Область техники, к которой относится изобретение
[0001]
Настоящее изобретение относится к механическим ножницам для демонтажа больших самолетов, пригодным для демонтажа больших самолетов, таких как пассажирские самолеты, в которых используется высокопрочный алюминиевый сплав или тому подобные материалы, и рабочему транспортному средству для демонтажа больших самолетов, оборудованному упомянутыми механическими ножницами.
Уровень техники
[0002]
В последние годы в самых разных местах во все возрастающем объеме скапливаются различные объекты, подлежащие утилизации, содержащие строительные отходы, такие как арматурные стержни и оконные рамы для раздвижных окон, и использованные трубы, такие как распределительные водопроводы и трубы водопроводных сетей, а также выброшенные автомобили. Для того чтобы сплавиться с таким объемом работ, не хватает ни сил ни времени, и объекты, подлежащие утилизации, ожидают демонтажа. При этом разработаны резальные машины для демонтажа и резания морских сооружений, стальных конструкций, производственного оборудования, больших транспортных средств и т.п. Эти резальные машины сконструированы посредством оборудования автотранспортного средства большими стальными механическими ножницами и приспособлены для доставки к месту проведения резальных работ, резания стальных материалов или т.п. и загрузки грузовика или т.п. материалами и транспортировки их на чугуноплавильные заводы или т.п. в качестве сырья. Такая резальная машина оборудована стрелой с гидроприводом, закрепленной с возможностью поворота и подъема/опускания на автотранспортном средстве, и механическими ножницами для резания, прикрепленными к концу стрелы и выполненными с возможностью дистанционного открытия и закрытия.
[0003]
Механические ножницы для резания содержат: раму, которая может быть прикреплена к конструкции стрелы; пару челюстей для разрушения обрабатываемого объекта, содержащих участок прикрепления; и средство прикрепления челюстей для прикрепления данных челюстей к упомянутой раме. Упомянутое средство прикрепления челюстей приспособлено для прикрепления обеих челюстей к раме так, что челюсти выполнены с возможностью взаимного поворота вокруг одной оси. Упомянутое средство прикрепления челюстей содержит штифтовой элемент для разъемного прикрепления упомянутых челюстей к упомянутому участку прикрепления рамы. Упомянутое средство прикрепления челюстей содержит вращающийся соединительный элемент для удерживания обоих челюстей вместе независимо от упомянутого штифтового элемента и рамы. (См., например, патентный документ 1).
[0004]
В результате, когда металлолом, подлежащий резанию, разрезают, металлолом, подлежащий резанию, может быть разрезан так, что участок, отрезанный от концевой поверхности металлолома, является прямоугольным, если смотреть в плоскости. При этом ширина среза соответствует ширине челюсти для разрушения, врезающегося внутрь. Более подробное описание будет приведено ниже. Когда челюсть для разрушения из пары челюстей врезается внутрь, наружная разрушающая челюсть трется об обе стороны первой челюсти. Посредством трения между режущими кромками данных челюстей, металлолом, подлежащий резанию, можно непрерывно резать, как если бы ножницами резать бумагу. Таким образом, можно экономить время и трудозатраты при резании металлолома, подлежащего резанию, такого как стальная пластина, и повысить эффективность резания.
Перечень ссылок
Патентные документы
[0005]
Патентный документ 1: Публикация патента Японии № Hei 6(1994)-92705.
Раскрытие изобретения
Техническая проблема
[0006]
Однако такие обычные механические ножницы для резания создают проблему при демонтаже самолета, такого как пассажирский самолет, в котором используется высокопрочный алюминиевый сплав или тому подобные материалы. При осуществлении попытки зажать и разрезать высокопрочный алюминиевый сплав бывают случаи, когда в начале резания режущая кромка не достает до металлолома, подлежащего резанию, и, как результат, сплав не может быть благополучно зажат и разрезан. В частности, в фюзеляже и крыльях, таких как основное крыло, самолета, вместо сварки применяют клепку, и для соединения фюзеляжа с крыльями используют большое количество заклепок. Поэтому, вследствие клепки, в начале резания кончик режущей кромки не способен успешно врезаться. Даже если режущая кромка успешно врезается, в состоянии полезного трения на режущую кромку приходится большая нагрузка, и в некоторых случаях обрабатываемый объект не может быть зажат и разрезан.
[0007]
Задачей настоящего изобретения является создание механических ножниц для демонтажа больших самолетов и рабочего транспортного средства для демонтажа больших самолетов, пригодного для демонтажа больших самолетов, таких как пассажирские самолеты, в которых используется высокопрочный алюминиевый сплав или тому подобные материалы.
Решение проблемы
[0008]
Механические ножницы для демонтажа больших самолетов настоящего изобретения в соответствии с п.1 формулы изобретения представляют собой механические ножницы, оборудованные: первой челюстью и второй челюстью, которые режут объект, подлежащий резанию, режущими ножами, оборудованными так, что упомянутые режущие ножи относительно поворачиваются между открытым положением и закрытым положением; и гидравлическим приводным средством, которое поворачивает первую челюсть и/или вторую челюсть.
В качестве режущих ножей первой челюсти, упомянутые механические ножницы содержат:
концевой нож, который имеет максимальную ширину, соответствующую толщине первой челюсти и расположенный в концевой области первой челюсти, и острие которого врезается в объект, подлежащий резанию;
пару первых параллельных режущих ножей, примыкающих к упомянутому концевому ножу и расположенных на обеих сторонах первой челюсти; и
пару вторых параллельных режущих ножей, каждый наклоненный под тупым углом относительно участка прикрепления каждого из первых параллельных режущих ножей, и расположенные на обеих сторонах первой челюсти.
В качестве концевого ножа, упомянутые механические ножницы содержат:
заостренный нож, содержащий концевой участок, который расположен на конце первой челюсти и первым приводится в контакт с объектом, подлежащим резанию, и ширина какового ножа меньше, чем толщина первой челюсти, и пару концевых клиновидных ножей, которые расположены на обеих сторонах упомянутого концевого участка, и ширина каковых ножей непрерывно увеличивается к заднему концу; и
пару клиновидных ножей, которые наклонены под тупым углом относительно соответствующих участков прикрепления задних концевых участков упомянутых концевых клиновидных ножей заостренного ножа и расположены так, что расстояние между ними увеличивается по направлению к каждому из упомянутых первых параллельных режущих ножей.
