Способ изготовления крупногабаритного готового объемного модуля и способ строительства здания из крупногабаритных готовых объемных модулей.
Изобретение относится к области строительства, в частности к модульному объемно-блочному строительству, и может быть использовано для возведения малоэтажных и многоэтажных жилых домов, общественных зданий и сооружений, а также иных зданий любого иного назначения.
Известен способ изготовления объемных блоков, с помощью которых осуществляют строительство зданий. Объемные блоки изготавливают на конвейерных линиях с использованием сердечников и наружных щитов, которые потом отправляют на комплектацию и отделку (см. Шляхтина Т.Ф. Технологические особенности изготовления железобетонных конструкций для жилищного и гражданского строительства. Братск, Изд. Братского гос. университета, 2010, стр. 61-75).
Недостатком такого изготовления объемных блоков является то, что для их изготовления используют сердечники определенного размера и формы, в результате чего отсутствует возможность оперативного изменения размеров изготавливаемых объемных блоков, т.е. объемные блоки изготавливаются одного типоразмера, низкая производительность и сложность изготовления объемного блока.
Также из уровня техники известна поточно-конвейерная линия, на которой изготавливают объемные блоки. Такая линия включает посты чистки и смазки, армирования, формования, термообработки и распалубки, размещенные на дополнительном конвейере, основной конвейер имеет посты сборки, комплектации и отделки, при этом основной конвейер имеет второй ярус с постами комплектации и отделки, а оба конвейера связаны порталом (см. SU 495208 А1, опубликовано 15.12.1975).
Недостатком данного решения является отсутствие возможности изготовления на данной поточно-конвейерной линии объемных блоков любых размеров за счет использования сердечников, отсутствие возможности оперативного изменения размеров изготавливаемых объемных блоков, низкая производительность.
Наиболее близким решением к предложенному способу изготовления готового объемного модуля является способ, согласно которому готовый объемный модуль изготавливают на первом конвейере, на котором формируют опалубочную систему и изготавливают в ней монолитный железобетонный объемный модуль, включающий плиту основания, стены, балки, плиты перекрытия, который перемещают на второй конвейер, где формируют из него готовый объемный модуль путем установки инженерных коммуникаций, выполнения внутренней и наружной отделки, установки встроенной мебели (см., Монфред Ю.Б. Здания из объемных блоков. Москва, Стройиздат, 1974, стр. 360-379, 392-408).
Недостатком данного решения является отсутствие возможности оперативного изменения конфигурации блоков, их форм и размеров, при реализации способа возможно изготовление только однотипных блоков за счет использования при их изготовлении сердечников, низкая производительность, небольшие габаритные размеры блоков с ограниченной площадью, отсутствие возможности оперативного изменения планировочных решений помещений.
Из уровня техники известен способ строительства зданий из объемных блоков, заключающийся в том, что устанавливают в вертикальное положение объемный блок, боковые стенки которого через прокладки жестко соединяют с боковыми стенками следующего блока. Блоки устанавливают один за одним по периметру здания. Нижняя часть соединенных блоков может выполнять функцию фундамента при их установке ниже нулевой отметки здания. В зависимости от целевого назначения здания могут быть сформированы внутренние стены, этажи и проемы (см. Патент RU 2076178, конвенционный приоритет: 09.12.1994 RU 94 94044472).
Недостатком известного решения является то, что используемые блоки являются в лучшем случае блок-комнатами, а не модуль-квартирами, блоки не имеют внутренней отделки и не готовы к использованию по назначению, низкая производительность, небольшие объемно-планировочные показатели блока и отсутствие возможности оперативного изменения конфигурации блоков, нет свободных планировок, отсутствие возможности архитектору предлагать свои решения, поскольку завод диктует и предлагает только свои производственные возможности.
Известен способ строительства зданий с использованием модульного каркаса и заключающийся в том, что собирают нижнюю панель пола - балки перекрытия пола, на балки перекрытия пола устанавливают предварительно собранный металлический каркас, устанавливают стойки металлокаркаса. На смонтированный таким образом каркас сверху укладывают верхний обвязочный брус рамы, который образует потолочные перекрытия, части рамы и металлического каркаса скрепляют болтовым соединением. В собранный каркас устанавливаются элементы коммуникаций, согласно планировочных решений. После обшивки каркаса и укладки утеплителя, приступают к внутренней отделки модуля. Устанавливаются двери, окна и ведется отделка стен, укладка полового покрытия и потолка. Изготовленный на заводе модуль транспортируют на стройплощадку, где ведут окончательную сбору здания (см. Патент RU128219, опубликован 20.05.2013).
Недостатком известного способа является высокая масса конструкции модуля на один метр квадратной площади, низкая производительность, отсутствие возможности оперативного изменения конфигурации модулей, их форм и размеров, небольшие габаритные размеры модулей с ограниченной площадью, отсутствие возможности оперативного изменения планировочных решений помещений.
Из уровня техники известен способ строительства зданий, заключающийся в том, что с помощью транспортных средств перемещают объемные модули на строительную площадку, где посредством подъемных устройств поэтажно устанавливают готовые объемные модули в соответствующее место, осуществляют монтаж готовых объемных модулей и их соединение друг с другом с образованием здания, причем готовые объемные модули изготовлены в цехе завода и они имеют отделку (см. М.С. Туполев, Конструкции гражданских зданий. Москва, Архитектура-С, 2007, стр. 81-86).
Недостатком известного способа является низкая производительность, отсутствие возможности оперативного изменения конфигурации модулей, их форм и размеров, небольшие габаритные размеры модулей с ограниченной площадью, отсутствие возможности оперативного изменения планировочных решений помещений.
Наиболее близким решением к предложенному способу строительства здания является способ строительства здания, заключающийся в том, что с помощью подъемных устройств на строительной площадке поэтажно устанавливают готовые объемные модули в соответствующее место, осуществляют монтаж готовых объемных модулей и их соединение друг с другом с образованием здания (см., Монфред Ю.Б. Здания из объемных блоков. Москва, Стройиздат, 1974, стр. 360-379, 392-408).
Недостатком известного способа является сложность строительства, необходимость использования сварных соединений при монтаже и соединении готовых объемных модулей друг с другом, низкая производительность, небольшая площадь производимых зданий, большие трудо- и время затраты на строительство.
Технической проблемой, решаемой группой изобретений, является увеличение площади производимых зданий и объема суточного производства, повышение производительности, сокращение время и трудозатрат на строительство зданий, повышение комфорта производимых помещений и существенное повышение их качества.
Техническим результатом группы изобретений, обеспечивающим решение технической проблемы, является уменьшение времени, трудоемкости и стоимости строительства зданий, упрощение монтажа объемных модулей, обеспечение универсальности зданий для любых объемно-планировочных решений за счет возможности оперативного изменения размеров и форм объемных модулей во всех координатах, повышение жесткости, надежности и устойчивости зданий за счет поэтажной перекладки объемных модулей при их монтаже, повышение скорости, точности и надежности монтажа зданий за счет обеспечения высокоточных размеров объемных модулей, за счет применения специальных стыковочных узлов и отсутствия сварных соединений, обеспечение возможности оперативного изменения объемно-планировочных решений, обеспечение возможности изготовления зданий любой конфигурации, обеспечение возможности демонтажа здания и перемещения его на другую строительную площадку за счет исключения сварных соединений при строительстве здания.
Технический результат изобретения в части способа изготовления готового объемного модуля достигается благодаря тому, что на первом роботизированном конвейере размещают палету, на которой с помощью автоматизированных промышленных роботов с программно-аппаратными комплексами и программным обеспечением формируют опалубочную систему, включающую первую и вторую опалубки для изготовления монолитного железобетонного объемного модуля, включающего плиту основания, пилоны и/или стены, балки, перемычки или плиты перекрытия, при этом указанные промышленные роботы с помощью программного обеспечения самостоятельно позиционируют, расставляют и закрепляют на палете борта и вкладыши с использованием магнитов с образованием первой опалубки для плиты основания, в первую опалубку в местах образования продольных и поперечных ребер плиты основания закладывают арматуру, а в местах расположения пилонов устанавливают арматурные каркасы для образования пилонов, формируют плиту основания путем подачи бетона в первую опалубку с образованием продольных и поперечных ребер с углублениями в указанных продольных и/или поперечных ребрах, расположенными в местах расположения пилонов и направленными вдоль пилонов, палету с сформированной на ней плитой основания с арматурными каркасами для образования пилонов подают на первом роботизированном конвейере на пост установки вертикальной опалубки, где над плитой основания промышленные роботы с помощью программного обеспечения формируют из продольных и поперечных бортов, а также набора вкладышей, закрепленных с помощью магнитов на продольных и поперечных бортах вторую опалубку для пилонов и/или стен, балок, перемычек или плиты перекрытия, изготавливают монолитный железобетонный объемный модуль путем подачи бетона во вторую опалубку с образованием со стороны балок выступов, расположенных в местах расположения пилонов и направленных вдоль пилонов, изготовленный монолитный железобетонный объемный модуль перемещают на второй роботизированный конвейер, где с помощью автоматизированных промышленных роботов с программно-аппаратными комплексами и программным обеспечением изготавливают готовый объемный модель путем установки инженерных коммуникаций, выполнения внутренней и наружной отделки, образования внутренних перегородок и/или установки встроенной мебели.
Кроме того, формирование опалубочной системы для изготовления монолитного железобетонного объемного модуля могут осуществлять с возможностью изменения ее размеров от 3 до 7,2 метров по длине, от 8 до 21 метра по ширине и от 3 до 3,5 метров по высоте, в которой могут осуществлять изготовление монолитного железобетонного объемного модуля, ширина которого от 3 до 7,2 метров, длина от 8 до 21 метра, высота от 3 до 3,5 метров.
Кроме того, в пилонах и/или стенах монолитного железобетонного объемного модуля могут осуществлять образование углублений и сквозных отверстий для соединения готовых объемных модулей.
Кроме того, на первом роботизированном конвейере могут осуществлять изготовление монолитного железобетонного объемного модуля, имеющего по меньшей мере шесть пилонов, размеры которых в плане составляют, преимущественно, 180/500 мм.
Кроме того, перед подачей бетона в первую опалубку в указанной опалубке могут устанавливать пожарную изоляцию и звукоизоляцию, а также могут прокладывать инженерные коммуникации.
