Область техники, к которой относится изобретение
Настоящее изобретение относится к листу конструкционной нержавеющей стали, обладающему превосходной коррозионной устойчивостью сварных деталей, который подходящим образом применяется в качестве материала для кузовов железнодорожных вагонов, предназначаемых, например, для перевозки угля или железной руды, и к способу производства данного листа конструкционной нержавеющей стали.
Уровень техники
В качестве материала для кузовов железнодорожных вагонов, перевозящих уголь или железную руду, обычно применяется нержавеющая сталь. Так как шахтный уголь имеет большое содержание серы, материал для кузовов железнодорожных вагонов должен обладать коррозионной устойчивостью к серной кислоте и, в частности, стойкостью к межкристаллитной коррозии сварных деталей.
Например, патентный документ 1 раскрывает в качестве нержавеющей стали, обладающей как коррозионной устойчивостью, так и свариваемостью, Ti-содержащую ферритную нержавеющую сталь, которая демонстрирует превосходную ударную вязкость в сварном шве. Однако в раскрытой в патентном документе 1 технологии предусматриваются такие компоненты, что структура сварной детали содержит ферритную фазу и, следовательно, имеет недостаток, связанный с недостаточной ударной вязкостью швов и коррозионной устойчивостью сварных деталей.
С другой стороны, патентный документ 2 и патентный документ 3 раскрывают технологию, при которой в сварной детали образуется надлежащее количество мартенситной фазы, что достигается посредством регулирования фазового состава при высокой температуре, и тем самым улучшаются технологичность и коррозионная устойчивость сварной детали. Кроме того, патентный документ 4 раскрывает нержавеющую сталь, которая является подходящей для способа сварки, применяющего газообразный диоксид углерода. Далее, один из авторов настоящего изобретения ранее предложил лист конструкционной нержавеющей стали, который улучшает коррозионную устойчивость сварных деталей посредством надлежащего регулирования его композиции с использованием параметров, способных точно предсказать структуру сварной детали (патентный документ 5).
Источники известного уровня техники
Патентные документы.
Патентный документ 1: JP-A-3-249150;
Патентный документ 2: JP-A-2002-167653;
Патентный документ 3: JP-A-2009-13431;
Патентный документ 4: JP-A-2002-30391;
Патентный документ 5: JP-A 2009-280850.
Краткое описание существа изобретения
Решаемые изобретением задачи.
Однако исследования оптимальных диапазонов содержания компонентов, проведенные в раскрытых в патентных документах 2-5 методиках, не были полностью достаточными. В частности, в этих методиках почти не принималась во внимание технологичность. Соответственно, обращает на себя внимание появление трещин на стадии производства сляба и проявления дефекта поверхности, именуемого «плена», и, следовательно, оказывается сложным избежать повышения стоимости, вызываемого снижением выхода годных изделий.
Настоящее изобретение было сделано с учетом данных обстоятельств, и целью настоящего изобретения является создание листа конструкционной нержавеющей стали, который может производиться при невысоких затратах с высокой производительностью, а сварные детали из него обладают превосходной коррозионной устойчивостью.
Способы решения задачи.
Один из авторов настоящего изобретения провел обширные исследования с целью преодоления вышеупомянутого недостатка и нашел, что межкристаллитная коррозия, вызванная обеднением Cr в окрестности границы зерна, может быть подавлена, и в структуре может быть образована зона термического влияния при сварке, образованная главным образом мартенситом, посредством регулирования содержания химических компонентов, в частности, Mn и Ti, и поддержания баланса между соответствующими компонентами в пределах надлежащих диапазонов, и предложил параметр (величина F), представленный в патентном документе 5. После этого авторы настоящего изобретения, основываясь на обнаружении данного факта, продолжили детализированные исследования, в частности, технологичности, - и в результате таких исследований обнаружили, что проявления вызываемых наличием включений трещин в слябе и плен (дефекты поверхности) могут быть заметно снижены при добавлении к композиции надлежащего количества Аl, снижении содержания V, Са, О до заданных диапазонов или ниже и установлении в пределах подходящего диапазона величины FFV, предложенной в качестве нового параметра, показательного в отношении определения пригодности данного материала для массового производства, и создали настоящее изобретение.
Таким образом, настоящее изобретение предоставляет лист конструкционной нержавеющей стали, обеспечивающий превосходную коррозионную устойчивость сварных деталей, при этом данный лист конструкционной нержавеющей стали имеет композицию, которая содержит от 0,01 до 0,03 масс.% С, от 0,01 до 0,03 масс.% N, от 0,10 до 0,40 масс.% Si, от 1,5 до 2,5 масс.% Mn, 0,04 масс.% или менее Р, 0,02 масс.% или менее S, от 0,05 до 0,15 масс.% Al, от 10 до 13 масс.% Cr, от 0,5 до 1,0 масс.% Ni, 4*(C+N) или более и 0,3 масс.% или менее Ti (С, N отображают содержание (в масс.%) С и N), и Fe и неизбежные примеси остальное, при этом V, Са и О регулируются в неизбежных примесях до 0,05 масс.% или менее V, 0,0030 масс.% или менее Са и 0,0080 масс.% или менее О; лист, для которого величина F и величина FFV, выражаемые следующими далее уравнениями, удовлетворяют условию, что величина F равна 11 и величина FFV равна 9,0.
Величина F - Cr+2×Si+4×Ti-2×Ni-Mn-30×(C+N).
Величина FFV - Cr+3×Si+16×Ti+Mo+2×Al-2×Mn-4×(Ni+Cu)-40×(C+N)+20×V.
В данных уравнениях соответствующие символы элементов представляют содержания этих элементов (в масс.%).
Кроме того, настоящее изобретение обеспечивает лист конструкционной нержавеющей стали, обладающий превосходной коррозионной устойчивостью сварных деталей, который отличается, кроме того, содержанием в дополнение к вышеупомянутым компонентам 1,0 масс.% или менее Cu,
Кроме того, настоящее изобретение обеспечивает лист конструкционной нержавеющей стали, обладающий превосходной коррозионной устойчивостью сварных деталей, который отличается, кроме того, содержанием в дополнение к вышеупомянутым компонентам 1,0 масс.% или менее Мо.