В качестве режущих ножей второй челюсти, упомянутые механические ножницы содержат:
углубленный участок, который принимает с проникновением все из упомянутого концевого ножа и упомянутой пары первых параллельных режущих ножей и часть каждого из упомянутой пары вторых параллельных режущих ножей при относительном перемещении с первой челюстью;
приемный нож для концевого ножа, расположенный на поверхности внутренней стенки упомянутого углубленного участка, кроме области, куда проникают первые параллельные режущие ножи, так чтобы окружать внешнюю периферийную поверхность проникающего концевого ножа;
пару приемных ножей для первых параллельных режущих ножей, расположенных соответственно вдоль поверхности внутренней стенки упомянутого углубленного участка в области, куда проникают обе внешние периферийные поверхности первых параллельных режущих ножей; и
пару приемных ножей для вторых параллельных режущих ножей, расположенных соответственно вдоль поверхности внутренней стенки упомянутого углубленного участка в области, куда проникают обе внешние периферийные поверхности вторых параллельных режущих ножей.
[0009]
В механических ножницах для демонтажа больших самолетов настоящего изобретения по п.2 формулы изобретения, гидравлическая приводная система по п.1 формулы изобретения отдельно содержит первое приводное средство для поворота первой челюсти и второе приводное средство для поворота второй челюсти.
[0010]
В механических ножницах для демонтажа больших самолетов настоящего изобретения по п.3 формулы изобретения, приемный нож для концевого ножа по п.1 или 2 формулы изобретения содержит: приемный нож для ширины, противоположный периферии концевого участка упомянутого заостренного ножа; пару приемных ножей для концевых клиновидных ножей, приводимых в трущийся контакт с концевыми клиновидными ножами упомянутого заостренного ножа; и пару приемных ножей для клиновидных ножей, приводимых в трущийся контакт с парой клиновидных ножей.
[0011]
В механических ножницах для демонтажа больших самолетов настоящего изобретения в соответствии по п.4 формулы изобретения, участок приемного ножа для заостренного ножа, состоящий из приемного ножа для ширины приемного ножа для концевого ножа и пары приемных ножей для концевых клиновидных ножей, по п.3 формулы изобретения, расположен так, что участок приемного ножа для заостренного ножа наклонен от поверхности второй челюсти, противоположной первой челюсти, в направлении, противоположном первой челюсти.
[0012]
Рабочее транспортное средство для демонтажа больших самолетов настоящего изобретения по п.5 формулы изобретения, сконструировано посредством прикрепления механических ножниц для демонтажа самолетов по любому из пунктов 1-4 формулы изобретения к концу стрелы с гидроприводом, закрепленной с возможностью поворота и опускания/подъема на автотранспортном средстве.
Полезные эффекты изобретения
[0013]
Настоящее изобретение имеет положительный эффект в том, что могут быть получены механические ножницы для демонтажа больших самолетов и рабочее транспортное средство для демонтажа больших самолетов, пригодные для демонтажа больших самолетов, таких как пассажирские самолеты, в которых используется высокопрочный алюминиевый сплав или тому подобный материал.
Краткое описание чертежей
[0014]
Фиг.1 представляет собой пояснительный чертеж, показывающий вариант реализации рабочего транспортного средства для демонтажа самолета, оборудованного механическими ножницами, демонтирующими большие самолеты, в соответствии с настоящим изобретением.
Фиг.2 представляет собой пояснительный чертеж, показывающий конфигурацию механических ножниц для демонтажа больших самолетов, показанных на фиг.1.
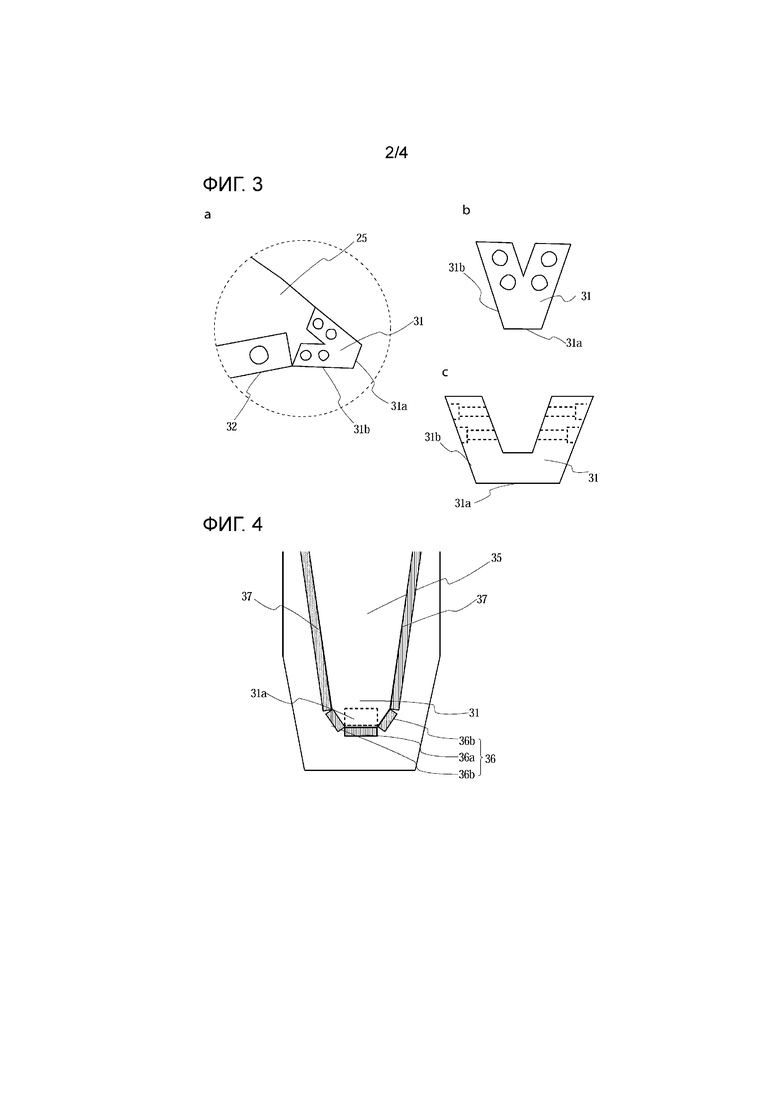
Фиг.3 представляет собой увеличенный вид, вид сбоку и вид сверху концевого ножа первой челюсти механических ножниц для демонтажа больших самолетов, показанных на фиг.2.
