Область техники, к которой относится изобретение
Настоящее изобретение относится к двухфазной ферритно-мартенситной нержавеющей стали с подходящей низкотемпературной ударной вязкостью, которая соответствующим образом может быть использована в качестве материала для корпуса товарного вагона, который перевозит, например, уголь или нефть в местности с холодным климатом, и способу изготовления стали.
Кроме того, настоящее изобретение с признаками по п. 4 относится к двухфазной ферритно-мартенситной нержавеющей стали для использования в качестве материала сварной конструкции с подходящей низкотемпературной ударной вязкостью сварной околошовной зоны, которая может быть соответствующим образом использована в качестве конструкционного материала сварной структуры.
Известный уровень техники
Поскольку длина проложенных железных дорог в мире растет, количество грузовых перевозок по железной дороге растет с каждым годом. Товарные вагоны, такие как железнодорожные вагоны и контейнеры используются для железнодорожных грузовых перевозок, и в настоящее время ферритная нержавеющая сталь используется в качестве материала для товарных вагонов.
Однако существует проблема, состоящая в том, что ферритная нержавеющая сталь, которая имеет недостаточную низкотемпературную ударную вязкость, не подходит для использования в местности с холодным климатом, например, во внутренних районах Евразийского континента, с температурой атмосферы -30°С или ниже зимой. В частности, материал корпуса товарного вагона, который перевозит жидкости, такие, как нефть, должен иметь высокую низкотемпературную ударную вязкость.
Кроме того, в случае ферритной нержавеющей стали, существует проблема дальнейшего ухудшения ударной вязкости сварной околошовной зоны из-за укрупнения зерна. Поэтому в местности с холодным климатом трудно использовать ферритную нержавеющую сталь применительно к сварным конструкциям.
В качестве примера нержавеющей стали, которую используют для железнодорожного вагона, в патентной литературе 1 раскрыта нержавеющая сталь, в которой коррозионная стойкость зоны сварки улучшается формированием фазы мартенсита в сварной околошовной зоне и возникновение поверхностных дефектов подавлено заданием значения FFV. Однако эта нержавеющая сталь имеет недостаточную ударную вязкость при низких температурах.
В качестве примера листа из нержавеющей стали с высокой ударной вязкостью, например, патентная литература 2 раскрывает высокопрочный с высокой ударной вязкостью лист из нержавеющей стали, имеющий отличную сгибаемость. В случае этого высокопрочного с высокой ударной вязкостью листа из нержавеющей стали сгибаемость улучшается путем регулирования длины частиц включений на основе MnS в направлении прокатки до 3 мкм или менее и путем регулирования отношения длины в направлении прокатке к длине в направлении под прямым углом к направлению прокатки частиц включений на основе MnS до 3,0 или менее. Однако в изобретении в соответствии с патентной литературой 2 коррозионная стойкость, в частности, коррозионная стойкость зоны сварки, которая необходима для материала корпуса товарного вагона, может быть недостаточной и в кроме того в некоторых случаях ударная вязкость при низкой температуре может быть недостаточной.
Патентная литература 3 раскрывает толстую мартенситную нержавеющую сталь, имеющую высокую ударную вязкость, в которой ингибируется образование δ феррита. Однако, поскольку прочность этой нержавеющей стали чрезмерно высока, то трудно выполнять штамповку этой нержавеющей стали для того, чтобы использовать эту нержавеющую сталь для железнодорожного вагона или контейнера для железнодорожных грузов. Кроме того, в нержавеющей стали, описанной в патентном документе 3, в некоторых случаях низкотемпературная ударная вязкость может быть недостаточной.
Кроме того, в качестве примера ферритной нержавеющей стали с улучшенной низкотемпературной ударной вязкостью сварной околошовной зоны в патентной литературе 4 раскрыта ферритная нержавеющая сталь с превосходной ударной вязкостью сварного шва. В данном изобретении ингибируется укрупнение зерна в сварной околошовной зоне, в результате чего мелкодисперсные оксиды на основе Mg распределяются и выделяются в стали.
Патентная литература 5 раскрывает ферритную нержавеющую сталь с высокой ударной вязкостью сварной околошовной зоны. В данном изобретении, ударная вязкость сварной околошовной зоны улучшена добавлением Со.
Однако изобретения, описанные в патентной литературе 4-5, не обеспечивают ударную вязкость сварной околошовной зоны для использования в местности с холодным климатом с температурой воздуха -30°С или ниже.
Список цитированных источников
Патентная литература
PTL 1: не прошедшая экспертизу заявка JP 2012-12702
PTL 2: не прошедшая экспертизу заявка JP 11-302791
PTL 3: не прошедшая экспертизу заявка JP 61-136661
PTL 4: не прошедшая экспертизу заявка JP 2003-3242
PTL 5: JP 4-224657
Краткое изложение существа изобретения
Техническая проблема
Как было описано выше, нержавеющие стали, описанные в вышеуказанных патентных документах, не пригодны в качестве материала товарного вагона, который перевозит жидкости, такие как нефть в местности с холодным климатом из-за их недостаточной ударной вязкости при низких температурах. Кроме того, существует случай, когда нержавеющие стали, раскрытые в патентных документах, описанных выше, имеют неудовлетворительную коррозионную стойкость или обрабатываемость, которые требуются для материала корпуса товарного вагона.
Кроме того, так как происходит дальнейшее ухудшение низкотемпературной ударной вязкости сварной околошовной зоны, нержавеющие стали непригодны для использования в применениях, конструкция которых формируется сваркой.
Настоящее изобретение было выполнено с учетом вышеописанной ситуации и задачей настоящего изобретения является создание двухфазной ферритно-мартенситной нержавеющей стали, имеющей удовлетворительную коррозионную стойкость и обрабатываемость, которые необходимы для материала корпуса товарного вагона, и имеющей высокую ударную вязкость при низких температурах, и создание способа изготовления нержавеющей стали.
Кроме того, целью настоящего изобретения, характеризующегося признаками по п. 4, также является создание двухфазной ферритно-мартенситной нержавеющей стали для использования в качестве материала сварной конструкции с хорошей низкотемпературной ударной вязкостью сварной околошовной зоны в дополнение к вышеописанным свойствам, и к способу изготовления нержавеющей стали.
Решение проблемы
Авторы настоящего изобретения для решения вышеописанных проблем тщательно проводили исследования влияния микроструктуры, химического состава и т.п. на низкотемпературную ударную вязкость.
В качестве способа оценки влияния микроструктуры на ударную вязкость при низких температурах известно использование закона Холла-Петча, выражающего зависимость между диаметром зерна и низкотемпературной ударной вязкостью. Согласно этому закону температура перехода вязкого состояния в хрупкое уменьшается пропорционально диаметру зерна, возведенному в степень минус 1/2. То есть, он говорит, что, чем меньше диаметр зерна, тем выше ударная вязкость при низкой температуре. Авторы настоящего изобретения, на основе этих данных провели исследования в отношении химического состава и способа изготовления с целью уменьшения диаметра зерна нержавеющей стали. Фиг. 1 иллюстрирует взаимосвязь между долей фазы мартенсита (содержание фазы мартенсита, выраженное в единицах об. %.) и средним диаметром зерна нержавеющей стали химического состава в диапазоне в соответствии с настоящим изобретением. Было установлено, что в случае, когда доля фазы мартенсита составляет 5% - 95%, средний диаметр зерна является низким. Таким образом, можно улучшить ударную вязкость при низких температурах за счет минимизации среднего диаметра зерна. При этом способ определения среднего диаметра зерна такой, как описан в примерах.
Можно контролировать долю фазы мартенсита путем регулирования Cr эквивалента (Cr+1,5×Si) и Ni эквивалента (30×(С+N)+Ni+0,5 Mn) и регулирования температуры отжига. Можно получить двухфазную ферритно-мартенситную нержавеющую сталь, имеющую низкий средний диаметр зерна и высокую ударную вязкость при низких температурах контролем этих параметров.
Кроме того, авторы настоящего изобретения тщательно проводили исследования влияния микроструктуры и химического состава на низкотемпературную ударную вязкость сварной околошовной зоны.
В результате тщательного изучения микроструктуры сварной околошовной зоны нержавеющей стали с плохой низкотемпературной ударной вязкостью сварной околошовной зоны были обнаружены крупные кристаллические зерна, называемые δ ферритом, имеющие диаметр зерна 50 мкм или более, которые формируются в температурном интервале от около 1300°С или выше. С другой стороны, в случае нержавеющей стали, имеющей высокую ударную вязкость при низких температурах сварной околошовной зоны, крупный δ феррит не обнаружен, но была обнаружена тонкая микроструктура, в которой диспергирован мартенсит. То есть, считается, что устранение формирования крупного δ феррита является эффективным для улучшения ударной вязкости при низкой температуре сварной околошовной зоны.
Таким образом, авторы настоящего изобретения провели тщательные исследования, относительно влияния химических элементов в составе нержавеющей стали на температуру формования δ феррита и уточнения того, что температура формования δ феррита выражается левой частью относительного выражения (III). Что касается образцов, которые были подготовлены так, чтобы содержание Ti составляло 0,01%, и содержание других химических элементов было в пределах диапазонов в соответствии с настоящим изобретением, каждое значение поглощенной энергии сварной околошовной зоны при испытании на ударную вязкость по Шарпи (температура испытания: -50°С, толщина испытуемого образца: 5 мм) наносили на график относительно температуры формования δ феррита, указанной на горизонтальной оси. Результаты показаны на фиг. 2. Хотя величина поглощенной энергии сварной околошовной зоны колеблется в широких пределах от испытания к испытанию, минимальное значение поглощенной энергии сварной околошовной зоны возрастает с увеличением температуры формирования δ феррита. В случае когда температура формования δ феррита составляет 1270°С или выше, минимальное значение поглощенной энергии составляет 10 Дж или более, это означает, что достигается удовлетворительная низкотемпературная вязкость сварной околошовной зоны.