Помимо этого, настоящее изобретение обеспечивает способ производства листа конструкционной нержавеющей стали, при котором стальной сляб, имеющий композицию, которая содержит от 0,01 до 0,03 масс.% С, от 0,01 до 0,03 масс.% N, от 0,10 до 0,40 масс.% Si, от 1,5 до 2,5 масс.% Mn, 0,04 масс.% или менее Р, 0,02 масс.% или менее S, от 0,05 до 0,15 масс.% Al, от 10 до 13 масс.% Cr, от 0,5 до 1,0 масс.% Ni, 4×(C+N) или более и 0,3 масс.% или менее Ti (С, N отображают содержание (в масс.%) С и N), и Fe и неизбежные примеси остальное, при этом V, Ca и О регулируются в неизбежных примесях до 0,05 масс.% или менее V, 0,0030 масс.% или менее Ca и 0,0080 масс.% или менее О, при этом величина F и величина FFV, выражаемые следующими далее уравнениями, удовлетворяют условию, согласно которому величина F равняется 11, а величина FFV равняется 9,0, нагревают до температуры от 1100 до 1300°C и после этого выполняют горячую прокатку, которая включает черновую горячую прокатку, при которой проводят прокатку по меньшей мере в один проход или более при степени обжатия 30% или более в температурном диапазоне, превышающем 1000°C, или горячую прокатку выполняют без отжига горячекатаного листа или после отжига горячекатаного листа при температуре от 600 до 1000°C. После чего горячекатаный лист или отожженный горячекатаный лист подвергают травлению.
Величина F = Cr+2×Si+4×Ti-2×Ni-Mn-30×(C+N).
Величина FFV - Cr+3×Si+16×Ti+Mo+2×Al-2×Mn-4×(Ni+Cu)-40×(C+N)+20×V.
В данных уравнениях соответствующие символы элементов представляют содержания этих элементов (в масс.%).
Кроме того, настоящее изобретение обеспечивает способ производства листа конструкционной нержавеющей стали, обладающего превосходной коррозионной устойчивостью сварных деталей, который отличается, кроме того, содержанием в дополнение к вышеупомянутым компонентам 1,0 масс.% или менее Cu.
Кроме того, настоящее изобретение обеспечивает способ производства листа конструкционной нержавеющей стали, обладающего превосходной коррозионной устойчивостью сварных деталей, который отличается, кроме того, содержанием в дополнение к вышеупомянутым компонентам 1,0 масс.% или менее Мо.
Преимущество изобретения
Согласно настоящему изобретению, возможно создание листа конструкционной нержавеющей стали, обладающего превосходной коррозионной устойчивостью сварных деталей, который производится с небольшими затратами и с высокой производительностью, и подходящим образом применяется в качестве материала для кузовов железнодорожных вагонов, перевозящих, например, уголь или железную руду.
Краткое описание чертежей
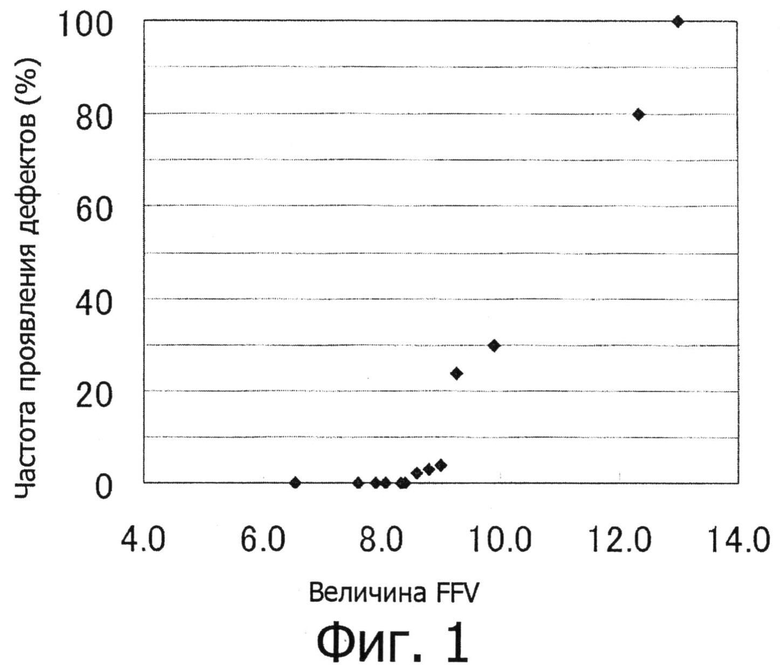
Фиг. 1 является графиком, демонстрирующим зависимость между величиной FFV и частотой проявления дефектов поверхности.
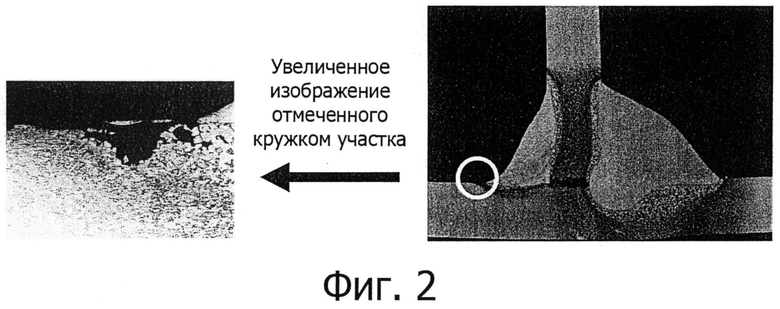
Фиг. 2 является сделанной с помощью оптического микроскопа фотографией, демонстрирующей пример наблюдения поперечного сечения испытательного образца после коррозионного испытания с серной кислотой и сульфатом меди, когда в зоне термического влияния при сварке обнаруживается глубокая точечная коррозия.
