в направлении ширины листа. В случае присутствия в форстеритной пленке сульфидов, имеющих вышеупомянутый размер, натяжение пленки из форстерита ослабится, что ухудшит характеристики потерь в сердечнике. Помимо этого, предпочтительная степень присутствия сульфидов щелочноземельных металлов составляет не более, чем 0,13 мкм при расчете на единичную длину в направлении ширины листа.
В случае использования текстурированной электротехнической листовой стали, соответствующей изобретению, в ламинированной форме предпочтительным будет являться нанесение изоляционной пленки на форстеритную пленку в целях улучшения характеристик потерь в сердечнике.
Ниже будет описываться способ производства текстурированной электротехнической листовой стали, соответствующей изобретению.
Сначала будет разъяснен химический состав стального сляба, представляющего материал исходного сырья для текстурированной электротехнической листовой стали, соответствующей изобретению.
С: от 0,002 до 0,15% (масс.)
В случае уровня содержания С, составляющего менее, чем 0,002% (масс.), эффект упрочнения границы зерен в результате присутствия С утратится, приводя к возникновению растрескивания сляба, что будет создавать помехи для производства. С представляет собой аустенитообразующий элемент и является подходящим для использования при улучшении максимальной долевой концентрации γ-фазы, что обеспечивает измельчение текстуры сляба. Однако, в случае превышения уровнем содержания С 0,15% (масс.) будет затруднительным уменьшить уровень содержания С до не более, чем 0,005% (масс.) без стимулирования магнитного старения при обезуглероживающем отжиге. Поэтому уровень содержания С находится в пределах диапазона от 0,002 до 0,15% (масс.). Предпочтительно он находится в пределах диапазона от 0,01 до 0,10% (масс.).
Si: от 2,5 до 6,0% (масс.)
Si представляет собой элемент, требуемый для увеличения удельного активного сопротивления стали в целях уменьшения потерь на вихревые токи. Данный эффект будет недостаточным в случае уровня содержания Si, составляющего менее, чем 2,5% (масс.), в то время как в случае превышения им 6,0% (масс.) будет затруднительным стимулирование вторичной рекристаллизации, и ухудшится обрабатываемость, а производство в результате прокатки станет затруднительным. Поэтому уровень содержания Si находится в пределах диапазона от 2,5 до 6,0% (масс.). Предпочтительно он находится в диапазоне от 2,5 до 4,6% (масс.), более предпочтительно от 3,0 до 4,0% (масс.).
Mn: от 0,01 до 0,80% (масс.)
Mn представляет собой элемент, требуемый для улучшения обрабатываемости стали в горячем состоянии. Данный эффект будет недостаточным в случае уровня содержания Mn, составляющего менее, чем 0,01% (масс.), в то время как в случае превышения им 0,80% (масс.) уменьшится плотность магнитного потока для листового продукта. Поэтому уровень содержания Mn находится в диапазоне в пределах диапазона от 0,01 до 0,80% (масс.). Предпочтительно он находится в пределах диапазона от 0,02 до 0,50% (масс.).
Al: от 0,010 до 0,050% (масс.) и N: от 0,003 до 0,020% (масс.)
Al и N представляют собой элементы, требуемые в качестве элемента, образующего ингибитор. В случае их присутствия в количестве, меньшем, чем вышеупомянутое нижнее предельное значение, эффект образования ингибитора не может быть получен в достаточной степени, в то время как в случае превышения их количествами вышеупомянутого верхнего предельного значения температура твердого раствора при повторном нагревании сляба станет чрезмерно высокой, и даже после повторного нагревания сляба сохранятся не образовавшие раствор участки, что приведет к ухудшению магнитных свойств. Поэтому они находятся в пределах диапазонов для Al: от 0,010 до 0,050% (масс.) и N: от 0,003 до 0,020% (масс.). Предпочтительно они соответствуют диапазонам для Al: от 0,015 до 0,035% (масс.) и N: от 0,005 до 0,015% (масс.).
Стальной сляб, который представляет собой материал исходного сырья для текстурированной электротехнической листовой стали, соответствующей изобретению, содержит Fe и неизбежные примеси в качестве остатка, отличного от базового химического состава, а также может содержать следующие далее элементы.