2600С+1700N-20Si+20Mn-40Cr+50Ni+1660≥1270 (III)
Здесь, атомные символы в относительном выражении (III) представляют содержание (мас. %) соответствующих химических элементов.
Кроме того, в настоящем изобретении в результате исследований факторов, которые инициируют разрушение при низкой температуре, было установлено, что разрушение инициируют крупные включения, такие как TiN. Фиг. 3 иллюстрирует пример поверхностной трещины, начинающейся из TiN. Так как установлено, что ручьевой узор сформирован вокруг TiN, было установлено, что происходит хрупкое разрушение, начинающееся с TiN. При соответствии условий и химического состава и т.п. настоящему изобретению, можно контролировать, путем контроля содержания Ti, количество и размер сформированного TiN. Фиг. 4 иллюстрирует влияние содержания Ti на ударную вязкость при низких температурах, когда химический состав и доля фазы мартенсита находятся в пределах в соответствии с настоящим изобретением. Каждое значение поглощенной энергии на фиг. 4 определяли как среднее значение поглощенной энергии, определяемой проведением трижды испытания по Шарпи. Было установлено, что низкотемпературная ударная вязкость улучшается при уменьшении содержания Ti. Считается, что улучшение ударной вязкости при низких температурах вызвано тем, что число исходных точек разрушения уменьшается при снижении количества формирующегося TiN с уменьшением содержания Ti.
Кроме того, авторы настоящего изобретения провели испытания по Шарпи (температура испытания: -50°С, толщина испытуемого образца: 5 мм) сварной околошовной зоны и установили, что низкотемпературная ударная вязкость в сварной околошовной зоне улучшается при строгом контроле содержания Ti, равного 0,02% или менее, что вызывает снижение числа исходных точек разрушения в сварной околошовной зоне. Фиг. 5 иллюстрирует влияние содержания Ti на поглощенную энергию сварной околошовной зоны. Температура формования δ феррита в образцах, использованных в заявке, контролируют так, чтобы была в диапазоне 1270°С - 1290°С. В случае когда содержание Ti составляло 0,02 мас. % или менее, минимальное значение поглощенной энергии сварной околошовной зоны составляет 10 Дж или более, это означает, что достигнута удовлетворительная низкотемпературная ударная вязкость сварной околошовной зоны. Крупнозернистый TiN оказывает более сильное влияние на поглощенную энергию в сварной околошовной зоне, чем в горячекатаном и отожженном стальном листе. Как полагают, это вызвано тем, что увеличение диаметра зерна больше в сварной околошовной зоне, чем в горячекатаном и отожженном стальном листе, небольшое число исходных точек разрушения имеет большее влияние на уменьшение поглощенной энергии в сварной околошовной зоне, чем в горячекатаном и отожженном стальном листе.
Настоящее изобретение было выполнено на основе вышеописанных данных. То есть, предмет настоящего изобретения состоит в следующем.
(1) Двухфазная ферритно-мартенситная нержавеющая сталь, сталь химического состава, включающего в мас. %, С: 0,005% или более и 0,030% или менее, N: 0,005% или более и 0,030% или менее, Si: 0,05% или более и 1,00% или менее, Mn: 0,05% или более и 2,5% или менее, Р: 0,04% или менее, S: 0,02% или менее, Al: 0,01% или более и 0,15% или менее, Cr: 10,0% или более и 13,0% или менее, Ni: 0,3% или более и 5,0% или менее, V: 0,005% или более и 0,10% или менее, Nb: 0,05% или более и 0,4% или менее, Ti: 0,1% или менее и остальное Fe и неизбежные примеси, для которого выполняются неравенства (I) и (II), представленные ниже, и двухфазная микроструктура стали включает фазу феррита и фазу мартенсита, с содержанием фазы мартенсита 5% или более и 95% или менее в об. %.
10,5≤Cr+1,5×Si≤13,5 (I)
1,5≤30×(C+N)+Ni+0,5×Mn≤6,0 (II)
Здесь, Cr и Si в неравенстве (I) выше и С, N, Ni и Mn в неравенстве (II) выше представляют содержание (мас. %) соответствующих химических элементов.
(2) Двухфазная ферритно-мартенситная нержавеющая сталь в соответствии с п. (1), в которой химический состав стали дополнительно содержит в мас. % один, два или более элементов из Cu: 1,0% или менее, Мо: 1,0% или менее, W: 1,0% или менее и Со: 0,5% или менее.
(3) Двухфазная ферритно-мартенситная нержавеющая сталь в соответствии с п. (1) или (2), в которой химический состав стали дополнительно содержит в мас. % один, два или более элементов из Са: 0,01% или менее, В: 0,01% или менее, Mg: 0,01% или менее и РЗМ: 0,05% или менее.
(4) Двухфазная ферритно-мартенситная нержавеющая сталь в соответствии с п. (1), в которой в мас. %, содержание N составляет 0,005% или более и 0,015% или менее, содержание Si составляет 0,05% или более и 0,50% или менее, содержание Mn составляет более 1,0% и 2,5% или менее, содержание Ni составляет 0,3% или более и 1,0% или менее, содержание Nb составляет 0,05% или более и 0,25% и менее и содержание Ti составляет 0,02% или менее, и для которой выполняется нижеприведенное относительное выражение (III).
2600С+1700N-20Si+20Mn-40Cr+50Ni+1660≥1270 (III)
Здесь С, N, Si, Mn, Cr, Ni в относительном выражении (III) представляют содержание (мас. %) соответствующих химических элементов.
(5) Двухфазная ферритно-мартенситная нержавеющая сталь в соответствии с п. (4), в которой в мас. % содержание Р составляет менее 0,02%.
(6) Двухфазная ферритно-мартенситная нержавеющая сталь в соответствии с п. (4) или (5), в которой химический состав стали дополнительно содержит в мас. %, один, два или более элементов из Cu: 1,0% или меньше, Мо: менее 0,5%, W: 1,0% или менее, и Со: 0,5% или менее.
(7) Двухфазная ферритно-мартенситная нержавеющая сталь по любому из п.п. (4)-(6), в которой химический состав стали дополнительно содержит в мас. %, один, два или более элементов из Са: 0,01% или менее, В: 0,01% или менее, Mg: 0,01% или менее, и РЗМ: 0,05% или менее.
(8) Способ изготовления ферритно-мартенситной двухфазной нержавеющей стали, при этом способ является способом изготовления ферритно-мартенситной двухфазной нержавеющей стали по любому из п.п. (1)-(7), и способ включает нагрев стального сляба до температуры 1100°С или выше и 1300°С или ниже, затем выполнение горячей прокатки, включающей черновую горячую прокатку, при которой, по меньшей мере, один проход выполняют с обжатием 30% или более в диапазоне температур выше 900°С, и затем выполнение отжига при температуре 700°С или выше 900°С или ниже в течение одного часа или более.
Преимущественные эффекты изобретения
В соответствии с настоящим изобретением, можно изготовить двухфазную ферритно-мартенситную нержавеющую сталь с удовлетворительной коррозионной стойкостью, обрабатываемостью и высокой ударной вязкостью при низких температурах, которые необходимы для материала корпуса товарного вагона, который перевозит, например, уголь или нефть в местностях с холодным климатом и создать способ изготовления стали.
Кроме того, в соответствии с настоящим изобретением, характеризующимся признаками, описанными в п. 4, можно изготовить двухфазную ферритно-мартенситную нержавеющую сталь с подходящей низкотемпературной ударной вязкостью сварной околошовной зоны в дополнение к вышеописанным свойствам, которая соответствующим образом также может быть использована в качестве материала сварной конструкции.
Кроме того, в соответствии с настоящим изобретением, можно изготовить двухфазную ферритно-мартенситную нержавеющую сталь, обладающую подходящими вышеописанными свойствами при низких затратах и с высокой эффективностью.
Краткое описание чертежей
Фиг. 1 является схемой, иллюстрирующей влияние доли фазы мартенсита на средний диаметр зерна.
Фиг. 2 является схемой, иллюстрирующей влияние температуры формования δ феррита на поглощенную энергию сварной околошовной зоны.
Фиг. 3 является схемой, представляющей поверхностную трещину, начинающуюся на TiN.
Фиг. 4 является схемой, иллюстрирующей влияние содержания Ti на ударную вязкость при низких температурах.
Фиг. 5 является схемой, иллюстрирующей влияние содержания Ti на поглощенную энергию сварной околошовной зоны.
Фиг. 6 является схемой, иллюстрирующей пример фазовой диаграммы стали в соответствии с настоящим изобретением.
Фиг. 7 является схемой, представляющей пример распределения химического элемента в горячекатаном стальном листе, определенного с помощью ЕРМА (электронный микроанализатор).
Описание осуществлений
Осуществления настоящего изобретения будут описаны подробно ниже. Здесь настоящее изобретение не ограничивается осуществлениями, описанными ниже.