Фиг.4 представляет собой вид сверху приемного ножа для концевого ножа второй челюсти, показанной на фиг.2.
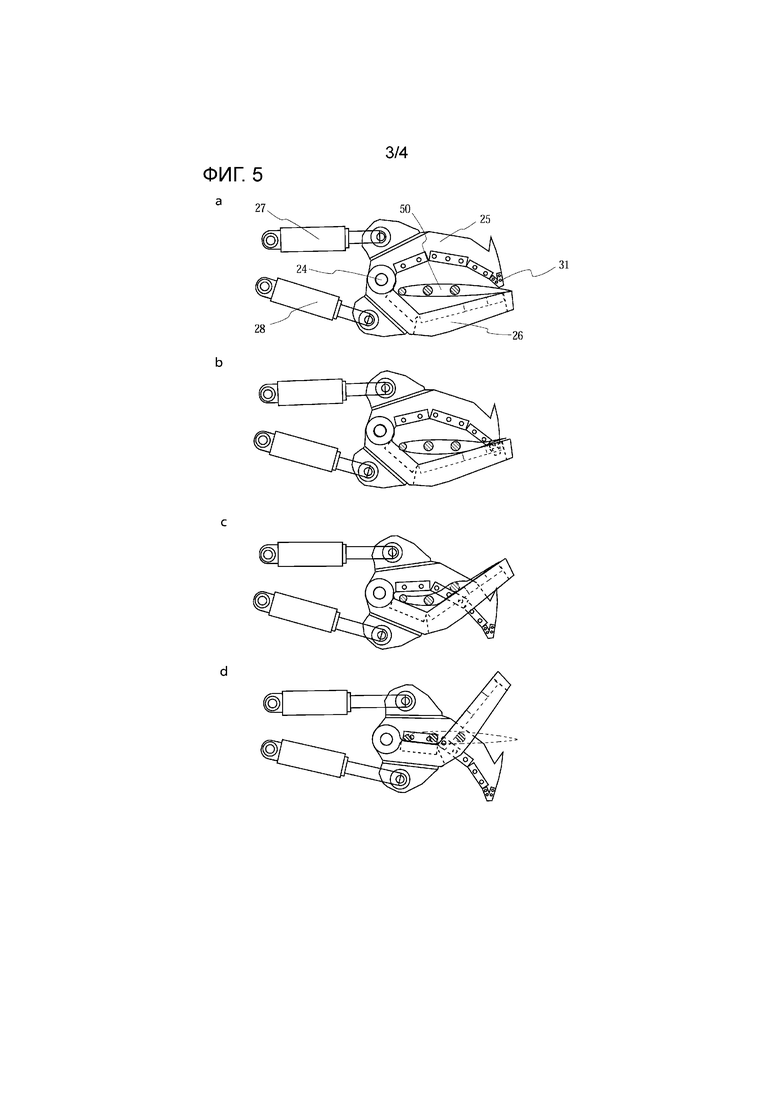
Фиг.5 представляет собой пояснительные чертежи, показывающие операцию резания основной части механических ножниц для демонтажа больших самолетов, показанных на фиг.2.
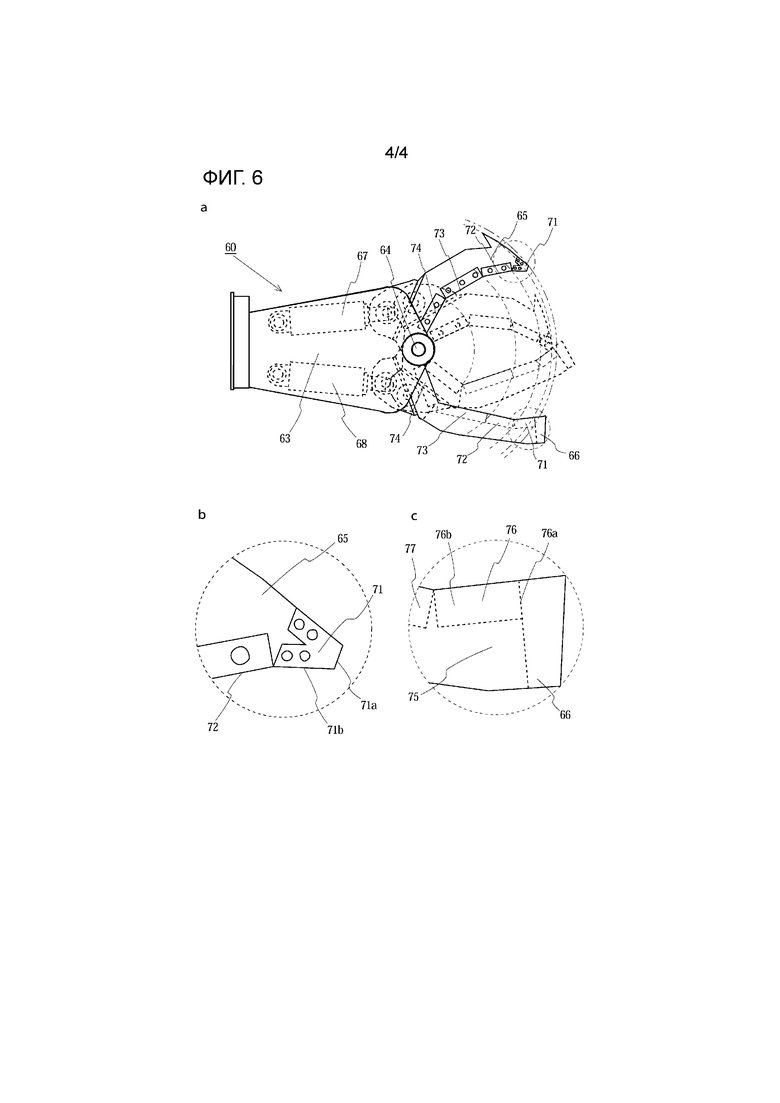
Фиг.6 представляет собой пояснительные чертежи, показывающие конфигурацию механических ножниц для демонтажа больших самолетов в другой реализации.