Один или два представителя, выбираемые из S: от 0,002 до 0,030% (масс.) и Se: от 0,002 до 0,100% (масс.)
Как S, так и Se связываются с Mn с образованием ингибитора. Однако, в случае каждого уровня содержания, меньшего, чем вышеупомянутое нижнее предельное значение, эффект ингибитора не может быть получен в достаточной степени, в то время как в случае превышения им вышеупомянутого верхнего предельного значения температура твердого раствора при повторном нагревании сляба станет чрезмерно высокой, и даже после повторного нагревания сляба сохранятся не образовавшие раствор участки, что приведет к ухудшению магнитных свойств. Поэтому в случае добавления S и Se диапазоны уровней содержания предпочтительно составят для S: от 0,002 до 0,030% (масс.) и Se: от 0,002 до 0,100% (масс.). Более предпочтительно уровень содержания S находится в пределах диапазона от 0,005 до 0,020% (масс.), а уровень содержания Se находится в пределах диапазона от 0,010 до 0,050% (масс.).
Cr: 0,010 – 0,500% (масс.)
Cr представляет собой элемент, подходящий для использования при стабилизировании образования форстеритной пленки при конечном отжиге, что ослабляет формирование неудовлетворительной пленки. Однако, в случае уровня содержания, составляющего менее, чем 0,010% (масс.), вышеупомянутый эффект будет неудовлетворительным, в то время как в случае превышения им 0,500% (масс.) уменьшится плотность магнитного потока. Поэтому в случае добавления Cr его уровень содержания предпочтительно будет находиться в пределах диапазона от 0,010 до 0,500% (масс.). Более предпочтительно он находится в пределах диапазона от 0,050 до 0,400% (масс.).
Ni: от 0,010 до 1,500% (масс.)
Ni представляет собой аустенитообразующий элемент, который является эффективным для увеличения максимальной долевой концентрации γ-фазы в слябе. Однако, в случае уровня содержания, составляющего менее, чем 0,010% (масс.), вышеупомянутый эффект будет маленьким, в то время как в случае превышения им 1,500% (масс.) уменьшится обрабатываемость, что ухудшит характеристики заправки листа в валки, а также станет нестабильной вторичная рекристаллизация, что ухудшит магнитные свойства. Поэтому в случае добавления Ni предпочтительно его уровень содержания будет находиться в пределах диапазона от 0,010 до 1,500% (масс.). Более предпочтительно он находится в пределах диапазона от 0,100 до 1,000% (масс.).
Один или несколько представителей, выбираемых из Sn: от 0,005 до 0,500% (масс.), Sb: от 0,005 до 0,500% (масс.), P: от 0,005 до 0,500% (масс.), Cu: от 0,010 до 0,500% (масс.) и Mo: от 0,005 до 0,100% (масс.)
Sn, Sb, P, Cu и Mo представляют собой элементы, подходящие для использования при улучшении магнитных свойств. В случае каждого уровня содержания, меньшего, чем вышеупомянутое соответствующее нижнее предельное значение, будет неудовлетворительным эффект улучшения магнитных свойств, в то время как в случае превышения каждым уровнем содержания вышеупомянутого соответствующего верхнего предельного значения станет нестабильной вторичная рекристаллизация, что скорее ухудшит магнитные свойства. Поэтому в случае добавления вышеупомянутых элементов добавляемые количества предпочтительно будут находиться в пределах вышеупомянутых диапазонов. Более предпочтительно они соответствуют диапазонам для Sn: от 0,01 до 0,10% (масс.), Sb: от 0,01 до 0,10% (масс.), P: от 0,01 до 0,10% (масс.), Cu: от 0,05 до 0,300% (масс.) и Mo: от 0,01 до 0,05% (масс.).
Один или несколько представителей, выбираемых из B: от 0,0002 до 0,0025% (масс.), Nb: от 0,0010 до 0,0100% (масс.) и V: от 0,0010 до 0,0100% (масс.)