Во-первых, химический состав двухфазной ферритно-мартенситной нержавеющей стали в соответствии с настоящим изобретением (далее также называемой в данном описании как "нержавеющая сталь"), будет описана ниже. В приведенном ниже описании %, используемые при описании содержания химических элементов, представляют мас. %, если не указано иное.
С: 0,005% или более и 0,030% или менее и N: 0,005% или более и 0,030% или менее,
С и N являются химическими элементами стабилизирующими аустенит. В случае когда увеличено содержание С и N, существует тенденция к увеличению доли фазы мартенсита в нержавеющей стали согласно настоящему изобретению. Таким образом, С и N являются химическими элементами, которые являются эффективными для контроля доли мартенсита. Такой эффект реализуется в случае, когда содержание С и содержание N соответственно составляет 0,005% или более. Однако С и N являются химическими элементами, которые ухудшают ударную вязкость фазы мартенсита. Поэтому целесообразно, чтобы содержание С и содержание N соответственно составляло 0,030% или менее. Таким образом, содержание С и N соответственно составляет 0,005% или более и 0,030% или менее, или предпочтительно соответственно 0,008% или более и 0,020% или менее.
С и N эффективно ингибируют увеличение диаметра зерна в результате формирования мартенсита также в сварной околошовной зоне. Однако необходимо, чтобы формирование TiN ингибировалось более строго в сварной околошовной зоне, чем в других зонах для достижения удовлетворительной ударной вязкости при низких температурах. В случае когда содержание N составляет более 0,015%, активируется формирование TiN. Поэтому для достижения удовлетворительной низкотемпературной ударной вязкости сварной околошовной зоны, необходимо, чтобы содержание N составляло 0,005% или более и 0,015% или менее, или предпочтительно 0,008% или более и 0,012% или менее.
Si: 0,05% или более и 1,00% или менее
Si является химическим элементом, который используют в качестве средства раскисления. Для получения такого эффекта необходимо, чтобы содержание Si составляло 0,05% или более. Кроме того, так как Si является химическим элементом, стабилизирующим феррит, имеется тенденция к снижению доли фазы мартенсита с увеличением содержания Si. Поэтому Si является химическим элементом, эффективным в контроле доли фазы мартенсита. С другой стороны, в случае, когда содержание Si составляет более 1,00%, ухудшается ударная вязкость, так как фаза феррита становится хрупкой. Таким образом, содержание Si составляет 0,05% или более и 1,00% или менее, или предпочтительно 0,11% или более и 0,40% или менее.
Кроме того, Si является химическим элементом, который ухудшает ударную вязкость при низкой температуре сварной околошовной зоны в результате снижения температуры формования δ феррита в сварной околошовной зоне. Поэтому для достижения удовлетворительной низкотемпературной ударной вязкости сварной околошовной зоны необходимо, чтобы содержание Si контролировалось более строго, чем в других зонах. В случае когда содержание Si составляет более 0,50%, то трудно ингибировать формирование δ феррита в сварной околошовной зоне. Поэтому для достижения удовлетворительной низкотемпературной ударной вязкости сварной околошовной зоны содержание Si составляет 0,05% или более и 0,50% или менее, или предпочтительно 0,11% или более и 0,40% или менее.
Mn: 0,05% или более и 2,5% или менее
Mn является химическим элементом стабилизирующим аустенит и в случае, когда происходит увеличение содержания Mn, происходит увеличение доли фазы мартенсита в нержавеющей стали. Такой эффект достигается, когда содержание Mn составляет 0,05% или более. Однако в случае, когда содержание Mn в нержавеющей стали в соответствии с настоящим изобретением составляет более 2,5%, вышеописанный эффект, достигаемый добавлением Mn, насыщается, имеется ухудшение ударной вязкости и отрицательное влияние на качество поверхности из-за ухудшения удаления окалины в производственном процессе. Кроме того, в случае, когда содержание Mn составляет более 2,5%, так как активируется формирование MnS, который служит источником коррозии, происходит ухудшение коррозионной стойкости. Таким образом, содержание Mn составляет 0,05% или более и 2,5% или менее, или предпочтительно 0,11% или более и 2,0% или менее.
Кроме того, Mn является химическим элементом, который улучшает микроструктуру сварной околошовной зоны за счет увеличения температуры формования δ феррита в сварной околошовной зоне. Поэтому для достижения удовлетворительной низкотемпературной ударной вязкости сварной околошовной зоны, необходимо, чтобы содержание Mn более строго контролировалось, чем в других зонах. В случае когда содержание Mn составляет 1,0% или менее, трудно ингибировать формирование δ феррита в сварной околошовной зоне. Поэтому для достижения удовлетворительной низкотемпературной ударной вязкости сварной околошовной зоны содержание Mn составляет 1,0% или более и 2,5% или менее, или предпочтительно 1,2% или более и 2,0% или менее.
Р: 0,04% или менее
Предпочтительно, чтобы содержание Р было низким с точки зрения обрабатываемости в горячем состоянии. В настоящем изобретении максимально допустимое содержание Р составляет 0,04% или предпочтительно 0,035%.
Кроме того, в настоящем изобретении, в случае, когда происходит снижение содержания Р, значительно улучшается низкотемпературная ударная вязкость сварной околошовной зоны. Как полагают, это вызвано ингибированием распространения трещин из-за уменьшения количества примесей. Такой эффект реализуется в случае, когда содержание Р снижается до менее 0,02%. Следовательно, более предпочтительно максимальное значение содержания Р составляет менее 0,02%.
S: 0,02% или менее
Предпочтительно, чтобы содержание S было небольшим с точки зрения обрабатываемости в горячем состоянии и коррозионной стойкости. В настоящем изобретении максимально допустимое содержание S составляет 0,02% или предпочтительно 0,005%.
Al: 0,01% или более и 0,15% или менее
Al является химическим элементом, который в основном эффективен для раскисления. Такой эффект получается, когда содержание Al составляет 0,01% или более. С другой стороны, в случае, когда содержание Al составляет более 0,15%, образуются включения большого размера на основе Al, что приводит к поверхностным дефектам. Поэтому содержание Al составляет 0,01% или более и 0,15% или менее, или предпочтительно 0,03% или более и 0,14% или менее.
Cr: 10,0% или более и 13,0% или менее
Поскольку Cr образует пассивирующую пленку, Cr представляет собой химический элемент, который является необходимым условием достижения удовлетворительной коррозионной стойкости. Для достижения такого эффекта необходимо, чтобы содержание Cr составляло 10,0% или более. Кроме того, поскольку Cr является химическим элементом, стабилизирующим феррит, Cr является химическим элементом эффективным в контроле доли фазы мартенсита. Однако в случае, когда содержание Cr составляет более 13,0%, растут затраты на производство нержавеющей стали и поэтому трудно получить достаточную долю фазы мартенсита. Поэтому содержание Cr составляет 10,0% или более и 13,0% или более, или предпочтительно 10,5% или более и 12,5% или менее.
Ni: 0,3% или более и 5,0% или менее
Так как Ni является, подобно Mn, химическим элементом стабилизирующим аустенит, Ni является химическим элементом эффективным в контроле доли фазы мартенсита. Такой эффект достигается в случае, когда содержание Ni составляет 0,3% или более. Однако в случае, когда содержание Ni составляет более 5,0%, так как трудно контролировать долю фазы мартенсита, происходит ухудшение ударной вязкости и обрабатываемости. Поэтому содержание Ni составляет 0,3% или более и 5,0% или менее.
Ni является химическим элементом, который улучшает микроструктуру за счет увеличения температуры формования δ феррита в сварной околошовной зоне. Такой эффект достигается в случае, когда содержание Ni составляет 0,3% или более. Однако в случае, когда содержание Ni составляет 1,0% или более, так как происходит увеличение твердости сварной околошовной зоны, наоборот ухудшается низкотемпературная ударная вязкость сварной околошовной зоны. Поэтому содержание Ni составляет 0,3% или более и 1,0% или менее, или предпочтительно 0,4% или более и 0,9% или менее.
V: 0,005% или более и 0,10% или менее.
V представляет собой химический элемент, который ингибирует ухудшение ударной вязкости фазы мартенсита в результате формирования нитридов. Такой эффект достигается в случае, когда содержание V составляет 0,005% или более. Однако в случае, когда содержание V составляет более 0,10%, так как V концентрируется только в сварной зоне цветов побежалости, происходит ухудшение коррозионной стойкости. Поэтому содержание V составляет 0,005% или более и 0,10% или менее, или предпочтительно 0,01% или более и 0,06% или менее.
Nb: 0,05% или более и 0,4% или менее
Nb является эффективным для ингибирования формирования карбонитридов и подобно Cr связывания С и N в стали в результате выделения С и N в форме карбидов, нитридов или карбонитридов Nb. Nb является химическим элементом, который улучшает коррозионную стойкость, в частности, коррозионную стойкость зоны сварки. Такие эффекты достигаются в случае, когда содержание Nb составляет 0,05% или более. С другой стороны, в случае, когда содержание Nb составляет более 0,4%, происходит ухудшение обрабатываемости в горячем состоянии, происходит увеличение нагрузки при горячей прокатке, и трудно осуществить отжиг при температуре, при которой достигается соответствующая доля фазы аустенита за счет увеличения температуры рекристаллизации горячекатаного стального листа. Таким образом, содержание Nb составляет 0,05% или более и 0,4% или менее, или предпочтительно 0,10% ил более и 0,30% или менее.