Кроме того, после формирования плиты основания могут осуществлять обработку ее верхней части вертолетами-вертушками с образованием ровной плоской поверхности.
Кроме того, после обработки верхней части плиты основания ее могут закрывать настилами.
Кроме того, при изготовлении монолитного железобетонного объемного модуля в его верхней части по меньшей мере в части пилонов могут образовывать петли-ловители.
Технический результат изобретения в части способа строительства здания достигается благодаря тому, что на строительной площадке посредством по меньшей мере одного подъемного устройства поэтажно устанавливают в соответствующее место готовые объемные модули, изготовленные вышеуказанным образом, при этом на фундамент устанавливают подвальные готовые объемные модули, на подвальные готовые объемные модули устанавливают готовые объемные модули первого этажа путем введения выступов подвальных готовых объемных модулей, расположенных в верхней части в местах расположения пилонов, в углубления готовых объемных модулей первого этажа, расположенные в нижней части в местах расположения пилонов, осуществляют монтаж и соединение готовых объемных модулей первого этажа друг с другом с помощью резьбовых соединений, проходящих через сквозные отверстия в пилонах или стенах соседних готовых объемных модулей первого этажа, на готовые объемные модули первого этажа устанавливают готовые объемные модули второго этажа путем введения выступов готовых объемных модулей первого этажа, расположенных в верхней части в местах расположения пилонов, в углубления готовых объемных модулей второго этажа, расположенные в нижней части в местах расположения пилонов, причем часть соответствующих готовых объемных модулей второго этажа поворачивают относительно части соответствующих готовых объемных модулей первого этажа на 90°, осуществляют монтаж и соединение готовых объемных модулей второго этажа друг с другом с помощью резьбовых соединений, проходящих через сквозные отверстия в пилонах или стенах соседних готовых объемных модулей второго этажа, на готовые объемные модули второго этажа последовательно устанавливают готовые объемные модули следующих этажей путем введения выступов готовых объемных модулей каждого предыдущего этажа, расположенных в верхней части в местах расположения пилонов, в углубления готовых объемных модулей каждого следующего этажа, расположенные в нижней части в местах расположения пилонов, осуществляют монтаж и соединение готовых объемных модулей каждого этажа друг с другом с помощью резьбовых соединений, проходящих через сквозные отверстия в пилонах или стенах соседних готовых объемных модулей соответствующего этажа, причем часть соответствующих готовых объемных модулей каждого следующего этажа поворачивают относительно части соответствующих