B, Nb и V исполняют функцию вспомогательного ингибитора в результате формирования мелких выделений нитрида или карбида, так что они являются подходящими для использования при увеличении плотности магнитного потока. Однако, в случае каждого уровня содержания, меньшего, чем вышеупомянутое соответствующее нижнее предельное значение, эффект улучшения магнитных свойств будет неудовлетворительным, в то время как в случае превышения каждым уровнем содержания вышеупомянутого соответствующего верхнего предельного значения очистка при конечном отжиге станет затруднительной, что скорее ухудшит характеристики потерь в сердечнике. Поэтому в случае добавления данных элементов добавляемые количества предпочтительно будут находиться в пределах вышеупомянутых диапазонов. Более предпочтительно они соответствуют диапазонам для В: от 0,0002 до 0,0015% (масс.), Nb: от 0,0010 до 0,0060% (масс.) и V: от 0,0010 до 0,0060% (масс.).
Далее ниже будет описываться способ производства текстурированной электротехнической листовой стали, соответствующей изобретению.
Стальной сляб
Исходный материал стали (сляб), использованный в способе производства текстурированной электротехнической листовой стали, соответствующей изобретению, может быть произведен в результате плавления стали, характеризующейся вышеупомянутым химическим составом, при использовании обычного технологического процесса рафинирования, используя конвертор, устройство для дегазирования в вакууме и тому подобное, а после этого осуществления обычного способа непрерывной разливки или способа разливки в слитки – прокатки на блюминге, или он может представлять собой тонкий отлитый сляб, имеющий толщину, составляющую не более, чем 100 мм, и полученный при использовании способа бесслиткового литья, и на него конкретных ограничений не накладывают.
Повторное нагревание и горячая прокатка сляба
Стальной сляб подвергают повторному нагреванию до температуры в диапазоне приблизительно от 1200 до 1400°С в соответствии с обычным вариантом до горячей прокатки для растворения элементов, образующих ингибитор, в виде твердого раствора, а после этого горячей прокатке для получения горячекатаного листа. Горячую прокатку предпочтительно проводят в условиях, когда конечная температура черновой прокатки в случае проведения таковой составляет не менее, чем 1100°С, и конечная температура чистовой прокатки составляет не менее, чем 900°С.
Отжиг горячекатаного листа
Листовую сталь после горячей прокатки подвергают отжигу горячекатаного листа. Температура томления при отжиге горячекатаного листа предпочтительно находится в пределах диапазона от 800 до 1150°С для получения хороших магнитных свойств. В случае температуры томления, составляющей менее, чем 800°С, сохранится структура полосы, полученная при горячей прокатке, и будет затруднительным получение подвергшейся первичной рекристаллизации структуры хорошо упорядоченных зерен, что в результате приведет к возможному подавлению роста зерен, подвергшихся вторичной рекристаллизации. Между тем, в случае превышения температурой томления 1150°С размер зерен после отжига горячекатаного листа станет чрезмерно укрупненным, и скорее затруднительным будет получение подвергшейся первичной рекристаллизации структуры хорошо упорядоченных зерен. Помимо этого, время томления при отжиге горячекатаного листа предпочтительно находится в диапазоне приблизительно от 10 до 600 секунд.
Холодная прокатка
Вслед за этим листовую сталь после отжига горячекатаного листа подвергают однократной холодной прокатке или двум и более холодным прокаткам при включении промежуточного отжига в промежутке между ними для получения холоднокатаного листа, характеризующегося конечной толщиной листа. Температура томления при промежуточном отжиге в случае проведения такового предпочтительно находится в пределах диапазона от 900 до 1200°С. В случае температуры томления, составляющей менее, чем 900°С, подвергшиеся рекристаллизации зерна после промежуточного отжига станут мелкими, и уменьшится количество зародышеобразователей Госса в структуре, подвергшейся первичной рекристаллизации, что в результате приведет к возможному ухудшению магнитных свойств листового продукта. Между тем, в случае превышения температурой томления 1200°С кристаллические зерна станут чрезмерно укрупненными, и станет затруднительным получение подвергшейся первичной рекристаллизации структуры хорошо упорядоченных зерен подобно тому, что имеет место при проведении отжига горячекатаного листа. Помимо этого, время томления при промежуточном отжиге предпочтительно находится в диапазоне приблизительно от 10 до 600 секунд.