Осуществление изобретения
Далее настоящее изобретение объясняется более подробно.
Прежде всего поясняется композиция настоящего изобретения. В представленном далее пояснении все показатели представлены в массовых процентных долях.
С: от 0,01 до 0,03%.
N: от 0,01 до 0,03%.
Для приобретения необходимой для листа конструкционной нержавеющей стали прочности нужно, чтобы такой лист конструкционной нержавеющей стали содержал по меньшей мере 0,01% или более С и 0,01% или более N. С другой стороны, когда содержание С, N превышает 0,03%, проявляется тенденция к осаждению карбида Cr или карбонитрида Cr, вследствие чего ухудшается коррозионная устойчивость и, в частности, коррозионная устойчивость зоны термического влияния при сварке. Кроме того, в зоне термического влияния при сварке происходит увеличение твердости, что также ухудшает ударную вязкость. Соответственно, величины содержания обоих элементов С и N ограничиваются диапазонами от 0,01 до 0,03%. Содержание С предпочтительно ограничивается величиной, которая находится в диапазоне от 0,015 до 0,025%, а содержание N предпочтительно ограничивается величиной, находящейся в диапазоне от 0,012 до 0,02%.
Si: от 0,10 до 0,40%.
Si является элементом, который используется как раскислитель, и для реализации обеспечиваемых Si преимуществ необходимо содержание Si в 0,10% или более. С другой стороны, когда содержание Si превышает 0,40%, ухудшается ударная вязкость горячекатаного стального листа. Соответственно, содержание Si ограничивается величиной, которая находится в пределах диапазона от 0,10 до 0,40%. Нижний предел содержания Si предпочтительно устанавливается равным 0,20%, а верхний предел содержания Si предпочтительно устанавливается равным 0,30%.
Mn: от 1,5 до 2,5%.
Mn является элементом, подходящим для применения в качестве раскислителя, а также как упрочняющий элемент, обеспечивающий необходимую для листа конструкционной нержавеющей стали прочность, кроме того, Mn также является элементом, стабилизирующим аустенит при высоких температурах. Кроме того, в настоящем изобретении Mn является важным элементом для регулирования микроструктуры зоны термического влияния при сварке с точки зрения обеспечения требуемой объемной доли мартенситной структуры. Для обеспечения возможности реализации такой функции необходимо установить содержание Mn в 1,5% или более. С другой стороны, когда содержание Mn превышает 2,5%, это не только не удовлетворяет условиям реализации обеспечиваемых Mn преимуществ, но и избыточное содержание Mn также ухудшает ударную вязкость стального листа, неблагоприятно влияет на качество поверхности, ухудшая удаление окалины на этапе производства, и увеличивает стоимость сплава. Соответственно, содержание Mn ограничивается величиной, которая находится в пределах диапазона от 1,5 до 2,5%. Предпочтительно содержание Мn ограничивается величиной, которая находится в пределах диапазона от 1,8 до 2,5%. Более предпочтительно содержание Mn ограничивается величиной, которая находится в пределах диапазона от 1,85 до 2,0%.
Р: 0,04% или менее.
Содержание Р с точки зрения обеспечения пригодности к горячей обработке предпочтительно устанавливается небольшим, и допустимый верхний предел содержания Р определяется как 0,04%. Более предпочтительно верхний предел содержания Р устанавливается равным 0,035% или менее.
S: 0,02% или менее.
Содержание S с точки зрения обеспечения пригодности к горячей обработке и коррозионной устойчивости предпочтительно устанавливается небольшим, и задается допустимый верхний предел содержания S, равный 0,02%. Более предпочтительно верхний предел содержания S устанавливается равным 0,005% или менее.
Al: от 0,05 до 0,15%.
Хотя Al является элементом, который обычно добавляется к композиции как раскислитель, авторы настоящего изобретения нашли, что Al улучшает технологичность и, в частности, эффективно действует при подавлении появления трещин на стадии сляба; согласно настоящему изобретению, Al добавляется в таких количествах, которые позволяют Al проявлять такую функцию. Для подавления появления трещин в слябе в дополнение к присутствию Аl необходимо снижение содержания V, Ca и О, а также оптимизация величины FFV, как описано далее. Хотя механизм подавления появления трещин в слябе благодаря наличию Аl полностью не выяснен, определено, что такое усовершенствование достигается при надлежащем регулировании фазового состава и контроле морфологии включений. Для обеспечения такого преимущества необходимо установить содержание Аl в 0,05% или более. С другой стороны, когда содержание Аl превышает 0,15%, образуются крупноразмерные включения на алюминиевой основе, и тем самым вызывается появление дефектов поверхности. Соответственно, содержание Аl ограничивается величиной, которая находится в пределах диапазона от 0,05 до 0,15%. Предпочтительно содержание Аl ограничивается величиной, которая находится в пределах диапазона от 0,080 до 0,150%. Более предпочтительно содержание Аl ограничивается величиной, которая находится в пределах диапазона от 0,085 до 0,120%.
Cr: от 10 до 13%.
Cr является элементом, который образует пассивирующую пленку, и обязателен для обеспечения коррозионной устойчивости, в частности, коррозионной устойчивости зоны термического влияния при сварке. Для получения такого преимущества необходимо установить содержания Cr в 10% или более. С другой стороны, когда содержание Cr превышает 13%, не только возрастает стоимость, но также затрудняется обеспечение в сварной детали достаточной фазы аустенита при высоких температурах и, следовательно, осложняется достижение после сваривания мартенситной структуры фракции, необходимой для зоны термического влияния при сварке. В результате происходит ухудшение стойкости против межкристаллитной коррозии в зоне термического влияния при сварке. Соответственно, содержание Cr ограничивается величиной, которая находится в пределах диапазона от 10 до 13%. Предпочтительно содержание Cr ограничивается величиной, которая находится в пределах диапазона от 10,5 до 12,5%.
Ni: от 0,5 до 1,0%.