готовых объемных модулей предыдущего этажа на 90° и образовывают здание так, что часть готовых объемных модулей четных этажей установлена относительно части готовых объемных модулей нечетных этажей с пересечением в плане части стен.
Кроме того, в качестве по меньшей мере одного подъемного устройства могут использовать стреловой кран на гусеничном ходу грузоподъемностью до 750 тонн.
Кроме того, установку готовых объемных модулей с помощью по меньшей мере одного подъемного устройства могут осуществлять с помощью петель-ловителей.
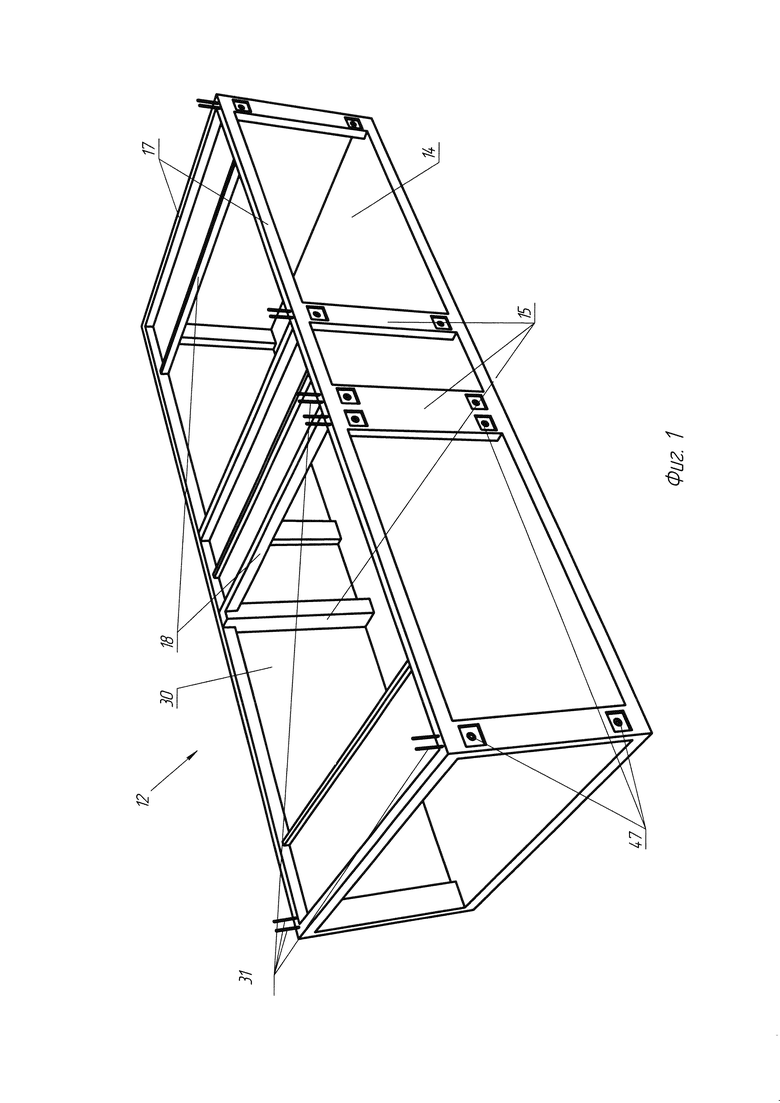
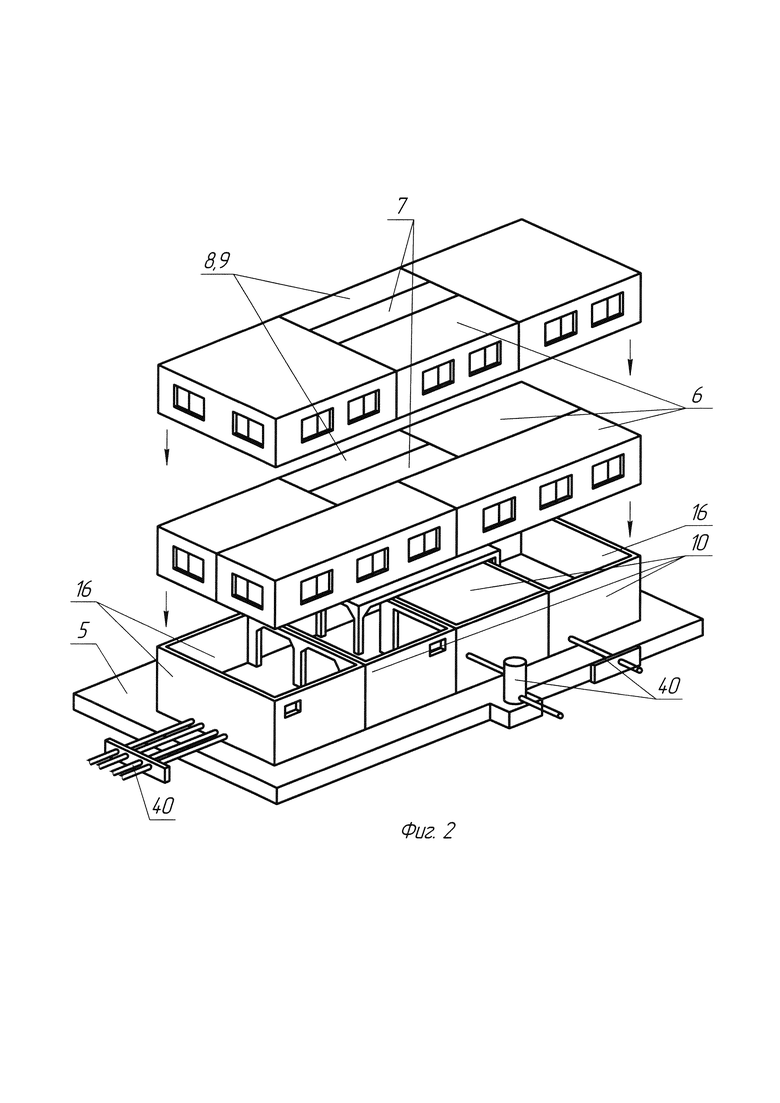
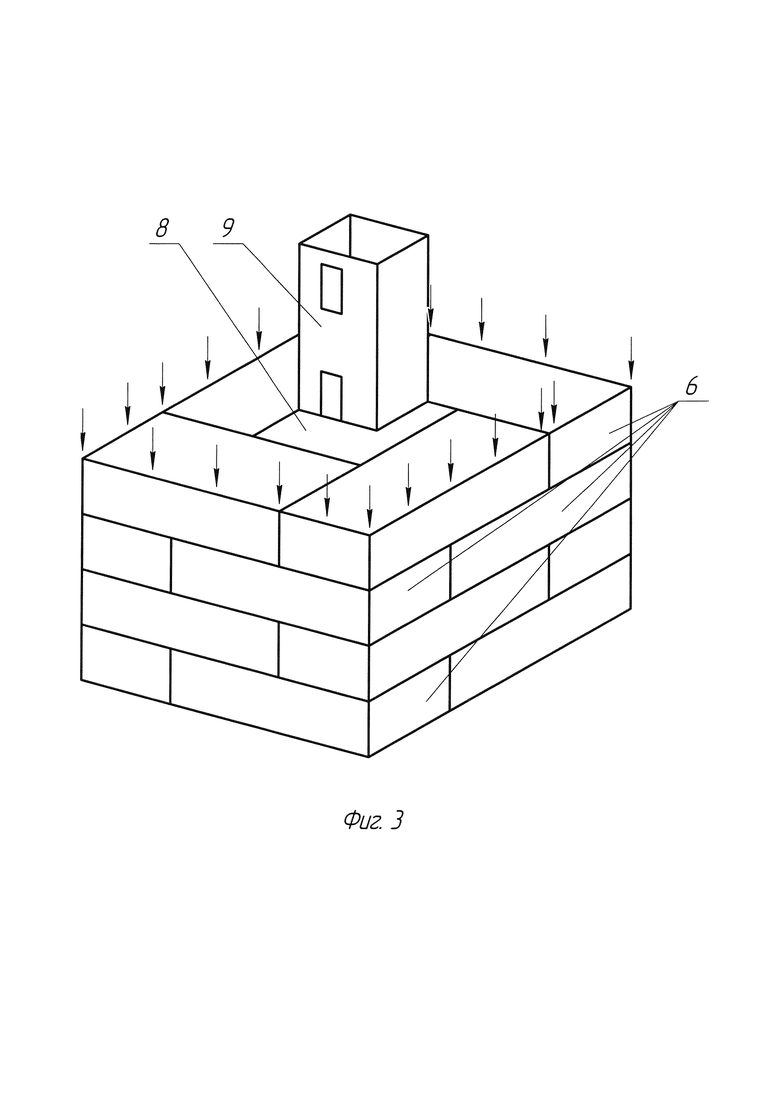
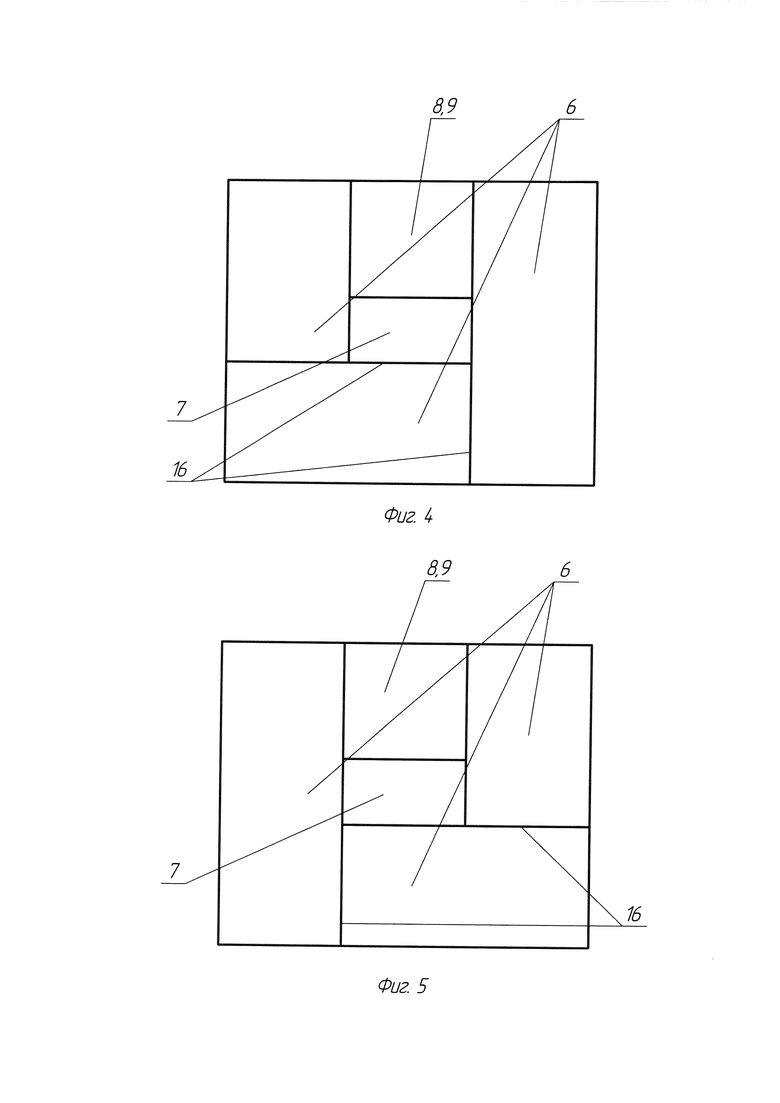
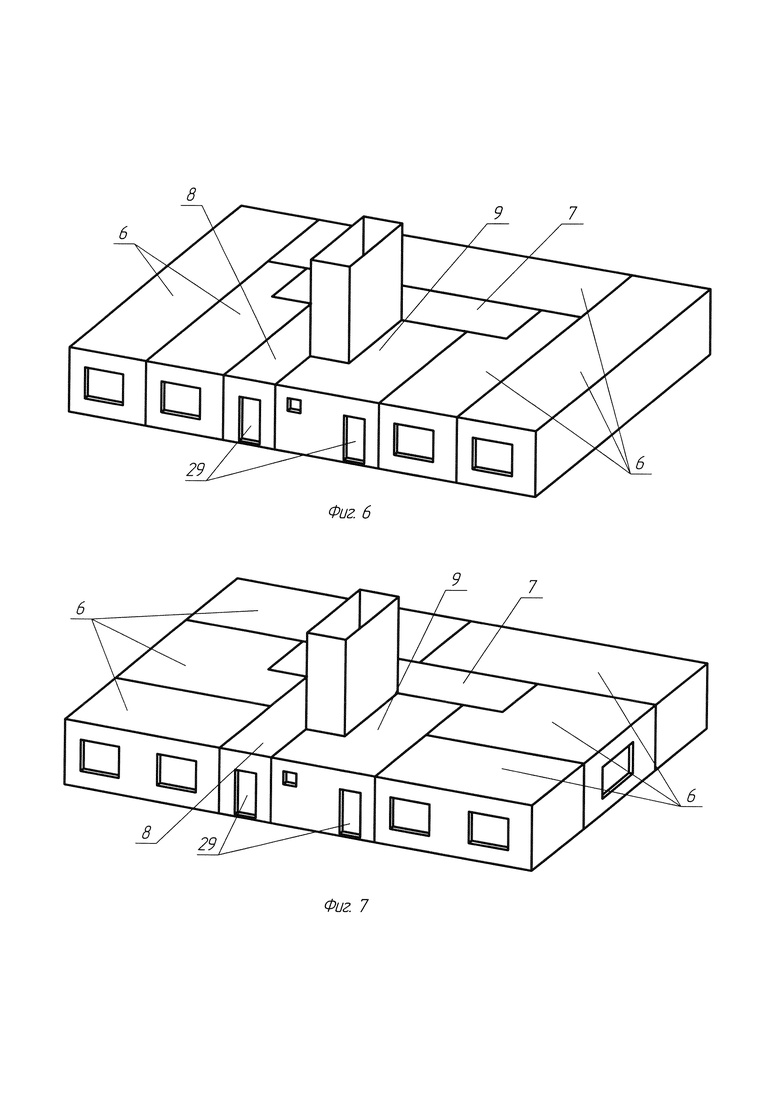
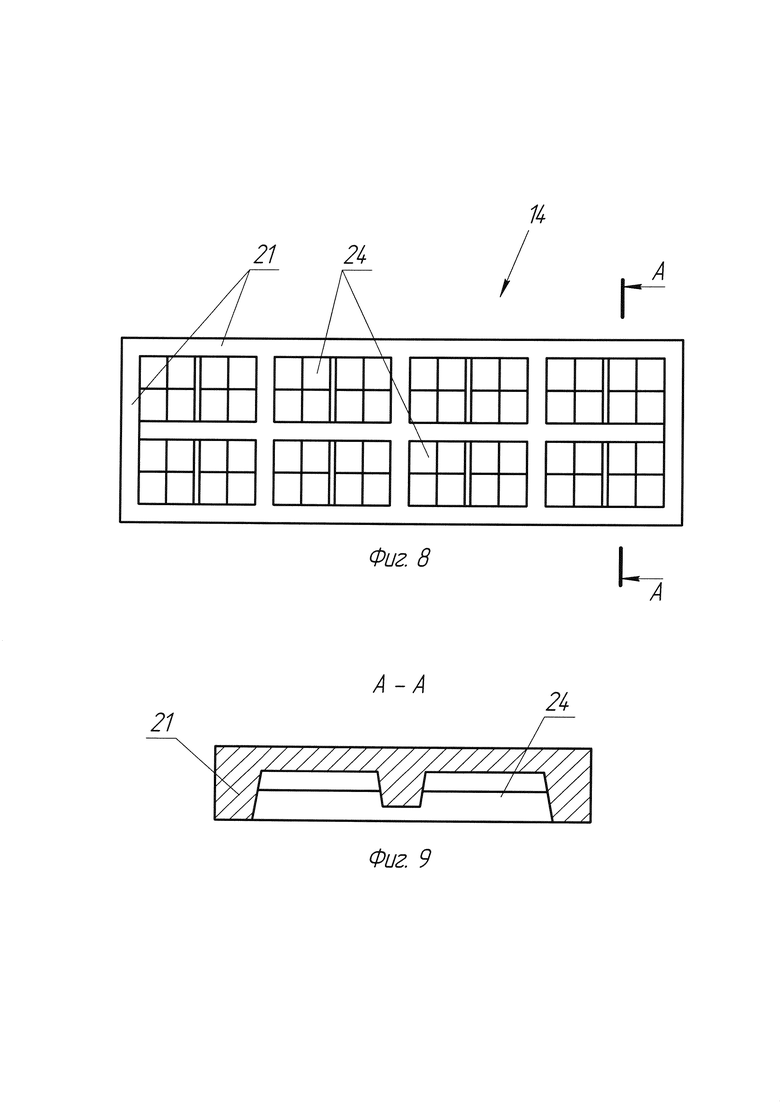
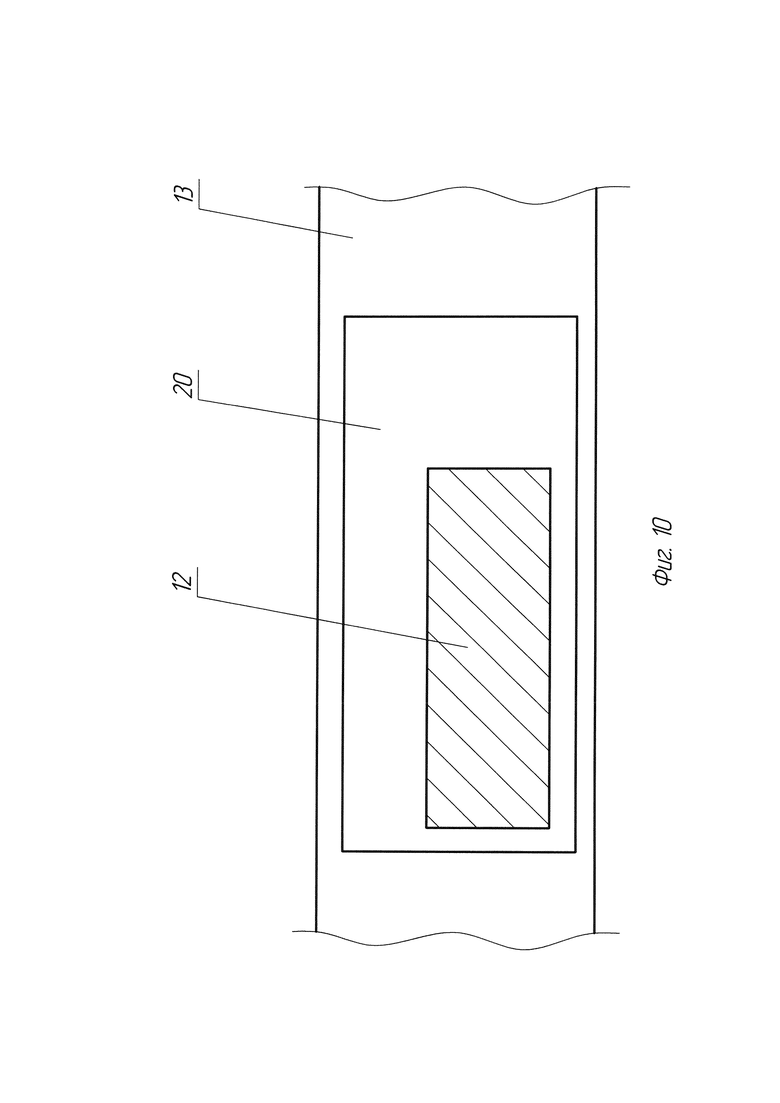
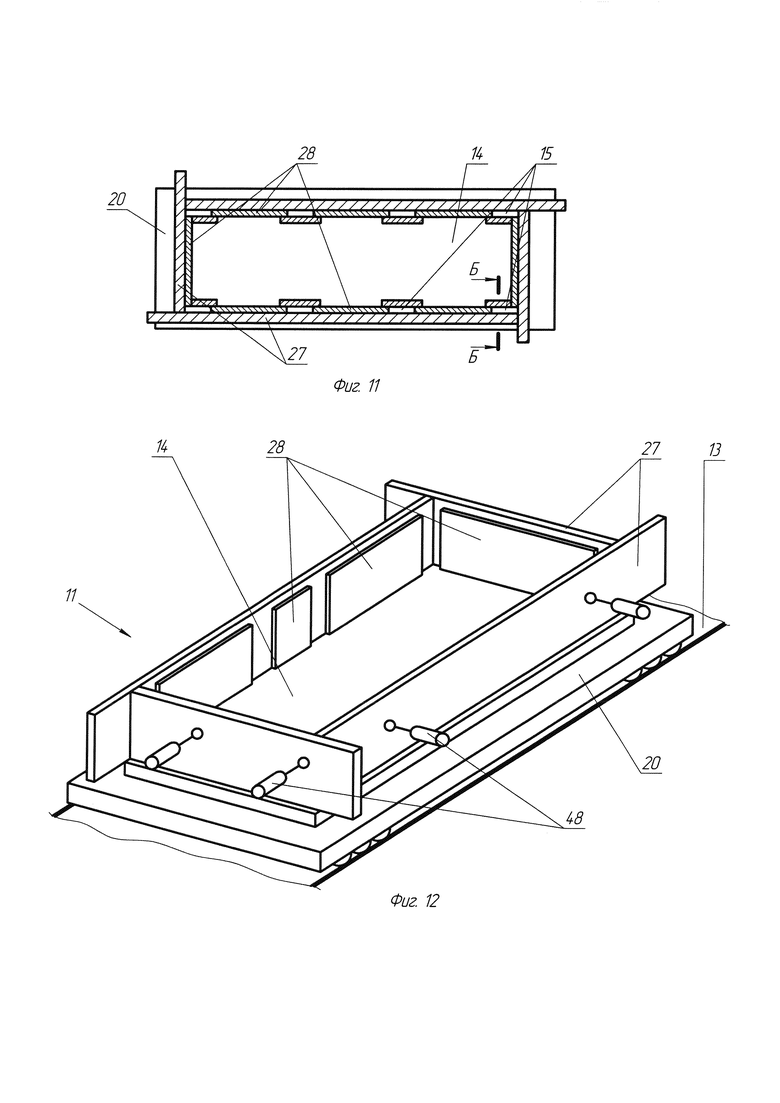
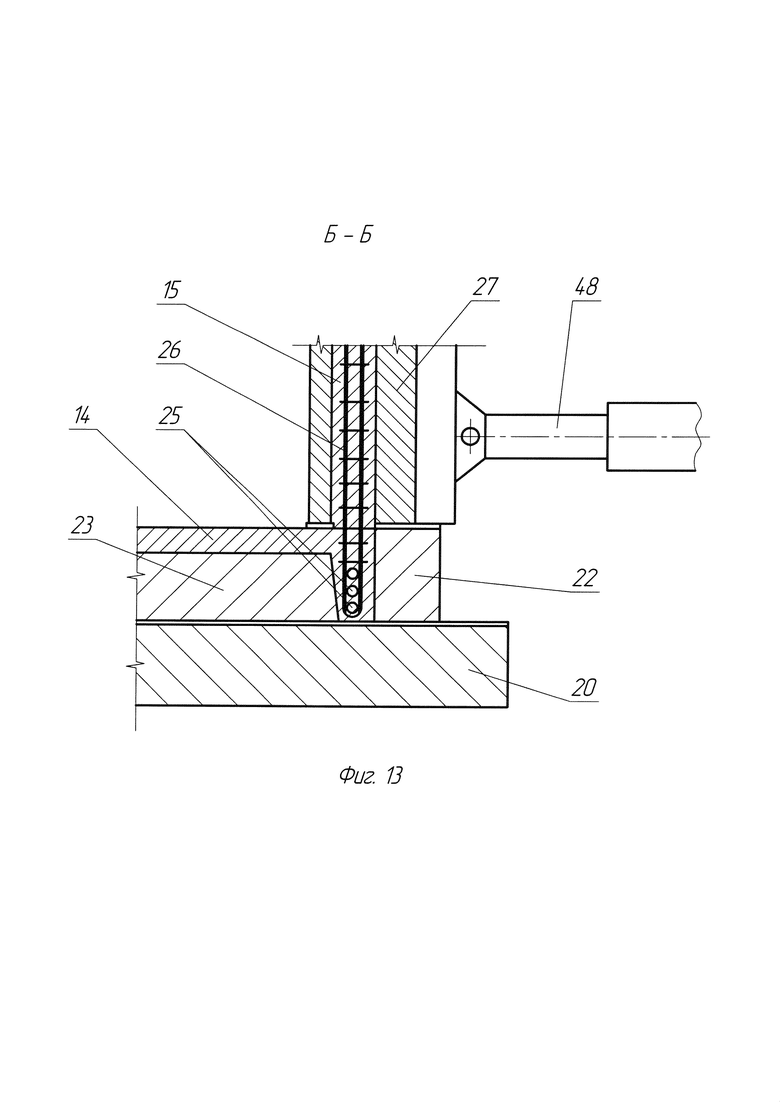
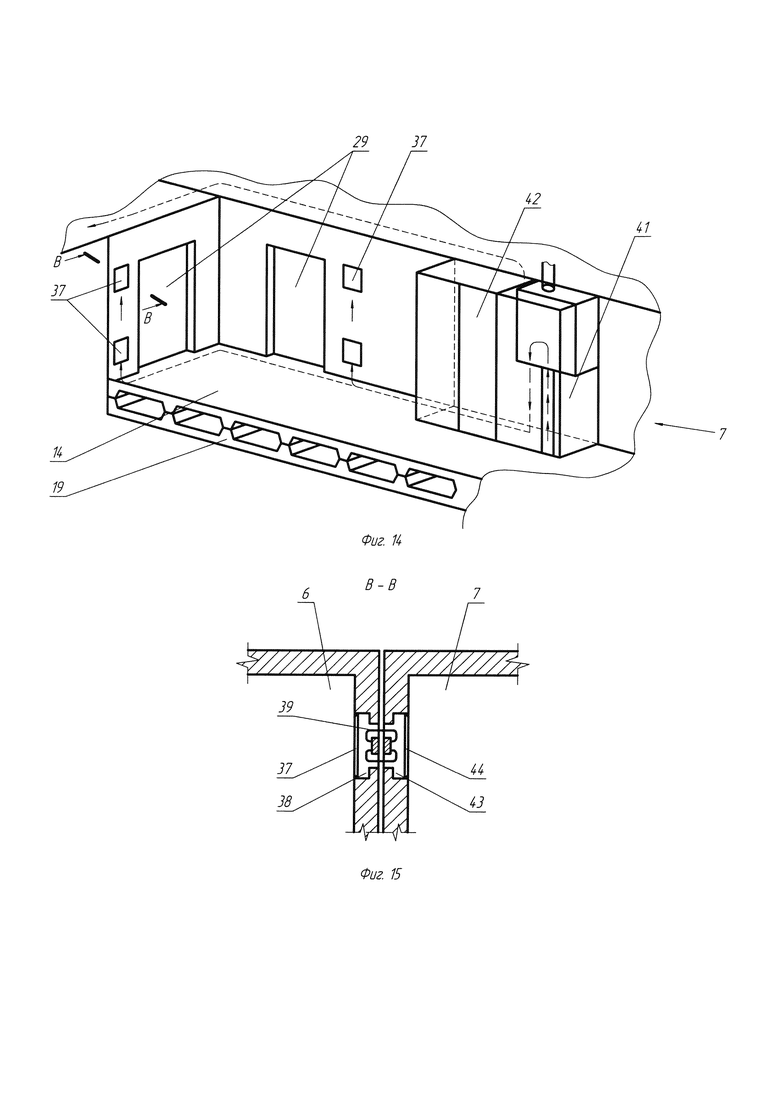
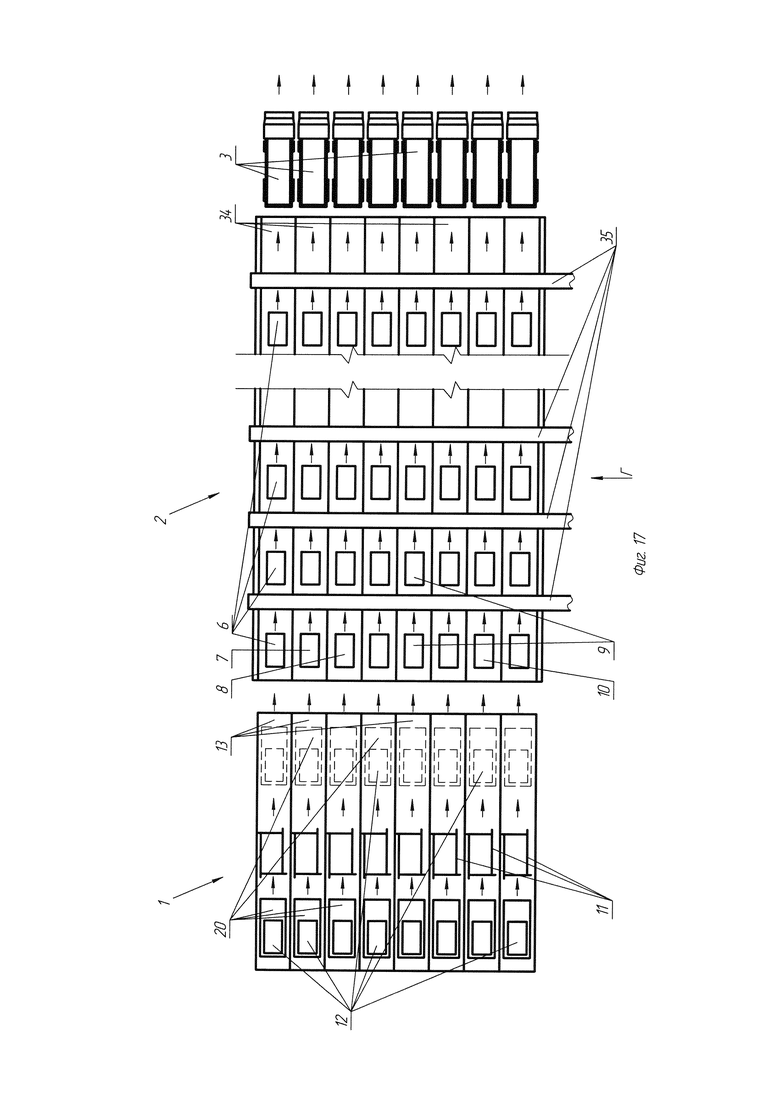
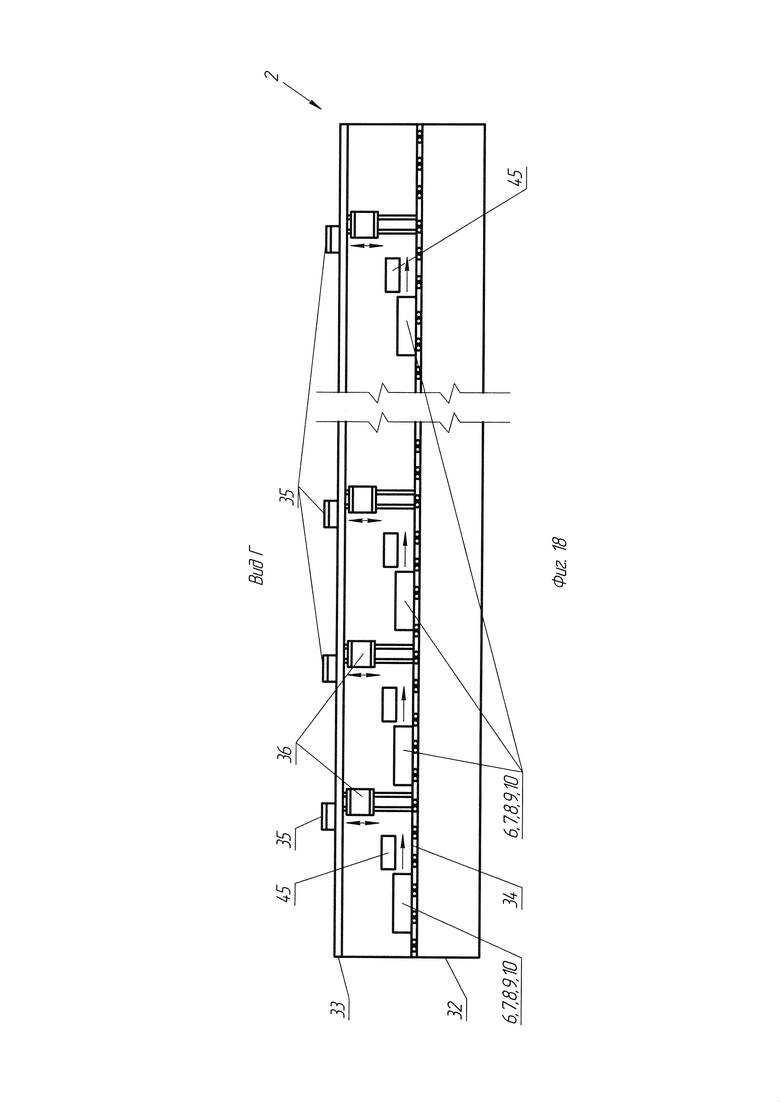
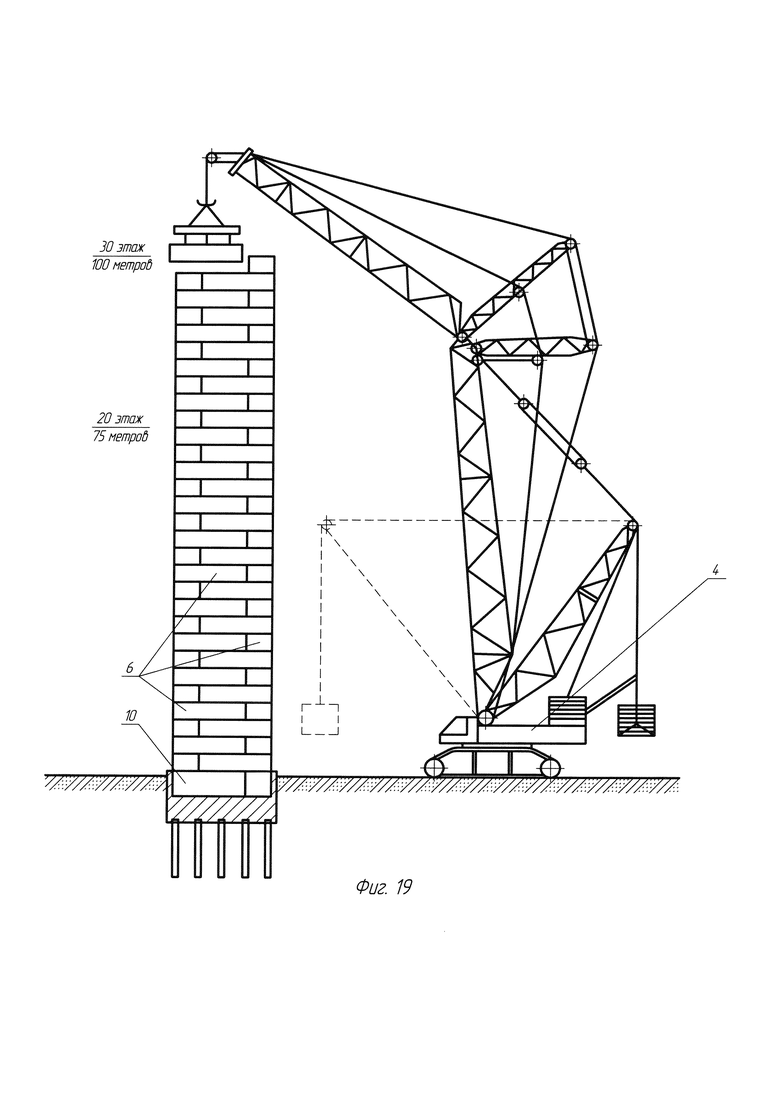
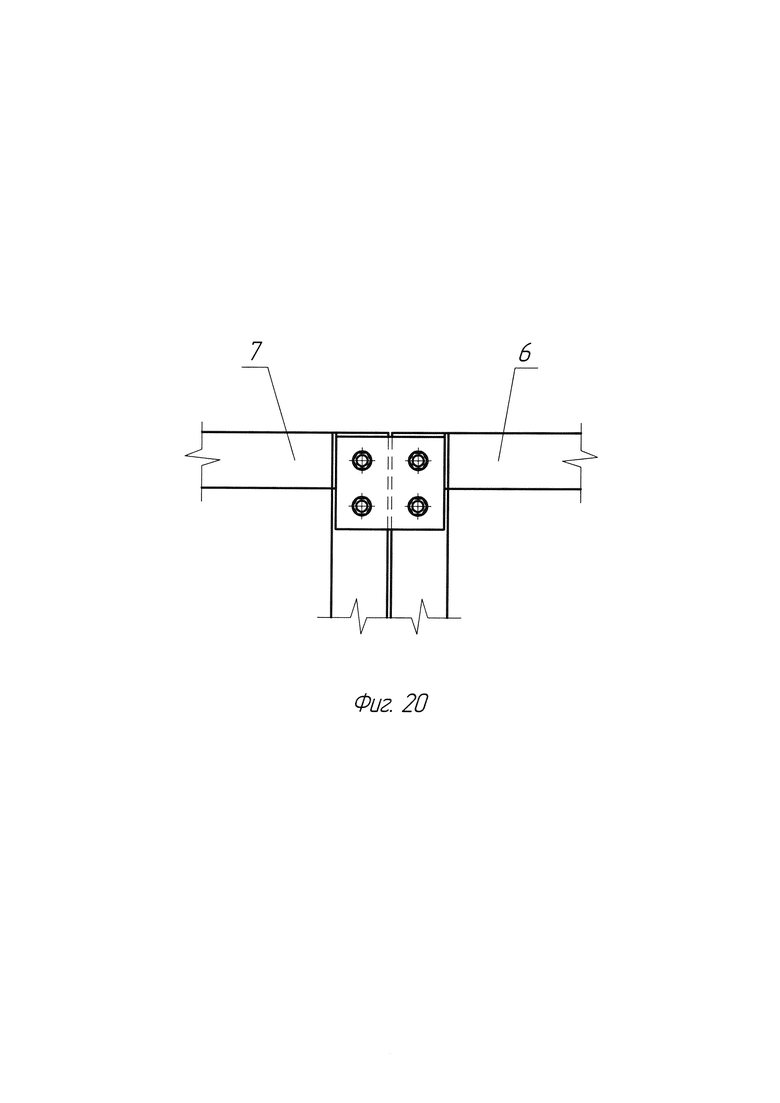
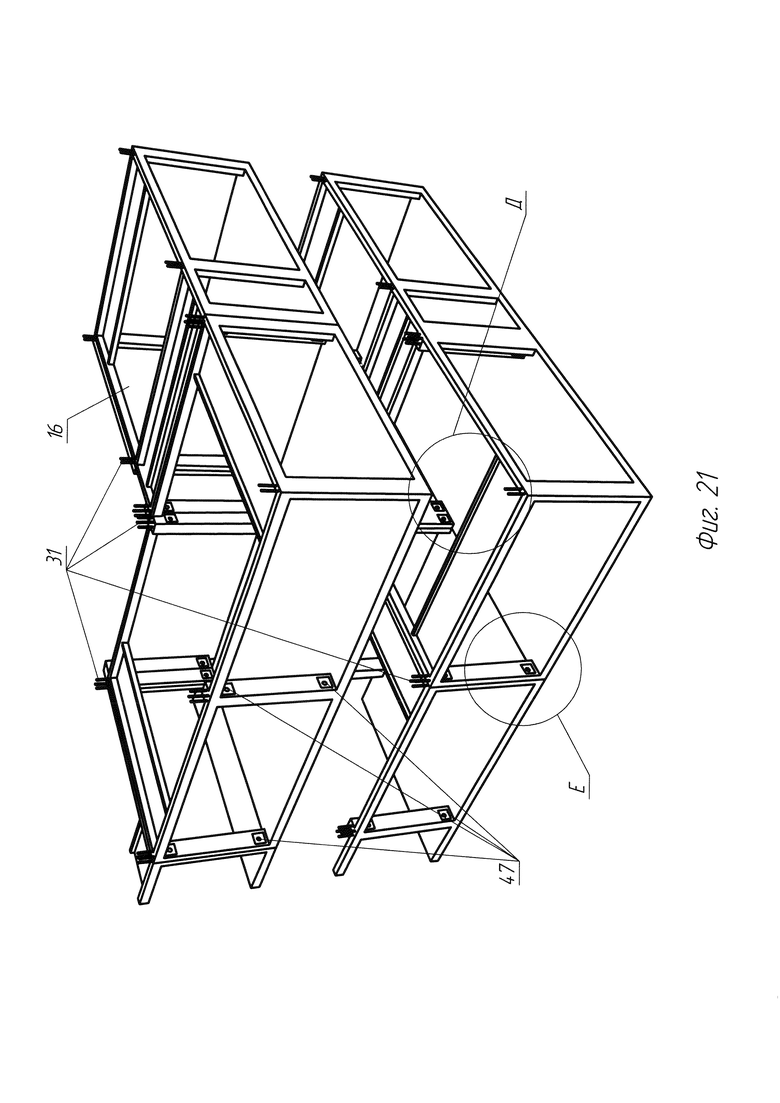
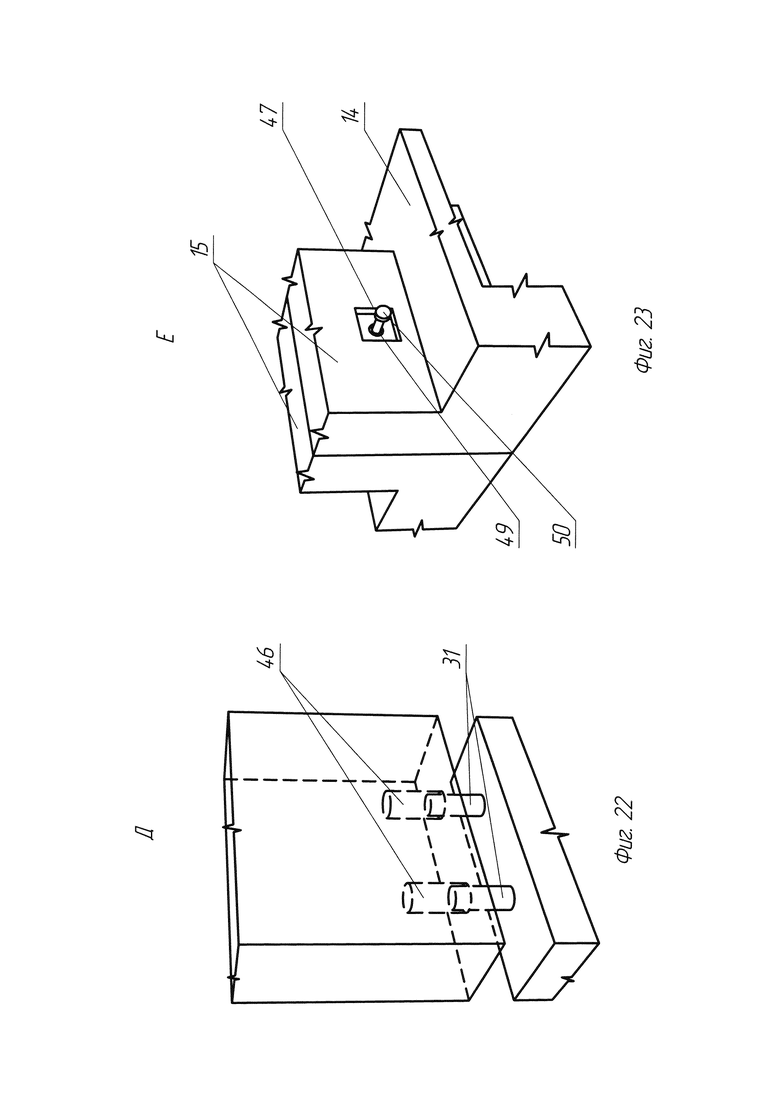
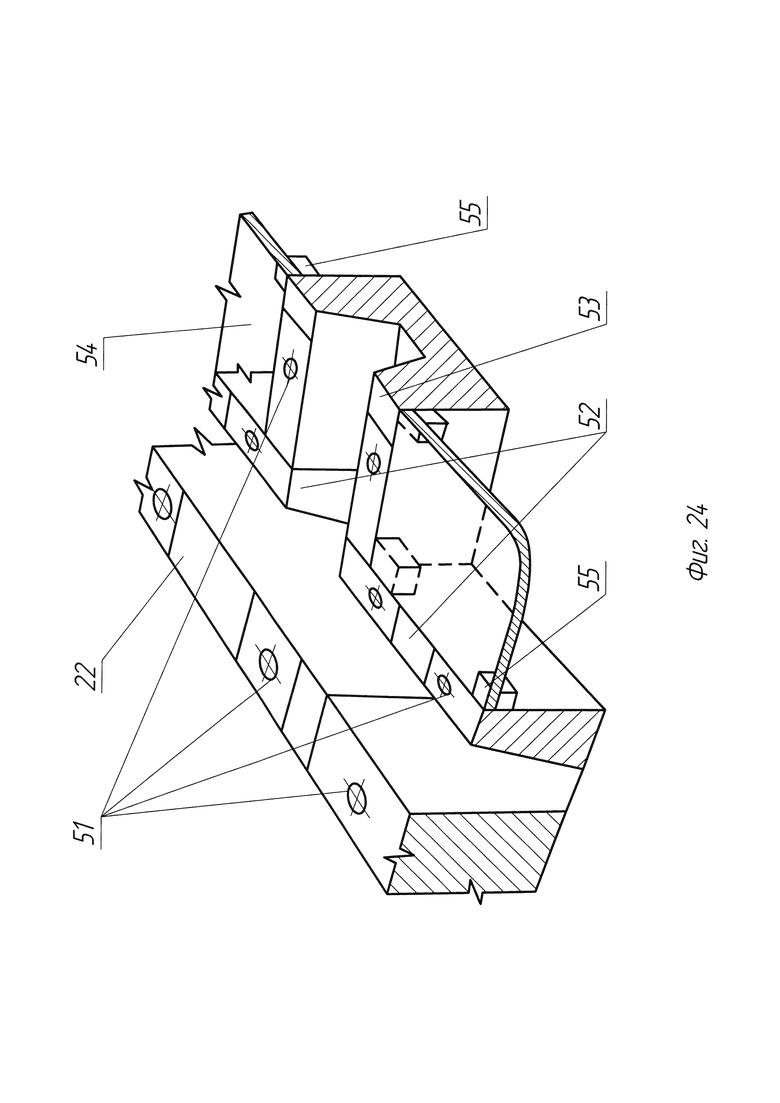