В случае когда содержание Nb составляет более 0,25%, так как избыточные количества С и N связаны в виде карбонитридов и т.п., в сварной околошовной зоне, активируется увеличение диаметра зерна δ феррита потому, что формирование мартенсита ингибируется в сварной околошовной зоне, что приводит к ухудшению ударной вязкости при низких температурах. Таким образом, содержание Nb составляет 0,05% или более и 0,25% или менее, предпочтительно 0,10% или более и 0,20% или менее.
Ti: 0,1% или менее
Ti подобно Nb эффективен в ингибировании формирования карбонитридов и подобно Cr связывает С и N в стали в результате выделения С и N в форме карбидов, нитридов или карбонитридов Ti. Авторы настоящего изобретения установили, что низкотемпературная ударная вязкость ухудшается из-за трещин, вызываемых крупнозернистым TiN среди выделений. Уменьшение количества такого крупнозернистого TiN для снижения количества источников трещин является одной из важных характеристик настоящего изобретения. При этом можно получить нержавеющую сталь более подходящую с точки зрения ударной вязкости при низких температурах по сравнению со сталью, имеющей один и тот же средний диаметр зерна ферритно-мартенситной микроструктуры. В частности, в случае, когда содержание Ti составляет более 0,1%, наблюдается значительное ухудшение ударной вязкости из-за TiN. В случае когда содержание Ti составляет более 0,1%, то считается, что, так как численная плотность TiN с длиной стороны 1 мкм или более составляет более 70 частиц/мм2, происходит ухудшение ударной вязкости из-за такого TiN. Поэтому содержание Ti составляет 0,1% или менее предпочтительно 0,04% или менее, или более предпочтительно 0,02% или менее. Так как предпочтительно, чтобы содержание Ti было как можно меньше в настоящем изобретении, нижний предел содержания Ti составляет 0%. Кроме того, целесообразно чтобы численная плотность TiN с длиной стороны 1 мкм или более составляла 70 частиц/мм2 или менее, или предпочтительно 40 частиц/мм2 или менее.
Так как диаметр зерна в сварной околошовной зоне больше, чем в горячекатаном и отожженном стальном листе, возможно значительное ухудшение ударной вязкости при низких температурах из-за наличия лишь небольшого числа исходных точек разрушения. Для достижения достаточной ударной вязкости при низкой температуре сварной околошовной зоны путем ингибирования формирования крупнозернистого TiN, необходимо, чтобы содержание Ti было строго ограничено 0,02% или менее. Поэтому предпочтительно, чтобы содержание Ti составляло 0,02% или менее, или более предпочтительно 0,015% или менее.
Нержавеющая сталь согласно настоящему изобретению содержит вышеописанные составляющие химические элементы, и остальное является Fe и неизбежными примесями. Конкретные примеры включают неизбежные примеси Zn: 0,03% или менее и Sn: 0,3% или менее.
Кроме того, нержавеющая сталь в соответствии с настоящим изобретением может дополнительно содержать в мас. % один, два или более элементов из Cu: 1,0% или менее, Мо: 1,0% или менее, W: 1,0% или менее, и Со: 0,5% или менее, в дополнение к вышеописанным химическим элементам.
Cu: 1,0% или менее
Cu является химическим элементом, который улучшает коррозионную стойкость и, в частности, который предотвращает контактную коррозию. Поэтому в случае, когда нержавеющая сталь в соответствии с настоящим изобретением используется в применениях, в которых требуется высокая коррозионная стойкость, предпочтительно должна быть добавлена Cu. Однако в случае, когда содержание Cu превышает 1,0%, происходит ухудшение обрабатываемость в горячем состоянии. Кроме того, в случае, когда содержание Cu превышает 1,0%, так как трудно контролировать долю фазы мартенсита из-за увеличения количества фазы аустенита при высокой температуре, то трудно достичь высокого уровня низкотемпературной ударной вязкости. Поэтому в случае, когда Cu добавляют к нержавеющей стали в соответствии с настоящим изобретением, верхний предел содержания Cu устанавливается равным 1,0%. Кроме того, предпочтительно, чтобы содержание Cu составляло 0,3% или более для достижения в достаточной степени эффекта повышения коррозионной стойкости. Более предпочтительно содержание Cu составляет 0,3% или более и 0,5% или менее.
Мо: 1,0% или менее
Мо является химическим элементом, который улучшает коррозионную стойкость. Поэтому в случае, когда нержавеющая сталь в соответствии с настоящим изобретением используется в применениях, в которых требуется высокая коррозионная стойкость, предпочтительно добавлять Мо к нержавеющей стали. Однако в случае, когда содержание Мо превышает 1,0%, происходит ухудшение обрабатываемости при холодной прокатке и существует значительное ухудшение качества поверхности из-за шероховатой поверхности, возникающей при горячей прокатке. Поэтому в случае, когда Мо добавляют к нержавеющей стали в соответствии с настоящим изобретением, предпочтительно, чтобы верхний предел содержания Мо составлял 1,0%. Кроме того, эффективным является добавление Мо в количестве 0,03% или более для получения в достаточной степени эффекта повышения коррозионной стойкости. Более предпочтительно, чтобы содержание Мо составляло 0,10% или более и 0,80% или менее.
Добавление Мо способствует формированию крупнозернистого δ феррита в сварной околошовной зоне. Предпочтительно содержание Мо должно быть менее 0,5% для достижения удовлетворительной низкотемпературной ударной вязкости сварной околошовной зоны.
W: 1,0% или менее
W является химическим элементом, который улучшает коррозионную стойкость. Поэтому в случае, когда нержавеющая сталь в соответствии с настоящим изобретением используется в применениях, в которых требуется высокая коррозионная стойкость, предпочтительно, чтобы W был добавлен к нержавеющей стали. Такой эффект достигается в случае, когда содержание W составляет 0,01% или более. Однако в случае, когда содержание W является чрезмерно большим, так как происходит увеличение прочности, происходит ухудшение технологичности. Поэтому содержание W установлено равным 1,0% или менее.
Со: 0,5% или менее
Со является химическим элементом, который улучшает ударную вязкость. Поэтому в случае, когда нержавеющая сталь в соответствии с настоящим изобретением используется в применениях, в которых особенно требуется высокая ударная вязкость, предпочтительно Со добавляют к нержавеющей стали. Такой эффект достигается в случае, когда содержание Со составляет 0,01% или более. Однако в случае, когда содержание Со чрезмерно велико, ухудшается технологичность. Таким образом, содержание Со устанавливается равным 0,5% или менее.
Кроме того, нержавеющая сталь в соответствии с настоящим изобретением может дополнительно содержать в мас. % один, два, или более элементов из Са: 0,01% или менее, В: 0,01% или менее, Mg: 0,01% или менее и РЗМ: 0,05% или менее, в дополнение к вышеописанных химическим элементам.
Са: 0,01% или менее
Са является химическим элементом, который подавляет засорение сталеразливочного стакана, которое имеет тенденцию происходить из-за осаждения включений на основе Ti при выполнении непрерывной разливки. Такой эффект реализуется в случае, когда содержание Са составляет 0,0001% или более. Однако в случае, когда содержание Са является чрезмерно высоким, поскольку формируется CaS, который является водорастворимым включением, происходит ухудшение коррозионной стойкости. Следовательно, предпочтительно, чтобы содержание Са составляло 0,01% или менее.
В: 0,01% или менее
Поскольку В является химическим элементом, который улучшает вторичную технологическую хрупкость, содержание В устанавливается равным 0,0001% или более для получения такого эффекта. Однако в случае, когда содержание В чрезмерно большое, происходит ухудшение пластичности за счет твердорастворного упрочнения. Следовательно, содержание В устанавливается равным 0,01% или менее.
Mg: 0,01% или менее
Mg является химическим элементом, который способствует улучшению обрабатываемости путем увеличения доли равноосных кристаллов в слябе. Такой эффект достигается в случае, когда содержание Mg составляет 0,0001% или более. Однако в случае, когда содержание Mg является чрезмерно большим, ухудшается качество поверхности стали. Следовательно, содержание Mg устанавливается равным 0,01% или менее.
РЗМ: 0,05% или менее
РЗМ являются химическими элементами, которые ингибируют формирование окалины путем повышения стойкости к окислению. Среди РЗМ, в частности, La и Се эффективно используются для ингибирования формирования окалины. Такой эффект достигается в случае, когда содержание РЗМ составляет 0,0001% или более. Однако в случае, когда содержание РЗМ является чрезмерно высоким, происходит ухудшение технологичности, например, характеристик травления и повышаются производственные затраты. Таким образом, содержание РЗМ установлено равным 0,05% или менее.
Далее будет описана микроструктура стали двухфазной ферритно-мартенситной нержавеющей стали в соответствии с настоящим изобретением. Здесь %, используемые при описании содержания фаз, входящих в микроструктуру стали, представляет собой об. %.
Содержание фазы мартенсита: 5% или более и 95% или менее в об. %.
В случае нержавеющей стали в соответствии с настоящим изобретением улучшение ударной вязкости при низких температурах вызвано уменьшением диаметра зерна в результате включения фазы мартенсита. Как показывает фиг. 1, в случае, если содержание фазы мартенсита составляет, в об. %. менее 5% или более 95%, так как средний диаметр зерна составляет более 10,0 мкм, не представляется возможным ожидать улучшения ударной вязкости из-за уменьшения диаметра зерна. Таким образом, содержание фазы мартенсита составляет в об. %. 5% или более и 95% или менее, предпочтительно 15% или более и 90% или менее, или более предпочтительно 30% или более и 80% или менее. В случае когда содержание фазы мартенсита составляет 30% или более и 80% или менее, как показывает фиг. 1, так как значительно уменьшается средний диаметр зерна, можно реализовать значительное улучшение ударной вязкости при низких температурах.