В изобретении важной является необходимость контролирования шероховатости поверхности Ra рабочего валка в прокатном стане Sendzimir для проведения чистовой холодной прокатки при холодной прокатке на уровне значения в диапазоне от 0,01 до 3,0 мкм. В случае шероховатости поверхности Ra, меньшей, чем значение в вышеупомянутом диапазоне, вводимая величина полосы сдвига будет недостаточной, и зародышеобразователи, характеризующиеся ориентацией Госса, не сформируются в достаточной степени, так что количество мелких зерен в листовом продукте уменьшится, и хорошие характеристики потерь в сердечнике нельзя будет получить. Между тем, в случае превышения значением Ra 3,0 мкм количество мелких зерен будет слишком сильно увеличенным, и сформируется множество кристаллических зерен, характеризующихся ориентацией кристаллов, смещенной от ориентации Госса, и, таким образом, уменьшится плотность магнитного потока, что ухудшит характеристики потерь в сердечнике. Шероховатость поверхности Ra рабочего валка предпочтительно находится в диапазоне от 0,05 до 2,0 мкм. Кроме того, предпочтительно она находится в пределах диапазона от 0,1 до 1,2 мкм. Также с точки зрения обеспечения проявления коэффициента трения диаметр рабочего валка, использованного при чистовой холодной прокатке, предпочтительно составляет не более, чем 150 ммφ, более предпочтительно не более, чем 100 ммφ.
Обезуглероживающий отжиг
После этого холоднокатаный лист, характеризующийся конечной толщиной листа, подвергают обезуглероживающему отжигу в сочетании с отжигом для первичной рекристаллизации. При обезуглероживающем отжиге необходимым является наличие скорости отжига V от 500 до 700°С в технологическом процессе нагревания, составляющей не менее, чем 80°С/с. В случае скорости нагревания V, составляющей менее, чем 80°С/с, первичная рекристаллизация зародышеобразователя, характеризующегося ориентацией Госса, будет недостаточной, и кристаллические зерна в листовом продукте станут укрупненными, и, таким образом, хорошие характеристики потерь в сердечнике нельзя будет получить. Скорость нагревания V предпочтительно составляет не менее, чем 120°С/с.
Температура томления при обезуглероживающем отжиге предпочтительно находится в пределах диапазона от 700 до 1000°С. В случае температуры томления, составляющей менее, чем 700°С, первичная рекристаллизация и обезуглероживание не продвинутся в достаточной степени, и желательную текстуру, подвергшуюся первичной рекристаллизации, нельзя будет получить. С другой стороны, в случае превышения ею 1000°С зерна, подвергшиеся первичной рекристаллизации, станут настолько укрупненными, что утратится движущая сила для вторичной рекристаллизации зерен, характеризующихся ориентацией Госса, при последующем конечном отжиге, что может сделать затруднительным стимулирование прохождения вторичной рекристаллизации. Помимо этого, время томления при обезуглероживающем отжиге предпочтительно находится в диапазоне приблизительно от 10 до 600 секунд.
Отжиговый сепаратор
После этого на листовую сталь, подвергшуюся обезуглероживающему отжигу, на поверхность наносят покрытие из отжигового сепаратора, образованного главным образом из MgO, и проводят высушивание. В данном случае отжиговый сепаратор обязательно должен содержать соединения одного или нескольких щелочноземельных металлов, выбираемых из Ca, Sr и Ва, в совокупном количестве в диапазоне от 0 до 5% (масс.) по отношению к MgO при пересчете на щелочноземельный металл. Соединения щелочноземельного металла, содержащегося в форстеритной пленке, в пределах вышеупомянутого диапазона могут улучшить адгезионную способность форстеритной пленки. Однако, в случае превышения уровнем содержания соединений щелочноземельных металлов 5% (масс.) образуется крупный сульфид, что уменьшит натяжение пленки для форстеритной пленки и увеличит потери в сердечнике. Поэтому Ca, Sr и Ва в качестве элемента, образующего сульфид, содержатся в пределах диапазона от 0 до 5% (масс.) в совокупности. Предпочтительно их количества находятся в пределах диапазона от 0,5 до 4% (масс.).