Для обеспечения прочности и ударной вязкости содержание Ni устанавливается в 0,5% или более. С другой стороны, Ni является дорогостоящим элементом и поэтому с экономической точки зрения верхний предел содержания Ni устанавливается равным 1,0%. Ni, также, как и Mn, является элементом, стабилизирующим аустенит при высокой температуре, и, следовательно, Ni подходит для регулирования микроструктуры зоны термического влияния при сварке в мартенситную структуру с требуемой объемной долей. Однако это преимущество может быть достаточным образом обеспечено добавлением Мn и, следовательно, целесообразно ограничение содержания Ni до величины, которая находится в диапазоне от 0,5 до 1,0%. Предпочтительно содержание Ni ограничивается величиной, которая находится в пределах диапазона от 0,60 до 1,0%. Более предпочтительно содержание Ni ограничивается величиной, которая находится в пределах диапазона от 0,60 до 0,90%.
Ti: 4×(C+N) или более и 0,3% или менее.
Ti является важным элементом, обеспечивающим в настоящем изобретении превосходную коррозионную устойчивость сварной детали, и является элементом, особенно обязательным для улучшения стойкости против межкристаллитной коррозии зоны термического влияния при сварке. Ti обладает преимуществом, состоящим в том, что Ti осаждает и связывает С, N в стали в виде карбида, нитрида или карбонитрида Ti (далее три вида композиций, состоящих из карбида, нитрида и карбонитрида, упоминаются совместно как карбонитрид или другие подобные), таким образом препятствуя образованию из Cr карбонитрида или других подобных. В настоящем изобретении в зоне термического влияния при сварке стального листа, который имеет образованную ферритом и мартенситом структуру, с точки зрения коррозионной устойчивости становится проблемой ухудшение коррозионной устойчивости части, образованной ферритной фазой, которая в процессе охлаждения вызывает осаждение карбонитрида или других подобных. В стальном листе согласно настоящему изобретению карбонитрид или другие подобные соединения Cr осаждаются во время сварки в зоне термического влияния, так что обеднение Cr происходит вблизи границ зерен, при этом недостаток, связанный, в частности, с ухудшением стойкости против межкристаллитной коррозии части, представленной ферритной фазой, может быть преодолен благодаря наличию Ti. Для обеспечения возможности Ti демонстрировать такую функцию необходимо установить содержание Ti соответствующим 4×(C+N) или более (С, N отображают содержание (в масс.%) С и N). С другой стороны, даже когда содержание Ti превышает 0,3 %, это не удовлетворяет условиям не только реализации обеспечиваемых Ti преимуществ, но и образования в стали большого количества карбонитридных или других подобных осадков Ti, тем самым вызывая ухудшение ударной вязкости стального листа.
Соответственно, содержание Ti ограничивается показателем 4×C+N или более и 0,3% или менее. Более предпочтительно содержание Ti ограничивается величиной, которая находится в пределах диапазона от 0,180 до 0,230%. Таким образом, оптимальным для стального листа является такое снижение С, N, чтобы одновременно удовлетворялось условие содержания Ti, соответствующее показателю 4×(C+N) или более.
В настоящем изобретении в целях увеличения производительности (объема выпуска годных изделий) или технологичности и, в частности, подавления образования плен (дефекты поверхности), которые появляются из-за трещин или включений на стадии сляба, важным является снижение V, Ca и О, как это описано далее.
V: 0,05% или менее.
Часто происходит так, что V добавляется к стальному листу в виде примеси к исходному материалу Cr или другому подобному, и возможны случаи, когда V добавляется к стальному листу непреднамеренно. Однако для того, чтобы, в частности, подавлять появление трещин на стадии сляба, необходимо строгое регулирование содержания V. С этой точки зрения необходимо ограничение содержания V до 0,05% или менее. Более предпочтительно ограничение содержания V до 0,03% или менее. Еще более предпочтительно ограничение содержания V менее чем до 0,03%. Хотя посредством ограничения содержания V до величин в 0,01% или менее может быть достигнут более значительный эффект подавления трещинообразования, при этом становится необходимым отбор исходных материалов и других подобных, и в результате такое ограничение содержания V становится экономически невыгодным.
Ca: 0,0030% или менее.
Кальций образует включения с низкой температурой плавления и в результате Ca становится причиной дефектов поверхности, возникновение которых приписывается именно наличию включений. Соответственно, в настоящем изобретении необходимо строгое ограничение содержания Ca, и верхний предел содержания Ca устанавливается равным 0,0030%. Предпочтительно, чтобы содержание Ca было как можно ниже, и предпочтительно содержание Ca может быть ограничено 0,0010%, более предпочтительно оно может быть ограничено 0,0002% или менее. Однако становится необходимым отбор исходных или других подобных материалов и, следовательно, такое ограничение содержания Ca становится экономически невыгодным.
О: 0,0080% или менее.
Необходимо снижение содержания О для подавления образования включений на оксидной основе, обеспечивая таким образом высокую производительность, в этой связи верхний предел содержания О устанавливается равным 0,0080%. Более предпочтительно верхний предел содержания О устанавливается равным 0,060% или менее.
Кроме того, в настоящем изобретении, могут быть в значительной степени улучшены коррозионная устойчивость и производительность посредством установления описываемых далее величины F и величины FFV в пределах надлежащих диапазонов.
Величина F≤11.
Величина F выражается как Cr+2×Si+4×Ti-2×Ni-Mn-30×(C+N) (соответствующие символы элементов отображают величины содержания этих элементов (в масс.%)) и во время сварки является параметром оценки микроструктуры зоны термического влияния при сварке. Более точно, величина F является параметром для оценки объемной доли мартенситной структуры (остаточной доли ферритной структуры). В одной части стального листа, такой как зона термического влияния при сварке, которая подвержена действию высоких температур, часть зоны преобразуется в аустенит (или участок этой части далее преобразуется в 8-феррит (дельта-феррит)), и эти фазы превращаются на этапе охлаждения в мартенсит. Эта доля определяется количественным балансом между стабилизирующими феррит элементами (ферритобразующими элементами) и элементами, стабилизирующими аустенит (аустенитобразующими элементами). В вышеупомянутом уравнении, выражающем величину F, элементы с положительным знаком при них (Cr, Si, Ti) представляют ферритстабилизирующие элементы, а элементы с отрицательным знаком (Ni, Mn, С, N) - аустенитстабилизирующие элементы. Таким образом, чем больше величина F, тем, вероятно, больше останется ферритной структуры (то есть, чем больше становится объемная доля ферритной структуры, тем меньшей оказывается объемная доля мартенситной структуры), в то время как, чем меньше величина F, тем больше снижается вероятность сохранения ферритной структуры (то есть, чем меньше становится объемная доля феррита, тем более высокой оказывается объемная доля мартенситной структуры).