Контроль содержания фазы мартенсита реализуется контролем температуры отжига и доли фазы аустенита (содержание фазы аустенита, выраженное в единицах об. %.) при температуре отжига. В настоящем изобретении проведением отжига при соответствующем температурном режиме определено влияние на микроструктуру, состоящую из фазы феррита и фазы мартенсита после горячей прокатки, часть фазы мартенсита, переходит обратно в фазу аустенита и диаметр зерна уменьшается и затем в процессе охлаждения после процесса отжига фаза аустенита снова превращается в фазу мартенсита, образуя зерно с меньшим диаметром. Вся фаза аустенита, присутствующая при температуре отжига, превращается в фазу мартенсита в последующем процессе охлаждения. Соответствующая доля фазы аустенита при температуре отжига составляет 5% или более и 95% или менее. В случае когда доля фазы аустенита чрезмерно мала при температуре отжига, так как количество обратно-превращенного аустенита мало, недостаточен эффект уменьшения диаметра зерна. В случае когда доля фазы аустенита чрезмерно велика при температуре отжига, так как происходит рост зерна фазы обратно-превращенного аустенита, то невозможно получить мелкокристаллическое зерно.
10,5≤Cr+1,5×Si≤13,5 (I),
1,5≤30×(С+N)+Ni+0,5×Mn≤6,0 (II)
Можно контролировать долю фазы мартенсита (содержание фазы мартенсита) контролем так называемого Cr эквивалента (Cr+1,5×Si) и Ni эквивалента (30×(С+N)+Ni+0,5×Mn). В настоящем изобретении диапазоны Cr эквивалента и Ni эквивалента соответственно определены относительным выражением (I) с использованием Cr эквивалента и относительного выражения (II) с использованием Ni эквивалента. Здесь в случае, когда Cr эквивалент менее 10,5, так как Cr эквивалент слишком мал, то трудно контролировать Ni эквивалент, с помощью которого регулируют долю мартенсита в пределах соответствующего диапазона. С другой стороны, в случае, когда Cr эквивалент в относительном выражении (I) составляет более 13,5, так как Cr эквивалент является чрезмерно большим, то трудно достичь соответствующей доли фазы мартенсита, даже если эквивалент Ni увеличивается. Таким образом, Cr эквивалент в относительном выражении (I) устанавливается равным 10,5 или более и 13,5 или менее, или предпочтительно 11,0 или более и 12,5 или менее. Таким же образом в случае, когда Ni эквивалент составляет менее 1,5 или более 6,0, то трудно достичь соответствующей доли фазы мартенсита. Таким образом, Ni эквивалент в относительном выражении (II) устанавливается равным 1,5 или более и 6,0 или менее, или предпочтительно 2,0 или более и 5,0 или менее.
Хотя как описано выше, микроструктура нержавеющей стали в соответствии с настоящим изобретением включает двойную фазу феррита и мартенсита, другие фазы могут быть включены при условии отсутствия ухудшения эффекта настоящего изобретения. Примеры других фаз включают фазу аустенита и σ фазу. Полагают, что эффект настоящего изобретения не ухудшается в случае, когда сумма содержания других фаз составляет 10% или менее или предпочтительно 7% или менее в объемных долях.
2600С+1700N-20Si+20Mn-40Cr+50Ni+1660≥1270 (III)
В настоящем изобретении формирование крупнозернистого δ феррита в сварной околошовной зоне регулируется контролем температуры формования δ феррита, представленной левой частью относительного выражения (III). Это вызвано тем, что трудно точно контролировать температуру формования δ феррита контролем, так называемого Cr эквивалента или Ni эквивалента.
Фиг. 6 иллюстрирует пример фазовой диаграммы (рассчитанной с использованием расчетного программного обеспечения Thermo-Calc созданного Thermo-Calc Software АВ) стали в соответствии с настоящим изобретением (С: 0,01%, Si: 0,2%, Mn: 2,0%, Cr: 12%, Nb: 0,2% и N: 0,01%). В настоящем изобретении температура формования δ феррита составляет около 1300°С. В случае когда сварную околошовную зону выдерживают при температуре, равной или выше этой температуры в течение длительного времени, происходит увеличение диаметра зерна δ феррита в сварной околошовной зоне. Так как обычные Cr эквивалент и Ni эквивалент определяются на основе влияния химических элементов при температуре близкой к температуре отжига, не представляется возможным использовать эти параметры для оценки легкости формирования δ феррита при такой высокой температуре, которой подвергается сварная околошовная зона. Таким образом, в настоящем изобретении определением влияния каждого химического элемента на температуру формования δ феррита из фазовой диаграммы относительно каждого химического элемента была составлена левая часть относительного выражения (III). Как показывает фиг. 2, в случае, когда температура формования δ феррита выше 1270°С, минимальная величина поглощенной энергии сварной околошовной зоны была 10 Дж или более, которая означает, что была достигнута удовлетворительная ударная вязкость при низкой температуре. Диаметр зерна δ феррита, сформированного в сварной околошовной зоне, имеющей удовлетворительную ударную вязкость при низких температурах, составляет максимум 50 мкм или менее. Таким образом, неравенство (III) было составлено с правой частью относительного выражения (III) с вычисленным значением 1270.
Далее будет описан способ изготовления нержавеющей стали в соответствии с настоящим изобретением.
Рекомендуемый способ изготовления нержавеющей стали в соответствии с настоящим изобретением с высокой эффективностью является способом, включающим изготовление сляба из расплавленной стали, приготовленной с вышеописанным химическим составом с использованием, например, способа непрерывного литья, приготовлением горячекатаного рулона из этого сляба, отжига горячекатаного рулона и затем удаления окалины с отожженного горячекатаного рулона (с использованием, например, дробеструйной обработки или травления) для получения нержавеющей стали. Способ будет подробно описан ниже.
Во-первых, расплавленную сталь получают так, чтобы химический состав соответствовал настоящему изобретению с использованием известной обычной плавильной печи, такой как конвертер или электропечь, расплавленную сталь рафинируют с использованием известного способа рафинирования, такого как метод вакуумной дегазации (RH (Ruhrstahl-Heraeus) метод), метод VOD (вакуумно-кислородного обезуглероживания) или метод AOD (аргон-кислородного обезуглероживания) и затем рафинированную расплавленную сталь отливают в стальной сляб (стальной материал) с использованием способа непрерывного литья или способа литья тонких слябов. Среди способов литья предпочтительно использовать способ непрерывного литья с точки зрения производительности и качества материала. Кроме того, предпочтительно толщина сляба должна составлять 100 мм или более или более предпочтительно 200 мм или более для обеспечения достаточного снижения обжатия черновой горячей прокатки, описанной ниже.
Здесь, как описано выше, ограничение содержания Ti до 0,02% или менее является необходимым условием для достижения удовлетворительной ударной вязкости при низких температурах сварной околошовной зоны. Так как содержание Ti, который вносится в сталь в качестве неизбежной примеси, может составлять в случае, когда используется обычный метод плавления, более 0,02%, то необходимо использовать способ плавления со строгим контролем содержания Ti, вносимого в сталь. В частности, необходимо избегать использования скрапа или, если используется скрап, необходимо контролировать общее содержание Ti в скрапе анализом содержания Ti в скрапе. Кроме того, необходимо избегать использования той же плавильной печи сразу после плавки класса стали, содержащей Ti.
Затем стальной сляб нагревают до температуры 1100°С или выше и 1300°С или ниже, и затем нагретый сляб подвергают горячей прокатке до горячекатаного стального листа. Предпочтительно температура нагрева сляба должна быть как можно выше, чтобы не допустить формирования шероховатой поверхности горячекатаного стального листа. Однако в случае, когда температура нагрева сляба выше 1300°С, существует технологическая проблема из-за значительного изменения формы плиты, вызванной деформацией ползучести и происходит ухудшение ударной вязкости горячекатаного стального листа за счет укрупнения зерна. С другой стороны, в случае, когда температура нагрева сляба ниже 1100°С, происходит увеличение нагрузки горячей прокатки, значительно увеличивается шероховатость поверхности при горячей прокатке и происходит ухудшение ударной вязкости горячекатаного стального листа из-за недостаточной рекристаллизации во время горячей прокатки.
В процессе черновой горячей прокатки, включенной в горячую прокатку, по меньшей мере, один проход прокатки выполняют с обжатием 30% или более в диапазоне температур выше 900°С или предпочтительно с обжатием 32% или более в диапазоне температур выше 920°С.
При выполнении этой прокатки с высоким обжатием, так как диаметр зерна стального листа снижается, происходит улучшение ударной вязкости. После черновой горячей прокатки выполняют чистовую прокатку с использованием обычного способа.