Описание предпочтительных вариантов осуществления изобретения
[0015]
Настоящее изобретение представляет собой механические ножницы, оборудованные: первой челюстью и второй челюстью, которые режут объект, подлежащий резанию, режущими ножами, оборудованными так, что упомянутые режущие ножи относительно поворачиваются между открытым положением и закрытым положением; и гидравлическим приводным средством, которое вращает первую челюсть и/или вторую челюсть. В качестве режущих ножей первой челюсти, упомянутые механические ножницы содержат: концевой нож, который имеет максимальную ширину, соответствующую толщине первой челюсти, и острие которого врезается в объект, подлежащий разрезанию; пару первых параллельных режущих ножей, примыкающих к упомянутому концевому ножу и расположенных соответственно на обеих сторонах первой челюсти; и пару вторых параллельных режущих ножей, наклоненных под тупым углом относительно участка прикрепления первых параллельных режущих ножей и расположенных соответственно на обеих сторонах первой челюсти.
[0016]
Кроме того, в качестве режущих ножей второй челюсти, упомянутые механические ножницы содержат: углубленный участок, который принимает с проникновением все из упомянутого концевого ножа и упомянутой пары первых параллельных режущих ножей и часть каждого из упомянутой пары вторых параллельных режущих ножей при относительном перемещении с первой челюстью; приемные ножи для концевого ножа, расположенные на поверхности внутренней стенки упомянутого углубленного участка, кроме области, куда проникают первые параллельные режущие ножи, так чтобы окружать внешнюю периферийную поверхность концевого ножа; пару приемных ножей для первых параллельных режущих ножей, расположенных соответственно вдоль поверхности внутренней стенки упомянутого углубленного участка в области, куда проникают обе внешние периферийные поверхности первых параллельных режущих ножей; и пару приемных ножей для вторых параллельных режущих ножей, расположенных соответственно вдоль поверхности внутренней стенки упомянутого углубленного участка в области, куда проникают обе внешние периферийные поверхности вторых параллельных режущих ножей.
[0017]
Таким образом, в начале резания острие концевого ножа первой челюсти приводится в контакт с объектом, подлежащим резанию, и давление от гидравлической приводной системы может быть сконцентрировано в данном острие. Поэтому большой самолет, такой как пассажирский самолет, в котором используется высокопрочный алюминиевый сплав или тому подобные материалы, может быть также легко демонтирован. Более подробное описание будет приведено ниже. Только острие концевого ножа первой челюсти приводится в контакт с высокопрочным алюминиевым сплавом большого самолета, чтобы оказывать гидравлическое давление сконцентрированным в острие. В результате образуется пробитое отверстие. После образованного пробитого отверстия, полезное резание может быть достигнуто посредством первых параллельных режущих ножей и приемных ножей для первых параллельных режущих ножей.
[0018]
Острие концевого ножа первой челюсти по существу перпендикулярно прижимается к объекту, подлежащему резанию. Таким образом, острие не смещается из области сжатия, и гидравлическое давление может быть эффективно сконцентрировано на области сжатия. Более подробное описание будет приведено ниже. Для разрезания фюзеляжа и крыльев, таких как основное крыло, самолета, где вместо сварки применяется клепка и для соединения фюзеляжа с крыльями используется большое количество заклепок, применяется следующий способ. Острие концевого ножа первой челюсти прижимают к области резания, и давление концентрируют на заостренном участке. Таким образом, упомянутое острие не смещается из области сжатия, и посредством острия легко образуется пробитое отверстие. Высокопрочный алюминиевый сплав разрезается первыми параллельными режущими ножами и вторыми параллельными режущими ножами позади концевого ножа.
[0019]
Такие механические ножницы настоящего изобретения содержат в качестве концевого ножа: заостренный нож, содержащий концевой участок, который расположен на конце первой челюсти и первый приводится в контакт с объектом, подлежащим резанию, и ширина какового ножа меньше, чем толщина первой челюсти; пару концевых клиновидных ножей, которые расположены на обеих сторонах упомянутого концевого участка и ширина каковых ножей непрерывно увеличивается к заднему концу; и пару клиновидных ножей, которые наклонены под тупым углом относительно соответствующих участков прикрепления упомянутых концевых клиновидных ножей упомянутого заостренного ножа и расположены так, что расстояние между ними увеличивается по направлению к соответствующим первым параллельным режущим ножам.
[0020]
Таким образом, концевой участок концевого ножа первой челюсти первым приводится в контакт с объектом, подлежащим резанию, чтобы пробивать отверстие в высокопрочном алюминиевом сплаве. Упомянутая пара концевых клиновидных ножей расширяют пробитое отверстие и затем расширяют ширину пробитого отверстия до ширины первых параллельных режущих ножей, в то время как операция резания осуществляется посредством упомянутой пары клиновидных ножей. Таким образом, приклепанная деталь, соединенная с большим количеством заклепок, может быть разрушена, в то время как большое количество пробитых отверстий образуется концевым участком концевого ножа при постепенном приведении в движение первой челюсти. После прохождения участка детали, соединенной заклепками, разрез расширяют до ширины между первыми параллельными режущими ножами, при этом операция резания осуществляется парой клиновидных ножей, и высокопрочный алюминиевый сплав разрезают посредством первых параллельных режущих ножей и вторых параллельных режущих ножей.
[0021]
Первая челюсть и вторая челюсть механических ножниц настоящего изобретения должны быть выполнены только так, что объект, подлежащий резанию, разрезается режущими ножами, оборудованными так, что упомянутые режущие ножи относительно поворачиваются между открытым положением и закрытым положением. Первая челюсть и вторая челюсть выполнены соответственно с возможностью поворота посредством гидравлического приводного средства, состоящего из гидравлического поршня и цилиндра, или только любая одна челюсть выполнена с возможностью поворота посредством одного гидравлического приводного средства.
[0022]
Однако когда острие концевого ножа по существу перпендикулярно прижимают к объекту, подлежащему резанию, данное острие не смещается из области сжатия, и сжимающее усилие от гидравлического приводного средства эффективно концентрируется на области сжатия на объекте, подлежащем резанию. Таким образом, желательно поворачивать и первую челюсть и вторую челюсть и регулировать угол открытия/закрытия второй челюсти относительно острия концевого ножа первой челюсти, так что острие концевого ножа по существу перпендикулярно прижимается даже к толстому объекту, подлежащему резанию. Таким образом, гидравлическая приводная система настоящего изобретения предпочтительно отдельно снабжена первым гидравлическим приводным средством для поворота первой челюсти и вторым гидравлическим приводным средством для поворота второй челюсти.