Изобретение поясняется с помощью чертежей, где на фиг. 1 показан общий вид одного из вариантов монолитного железобетонного объемного модуля с выступами на верхней части для соединения (при монтаже) с вышележащими объемными модулями, а также с местами для соединения с соседними модулями одного этажа; на фиг. 2 показан пример одного из вариантов установки объемных модулей друг на друга (подвальное помещение и первые два этажа); на фиг. 3 схематично показан пример поэтажной перекладки объемных модулей при их монтаже; на фиг. 4 схематично показан в плане пример расположения объемных модулей, например, нечетных этажей; на фиг. 5 схематично показан в плане пример расположения объемных модулей, например, четных этажей; на фиг. 6 схематично показано расположение соединенных друг с другом объемных модулей, например, нечетных этажей, вид в аксонометрии; на фиг. 7 схематично показано расположение соединенных друг с другом объемных модулей, например, четных этажей, вид в аксонометрии; на фиг. 8 показана нижняя сторона плиты основания модуля, образующего квартиру или комнату, или приквартирный холл, или офисное помещение и т.п.; на фиг. 9 показан разрез А-А на фиг. 8; на фиг. 10 схематично показана в плане часть одного грузонесущего органа первого конвейера с размещенной на ней палетой и изделием (объемным модулем); на фиг. 11 схематично в плане показан пример формирования опалубки для изготовления объемных модулей; на фиг. 12 - то же, вид в аксонометрии; на фиг. 13 показан разрез Б-Б на фиг. 11 (при изготовлении