Горячекатаный стальной лист толщиной около 2,0 мм - 8,0 мм, который изготовлен выполнением горячей прокатки, отжигают при температуре 700°С или выше и 900°С или ниже. После этого может быть выполнено травление. В случае когда температура отжига горячекатаного стального листа ниже 700°С, так как проходит недостаточная рекристаллизация и так как уменьшается количество обратно-превращенного аустенита, так как обратное превращение из фазы мартенсита в фазу аустенита происходит с меньшей вероятностью, то невозможно достичь достаточной ударной вязкости при низкой температуре. С другой стороны, в случае, когда температура отжига горячекатаного стального листа выше 900°С, так как только фаза аустенита образуется после выполнения отжига, и так как значительно укрупняется зерно, происходит ухудшение ударной вязкости. Предпочтительно отжиг горячекатаного стального листа осуществляют с использованием, так называемого метода ящичного отжига, выдержкой стального листа в течение одного часа или более. Более предпочтительно температура отжига составляет 710°С или выше и 850°С или ниже и время выдержки 5 часов или более и 10 часов или менее.
Можно использовать любой из всех обычных способов сварки, такой как дуговая сварка, включая TIG (сварка вольфрамовым электродом в среде инертного газа) сварку и MIG (сварка плавящимся электродом в среде инертного газа) сварку, электросварку сопротивлением, такую как шовная сварка и точечная сварка, и лазерную сварку для сварки нержавеющей стали в соответствии с настоящим изобретением.
Пример 1
Нержавеющую сталь химического состава, приведенного в таблице 1, готовят с использованием метода вакуумного плавления в лаборатории. Приготовленные стальные слитки нагревают до температуры 1200°С и подвергают горячей прокатке, включающей черновую горячую прокатку, в ходе которой, по меньшей мере, один проход выполняют с обжатием 30% или более в диапазоне температур выше 900°С для получения горячекатаного стального листа толщиной 5 мм. Полученный горячекатаный стальной лист подвергают отжигу при температуре 780°С в течение 10 часов и затем удаляют окалину с помощью дробеструйной очистки и травления. Условия отжига выбирают так, что доля фазы мартенсита составляла 5% или более и 95% или менее в случае примеров осуществления настоящего изобретения.
L-поперечное сечение (вертикальное сечение параллельно направлению прокатки) размером 20 мм × 10 мм проводят на вышеописанном горячекатаном стальном листе с удаленной окалиной и его микроструктуру открывают с помощью царской водки для наблюдения микроструктуры. Из наблюдаемой микроструктуры определяют средний диаметр зерна каждого образца с использованием метода сечений. Конкретный метод определения среднего диаметра зерна является следующим. Делают фотографии в пяти полях зрения открытой микроструктуры поперечного сечения с помощью оптического микроскопа при увеличении в 100 раз. Нанесением пяти линейных отрезков, каждый ограничен в вертикальном и горизонтальном направлениях, на полученные фотографии и делением общей длины отрезков, на число границ зерна, через которые проходят линейные отрезки, определяют средний диаметр зерна как результат деления. Определение диаметра зерна выполняют без отделения зерна феррита от зерна мартенсита. Средний диаметр зерна каждого образца приведен в таблице 2.
Кроме того, распределение химических элементов Ni и Cr в L-поперечном сечении определяют с использованием ЕРМА (электронный микроанализатор). Пример определения показан на фиг. 7. Область, в которой высокая концентрация Ni (более светлая на фотографии) и низкая концентрация Cr (более темная на фотографии), рассматривается как соответствующая фаза мартенсита. Так как в области, которая занята фазой аустенита при температуре нагрева перед проведением горячей прокатки и при температуре отжига, концентрируются химические элементы стабилизирующие фазу аустенита (такие как Ni и Mn), и так как содержание химических элементов, стабилизирующих фазу феррита (таких как Cr) снижается, различаются концентрации некоторых химических элементов между фазой аустенита и фазой феррита. Так как область, которую занимает фаза аустенита при температуре отжига, превращается в область, которая занята фазой мартенсита в последующем процессе охлаждения, Ni концентрируется и содержание Cr снижается в фазе мартенсита. Таким образом, область, в которой определяют повышенное содержание Ni и пониженное содержание Cr с использованием ЕРМА, рассматривают как область, которая занята фазой мартенсита. Используя распределение концентрации Ni, определенное с использованием ЕРМА, и с использованием анализа изображения, находят более светлые области с целью определения доли фазы мартенсита. Результаты приведены в таблице 1. Было установлено, что с увеличением доли фазы мартенсита возрастает величина 30×(С+N)+Ni+0,5×Mn в относительном выражении (II).
Кроме того, с помощью оптического микроскопа изучают микроструктуру в десяти полях зрения на участке площадью 400 квадратных мкм. В микроструктуре, изученной таким образом, наблюдаются включения кубической формы с длиной стороны равной 1 мкм или более, принимаемые за TiN, и также путем подсчета количества таких включений, рассчитывают число TiN на 1 мм2. Результаты приведены в таблице 2. В случае примеров настоящего изобретения, численная плотность TiN с длиной стороны 1 мкм или более составляет 70 частиц/мм2 или менее. Предпочтительной является плотность 40 частиц/мм2 или менее.
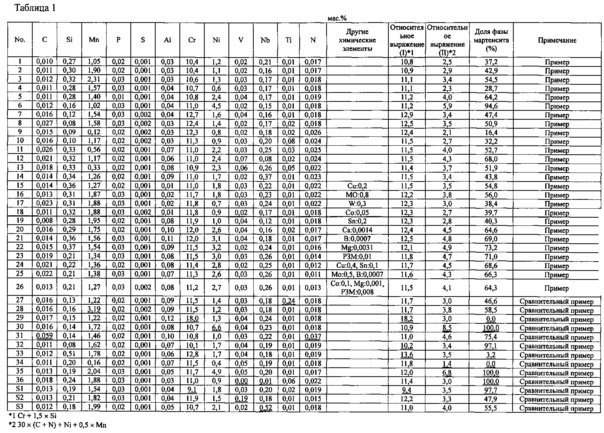
Испытание по Шарпи проводят при температуре -50°С на трех испытуемых образцах Шарпи в С-направлении (направление под прямым углом к направлению прокатки), отобранных из каждого горячекатаного стального листа очищенного от окалины. Испытуемый образец Шарпи является лабораторным испытуемым образцом, имеющим толщину 5 мм, ширину 55 мм и длину 10 мм. Испытание проводят три раза для каждого образца, чтобы получить среднюю поглощенную энергию. Полученные значения поглощенной энергии приведены в таблице 2. В случае всех примеров настоящего изобретения поглощенная энергия составляет 25 Дж или более, что означает, что достигнута удовлетворительная ударная вязкость при низкой температуре. В тоже время в сравнительных примерах, так как содержание Ti в №27, содержание Mn в №28, содержание Cr в №29, содержание Ni в №30, содержание С и содержание N в №31 и содержание Nb и содержание V в №36 соответственно, находятся вне диапазонов в соответствии с настоящим изобретением, ударная вязкость при низкой температуре ниже 25 Дж по поглощенной энергии. Кроме того, в случае сравнительных примеров №32-35 и №S1, которые не соответствуют относительному выражению (I) или относительному выражению (II) в соответствии с настоящим изобретением, ударная вязкость при низкой температуре ниже 25 Дж по поглощенной энергии.
Выполняют испытание в солевом тумане испытуемого образца 60 мм × 80 мм, который готовят отбором испытуемого образца из горячекатаного стального листа очищенного от окалины и путем покрытия задней поверхности и кромок в пределах 5 мм водостойкой лентой. Концентрация соли в воде составляет 5% -NaCl, температура испытания 35°С и время испытания 24 часа. После проведения испытания в солевом тумане фотографируют испытуемую поверхность путем перевода области с ржавчиной в черную область и переводом области без ржавчины в белую область на фотографии, определяют долю площади коррозии с использованием анализа изображений. Полученная доля площади коррозии приведена в таблице 2. Случай, когда доля площади коррозии составляет 15% или менее считается случаем удовлетворительной коррозионной стойкости. В случае всех примеров настоящего изобретения, то есть №1-26, достигнута удовлетворительная стойкость к коррозии. Среди сравнительных примеров в случае №28, где содержание Mn было вне диапазона согласно настоящему изобретению, в случае №31, где содержание С и содержание N были вне диапазонов согласно настоящему изобретению, в случае №36, где содержание Nb и содержание V были вне диапазонов в соответствии с настоящим изобретением, в случае №S1, где содержание Cr находится вне диапазона согласно настоящему изобретению, и в случае №S2, где содержание V находится вне диапазона согласно настоящему изобретению, не достигнута удовлетворительная коррозионная стойкость.
Испытание на растяжение проводят с JIS А 5 образцами для испытания на растяжение, которые отбирают в направлении, параллельном направлению прокатки, из горячекатаного стального листа очищенного от окалины для оценки обрабатываемости. Полученные значения удлинения приведены в таблице 2. Случай, когда удлинение составляет 15,0% или более считается случаем удовлетворительной обрабатываемости. В случае всех примеров настоящего изобретения, то есть, №1-26, достигнута удовлетворительная обрабатываемость. Среди сравнительных примеров в случае №30, где содержание Ni вне диапазона согласно настоящему изобретению, в случае №31, где содержание С и содержание N вне диапазонов согласно настоящему изобретению, в случае №35, где не выполняется относительное выражение (II) в соответствии с настоящим изобретением, в случае №36, где содержание Nb и содержание V вне диапазонов в соответствии с настоящим изобретением и в случае №S3, где содержание Nb вне диапазона согласно настоящему изобретению, не достигается удовлетворительная обрабатываемость.