Конечный отжиг
После этого листовую сталь, подвергнутую нанесению покрытия из отжигового сепаратора и высушиванию, подвергают конечному отжигу, образованному из отжига для вторичной рекристаллизации и отжигу для очистки, в результате чего развивается подвергшаяся вторичной рекристаллизации структура, характеризующаяся высоким выравниванием по ориентации Госса, и формируется форстеритная пленка. Помимо этого, температуру при конечном отжиге предпочтительно увеличивают до приблизительно 1200°С в целях отжига для очистки и формирования форстеритной пленки.
Атмосфера отжига может соответствовать условиям стандартного способа, и на нее конкретных ограничений не накладывают, но в желательном случае ею является атмосфера, характеризующаяся высоким уровнем содержания водорода при отжиге для очистки в целях очистки стали.
Вслед за этим листовую сталь после конечного отжига подвергают промыванию при использовании воды, крацеванию, травлению и тому подобному для удаления непрореагировавшего отжигового сепаратора, приставшего к поверхности листовой стали, а, кроме того, правильному отжигу для корректирования профиля, что является эффективным для уменьшения потерь в сердечнике. Такое корректирование профиля проводят для предотвращения ухудшения свойств вследствие наличия тенденции к скатыванию в рулон при измерении потерь в сердечнике, поскольку конечный отжиг обычно проводят в состоянии после скатывания в рулон.
В случае использования листовой стали, соответствующей изобретению, в ламинированной форме эффективным будет формирование изоляционной пленки на поверхности листовой стали при правильном отжиге или до или после него. В особенности в целях уменьшения потерь в сердечнике предпочтительным является формирование пленки, придающей натяжение, которая прикладывает натяжение к листовой стали, в качестве изоляционной пленки. Более предпочтительным является формирование пленки, придающей натяжение, в результате использования способа наложения пленки, создающей растяжение, при использовании связующего или способа вакуумного осаждения неорганического материала на поверхностный слой листовой стали в результате осуществления технологического процесса физического осаждения или технологического процесса химического осаждения, что в результате приведет к возможному формированию изоляционной пленки, характеризующейся превосходной адгезионной способностью пленки и наличием эффекта значительного уменьшения потерь в сердечнике.
В целях дополнительного уменьшения потерь в сердечнике предпочтительным является проведение обработки для разбиения магнитного домена, которая включает широко используемый на практике способ формирования канавок на конечном листовом продукте, способ введения термической деформации или ударной деформации в линейной форме или точечной форме в результате облучения при использовании пучка электронов, лазерного облучения или плазменного облучения, способ формирования канавок в результате декапирования поверхности листовой стали на промежуточной стадии листовой стали, подвергнутой холодной прокатке до конечной толщины листа, и тому подобное.
Помимо этого, производственные условия, отличные от вышеупомянутых, могут соответствовать условиям стандартного производственного способа для текстурированной электротехнической листовой стали.
Пример 1
При использовании способа непрерывной разливки изготавливают стальной сляб, содержащий С: 0,07% (масс.), Si: 3,4% (масс.), Mn: 0,11% (масс.), Al: 0,025% (масс.), N: 0,015% (масс.) и остаток, представляющий собой Fe и неизбежные примеси. Сляб подвергают повторному нагреванию до температуры 1410°С и горячей прокатке для получения горячекатаного листа, характеризующегося толщиной листа 2,4 мм. Горячекатаный лист подвергают отжигу горячекатаного листа при 1000°С на протяжении 50 секунд, холодной прокатке для получения промежуточной толщины листа 1,8 мм, промежуточному отжигу при 1100°С на протяжении 20 секунд и, в заключение, холодной прокатке для получения холоднокатаного листа, характеризующегося толщиной листа 0,23 мм. Рабочий валок в прокатном стане Sendzimir, использованном при чистовой холодной прокатке, характеризуется диаметром валка 70 ммφ, и его шероховатость поверхности Ra различным образом изменяют так, как это продемонстрировано в таблице 1.