объемного модуля); на фиг. 14 схематично показано внутреннее пространство одного из вариантов приквартирного модуля; на фиг. 15 схематично показан пример стыковки квартирного модуля с приквартирным модулем в месте соединения инженерных коммуникаций (разрез В-В на фиг. 14); на фиг. 16 схематично показано расположение инженерных коммуникаций между объемными приквартирными модулями (при монтаже объемных модулей); на фиг. 17 схематично показаны конвейеры, на которых формируются готовые объемные модули и перемещение объемных модулей на конвейерах; на фиг. 18 схематично показан второй конвейер с перемещаемыми объемными модулями (вид Г на фиг. 17); на фиг. 19 схематично показан пример возведения (монтажа) здания из готовых объемных модулей с использованием подъемного устройства (поэтажная перекладка готовых объемных модулей); на фиг. 20 схематично показано болтовое (без использования сварки) соединение смежных готовых объемных модулей при их монтаже; на фиг. 21 показан пример монтажа и соединения друг с другом модулей при поэтажной перекладке без использования сварки; на фиг. 22 показано место соединения объемных модулей вышележащих этажей с нижележащими, вынос Д на фиг. 21; на фиг. 23 показано место соединения смежных объемных модулей одного этажа, вынос Е на фиг. 21; на фиг. 24 показан пример опалубки для изготовления плиты основания с продольными и поперечными ребрами.