[0023]
В качестве режущего ножа первой челюсти, только концевой нож настоящего изобретения должен иметь максимальную ширину, соответствующую толщине первой челюсти, и должен быть выполнен так, что его острие врезается в объект, подлежащий резанию. Заостренный нож предпочтительно содержит: концевой участок, который расположен на конце первой челюсти и первым приводится в контакт с объектом, подлежащим резанию, и ширина какового ножа меньше, чем толщина первой челюсти; и пару концевых клиновидных ножей, которые расположены на обеих сторонах упомянутого концевого участка, и ширина каковых ножей непрерывно увеличивается к заднему концу. Концевые клиновидные ножи заостренного ножа в заднем концевом участке снабжены парой клиновидных ножей, которые наклонены под тупым углом относительно соответствующих участков прикрепления и расположены в направлении, в котором расстояние между ними увеличивается к соответствующим первым параллельным режущим ножам. Таким образом, напряжение сдвига предпочтительно создается на концевой поверхности, ширина которой меньше, чем толщина первой челюсти, и приемном ноже для ширины, в результате прижимающего усилия от гидравлической приводной системы, и острие концевого ножа врезается даже в объект, подлежащий резанию, из высокопрочного алюминиевого сплава и образует в нем пробитое отверстие.
[0024]
В приемном ноже для концевого ножа настоящего изобретения, участок приемного ножа для заостренного ножа, состоящий из приемного ножа для ширины и пары приемных ножей для концевых клиновидных ножей, расположен так, что участок приемного ножа для заостренного ножа наклонен направлении, противоположном первой челюсти. Таким образом, можно предотвратить смещение острия из области сжатия и более эффективно концентрировать гидравлическое давление на области сжатия посредством регулирования угла наклона, так что направление сжатия концевого участка концевого ножа перпендикулярно объекту, подлежащему резанию.
[0025]
Что касается угла резания, который представляет собой угол раскрытия между расположенными друг против друга режущими ножами настоящего изобретения, в случае линейных ножей имеет место следующее: усилие, требующееся для резания, уменьшается посредством поворота любого режущего инструмента (в обычных случаях режущего инструмента на подвижной стороне), и аккуратный обрезанный край получается при непрерывном осуществлении операции резания в одном направлении. При увеличении угла резания уменьшается «максимальное усилие резания» и может быть уменьшена мощность ножниц (резальной машины). Однако когда увеличивают угол резания, во время резания увеличивается изгиб или закручивание, размеры пластины отличаются между началом резания и концом резания или возникают другие подобные эффекты и снижается качество или сортность разрезанного продукта.
[0026]
Кроме того, качество обрезанного края, требуемое усилие резания или боковое усилие или тому подобное изменяется в зависимости от величины промежутка (зазора) между противоположными ножами режущих ножей настоящего изобретения. Для некоторых ножниц, стандартную величину зазора часто устанавливают относительно толщины пластины, подлежащей резанию, или некоторых категорий видов стали. Однако поскольку свойство (качество) обрезанного края измеряется в зависимости от разницы в механическом свойстве обрабатываемого материала, точности машины, усилия для удерживания заготовки или т.п., желательно выбирать оптимальный зазор. Например, для пластины толщиной 20 мм используют зазор, составляющий 20% толщины.
[0027]
Рабочее транспортное средство для демонтажа больших самолетов может быть получено посредством прикрепления механических ножниц для демонтажа больших самолетов настоящего изобретения к концу стрелы с гидроприводом, закрепленной с возможностью поворота и опускания/подъема на автотранспортном средстве.
<Пример>
[0028]
Фиг.1 представляет собой примерный чертеж, показывающий вариант примера рабочего транспортного средства для демонтажа самолетов, оборудованного механическими ножницами для демонтажа больших самолетов настоящего изобретения. Фиг.2 представляет собой пояснительный чертеж, показывающий конфигурацию механических ножниц для демонтажа больших самолетов, показанных на фиг.1. Фиг.3 представляет собой увеличенный вид, вид сбоку и вид сверху концевого ножа первой челюсти механических ножниц для демонтажа больших самолетов, показанных на фиг.2. Фиг.4 представляет собой вид сверху приемного ножа для концевого ножа второй челюсти, показанной на фиг.2. Фиг.5 представляет собой пояснительные чертежи, показывающие операцию резания основной части механических ножниц для демонтажа больших самолетов, показанных на фиг.2.
[0029]
Как показано на фиг.1, в представленном примере рабочее транспортное средство 10 для демонтажа больших самолетов состоит из: автотранспортного средства 11; и демонтажных механических ножниц 20, прикрепленных к концу стрелы 14 с гидроприводом, закрепленной с возможностью поворота и опускания/подъема на автотранспортном средстве 11. Более конкретно, автотранспортное средство 11 снабжено поворотной платформой 12, приводимой в движение посредством выходной мощности двигателя или электроэнергии, поступающей из внешнего источника питания.
[0030]
На передней левой стороне платформы 12 расположена кабина 13 водителя, так что во время движения кабина обращена вперед. В центральной части платформы расположена стрела 14 с гидроприводом, поворотно поддерживаемая посредством цилиндра 15 для изменения угла наклона стрелы, так что стрела может быть поднята/опущена, и на своем конце стрела 14 содержит демонтажные механические ножницы 20, поворотно закрепленные с возможностью опускания/подъема посредством гидравлического приводного средства 16, состоящего из гидравлического поршня и цилиндра. Позади платформы 12 размещено устройство 17, создающее давление масла. Когда транспортное средство 11 транспортируют посредством трейлера или тому подобного, стрелу 14 опускают или поднимают до заданного угла или загибают.
[0031]
Как показано на фиг.2, механические ножницы 20 для демонтажа больших самолетов свободно удерживаются на опорном устройстве 21, содержащим опорное основание, вращаемое посредством средства вращения, не показанного. Опорное устройство 21 закреплено на оси 22 поворота с возможностью наклона относительно стрелы 14 с гидроприводом. Опорное устройство 21 выполнено с возможностью поворота и опускания/подъема до разных углов посредством приведения в действие упомянутого средства вращения и гидравлического приводного средства 16 посредством управления из кабины 13 водителя.