После этого холоднокатаный лист подвергают обезуглероживающему отжигу во влажной атмосфере при 50% (об.) Н2 – 50% (об.) N2 (температура точки росы: 58°С) при 850°С на протяжении 100 секунд. Скорость нагревания V от 500 до 700°С в технологическом процессе нагревания при обезуглероживающем отжиге различным образом изменяют так, как продемонстрировано в таблице 1.
После этого на листовую сталь наносят покрытие из отжигового сепаратора, образованного главным образом из MgO и содержащего 1% (масс.) SrCO3 при пересчете на Sr по отношению к MgO, и ее подвергают конечному отжигу, включающему нагревание до 1200°С в атмосфере N2, выдерживание при 1200°С на протяжении 10 часов в атмосфере Н2 и уменьшение температуры в атмосфере N2.
Из таким образом полученной листовой стали отбирают образец для испытаний в целях измерения магнитных свойств (потерь в сердечнике W17/50) при использовании метода, описанного в документе JIS C2550.
С образца для испытаний удаляют форстеритную пленку и после этого измеряют среднюю длину L кристаллических зерен в направлении прокатки на поверхности, которые проникают через листовую сталь в направлении ее толщины, и относительное количество Р кристаллических зерен, имеющих длину в направлении прокатки, составляющую не более чем 5 мм, по отношению к совокупным кристаллическим зернам.
В таблице 1 демонстрируются вышеупомянутые результаты измерений. Как это видно исходя из данной таблицы, все листовые стали, произведенные в производственных условиях, соответствующих изобретению, характеризуются хорошими потерями в сердечнике, поскольку средняя длина L в направлении прокатки для кристаллических зерен, которые проникают через листовую сталь в направлении ее толщины, составляет не более, чем 25 мм, а относительное количество Р мелких зерен находится в пределах диапазона от 40 до 90%.
Таблица 1
/мкм)
Пример 2
При использовании способа непрерывной разливки изготавливают стальной сляб, содержащий С: 0,08% (масс.), Si: 3,2% (масс.), Mn: 0,09% (масс.), Al: 0,024% (масс.), N: 0,011% (масс.), S: 0,01% (масс.), Se: 0,01% (масс.) и остаток, представляющий собой Fe и неизбежные примеси. Сляб подвергают повторному нагреванию до температуры 1400°С и горячей прокатке для получения горячекатаного листа, характеризующегося толщиной листа 2,2 мм. Горячекатаный лист подвергают отжигу горячекатаного листа при 1000°С на протяжении 50 секунд, холодной прокатке для получения промежуточной толщины листа 1,7 мм, промежуточному отжигу при 1100°С на протяжении 20 секунд и, в заключение, холодной прокатке для получения холоднокатаного листа, характеризующегося толщиной листа 0,23 мм. Рабочий валок в прокатном стане Sendzimir, использованном при чистовой холодной прокатке, характеризуется диаметром валка 130 ммφ и шероховатостью поверхности Ra 0,5 мкм.
После этого холоднокатаный лист подвергают обезуглероживающему отжигу во влажной атмосфере при 50% (об.) Н2 – 50% (об.) N2 (температура точки росы: 60°С) при 850°С на протяжении 100 секунд. Скорость нагревания V от 500 до 700°С в технологическом процессе нагревания при обезуглероживающем отжиге составляет 200°С/с.
После этого на листовую сталь наносят покрытие из отжигового сепаратора, образованного главным образом из MgO и содержащего карбонаты Ca, Sr и Ва в количестве, продемонстрированном в таблице 2, при пересчете на соответствующий щелочноземельный металл, ее подвергают высушиванию и после этого конечному отжигу, включающему нагревание до 1200°С в атмосфере N2, выдерживание при 1200°С на протяжении 10 часов в атмосфере Н2 и уменьшение температуры в атмосфере N2.
Из таким образом полученной листовой стали отбирают образец для испытаний в целях измерения магнитных свойств (потерь в сердечнике W17/50) при использовании метода, описанного в документе JIS C2550.