В патентном документе 5 предпринята попытка оптимизации составов по результатам исследования зависимости между величиной F и объемной долей мартенситной структуры зоны термического влияния при сварке, а также посредством оценки коррозионной устойчивости области вблизи зоны термического влияния при сварке с помощью коррозионного испытания с серной кислотой и сульфатом меди. Также в этом воплощении таким же способом, как и в вышеупомянутом патентном документе 5, с целью увеличения коррозионной устойчивости зоны термического влияния при сварке вышеупомянутая величина F ограничивается значением 11 или менее (объемная доля мартенсита 40% или более). Вышеупомянутая величина F предпочтительно ограничивается значением 10,5 или менее (объемная доля мартенсита 60% или более) и более предпочтительно ограничивается значением 10 или менее. С позиции коррозионной устойчивости в сварной детали нижний предел величины F здесь предпочтительно устанавливается равным 5,0 или более и более предпочтительно устанавливается равным 6,0 или более.
Величина FFV≤9,0.
Величина FFV выражается как Cr+3×Si+16×Ti+Mo+2×Al-2*Mn-4×(Ni+Cu)-40×(C+N)+20×V (соответствующие символы элементов представляют содержания этих элементов (в масс.%)). FFV вводится в настоящем изобретении в качестве показателя для отображения технологичности. Величина FFV устанавливается на основе рассмотрения фазового состояния в ходе горячей прокатки. Регулированием компонентов, как описано выше, в частности, регулированием содержания Al и верхних пределов V, Ca, О и последующим заданием меньшей величины FFV может быть достигнуто заметное уменьшение проявлений дефектов поверхности, вызванных трещинами на стадии сляба или включениями. Значительным с технической точки зрения признаком настоящего изобретение является достижение существенного снижения объема выпуска негодных изделий, вызываемого проявлениями дефектов поверхности, посредством оптимизации нового параметра, который принимает во внимание количество Al, которое не учитывалось во времена введения величины F. Хотя механизм улучшения технологичности в результате оптимизации величины FFV полностью не выяснен, тем не менее технологичность значительно улучшается при ограничении величины FFV значением 9,0 или менее, и величина FFV устанавливается равной 9,0 или менее. Предпочтительно величина FFV устанавливается равной 8,5 или менее. Хотя эффективным способом уменьшения величины FFV является снижение количества Cr или увеличение количеств С, N, существует вероятность того, что снижение количества Cr или увеличение количеств С, N приведет к ухудшению коррозионной устойчивости. Соответственно, предпочтительно установление нижнего предела величины FFV в 5,0 или более, и более предпочтительно установление нижнего предела величины FFV в 6,0 или более.
Для стального листа настоящего изобретения, который применяется в виде горячекатаного листа или горячекатаного отожженного листа, контроль включений и трещинообразования на стадии сляба важен для уменьшения проявлений дефектов поверхности. Поэтому в том, что касается проявлений дефектов поверхности, такие участки, как имеющие трещины или плены, которые в значительной степени снижают объем выпуска годных изделий, не только ухудшают внешний вид, но также становятся исходной точкой для появления ржавчины, следовательно, участки, на которых во время отгрузки стального листа в качестве продукта появляются трещины или плены, необходимо обрезать. Хотя вышеупомянутое уравнение величины FFV включает Mo, V, Cu, возможны случаи, когда эти компоненты к стали не добавляются. Когда они не добавляются к стали, величина FFV вычисляется, устанавливая содержание компонентов, не содержащихся в стали, равным 0%.
Фиг. 1 показывает зависимость между величиной FFV и частотой проявления дефектов поверхности. Частота проявления дефектов поверхности вычисляется, исходя из длины участка, на котором проявляются дефекты, взятой в отнесении к общей длине рулона. Понимается, что посредством ограничения величины FFV в пределах диапазона 9,0 или ниже, проявление дефектов поверхности может быть заметно подавлено.
В настоящем изобретении, когда необходимо, в дополнение к вышеупомянутым компонентам сталь может содержать Cu в пределах следующего диапазона.
Cu: 1,0% или менее.
Cu является элементом, который повышает коррозионную устойчивость, и является элементом, который, в частности, снижает щелевую коррозию. Соответственно, Cu может добавляться, когда требуется, чтобы сталь обладала высокой коррозионной устойчивостью. Однако, когда содержание Cu превышает 1,0%, ухудшается ее пригодность к горячей обработке, а также нарушается фазовый баланс при высоких температурах и, следовательно, это затрудняет приобретение зоной термического влияния при сварке желательной микроструктуры. Соответственно, когда Cu добавляется к композиции, верхний предел содержания Cu устанавливается равным 1,0%. С точки зрения обеспечения возможности демонстрации Cu достаточного эффекта улучшения коррозионной устойчивости эффективным является установление содержания Cu в 0,3% или более. Более предпочтительно содержание Cu ограничивается величиной, которая находится в пределах диапазона от 0,3 до 0,5%.
Мо: 1,0% или менее.