[0032]
Демонтажные механические ножницы 20 содержат: корпус 23, содержащий две панели, установленные на опорном основании опорного устройства 21; первую челюсть 25 и вторую челюсть 26, расположенные между упомянутыми двумя панелями корпуса 23 и относительно поворачиваются вокруг оси 24 поворота между открытым положением и закрытым положением; первое гидравлическое приводное средство 27, которое вращает первую челюсть 25 вокруг оси 24 поворота; и второе гидравлическое приводное средство 28, которое вращает вторую челюсть 26 вокруг оси 24 поворота.
[0033]
Первая челюсть 25 содержит: когда режущие ножи расположены впереди оси 24 поворота, концевой нож 31, острие которого первым врезается в объект, подлежащий резанию; пару первых параллельных режущих ножей 33, которые наклонены под тупым углом относительно направления врезания концевого ножа 31 и расположены соответственно на обеих сторонах первой челюсти 25; и пару вторых параллельных режущих ножей 34, которые наклонены под тупым углом относительно участка прикрепления упомянутых первых параллельных режущих ножей и расположены соответственно на обеих сторонах первой челюсти 25.
[0034]
Когда режущие ножи расположены впереди оси 24 поворота, вторая челюсть 26 также содержит: углубленный участок 35, в который проникают все из концевого ножа 31 и пары первых параллельных режущих ножей 33 и часть каждого из пары вторых параллельных режущих ножей 34 во время при относительном перемещении с первой челюстью 25 и который расположен так, чтобы окружать внешнюю периферийную поверхность концевого ножа 31; приемный нож 36 для концевого ножа, который окружает внешнюю периферию, в который проникает концевой нож 31 и который расположен вдоль поверхности внутренней стенки углубленного участка 35, кроме области, куда проникают участки первого параллельного режущего ножа; пару приемных ножей 38 для первых параллельных режущих ножей, расположенных соответственно вдоль поверхности внутренней стенки углубленного участка 35 в области, куда проникает каждый из первых параллельных режущих ножей 33; и пару приемных ножей 39 для вторых параллельных режущих ножей, расположенных соответственно вдоль поверхности внутренней стенки углубленного участка 35 в области, куда проникает каждый из вторых параллельных режущих ножей 34.
[0035]
Более подробное описание будет приведено ниже. На фиг.2 концевой участок первой челюсти 25 разъемно прикреплен к концевому участку первой челюсти 25. Как показано на фиг.3, острие концевого ножа 31 содержит концевую поверхность 31а, ширина какового ножа меньше, чем толщина первой челюсти 25, и которое может быть приведено в контакт с объектом, подлежащим резанию. Как показано на фиг.4, продольная сторона концевой поверхности 31а в направлении ширины расположена напротив приемного ножа 36а для ширины концевого приемного ножа 36 второй челюсти 26, и концевая поверхность 31а принудительно образует отверстие посредством сдвига между этими сторонами по ширине.
[0036]
Пара концевых клиновидных ножей 31b расположены на обеих сторонах концевой поверхности 31а так, что ширина ножа непрерывно увеличивается, когда они проходят к заднему концу. Внешние ребристые участки пары концевых клиновидных ножей 31b действуют как режущий участок. Когда первая челюсть 25 и вторая челюсть 26 поворачиваются и сходятся вместе, пара концевых клиновидных ножей 31b и приемных ножей 36b для концевых клиновидных ножей соприкасаются друг с другом и объект, подлежащий разрезанию, разрезается.
[0037]
Крепежный болт (не показанный) для прикрепления концевого ножа 31 к первой челюсти 25 может быть удален, и концевой нож 31 может быть повернут на 180° вокруг оси, проходящей через центр концевой поверхности 31а. Таким образом, когда нож одной концевой поверхности 31а и один концевой клиновидный нож 31b изнашиваются, они могут быть заменены обратной концевой поверхностью 31а и концевым клиновидным ножом 31b, и срок службы концевого ножа 31 может быть увеличен в 2 раза.
[0038]
Как показано на фиг.2 и фиг.3а, пара клиновидных ножей 32 расположены в соответствующих задних концевых участках пары концевых клиновидных ножей 31b первой челюсти 25. Пара клиновидных ножей 32 наклонены под тупым углом относительно соответствующих участков прикрепления пары концевых клиновидных ножей и расположены так, что расстояние между ними увеличивается в направлении к следующим соответствующим первым параллельным режущим ножам 33. Как показано на фиг.4, на второй челюсти 26 предусмотрены приемные ножи 37 для клиновидных ножей в положениях напротив клиновидных ножей 32.
[0039]
Пара клиновидных ножей 32, пара первых параллельных режущих ножей 33 и пара вторых параллельных режущих ножей 34 и противоположные им пара приемных ножей 37 для клиновидных ножей, пара приемных ножей 38 для первых параллельных режущих ножей и пара приемных ножей 39 для вторых параллельных режущих ножей образованы в виде сменного ножа в форме прямоугольного параллелепипеда и их четыре продольные стороны выполнены в виде режущего ножа. Таким образом, можно в 4 раза увеличить срок службы каждого режущего ножа посредством удаления отдельных крепежных болтов (не показанных), замены каждого режущего ножа другим и их закрепления.
[0040]
Ниже в качестве примера будет описано перемещение первой челюсти 25 и второй челюсти 26 для резания объекта 50, подлежащего резанию, в форме крыла. Как показано на фиг.5а, первая челюсть 25 и вторая челюсть 26 открыты и постепенно закрываются. В этом случае первая челюсть 25 и вторая челюсть 26 отрегулированы так, что концевая поверхность 31а острия концевого ножа 31 первой челюсти прижимается к объекту 50, подлежащему резанию, по существу в перпендикулярном направлении (фиг.5а).