Из вышеописанных результатов установлено, что в соответствии с настоящим изобретением можно изготовить двухфазную ферритно-мартенситную нержавеющую сталь с подходящей ударной вязкостью при низких температурах.


Пример 2
Стальные слябы, имеющие химический состав, приведенный в таблице 3, и толщину 250 мм получают с использованием метода вакуумного плавления. Приготовленные стальные слябы нагревают до температуры 1200°С и затем подвергают 9 проходам горячей прокатки для получения горячекатаных стальных листов толщиной 5 мм. Условия горячей прокатки, включая черновую прокатку, приведены в таблице 4. Полученные горячекатаные стальные листы подвергают отжигу в условиях, указанных в таблице 4, и затем очищают от окалины с использованием дробеструйной обработки и травления.

L-поперечное сечение размером 20 мм × 10 мм проводят на вышеописанном горячекатаном стальном листе с удаленной окалиной и его микроструктуру открывают с помощью царской водки для наблюдения микроструктуры. Из наблюдаемой микроструктуры определяют средний диаметр зерна каждого образца с использованием метода. Средний диаметр зерна каждого образца приведен в таблице 4.
Кроме того, распределение химического элемента Ni в L-сечении (вертикальное сечение параллельно направлению прокатки) определяют с помощью ЕРМА. Принимая область, в которой концентрируется Ni, за область, которая занята мартенситом, долю фазы мартенсита определяют с помощью анализа изображений. Результаты приведены в таблице 4.
Кроме того, с помощью оптического микроскопа изучают микроструктуру в десяти полях зрения на участке площадью 400 квадратных мкм. В изучаемой микроструктуре принимая включения кубической формы с длиной стороны равной 1 мкм или более за TiN и путем подсчета количества таких включений, рассчитывают число TiN на 1 мм2. Результаты приведены в таблице 4.
Испытание по Шарпи проводят при температуре -50°С на трех испытуемых образцах Шарпи в С-направлении (направлении под прямым углом к направлению прокатки), отобранных из каждого горячекатаного стального листа очищенного от окалины. Испытуемый образец Шарпи является лабораторным испытуемым образцом, имеющим толщину 5 мм, ширину 55 мм и длину 10 мм. Испытание проводят три раза с каждым образцом для определения средней поглощенной энергии. Полученные значения поглощенной энергии приведены в таблице 4. В случае всех примеров настоящего изобретения поглощенная энергия составляет 25 Дж или более это означает, что достигнута удовлетворительная ударная вязкость при низкой температуре. В случае сравнительных примеров №D и №Е, где максимальное обжатие при температуре выше 900°С составляет 30% или менее, так как средний диаметр зерна является большим, даже если максимальное обжатие составляет 30% или более при температуре 900°С или менее, поглощенная энергия при температуре -50°С составляет 25 Дж или менее. В случае сравнительного примера №F, где температура отжига низкая, так как доля фазы мартенсита составляет менее 5% поглощенная энергия при температуре -50°С составляет 25 Дж или менее. В случае сравнительного примера №J, где температура отжига высокая, так как доля фазы мартенсита составляет более 95%, поглощенная энергия при температуре -50°С составляет 25 Дж или менее. В случае сравнительного примера №К, где время отжига менее одного часа, так как степень превращения и рекристаллизация, вызванная отжигом, являются недостаточными, не удается определить долю фазы мартенсита или средний диаметр зерна и в результате поглощенная энергия №К при температуре -50°С составляет 25 Дж или менее.
Выполняют испытание в солевом тумане испытуемого образца 60 мм × 80 мм, который готовят отбором испытуемого образца из горячекатаного стального листа очищенного от окалины и путем покрытия задней поверхности и кромок в пределах 5 мм водостойкой лентой. Концентрация соли в воде составляет 5% -NaCl, температура испытания 35°С и время испытания 24 часа. После проведения испытания в солевом тумане фотографируют испытуемую поверхность путем перевода области с ржавчиной в черную область и переводом области без ржавчины в белую область на фотографии определяют долю площади коррозии с использованием анализа изображений. Полученная доля площади коррозии приведена в таблице 4. Случай, когда доля площади коррозии составляет 15% или менее считается случаем удовлетворительной коррозионной стойкости. В случае всех примеров настоящего изобретения достигнута удовлетворительная коррозионная стойкость. Среди сравнительных примеров в случае №J, где температура отжига высокая, и в случае №К, где отжиг проведен в недостаточной степени, не достигается удовлетворительная коррозионная стойкость.
Испытание на растяжение проводят с JIS А 5 образцами для испытания на растяжение, которые отбирают в направлении, параллельном направлению прокатки, из горячекатаного стального листа очищенного от окалины для оценки обрабатываемости. Полученные значения удлинения приведены в таблице 4. Случай, когда удлинение составляет 15,0% или более считается случаем удовлетворительной обрабатываемости. В случае всех примеров настоящего изобретения достигается удовлетворительная обрабатываемость. Среди сравнительных примеров в случае №J, где доля фазы мартенсита большая, и в случае №K, где отжиг выполнен в недостаточной степени, не достигнута удовлетворительная обрабатываемость.
Из вышеописанных результатов следует, что в соответствии с настоящим изобретением можно изготовить двухфазную ферритно-мартенситную нержавеющую сталь с подходящей ударной вязкостью при низких температурах.

Пример 3
Нержавеющие стали с химическим составом, приведенным в таблице 5, готовят с использованием метода вакуумного плавления в лаборатории. Приготовленные стальные слитки нагревают до температуры 1200°С и подвергают горячей прокатке, включающую черновую горячую прокатку, в которой, по меньшей мере, один проход осуществляют с обжатием 30% или более в диапазоне температур выше 900°С, чтобы получить горячекатаный стальной лист толщиной 5 мм. Полученный горячекатаный стальной лист подвергают отжигу при температуре 780°С в течение 10 часов и затем подвергают очистке от окалины с помощью дробеструйной обработки и травления.
L-поперечное сечение (вертикальное поперечное сечение, параллельное направлению прокатки) размером 20 мм × 10 мм проводят на вышеописанном горячекатаном стальном листе с удаленной окалиной и его микроструктуру открывают с помощью царской водки для наблюдения микроструктуры. Из наблюдаемой микроструктуры определяют средний диаметр зерна каждого образца с использованием метода сечений. Средний диаметр зерна каждого образца приведен в таблице 6.
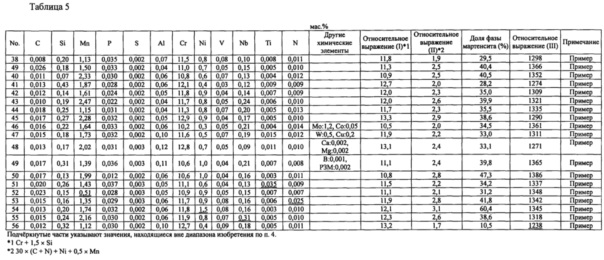
Кроме того, распределение химического элемента Ni в L-сечении (вертикальное сечение параллельно направлению прокатки) определяют с помощью ЕРМА. Принимая область, в которой концентрируется Ni, за область, которая занята мартенситом, долю фазы мартенсита определяют с помощью анализа изображений. Результаты приведены в таблице 5.
Кроме того, с помощью оптического микроскопа изучают микроструктуру в десяти полях зрения на участке площадью 400 квадратных мкм. В изучаемой микроструктуре, принимая включения кубической формы с длиной стороны, равной 1 мкм или более, за TiN, и путем подсчета количества таких включений, рассчитывают число TiN на 1 мм2. Результаты приведены в таблице 6.
Испытание по Шарпи проводят при температуре -50°С на трех испытуемых образцах Шарпи в С-направлении (направление под прямым углом к направлению прокатки), отобранных из каждого горячекатаного стального листа очищенного от окалины. Испытуемый образец Шарпи является лабораторным испытуемым образцом, имеющим толщину 5 мм, ширину 55 мм и длину 10 мм. Испытание проводят три раза для каждого образца, чтобы получить среднюю поглощенную энергию. Полученные значения поглощенной энергии приведены в таблице 6. В случае всех №38 - №56 в таблице 6 поглощенная энергия составляет 25 Дж или более, что означает, что достигнута удовлетворительная ударная вязкость при низкой температуре.
Выполняют испытание в солевом тумане испытуемого образца 60 мм × 80 мм, который готовят отбором испытуемого образца из горячекатаного стального листа очищенного от окалины и путем покрытия задней поверхности и кромок в пределах 5 мм водостойкой лентой. Концентрация соли в воде составляет 5% -NaCl, температура испытания 35°С и время испытания 24 часа. После проведения испытания в солевом тумане фотографируют испытуемую поверхность путем перевода области с ржавчиной в черную область и переводом области без ржавчины в белую область на фотографии определяют долю площади коррозии с использованием анализа изображений. Полученная доля площади коррозии приведена в таблице 6. В случае всех №38 - №56 в таблице 6 доля площади коррозии составляет 15% или менее, что означает, что достигнута удовлетворительная коррозионная стойкость.
Испытание на растяжение проводят с JIS А 5 образцами для испытания на растяжение, которые отбирают в направлении, параллельном направлению прокатки, из горячекатаного стального листа очищенного от окалины для оценки обрабатываемости. Полученные значения удлинения приведены в таблице 6. В случае всех №38 - №56 в таблице 6 удлинение составляет 15,0% или более, что означает, что достигнута удовлетворительная обрабатываемость.