Мо является элементом, который улучшает коррозионную устойчивость и может добавляться к композиции, когда требуется, чтобы стальной лист обладал особо высокой коррозионной устойчивостью. Однако, когда содержание Мо превышает 1,0%, ухудшается пригодность к холодной обработке, а также при горячей прокатке проявляется шероховатость поверхности, поэтому качество поверхности очень сильно ухудшается. Соответственно, когда Мо добавляется к композиции, верхний предел содержания Мо устанавливается равным 1,0%. С точки зрения обеспечения возможности демонстрации Мо достаточной коррозионной устойчивости эффективным является установление содержания Мо в 0,03% или более. Более предпочтительно содержание Мо ограничивается величиной, которая находится в пределах диапазона от 0,1 до 1,0%.
В настоящем изобретении помимо улучшения коррозионной устойчивости, приобретаемой благодаря описанному выше добавлению 1,0% или менее Cu или Мо, исходя из общеизвестных сведений об улучшении пластичности или других подобных свойств при добавлении 0,005 % или менее В, могут добавляться и другие элементы. Также в этом случае важно учитывать фазовый баланс при высоких температурах. Nb является сильным стабилизирующим элементом и значительно нарушает фазовый баланс, соединяясь с С или N, поэтому в настоящем изобретении Nb не добавляется. Остальное, помимо описанных выше элементов, составлено Fe и неизбежными примесями.
В стальном листе настоящего изобретения при установлении в целях улучшения коррозионной устойчивости зоны термического влияния при сварке вышеупомянутой величины F, равной 11 или менее, объемная доля мартенсита в зоне термического влияния при сварке достигает 40% или более. При предпочтительном установлении вышеупомянутой величины F, равной 10,5 или менее, фракция мартенсита в зоне термического влияния при сварке достигает 60% или более. При еще более предпочтительном установлении вышеупомянутой величины F, равной 10 или менее, объемная доля мартенсита в зоне термического влияния при сварке в этом случае достигает 80% или более. Также в стальном листе согласно настоящему изобретению в выражении объемных долей 50% или более матричной стали (основной материал) образовано ферритной структурой. Остальная структура образована, в частности, в горячекатаном состоянии структурой, в которой присутствуют фаза мартенсита и остаточная γ-фаза, и частично содержится карбонитрид или другие подобные. Что касается, в частности, структуры горячекатаного отожженного листа, который изготавливается, как описано ниже, таким образом, что величины содержания компонентов композиции находятся в пределах надлежащего диапазона, а отжиг горячекатаного листа проводится под надлежащими условиями отжига, почти 100% объемной доли такой структуры представлено ферритной фазой и, следовательно, структура обладает превосходной обрабатываемостью.
Далее поясняется способ производства стального листа согласно настоящему изобретению.
Способ производства стального нержавеющего листа настоящего изобретения может осуществляться в соответствии с данным способом и более конкретным образом не ограничивается. Однако в качестве способа, с помощью которого может быть с высокой эффективностью изготовлен лист нержавеющей стали согласно настоящему изобретению, рекомендуется способ, при котором имеющая вышеупомянутую композицию расплавленная сталь непрерывной разливкой или другим подобным способом формуется в виде сляба, сляб преобразуется в горячекатаный рулон, горячекатаный рулон при необходимости отжигается и после выполнения очистки от окалины (дробеструйной обработкой, травлением и т.п.) таким образом изготавливается лист нержавеющей стали.
Далее способ настоящего изобретения поясняется более подробно.
Вначале с помощью широко используемой плавильной печи, такой как сталеплавильный конвертер или электропечь, готовится расплавленная сталь с отрегулированной в соответствии с настоящим изобретением композицией, после этого расплавленная сталь подвергается очистке известными способами рафинирования, такими как способ вакуумной дегазации (способ RH), способ VOD (вакуум-кислородное обезуглероживание) или способ AOD (аргонокислородное обезуглероживание), и расплавленная сталь формуется в стальной сляб (исходный стальной материал) непрерывной разливкой или способом изготовления отливок и прокаткой на блюминге. С точки зрения производительности и качества предпочтительным является применение качестве способа литья непрерывной разливки. Кроме того, для обеспечения описанной ниже степени обжатия при горячем черновом вальцевании толщина сляба может предпочтительно устанавливаться равной 100 мм или более. Более предпочтительно задание толщины сляба в пределах диапазона 200 мм или более.
Затем стальной сляб нагревается вплоть до температуры от 1100 до 1300°C и после этого подвергается горячей прокатке, в результате которой получается горячекатаный стальной лист. Задание высокой температуры нагревания сляба необходимо для того, чтобы усилить устойчивость горячекатаного листа к образованию поверхностной шероховатости или его способность противостоять появлению волнистости после отжига при холодной прокатке. Однако, когда температура нагревания сляба превышает 1300°C, становятся заметными шлаковые наплывы, а кристаллические зерна укрупняются и, таким образом, ухудшается ударная вязкость горячекатаного листа. С другой стороны, когда температура нагревания сляба ниже 1100°C, возрастают усилия при горячей прокатке и в результате становится заметной шероховатость поверхности при горячей прокатке, кроме того, оказывается недостаточной перекристаллизация в течение горячей прокатки и, таким образом, также ухудшается ударная вязкость горячекатаного листа.
На этапе черновой горячей прокатки предпочтительно выполнение прокатки со степенью обжатия 30% или более в температурном диапазоне, превышающем 1000°C, в режиме по меньшей мере одного прохода или более. Благодаря такой прокатке с высокой степенью обжатия зернистая (кристаллическая) структура стального листа становится тонкодисперсной с повышением ударной вязкости стального листа. После черновой горячей прокатки в соответствии с данным способом выполняется чистовая горячая прокатка (в режиме обычной чистовой горячей прокатки).