Способ строительства зданий любого типа и назначения заключается в предварительном изготовлении объемно-блочных изделий (объемных модулей) и последующем их монтаже и соединении друг с другом. Готовые объемные модули изготавливают в теплом и светлом помещении технополиса модульного домостроения (завода железобетонных изделий). Готовые объемные модули образуют готовые жилые или общественные помещения с 99% отделкой с полной готовностью для их использования, в том числе для проживания. Изготовленные в заводских условиях готовые объемные модули при их монтаже и соединении друг с другом на строительной площадке образуют готовое здание жилого или общественного типа, или любого иного назначения.
Для осуществления способа изготовления крупногабаритных готовых объемных модулей используют роботизированные конвейеры 1 и 2 (фиг. 17) с промышленными роботами, манипуляторами и другой роботизированной техникой (с использованием специальных программно-аппаратных комплексов, не показаны), которые полностью автоматизированы и которые расположены в цехе технополиса модульного домостроения (в теплом помещении). Причем используют, преимущественно, два роботизированных конвейера 1 и 2, или большее количество конвейеров в зависимости от потребности и необходимости проведения определенной операции с объемными модулями, при этом каждый из конвейеров 1 и 2 снабжен промышленными роботами как стационарными, так и мобильными.
Перед осуществлением способа строительства здания изготовленные готовые объемные модули перемещают на строительную площадку. Для перемещения готовых объемных модулей на строительную площадку используют специальные автотранспортные средства 3 (модулевозы), имеющие большие площадки для размещения на них готовых объемных модулей.
Непосредственно на строительной площадке для осуществления способа строительства здания, в частности для подъема готовых объемных модулей, их монтажа и соединения друг с другом используют тяжелый стреловой кран 4 (фиг. 19), преимущественно, на гусеничном ходу грузоподъемностью до 750 тонн (например, фирмы Liebherr). Такой кран 4 позволяет осуществить подъем и монтаж крупногабаритных объемных модулей (имеющих вес более 60 тонн) на высоту до 100 метров (и выше, т.е. построить здание до 30 этажей или более). Также для подъема, установки и монтажа объемных модулей могут использоваться и другие подъемные устройства, например, козловый кран и любые иные подъемные устройства.
Реализация предложенного способа изготовления готовых объемных модулей и строительства здания из них позволяет изготовить здания любого типа и назначения (многоэтажные или малоэтажные жилые дома, общественные здания и сооружения, в том числе больницы, детские сады, школы, санатории, офисные здания и т.п.), любой конфигурации, любого планировочного решения, любой площади в зависимости от необходимости, потребности и проектной документации.
Далее по тексту рассмотрим вариант реализации предложенного способа изготовления готовых объемных модулей и строительства здания из них на примере производства жилого дома. Однако, следует понимать, что аналогичная последовательность действий применима для изготовления готовых объемных модулей и строительства зданий из них любого иного назначения и отличается только размером, формой и планировочными решениями соответствующих объемных модулей, которые образуют здания того или иного назначения.
Предложенный способ изготовления готового объемного модуля заключается в следующем. Далее по тексту описаны варианты изготовления нескольких типов модулей, из которых в последующем осуществляется строительство здания. При этом каждый тип модуля изготавливается аналогичной последовательностью действий согласно предложенному способу.
На роботизированных конвейерах 1 и 2, расположенных в цехе завода (технополиса), изготавливают готовые объемные модули 6, 7, 8, 9, 10 со 100% внутренней и наружной отделкой (далее по тексту - готовые модули). При этом на первом конвейере 1 (расположен, например, в формовочном цехе завода) сначала формируют опалубочную систему (форму-установку, далее по тексту - опалубка), в которой изготавливают монолитные железобетонные объемные модули 12 (далее по тексту - модули). Первый конвейер 1 может иметь либо один грузонесущий орган 13, либо большее количество грузонесущих органов 13 (два, три и более), на каждом из которых с помощью промышленных роботов и манипуляторов формируют соответствующую опалубку 11, в которой изготавливают соответствующий модуль 12. Например, на первом органе 13 формируют опалубку 11 для изготовления одного модуля 12 (например, однокомнатной квартиры), на втором органе 13 формируют опалубку 11 для изготовления другого модуля 12 другого размера или формы (например, уже двухкомнатной квартиры), на третьем органе 13 формируют опалубку 11 для изготовления третьего модуля 12 (например, приквартирного холла), на четвертом органе 13 формируют опалубку 11 для изготовления иного модуля 12 (например, лестнично-лифтового узла), и так далее. В вариантном исполнении на каждом грузонесущем органе 13 могут формировать одинаковые опалубки 11, в которых изготавливают одинаковые модули 12 (например, только квартиры), либо на одной части органов 13 формируют одни опалубки 11 (например, для изготовления квартир), на другой части органов 13 формируют другие опалубки 11 (например, для изготовления приквартирных холлов) и т.д. Причем каждая опалубка 11 на каждом грузонесущем органе 13 конвейера 1 имеет возможность оперативной переналадки, т.е. оперативного изменения своих размеров и формы во всех трех координатах (в плане и по высоте, т.е. изменение длины, ширины, высоты, конфигурации) в зависимости от необходимой номенклатурной комплектации здания, а также с учетом заданных параметров, характеристик, форм и типоразмеров модулей 12. Возможность оперативной переналадки опалубки 11 под необходимые размеры, конфигурацию и форму модулей 12 обеспечивается благодаря использованию на роботизированном конвейере 1 промышленных роботов и манипуляторов, которые управляются оператором с помощью специального программно-аппаратного комплекса, при этом специальное программное обеспечение позволяет роботам оперативно подбирать и формировать необходимую опалубку 11 заданного размера и формы.
В зависимости от типа модулей 12 (модуль, образующий комнату или квартиру (одно-, двух-, трехкомнатную и т.д.), или приквартирный холл, или офисное помещение в жилом здании и др.), соответствующий модуль 12 (фиг. 1) может включать плиту 14 основания, пилоны 15 и/или несущие стены 16, балки 17 перекрытия (продольные и поперечные), перемычки 18 для перекрытия или плиты 19 перекрытия. Так, например, если необходимо изготовить модуль 12, образующий квартиру, то такой модуль включает и плиту 14 основания, и пилоны 15 (или сплошные стены 16 вместо пилонов как с оконными проемами, дверными проемами, так и без них), и балки 17 перекрытия (либо плиту 19 перекрытия вместо балок) и специальные перемычки 18. Однако, если необходимо изготовить лестнично-лифтовой узел, то у соответствующего модуля 12 может отсутствовать плита 14 основания и плита 19 перекрытия, а такой модуль 12 будет включать только пилоны 15 или сплошные стены 16 и балки 17. И так далее в зависимости от назначения соответствующего модуля 12, причем модуль 12, образующий приквартирный холл, включает, преимущественно, как плиту 14 основания, так и плиту 19 перекрытия.
Изготовление соответствующих модулей 12 на грузонесущих органах 13 конвейера 1 в опалубках 11 осуществляют следующим образом (на примере изготовления модулей 12, образующих квартиру, приквартирный холл и офисное помещение). На грузонесущих органах 13 размещают палеты 20 (поддоны), на которых формируют соответствующую опалубку 11 для изготовления модуля 12 необходимого размера и формы (размеры палет 20-25 метров на 8 метров (длина/ширина), либо меньшего размера, предпочтительно, 17 метров на 8 метров (длина/ширина) в зависимости от размера изготавливаемого модуля 12). Каждая палета 20 выполнена из металла и имеет гладкую плоскую поверхность. Перед формированием на палете 20 опалубки 11 поверхность палеты 20 обрабатывается, очищается и покрывается тонким слоем масляно-воздушной смазки. Палеты 20 имеют, преимущественно, одинаковые размеры и перемещаются вдоль цеха завода по рольгангу. При этом на первом этапе на одном грузонесущем органе 13 конвейера 1 изготавливают плиту 14 основания модуля 12, образующего, квартиру (6), на другом грузонесущем органе 13 изготавливают плиту 14 основания модуля 12, образующего приквартирный холл (7), а на третьем органе 13 изготавливают плиту 14 основания модуля 12, образующего офисное помещение.