Испытуемый образец 100 мм × 300 мм отбирают из горячекатаного стального листа очищенного от окалины и торцевую поверхность стороны длиной 300 мм подвергают механической обработке с углом кромки 30° так, чтобы сформировать V-образный паз с углом паза 60° при приложении другого испытуемого образца. Обработанные торцевые поверхности сваривают с поверхностями, обращенными друг к другу, с помощью сварки MIG с подводимой тепловой мощностью 0,7 кДж/мм и скоростью сварки 60 см/мин. Защитным газом является 100%-Ar. Сварочной проволокой является Y309L (JIS Z 3321), диаметром 1,2 ммφ. Направлением сварки является L-направление.
Готовят лабораторный образец для испытания по Шарпи, включающий сварной шов толщиной 5 мм, шириной 55 мм и длиной 10 мм. Надрез формируют в положении, где доля зоны сварки к толщине составляет 50%. Форма надреза составляет 2 мм V-надрез. Испытание на ударную вязкость по Шарпи проводят 9 раз при температуре -50°С.
Минимальное значение поглощенной энергии, полученное проведением 9 раз испытания на ударную вязкость по Шарпи, приведено в таблице 6. Так как в случае всех №38 - №50 в таблице 6 поглощенная энергия сварной околошовной зоны составляет 10 Дж или более, понятно, что удовлетворительная низкотемпературная ударная вязкость сварной околошовной зоны достигнута в соответствии с пп. 4-8, в частности, в случае №50, где содержание Р менее 0,02%, поглощенная энергия сварной околошовной зоны составляет 50 Дж или более, что означает, что достигнута подходящая ударная вязкость при низких температурах сварной околошовной зоны. Поскольку содержание Ti в №51, содержание Mn в №52, содержание N в №53, содержание Ni в №54, содержание Nb в №55 и значение левой части относительного выражения (III) №56 соответственно, находятся вне диапазонов по п. 4, поглощенная энергия сварной околошовной зоны составляет менее 10 Дж, что означает, что не достигнута удовлетворительная низкотемпературная прочность сварной околошовной зоны.
Из вышеописанных результатов выясняется, что в соответствии с настоящим изобретением можно изготовить двухфазную ферритно-мартенситную нержавеющую сталь, с подходящей ударной вязкостью при низких температурах в сварной околошовной зоне.

Промышленная применимость
В соответствии с настоящим изобретением можно изготовить двухфазную ферритно-мартенситную нержавеющую сталь с подходящей ударной вязкостью при низких температурах, с низкой стоимостью и высокой эффективностью, которая предпочтительно может быть использована в качестве материала корпуса товарного вагона, который перевозит уголь, нефть или т.п. в местностях с холодным климатом, и предложен способ изготовления стали.
Кроме того, в соответствии с настоящим изобретением с признаками п. 4 можно изготовить двухфазную ферритно-мартенситную нержавеющую сталь для использования в качестве материала сварной конструкции также с подходящей низкотемпературной ударной вязкостью сварной околошовной зоны.




Изобретение относится к области металлургии, а именно к двухфазной ферритно-мартенситной нержавеющей стали с содержанием фазы мартенсита 5 - 95 об.%, используемой в качестве листового материала для изготовления корпусов товарных вагонов, эксплуатирующихся в местности с холодным климатом. Лист имеет химический состав, содержащий, в мас.%: С: 0,005 - 0,030, N: 0,005 - 0,030, Si: 0,05 - 1,00, Mn: 0,05 - 2,5, Р: 0,04 или менее, S: 0,02 или менее, Al: 0,01 - 0,15, Cr: 10,0 - 13,0, Ni: 0,3 - 5,0, V: 0,005 - 0,10, Nb: 0,05 - 0,4, Ti: 0,1 или менее, Fe и неизбежные примеси остальное. Для компонентов стали листа выполняются соотношения: 10,5≤Cr+1,5×Si≤13,5 и 1,5≤30×(C+N)+Ni+0,5×Mn≤6,0. Листы получают путем нагрева стального сляба до температуры 1100- 1300°С, горячей прокатки, включающей черновую горячую прокатку, в которой по меньшей мере один проход выполняют с обжатием 30% или более в диапазоне температур выше 900°C, и отжига при температуре 700- 900°С в течение не менее одного часа. Сталь имеет высокую коррозионную стойкость, обрабатываемость и ударную вязкость при низких температурах. 2 н. и 7 з.п. ф-лы, 7 ил., 6 табл., 3 пр.
1. Горячекатаный отожженный лист из двухфазной ферритно-мартенситной нержавеющей стали, имеющей химический состав, содержащий, мас.%:
С: 0,005 - 0,030,
N: 0,005 - 0,030,
Si: 0,05 - 1,00,
Mn: 0,05 - 2,5,
Р: 0,04 или менее,
S: 0,02 или менее,
Al: 0,01 - 0,15,
Cr: 10,0 - 13,0,
Ni: 0,3 - 5,0,
V: 0,005 - 0,10,
Nb: 0,05 - 0,4,
Ti: 0,1 или менее,
Fe и неизбежные примеси остальное,
при этом выполняются неравенства (I) и (II):
10,5 ≤ Cr + 1,5 × Si ≤ 13,5 (I)
1,5 ≤ 30 × (C + N) + Ni + 0,5 × Mn ≤ 6,0 (II),
где Cr и Si С, N, Ni и Mn представляют содержание в мас.% соответствующих химических элементов,
а двухфазная микроструктура стали листа включает фазу феррита и 5 - 95 об.% фазы мартенсита.
2. Лист по п. 1, в котором химический состав стали дополнительно содержит, мас.%, по меньшей мере один элемент из Cu: 1,0 или менее, Мо: 1,0 или менее, W: 1,0 или менее и Со: 0,5 или менее.
3. Лист по п. 1 или 2, в котором химический состав стали дополнительно содержит, мас.%, по меньшей мере один элемент из Са: 0,01 или менее, В: 0,01 или менее , Mg: 0,01 или менее и РЗМ: 0,05 или менее.
4. Лист по п. 1, в котором химический состав стали содержит, мас.%:
N: 0,005 - 0,015,
Si: 0,05 - 0,50,
Mn: более 1,0 и 2,5 или менее,
Ni: 0,3 и более и менее 1,0,
Nb: 0,05 - 0,25 и
Ti: 0,02 или менее,
при этом выполняется относительное выражение (III):
2600C + 1700N - 20Si + 20Mn - 40Cr + 50Ni + 1660 ≥ 1270 (III),
где С, N, Si, Mn, Cr и Ni представляют содержание в мас.% соответствующих химических элементов.
5. Лист по п. 4, в котором содержание Р в химическом составе стали составляет менее 0,02 мас.%.
6. Лист по п. 4 или 5, в котором химический состав стали дополнительно содержит, мас.%, один или более элемент из Cu: 1,0 или менее, Мо: менее чем 0,5 , W: 1,0 или менее и Со: 0,5 или менее.
7. Лист по п. 4 или 5, в котором химический состав стали дополнительно содержит, мас.%, по меньшей мере один элемент из Са: 0,01 или менее, В: 0,01 или менее, Mg: 0,01 или менее и РЗМ: 0,05 или менее.
8. Лист по п. 6, в котором химический состав стали дополнительно содержит, мас.%, по меньшей мере один элемент из Са: 0,01 или менее, В: 0,01 или менее, Mg: 0,01 или менее и РЗМ: 0,05 или менее.
9. Способ изготовления горячекатаного отожженного листа из двухфазной ферритно-мартенситной нержавеющей стали по любому из пп. 1 - 8, включающий нагрев стального сляба до температуры 1100 - 1300°С, горячую прокатку, включающую черновую горячую прокатку, в которой по меньшей мере один проход выполняют с обжатием 30% или более в диапазоне температур выше 900°C, и затем отжиг при температуре 700 - 900°С в течение не менее одного часа.
| Приспособление для суммирования отрезков прямых линий | 1923 |
|
SU2010A1 |
| ТРУБА ИЗ ВЫСОКОПРОЧНОЙ НЕРЖАВЕЮЩЕЙ СТАЛИ С ПРЕВОСХОДНОЙ УСТОЙЧИВОСТЬЮ К РАСТРЕСКИВАНИЮ ПОД ДЕЙСТВИЕМ НАПРЯЖЕНИЙ В СУЛЬФИДСОДЕРЖАЩЕЙ СРЕДЕ И УСТОЙЧИВОСТЬЮ К ВЫСОКОТЕМПЕРАТУРНОЙ ГАЗОВОЙ КОРРОЗИИ ПОД ДЕЙСТВИЕМ ДИОКСИДА УГЛЕРОДА | 2009 |
|
RU2459884C1 |
| НЕРЖАВЕЮЩАЯ СТАЛЬ ДЛЯ НЕФТЯНОЙ СКВАЖИНЫ, ТРУБА ИЗ НЕРЖАВЕЮЩЕЙ СТАЛИ ДЛЯ НЕФТЯНОЙ СКВАЖИНЫ И СПОСОБ ПОЛУЧЕНИЯ НЕРЖАВЕЮЩЕЙ СТАЛИ ДЛЯ НЕФТЯНОЙ СКВАЖИНЫ | 2010 |
|
RU2494166C2 |
| Устройство для охлаждения водою паров жидкостей, кипящих выше воды, в применении к разделению смесей жидкостей при перегонке с дефлегматором | 1915 |
|
SU59A1 |
| Способ приготовления мыла | 1923 |
|
SU2004A1 |