Такой полученный горячей прокаткой горячекатаный лист, имеющий толщину от приблизительно 2,0 до 8,0 мм, применяется в качестве конструкционного материала непосредственно или после травления без отжига. Травление может быть применено к горячекатаному листу после отжига горячекатаного листа при температуре от 600 до 1000°C. Когда температура нагрева горячекатаного листа при отжиге ниже 600°C, возможна ситуация, когда фаза мартенсита или остаточная γ-фаза, которая может существовать в горячекатаном состоянии, сохраняется и, следовательно, объемная доля ферритной структуры становится равной 50% или ниже, вследствие чего стальной лист не может приобрести достаточной обрабатываемости. С другой стороны, когда температура нагрева при отжиге превышает 1000°C, становится заметным укрупнение зерна и, следовательно, ухудшается ударная вязкость горячекатаного листа. Отжиг горячекатаного листа может предпочтительно выполняться таким образом, чтобы горячекатаный лист в течение 1 часа или более выдерживался при заранее заданной температуре от 600 до 1000°C в ходе так называемого отжига в контейнерах. Кроме того, когда температура нагрева при отжиге становится чрезмерно высокой, существует ситуация, когда горячекатаный лист достигает температуры, при которой происходит γ-переход, и, следовательно, чрезмерно высокая температура предпочтительной не является. Соответственно, необходимо регулирование композиции в пределах надлежащего диапазона и подбор правильного, соответствующего данной композиции диапазона температур. В диапазоне составов композиции стали настоящего изобретения, когда температура нагрева при отжиге главным образом устанавливается как величина, находящаяся в пределах от 600 до 900°С, почти 100% (в терминах объемной доли) горячекатаного листа становятся ферритной фазой и, следовательно, предпочтительно установление температуры нагрева при отжиге в пределах этого диапазона температур.
При сварке листа нержавеющей стали согласно настоящему изобретению к стали настоящего изобретения применимы все обычные способы сварки, включая дуговую сварку такую как TIG-сварка (газовольфрамовая дуговая сварка) или MIG-сварка (дуговая сварка плавящимся электродом в инертном газе), шовная сварка, электросварка, такая как точечная сварка, лазерная сварка и т.п.
Пример
Нержавеющая сталь, имеющая показанную в таблице 1 композицию, формуется в виде слябов толщиной 200 мм с помощью сталеплавильного конвертера, VOD (вакуум-кислородное обезуглероживание) и непрерывной разливки. Эти слябы нагреваются при температуре 1180°C и затем сляб с помощью горячей прокатки преобразуется в имеющий форму рулона горячекатаный лист толщиной 5,0 мм. Температура завершения горячей прокатки (выпуска) устанавливается равной 900°С, а температура намотки в рулон после горячей прокатки устанавливается равной 700°С. Полученный горячекатаный стальной лист подвергается отжигу в течение 10 часов при температуре 690°С и после этого производится удаление с горячекатаного стального листа окалины дробеструйной обработкой и травлением.
После удаления окалины из стального листа были вырезаны плоские образцы для испытания Т-образной формы, каждый из которых был образован нижней пластиной и вертикальной пластиной, образцы были собраны и к обеим сторонам Т-образного образца была применена однопроходная сварка угловым швом (сварка металлическим электродом в газовой среде, защитная атмосфера: 98 об.% Ar + 2 об.% О2, скорость потока: 20 л/мин), таким образом, приводя к получению трех сваренных угловым швом образцов. В качестве электрода использовался MGS-309LS производства "Kobe steel limited", а подводимая теплота сварки задавалась величиной, находящейся в диапазоне от 0,4 до 0,8 кДж/мм. Из этих образцов полученных сваркой угловым швом сварных деталей были отобраны образцы для испытаний на коррозию, которые были подвергнуты коррозионному испытанию с серной кислотой и сульфатом меди (модифицированное испытание Strauss в соответствии со способом ASTM (Американское общество по испытанию материалов) А262 Е и способом ASTM А763 Z, испытательная жидкость: Cu / 6% CuSO4/ 0,5% H2SO4, образец для испытания с полированными торцовыми поверхностями погружается на 20 часов в кипящую испытательную жидкость), и производится наблюдение состояния области вблизи зоны термического влияния при сварке в отношении ее коррозии.
Фиг. 2 является оптической микрофотографией, отображающей пример наблюдения поперечного сечения образца после испытания на коррозионную устойчивость с серной кислотой и сульфатом меди. Оценка «С» дается в случаях, когда наблюдается межкристаллитная коррозия или в зоне термического влияния при сварке наблюдается точечная коррозия, намного более глубокая, чем межкристаллитная коррозия, как показано на фотографии. Оценка «В» дается в случаях, когда в зоне термического влияния при сварке наблюдается небольшая коррозия. Оценка «А» дается в случаях, когда при рассмотрении под оптическим микроскопом коррозия не наблюдается. Кроме того, рассматривается по всей длине листа состояние поверхности горячекатаного отожженного листа после травления. Используя в качестве показателя величину отношения длины горячекатаного отожженного листа, на которой наблюдаются вызванные включениями или трещинами в слябе поверхностные дефекты, ко всей длине горячекатаного отожженного листа, была выполнена оценка, при которой балл «а» присваивался в случаях, когда частота проявления дефектов составляла 3% или менее, «b» - в случаях, когда частота проявления дефектов составляла 3% или более и 30% или менее, и «с» - в случаях, когда частота проявления дефектов составляла более 30%. Эти результаты представлены в таблице 2.
В результате ясно, что примеры №№ 1-5, 10-13 и 15, которые охватываются объемом настоящего изобретения, демонстрируют подходящую коррозионную устойчивость сварной детали, также весьма приемлемым оказывается и состояние поверхности сварной детали. Напротив, в сравнительных примерах №№ 9 и 14, в которых значения величины F находятся вне объема настоящего изобретения, количество мартенсита, образующегося в зоне термического влияния при сварке, оказывается малым и, следовательно, эти примеры показывают стойкость против межкристаллитной коррозии, очевидно более низкую по сравнению со стойкостью против межкристаллитной коррозии примеров настоящего изобретения. Кроме того, в сравнительном примере №6, в котором содержание Si превышает диапазон содержания Si настоящего изобретения, а содержание Al ниже диапазона содержания Al настоящего изобретения, а также сравнительных примерах №№ 7, 8, 9 и 14, в которых величины FFV находятся вне диапазона величин FFV настоящего изобретения, при рассмотрении поверхности, выполненном после горячей прокатки и отжига, наблюдалось большое количество трещин, связываемых с качеством сляба, и большое количество плен, приписанных наличию включений.