Кроме того, при использовании метода СЭМ наблюдают поперечное сечение в направлении ширины листа форстеритной пленки у образца для испытаний в целях измерения степени присутствия сульфидов (выделений), характеризующихся диаметром эквивалентного круга, составляющим не менее, чем 0,5 мкм, в числе сульфидов Ca, Sr и Ва при расчете на единичную длину в направлении ширины листа.
В таблице 2 демонстрируются вышеупомянутые результаты измерений. Как это видно исходя из данной таблицы, все листовые стали, произведенные в производственных условиях, соответствующих изобретению, характеризуются низкой степенью присутствия крупных сульфидов Ca, Sr и Ва, и получают хорошие характеристики потерь в сердечнике.
Таблица 2
Пример 3
При использовании способа непрерывной разливки изготавливают стальной сляб, характеризующийся различным химическим составом, продемонстрированным в таблице 3. Сляб подвергают повторному нагреванию до температуры 1400°С и горячей прокатке для получения горячекатаного листа, характеризующегося толщиной листа 2,2 мм. Горячекатаный лист подвергают отжигу горячекатаного листа при 1000°С на протяжении 50 секунд, холодной прокатке для получения промежуточной толщины листа 1,7 мм, промежуточному отжигу при 1100°С на протяжении 20 секунд и, в заключение, холодной прокатке для получения холоднокатаного листа, характеризующегося толщиной листа 0,23 мм. Рабочий валок в прокатном стане Sendzimir, использованном при чистовой холодной прокатке, характеризуется диаметром валка 80 ммφ и шероховатостью поверхности Ra 0,5 мкм.
После этого холоднокатаный лист подвергают обезуглероживающему отжигу во влажной атмосфере при 50% (об.) Н2 – 50% (об.) N2 (температура точки росы: 60°С) при 850°С на протяжении 100 секунд. Скорость нагревания V от 500 до 700°С в технологическом процессе нагревания при обезуглероживающем отжиге устанавливают на 200°С/с.
После этого на листовую сталь наносят покрытие из отжигового сепаратора, образованного главным образом из MgO и содержащего 2,0% (масс.) карбоната Ca при пересчете на Са по отношению к MgO и ее подвергают конечному отжигу, включающему нагревание до 1200°С в атмосфере N2, выдерживание при 1200°С на протяжении 10 часов в атмосфере Н2 и уменьшение температуры в атмосфере N2.
Из таким образом полученной листовой стали отбирают образец для испытаний в целях измерения магнитных свойств (потерь в сердечнике W17/50) при использовании метода, описанного в документе JIS C2550. Результат демонстрируется в таблице 3. Как это видно исходя из данной таблицы, все листовые стали, полученные при использовании в качестве материала исходного сырья стального сляба, характеризующегося химическим составом, адаптированным к изобретению, демонстрируют хорошие характеристики потерь в сердечнике.
Таблица 3 – 1
Таблица 3 – 2
Изобретение относится к области металлургии, а именно к текстурированной электротехнической листовой стали, используемой в качестве материала железных сердечников крупногабаритных трансформаторов. Сталь имеет химический состав, содержащий, мас.%: С: не более чем 0,005, Si: 2,5 – 6,0, Mn: 0,01 – 0,80, S: не более чем 0,005, Se: не более чем 0,005, N: не более чем 0,005, остальное - Fe и неизбежные примеси, а также снабжена на своей поверхности форстеритной пленкой, образованной главным образом из форстерита. Средняя длина L в направлении прокатки для кристаллических зерен, имеющих размер в направлении толщины листа, соответствующий указанной толщине, составляет не более чем 25 мм. Относительное количество Р кристаллических зерен, имеющих длину в направлении прокатки, составляющую не более чем 5 мм, по отношению ко всем кристаллическим зернам находится в пределах диапазона от 40 до 90%. Степень присутствия сульфидов по меньшей мере одного щелочноземельного металла, выбранного из Ca, Sr и Ва, с диаметром эквивалентного круга, составляющим не менее чем 0,5 мкм, при наблюдении поперечного сечения форстеритной пленки в направлении ширины листа составляет не более чем 0,2/мкм при расчете на единичную длину в направлении ширины листа. Обеспечиваются низкие потери в сердечнике при малой их вариации. 2 н. и 3 з.п. ф-лы, 5 ил., 4 табл., 3 пр.