[0041]
Как показано на фиг.5b, первое гидравлическое приводное средство 27 и второе гидравлическое приводное средство 28 приводятся в действие из состояния, показанного на фиг.5а, чтобы поджимать и вынуждать концевую поверхность 31а врезаться в объект 50, подлежащий резанию. Более подробное описание будет приведено ниже. Как показано на фиг.3, концевой нож 31 имеет ширину, которая меньше толщины первой челюсти 25, и содержит концевую поверхность 31а, которая может быть приведена в контакт с объектом, подлежащим разрезанию, по существу в перпендикулярном направлении. Концевой нож приводят в контакт с объектом 50, подлежащим резанию, по существу в перпендикулярном направлении, и первую челюсть 25 и вторую челюсть 26 поворачивают посредством соответствующих гидравлических приводных средств 27, 28. В результате прижимающее усилие эффективно создает напряжение сдвига, и острие концевого ножа легко врезается в объект, подлежащий резанию, даже из высокопрочного алюминиевого сплава, тем самым в нем образуется пробитое отверстие.
[0042]
Когда концевой нож 31 врезается, пробитое отверстие постепенно расширяется. По мере того как обрабатываемый объект подвергается резанию посредством приемных ножей 36b для концевых клиновидных ножей, приемного ножа 36 для концевого ножа, как показано на фиг.5b-5c, посредством разрезания первыми параллельными режущими ножами 33 и приемными ножами 38 для первых параллельных режущих ножей образуется сквозное отверстие на стороне оси 24 поворота. Как показано на фиг.5d, объект, подлежащий резанию, разрезают посредством разрезания вторыми параллельными режущими ножами 34 и приемными ножами 39 для вторых параллельных режущих ножей.
[0043]
Фиг.6 представляет собой пояснительные чертежи, показывающие конфигурацию механических ножниц для демонтажа больших самолетов в другом примере. Фиг.6а представляет собой вид сбоку; фиг.6b представляет собой увеличенный вид концевого ножа; и фиг.6с представляет собой увеличенный вид приемного ножа для концевого ножа. В механических ножницах 60 для демонтажа больших самолетов в примере, показанном на фиг.6, как и в примере, показанном на фиг.2, первая челюсть 65 и вторая челюсть 66 расположены между двумя панелями корпуса 63 и относительно поворачиваются вокруг оси 64 поворота между открытым положением и закрытым положением посредством первого гидравлического приводного средства 67 и второго гидравлического приводного средства 68.
[0044]
Так же как первая челюсть 25, показанная на фиг.2, первая челюсть 65 содержит концевой нож 71, пару первых параллельных режущих ножей 73 и пару вторых параллельных режущих ножей 74. На острие концевого ножа 71 предусмотрена концевая поверхность 71а и концевой клиновидный нож 71b. В его заднем конце предусмотрена пара клиновидных ножей 72, пара первых параллельных режущих ножей 73 и пара вторых параллельных режущих ножей 74. На внутренней стенке углубленного участка 75, в который проникает первая челюсть 65, вторая челюсть 66 содержит: приемный нож 76 для концевого ножа, состоящий из приемного ножа 76а для ширины и приемного ножа 76b для концевого клиновидного ножа; приемные ножи 77 для клиновидных ножей; приемные ножи 78 для первых параллельных режущих ножей; и приемные ножи 79 для вторых параллельных режущих ножей.
[0045]
В такой второй челюсти 66, приемный нож 76 для концевого ножа, состоящий из приемного ножа 76а для ширины и пары приемных ножей 76b для концевых клиновидных ножей, расположен так, что участок приемного ножа для концевого ножа наклонен в направлении, противоположном первой челюсти 65. Таким образом, можно предотвратить смещение острия из области сжатия и эффективно концентрировать гидравлическое давление на области сжатия посредством регулирования угла наклона, так что направление прижатия концевого участка концевого ножа перпендикулярно объекту, подлежащему резанию.
[0046]
10: рабочее транспортное средство для демонтажа больших самолетов,
11: автотранспортное средство,
12: поворотная платформа,
13: кабина водителя,
14: стрела в гидроприводом,
15: цилиндр для изменения угла наклона стрелы;
16: гидравлическое приводное средство,
17: устройство, создающее давление масла,
20, 60: демонтажные механические ножницы,
21: опорное устройство,
22: ось поворота,
23, 63: корпус,
24, 64: ось поворота,
25, 65: первая челюсть,
26, 66: вторая челюсть,
27, 67: первое гидравлическое приводное средство,
28, 68: второе гидравлическое приводное средство,
31, 71: концевой нож,
31а,71а: концевая поверхность,
31b, 71b: концевой клиновидный нож,
32, 72: клиновидный нож,
33, 73: первый параллельный режущий нож,
34, 74: второй параллельный режущий нож,
35, 75: углубленный участок,
36, 76: приемный нож для концевого ножа,
36а, 76а: приемный нож для ширины,
36b, 76b: приемный нож для концевого клиновидного ножа,
37, 77: приемный нож для клиновидного ножа,
38, 68: приемный нож для первого параллельного режущего ножа,
39, 79: приемный нож для второго параллельного режущего ножа,
50: объект, подлежащий резанию.