Так как сталь настоящего изобретения применяется в виде горячекатаного листа или горячекатаного отожженного листа, образование плен в значительной степени снижает объем выпуска годных изделий. Поскольку участки с пленами не только имеют неудовлетворительный внешний вид, но также становятся исходной точкой для появления коррозии, необходимо, следовательно, выполнять обрезку соответствующих пленам участков во время отгрузки горячекатаного листа или горячекатаного отожженного листа в качестве продукта.
А: отсутствие коррозии;
В: небольшая коррозия;
С: межзерновая коррозия или глубокая точечная коррозия;
а: уровень появления дефектов 3% или менее;
b: уровень появления дефектов превышает 3% и достигает 30% или менее;
с: уровень появления дефектов превышает 30%.
Изобретение относится к области металлургии, а именно к листу конструкционной нержавеющей стали. Лист выполнен из стали, содержащей, в мас.%: от 0,01 до 0,03 С, от 0,01 до 0,03 N, от 0,10 до 0,40 Si, от 1,5 до 2,5 Мn, 0,04 или менее Р, 0,02 или менее S, от 0,05 до 0,15 Аl, от 10 до 13 Сr, от 0,5 до 1,0 Ni, 4×(C+N) или более и 0,3 или менее Ti, Fe и неизбежные примеси в качестве остального, при этом V, Сa и О регулируются в неизбежных примесях: 0,05 или менее V, 0,0030 или менее Сa и 0,0080 или менее О. Лист обладает параметром оценки микроструктуры зоны термического влияния при сварке F и показателем технологичности FFV, удовлетворяющим F=Cr+2×Si+4×Ti-2×Ni-Mn-30×(C+N)≤11, а FFV=Cr+3×Si+16×Ti+Mo+2×Al-2×Mn-4×(Ni+Cu)-40×(C+N)+20×V≤9,0. Лист может изготавливаться при невысоких затратах и с высокой производительностью, а сварные детали из него обладают превосходной коррозионной устойчивостью. 2 н. и 4 з.п. ф-лы, 2 ил., 2 табл., 1 пр.
1. Лист конструкционной нержавеющей стали, имеющий состав, содержащий от 0,01 до 0,03 мас.% С, от 0,01 до 0,03 мас.% N, от 0,10 до 0,40 мас.% Si, от 1,5 до 2,5 мас.% Mn, 0,04 мас.% или менее Р, 0,02 мас.% или менее S, от 0,05 до 0,15 мас.% Al, от 10 до 13 мас.% Cr, от 0,5 до 1,0 мас.% Ni, 4×(C+N) или более и 0,3 мас.% или менее Ti, причем С, N отображают содержание элементов С и N в мас.%, и Fe и неизбежные примеси остальное, при этом в составе неизбежных примесей 0,05 мас.% или менее V, 0,0030 мас.% или менее Ca и 0,0080 мас.% или менее О, причем величины F и FFV удовлетворяют условиям:
величина F=Cr+2×Si+4×Ti-2×Ni-Mn-30×(C+N) составляет ≤ 11, а
величина FFV=Cr+3×Si+16×Ti+Mo+2×Al-2×Mn-4×(Ni+Cu)-40×(C+N)+20×V составляет ≤ 9,0,
где соответствующие символы элементов представляют содержания этих элементов в мас.%.
2. Лист по п.1, дополнительно содержащий 1,0 мас.% или менее Cu.
3. Лист по п.1 или 2, дополнительно содержащий 1,0 мас.% или менее Мо.
4. Способ производства листа конструкционной нержавеющей стали, в котором стальной сляб, имеющий состав стали, содержащий от 0,01 до 0,03 мас.% С, от 0,01 до 0,03 мас.% N, от 0,10 до 0,40 мас.% Si, от 1,5 до 2,5 мас.% Mn, 0,04 мас.% или менее Р, 0,02 мас.% или менее S, от 0,05 до 0,15 мас.% Al, от 10 до 13 мас.% Cr, от 0,5 до 1,0 мас.% Ni, 4×(C+N) или более и 0,3 мас.% или менее Ti, причем С, N отображают содержание элементов С и N в мас.%, и Fe и неизбежные примеси остальное, при этом в составе неизбежных примесей 0,05 мас.% или менее V, 0,0030 мас.% или менее Ca и 0,0080 мас.% или менее О, причем величины F и FFV удовлетворяют условиям:
величина F=Cr+2×Si+4×Ti-2×Ni-Mn-30×(C+N) составляет ≤ 11, а
величина FFV=Cr+3×Si+16×Ti+Mo+2×Al-2×Mn-4×(Ni+Cu)-40×(C+N)+20×V составляет ≤ 9,0,
где соответствующие символы элементов представляют содержания этих элементов, в мас.%,
нагревают до температуры от 1100 до 1300°C и после этого выполняют горячую прокатку, которая включает черновую горячую прокатку, при которой проводят прокатку по меньшей мере в один проход или более при степени обжатия 30% или более в температурном диапазоне, превышающем 1000°C, или горячую прокатку выполняют без отжига горячекатаного листа или после отжига горячекатаного листа при температуре от 600 до 1000°C, после чего горячекатаный лист или отожженный горячекатаный лист подвергают травлению.
5. Способ по п.4, в котором сляб дополнительно содержит 1,0 мас.% или менее Cu.
6. Способ по п.4 или 5, в котором сляб дополнительно содержит 1,0 мас.% или менее Мо.
| WO 2005023478 A1, 17.03.2005 | |||
| МАРТЕНСИТНАЯ НЕРЖАВЕЮЩАЯ СТАЛЬ | 2004 |
|
RU2335570C2 |
| Сталь | 1976 |
|
SU595420A1 |
| Нержавеющая сталь | 1990 |
|
SU1723191A1 |
| Пломбировальные щипцы | 1923 |
|
SU2006A1 |
| Колосоуборка | 1923 |
|
SU2009A1 |