1. Текстурированная электротехническая листовая сталь, характеризующаяся химическим составом, содержащим, мас.%: С: не более чем 0,005, Si: 2,5 – 6,0, Mn: 0,01 – 0,80, S: не более чем 0,005, Se: не более чем 0,005, N: не более чем 0,005, остаток представляет собой Fe и неизбежные примеси, снабженная на своей поверхности форстеритной пленкой, образованной главным образом из форстерита, и отличающаяся тем, что
средняя длина L в направлении прокатки для кристаллических зерен, которые проникают через листовую сталь в направлении ее толщины, составляет не более чем 25 мм,
относительное количество Р кристаллических зерен, имеющих длину в направлении прокатки, составляющую не более чем 5 мм, по отношению ко всем кристаллическим зернам находится в пределах диапазона от 40 до 90%, и
степень присутствия сульфидов по меньшей мере одного щелочноземельного металла, выбранного из Ca, Sr и Ва, характеризующихся диаметром эквивалентного круга, составляющим не менее чем 0,5 мкм, при наблюдении поперечного сечения форстеритной пленки в направлении ширины листа составляет не более чем 0,2/мкм при расчете на единичную длину в направлении ширины листа.
2. Листовая сталь по п. 1, химический состав которой дополнительно содержит по меньшей мере одни из компонентов, выбранных из, мас.%: Cr: 0,010 – 0,500, Ni: 0,010 – 1,500, Sn: 0,005 – 0,500, Sb: 0,005 – 0,500, P: 0,005 – 0,500, Cu: 0,010 – 0,500, Mo: 0,005 – 0,100, B: 0,0002 – 0,0025, Nb: 0,0010 – 0,0100 и V: 0,0010 – 0,0100.
3. Способ производства текстурированной электротехнической листовой стали по п. 1, включающий в себя нагрев и горячую прокатку стального сляба, характеризующегося химическим составом, содержащим, мас.%: С: от 0,002 до 0,15, Si: 2,5 – 6,0, Mn: 0,01 – 0,80, Al: от 0,010 до 0,050, N: от 0,003 до 0,020 и остаток, представляющий собой Fe и неизбежные примеси, для получения горячекатаного листа, проведение для горячекатаного листа отжига горячекатаного листа и по меньшей мере одной холодной прокатки с промежуточным отжигом между прокатками для получения холоднокатаного листа, характеризующегося конечной толщиной листа, проведение для холоднокатаного листа обезуглероживающего отжига, нанесение отжигового сепаратора, образованного главным образом из MgO, на поверхность листовой стали, высушивание и проведение конечного отжига,
отличающийся тем, что
скорость нагрева в пределах температурного диапазона от 500 до 700°С в процессе нагрева при обезуглероживающем отжиге составляет не менее чем 80°С/с,
шероховатость поверхности рабочего валка, используемого при конечной холодной прокатке в процессе холодной прокатки, находится в пределах диапазона от 0,01 до 3,0 мкм в качестве среднеарифметической шероховатости Ra, и
соединение по меньшей мере одного щелочноземельного металла, выбранного из Ca, Sr и Ва, содержится в количестве в диапазоне от 0 до 5 мас.% в совокупности при пересчете на щелочноземельный металл по отношению к MgO в качестве отжигового сепаратора, образованного главным образом из MgO.
4. Способ по п. 3, в котором химический состав стального сляба дополнительно содержит по меньшей мере одни из компонентов, выбранных из, мас.%: S: 0,002 – 0,030 и Se: 0,002 – 0,100.
5. Способ по п. 3 или 4, в котором химический состав стального сляба дополнительно содержит по меньшей мере одни из компонентов, выбранных из, мас.%: Cr: 0,010 – 0,500, Ni: 0,010 – 1,500, Sn: 0,005 – 0,500, Sb: 0,005 – 0,500, P: 0,005 – 0,500, Cu: 0,010 – 0,500, Mo: 0,005 – 0,100, B: 0,0002 – 0,0025, Nb: 0,0010 – 0,0100 и V: 0,0010 – 0,0100.