| название | год | авторы | номер документа |
|---|---|---|---|
| Грейфер | 1987 |
|
SU1449523A1 |
| МОЩНЫЙ РАЗРУШАЮЩИЙ ИНСТРУМЕНТ | 1991 |
|
RU2036751C1 |
| СПОСОБ ОБРАБОТКИ РЫБЫ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2093990C1 |
| ДВУХСТОРОННЯЯ ИНДЕКСИРУЕМАЯ РЕЖУЩАЯ ПЛАСТИНА ДЛЯ ТОЧЕНИЯ | 2014 |
|
RU2661694C2 |
| УСТРОЙСТВО ДЛЯ РАЗДЕЛКИ ЭЛЕКТРИЧЕСКОГО КАБЕЛЯ В ПЛАСТМАССОВОЙ И/ИЛИ МЕТАЛЛИЧЕСКОЙ ОБОЛОЧКЕ | 2007 |
|
RU2355568C1 |
| УСТАНОВКА ДЛЯ СОЕДИНЕНИЯ МЕТАЛЛИЧЕСКИХ ЛЕНТ | 1997 |
|
RU2201858C2 |
| КОМБИНИРОВАННЫЕ ДИСКОВЫЕ КРОМКОКРОШИТЕЛЬНЫЕ НОЖНИЦЫ | 2004 |
|
RU2286865C2 |
| УСТРОЙСТВО ДЛЯ РАЗДЕЛКИ СУДОВЫХ ОБЪЕКТОВ | 1995 |
|
RU2087273C1 |
| НОЖНИЦЫ С ПЕРЕМЕННЫМ НАКЛОНОМ | 2013 |
|
RU2601020C2 |
| СПОСОБ ПРОКАТКИ С ПРИМЕНЕНИЕМ ОДНОЦИЛИНДРОВОГО ТОЛКАЕМОГО ВАЛКА, УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ И ИЗДЕЛИЯ, ИЗГОТОВЛЕННЫЕ ПО ДАННОМУ СПОСОБУ | 2009 |
|
RU2493265C2 |

Настоящее изобретение относится к механическим ножницам для демонтажа больших самолетов, пригодным для демонтажа больших самолетов, таких как пассажирские самолеты, в которых используется высокопрочный алюминиевый сплав или тому подобные материалы, и рабочему транспортному средству для демонтажа больших самолетов, оборудованному упомянутыми механическими ножницами. В качестве режущих ножей первой челюсти механические ножницы содержат концевой нож, острие которого врезается в объект, подлежащий резанию, пару первых параллельных режущих ножей, которые наклонены под тупым углом относительно направления врезания концевого ножа и расположены на обеих сторонах ширины ножа, и пару вторых параллельных режущих ножей, которые наклонены под тупым углом относительно участка прикрепления первых параллельных режущих ножей и расположены на обеих сторонах ширины ножа. Механические ножницы дополнительно содержат режущие ножи второй челюсти, снабженные приемными ножами для этих режущих ножей. В качестве концевого ножа механические ножницы содержат заостренный нож, содержащий концевой участок и пару концевых клиновидных ножей, которые расположены на обеих сторонах упомянутого концевого участка, и ширина таковых ножей увеличивается в направлении к заднему концу, и пару клиновидных ножей, которые наклонены под тупым углом относительно участка прикрепления заднего концевого участка концевых клиновидных ножей и расположены около первых параллельных режущих ножей. В результате обеспечивается повышение эффективности резания. 2 н. и 3 з.п. ф-лы, 6 ил.
1. Механические ножницы для демонтажа больших самолетов, содержащие
первую челюсть и вторую челюсть, которые разрезают объект, подлежащий разрезанию, посредством режущих ножей, выполненных относительно поворачиваемыми между открытым положением и закрытым положением, и
гидравлическую приводную систему, выполненную с возможностью вращения первой челюсти и/или второй челюсти,
при этом режущие ножи первой челюсти содержат
концевой нож, который имеет максимальную ширину, соответствующую толщине первой челюсти, и расположен в концевой области первой челюсти и острие, выполненное с возможностью врезания в объект, подлежащий резанию,
пару первых параллельных режущих ножей, которые примыкают к упомянутому концевому ножу и расположены соответственно на обеих сторонах первой челюсти, и
пару вторых параллельных режущих ножей, которые наклонены под тупым углом относительно участка прикрепления первых параллельных режущих ножей и расположены соответственно на обеих сторонах первой челюсти,
при этом концевой нож содержит
заостренный нож, который содержит концевой участок, расположенный на конце первой челюсти и первым приводимый в контакт объектом, подлежащим разрезанию, и ширина которого меньше, чем толщина первой челюсти, и пару концевых клиновидных ножей, которые расположены на обеих сторонах упомянутого концевого участка упомянутого заостренного ножа, а ширина этих концевых клиновидных ножей непрерывно увеличивается в направлении к заднему концу, и
пару клиновидных ножей, которые наклонены под тупым углом относительно соответствующих участков прикрепления задних концевых участков концевых клиновидных ножей заостренного ножа и расположены в направлении, в котором расстояние между ними увеличивается в направлении к соответствующим первым параллельным режущим ножам, и
при этом режущие ножи второй челюсти содержат
углубленный участок, который принимает с проникновением все из концевого ножа и пары первых параллельных режущих ножей и часть каждого из пары вторых параллельных режущих ножей при относительном перемещении с первой челюстью,
приемный нож для концевого ножа, расположенный на поверхности внутренней стенки углубленного участка, кроме области, куда проникают первые параллельные режущие ножи, так чтобы окружать внешнюю периферийную поверхность проникающего концевого ножа,
пару приемных ножей для первых параллельных режущих ножей, расположенных соответственно вдоль поверхности внутренней стенки углубленного участка в области, куда проникают обе внешние периферийные поверхности первых параллельных режущих ножей, и
пару приемных ножей для вторых параллельных режущих ножей, расположенных соответственно вдоль поверхности внутренней стенки углубленного участка в области, куда проникают обе внешние периферийные поверхности вторых параллельных режущих ножей.
2. Механические ножницы по п.1, в которых гидравлическая приводная система содержит отдельно первое гидравлическое приводное средство для поворота первой челюсти и второе гидравлическое средство для поворота второй челюсти.
3. Механические ножницы по п.1 или 2, в которых приемный нож для концевого ножа содержит приемный нож для ширины приемного ножа, противоположный периферии концевой области заостренного ножа, пару приемных ножей для концевых клиновидных ножей, выполненную с возможностью взаимодействия с концевыми клиновидными ножами заостренного ножа, и пару приемных ножей для клиновидных ножей, выполненную с возможностью взаимодействия с парой клиновидных ножей.
4. Механические ножницы по п.3, в которых участок приемного ножа для заостренного ножа, состоящий из приемного ножа для ширины приемного ножа для концевого ножа и пары приемных ножей для концевых клиновидных ножей, расположен так, что участок приемного ножа для заостренного ножа наклонен от поверхности второй челюсти, противоположной первой челюсти, в направлении, противоположном первой челюсти.
5. Рабочее автотранспортное средство для демонтажа больших самолетов, характеризующееся тем, что оно содержит стрелу с гидроприводом, закрепленную с возможностью поворота и опускания/подъема на автотранспортном средстве, к концу которой прикреплены механические ножницы для демонтажа самолетов по любому из пп.1-4.
| JP 11505772 A, 25.05.1999 | |||
| DE 4205781 A1, 02.09.1993 | |||
| US 20150308075 A1, 29.10.2015 | |||
| НОЖНИЦЫ ГИДРАВЛИЧЕСКИЕ | 2008 |
|
RU2420373C2 |
| Станок для шлифования шаров | 1956 |
|
SU105210A1 |