Каждая палета 20 после подготовки заезжает на позицию линии (конвейера 1), где промышленный робот позиционирует конкретную марку модуля 12. Плиты 14 основания в нижней части имеют ячеистую структуру с продольными и поперечными ребрами 21 (см. фиг. 8). Для изготовления плит 14 основания с помощью робота на палете 20 устанавливают внешние борта 22 опалубки 11 по заданным геометрическим размерам, а также специальные калиброванные вкладыши 23 для формирования квадратных или прямоугольных ячеек 24 (выемок) в нижней части плиты 14 основания (вкладыши 23 для ячеек 24 имеют уклоны для распалубки). Борта 22 позиционируются и оперативно расставляются роботом под конкретную марку модуля 12 в соответствии с имеющейся в компьютере документацией. Расстановка и закрепление бортов 22 к паллете 20 осуществляется с помощью магнитов 51, посредством которых закрепляются борта 22 на палете 20 с четырех сторон, образуя опалубочные размеры нижней плиты 14 основания. Изначально борта 22 находятся в так называемом «магазине» линии конвейера 1. Причем крайние борта 22 разные по длине и в зависимости от геометрических размеров плиты 14 основания робот самостоятельно определяет набор торцевых бортов 22. Высота бортов 22 составляет, преимущественно, 250 мм. Далее закладывают арматуру 25, каркасы в ребра 21. В еще не заформованную плиту 14 основания в местах установки пилонов 15 устанавливают арматурные каркасы 26 для образования пилонов 15. Далее посредством, например, бетоноукладчика подают бетон и формируют плиту 14 основания в соответствующей опалубке 11 для плиты 14 основания. В вариантном выполнении изобретения перед заливкой опалубки 11 бетоном, в формах устанавливают пожарную изоляцию и звукоизоляцию, а также прокладывают инженерные коммуникации с возможностью их замены в период эксплуатации. После схватывания бетона плиту 14 основания (верхнюю плоскую часть) обрабатывают специальными приспособлениями (вертолеты-вертушки, не показаны) с целью получения идеальной ровной поверхности. При обработке плиты 14 вертушками арматурные каркасы 26 не задеваются, при этом места выпуска арматурного каркаса 26 могут оставаться не обработанными с целью лучшего дальнейшего сцепления бетона.
Каждая плита 14 основания может быть изменена по габаритным размерам в зависимости от необходимого габарита модуля 12, для этого на соответствующей палете 20 убирают роботом (или вручную) ненужные вкладыши 23 для ячеек 24 и сужают борта 22 опалубки 11 (в случае уменьшения габаритных размеров модуля 12). Также размеры плит 14 основания при их изготовлении могут меняться по длине и ширине благодаря наборам торцевых бортов 22 и вкладышей 23 для образования ячеек 24, которые хранятся в специальном месте возле конвейера 1 (в «магазине»). Робот в необходимый момент берет из «магазина» необходимые борта 22 и вкладыши 23 для образования ячеек 24 и устанавливает их на палете 20 в соответствующих местах и в соответствующем положении. На одной палете 20 можно изготовить как одну плиту 14 основания, так и две плиты 14, если они имеют небольшие габаритные размеры. Размеры плит 14 в плане составляют, преимущественно, 15 метров на 6,5 метров (длина/ширина) или 16 метров на 7 метров (длина/ширина), что соответствует определенной площади изготавливаемого, например, квартирного модуля (6), однако размеры плит 14 могут быть и другими (меньшими или большими) в зависимости от необходимой площади. Ребристая плита 14 имеет как наружные продольные и поперечные ребра 21, так и внутренние ребра, причем размер наружных ребер 21 составляет, преимущественно, 250 мм в высоту (общая высота плиты 14) и 180 мм в ширину, а внутренние ребра в сечении имеют постоянный размер (кроме мест установки пилонов 15), который составляет, преимущественно, 100 мм в ширину и 160 мм в высоту. Толщина «поля» плиты 14 имеет, преимущественно, толщину 50 мм. Однако указанные размеры могут иметь и другие значения в зависимости от назначения и типа модуля 12. Кроме того, для изготовления плит 14 основания может применяться опалубочная система, имеющая вместо вкладышей 23 для образования ячеек 24 определенный набор бортов, в который входят как торцевые борта 22, так и внутренние борта 52 и 53 для образования продольных и поперечных ребер, причем борта 52 и 53 также имеют магниты 51, с помощью которых борта 52 и 53 расстанавливаются и закрепляются на палете 20 (фиг. 24). Борта 52 и 53 расстанавливаются с помощью робота, который в зависимости от размеров плиты 14 самостоятельно посредством программного обеспечения определяет необходимый набор бортов 52 и 53, их размер и расстановку на палете 20. Борта 52 и 53 также хранятся в «магазине» и при расстановке роботом имеют возможность изменения своего положения на палете 20 с целью изменения в случае необходимости размеров (высоты и ширины) внутренних продольных и поперечных ребер плиты 14 основания. При применении такой опалубочной системы для образования ячеек 24 используются специальные, например, фанерные листы 54, которые устанавливаются на упорах 55, закрепленных на бортах 52 и 53. Борта 52 и 53 также имеют уклоны для обеспечения распалубки плиты 14 основания после ее формовки. Сменные борта 22, 52 и 53 с магнитами 51, которые оперативно расстанавливаются роботом на палете 20 в зависимости от необходимого размера плиты 14, обеспечивают оперативное изменение пространственного расположения на палете 20 и возможность изготовления плиты 14 с ребрами (внешними и внутренними, продольными и поперечными) любого необходимого размера. Использование таких бортов 22, 52 и 53 позволяет существенно сэкономить время на формирование опалубки 11 для плиты 14 основания и повысить производительность труда.
После формовки и отделки верхней части плиты 14, всю поверхность плиты 14 могут закрывать специальными настилами, а перед этим могут накрывать пленкой для того, чтобы при взаимодействии (реакции) цемента с водой в бетонной массе плиты 14 начались изотермические процессы и изделие начало само себя прогревать. Необходимо обеспечить, чтобы свежий бетон пилонов 15 «зашел» на выпуска уже не достаточно затвердевшего бетона плиты 14. При этом подбирают определенные составы бетона, чтобы при заливке пилонов 15 бетон не вытиснул схватившийся бетон плиты 14 из под опалубки 11.
После формовки плиты 14 основания палета 20 (с сформированной на ней плитой 14 основания и выпусками арматурного каркаса 26) на первом конвейере 1 (по рольгангу) подается на пост установки вертикальной опалубки 11 (пост вертикальной формовки), т.е. перемещается в форму-установку для изготовления вертикальных пилонов 15 и балок 17 (заезжает под форму-установку, которая образует опалубки 11, фиг. 11 и 12). Количество форм-установок на заводе, предпочтительно, не менее шестнадцати единиц, но может быть и любое другое количество таких форм-установок в зависимости от необходимой производительности. Заранее на продольные и поперечные борта 27 робот «одевает» вкладыши 28 (образователи пилонов 15). Такие вкладыши 28 являются наборными и в зависимости от места расположения крепятся на магнитах с учетом горизонтальных усилий робота. Аналогичным образом с помощью робота устанавливают и другие вкладыши, которые формируют геометрические размеры пилонов 15 и верхних обвязочных балок 17 по всему периметру модуля 12. Затем могут устанавливать (отдельно) на закрытую плиту 14 опалубку для прерывистых плит перекрытий (в середине и торцах модуля 12, причем в зависимости от ширины модуля 12 размеры такой опалубки могут меняться).
Продольные и поперечные борта 27 опалубки 11 для изготовления пилонов 15 и балок 17 с уже закрепленными на них вкладышами 28 (в соответствии с чертежами) перемещаются только в горизонтальной плоскости до нужного размера. При этом эти борта 27 с вкладышами 28 имеют, преимущественно, веерную компоновку (и работают по принципу «затвора»). Такие борта 27 «парят» над палетой 20 и торцевыми бортами 22 плиты 14 основания, и они имеют возможность «заехать» внутрь системы формовки пилонов 15 вертикальной арматуры 26. Кроме того, борта 27 опалубки 11 для пилонов 15 (или стен 16) и балок 17 имеют возможность с помощью робота оперативно изменять свое пространственное положение относительно плиты 14 основания и делать пилоны 15 любого размера и в любом положении (в любом месте) на плите 14 основания (в том числе поворачиваться на 90° при разных марках модуля 12). Пустотообразователи (вкладыши 28) между пилонами 15 прикрепляются к движущимся торцевым бортам 27 формы-установки, причем они позволяют выполнить любые промежутки между пилонами 15, а также выполнить дверные проемы 29, панорамные окна 30 и т.п.Далее после подготовки опалубки 11 для пилонов 15 и балок 17, заливают опалубку 11 бетоном с образованием пилонов 15, выполненных заодно целое с плитой 14 основания, и с образованием продольных и поперечных балок 17 для перекрытия (либо в случае необходимости сразу плиты 19 перекрытия). Между пилонами 15 (в случае необходимости) может быть образована стена 16 жесткости, что решается отсутствием вкладыша 28. При этом в части пилонов 15 (сверху модуля 12), например, расположенных в углах плиты 14 основания, или во всех пилонах 15 могут быть образованы специальные петли (ловители, не показаны) для подъема модуля 12, либо могут быть образованы специальные гильзы с резьбовыми отверстиями для усиленных болтов или шпилек (не показаны), с помощью которых осуществляется последующий высокоточный монтаж готовых модулей и соединение их между собой на строительной площадке. В случае необходимости с помощью опалубки 11 со вкладышами 28 вместо пилонов 15 или наряду с ними имеется возможность образовывать в модуле 12 несущие стены 16 с оконными и/или дверными проемами 30, 29 в любом месте в соответствии с проектной документацией и чертежами. Благодаря изготовлению модулей 12 абсолютно монолитными, т.е. монолитное соединение плиты 14 основания с пилонами 15, а пилонов 15 с балками 17 в продольном и поперечном направлении, обеспечивается высокая жесткость модулей 12. А за счет использования быстро переналаживаемой опалубки 11 (с помощью промышленных роботов) обеспечивается высочайшая точность изготовления модулей 12, что очень важно при последующей сборке на монтаже. Размеры пилонов 15 в плане составляют, предпочтительно, 180/500 мм, однако пилоны 15 могут иметь и иные размеры (меньшие или большие). Количество пилонов 15 в модуле 12 составляет, предпочтительно, восемь единиц, однако может быть и иное количество пилонов 15 (более или менее) в зависимости от размеров и конфигурации модулей 12.
На первом конвейере 1 могут изготавливать модули 12 любых размеров, при этом в зависимости от площади изготавливаемых модулей 12, назначения и типа модулей 12 (квартира, приквартирный холл, лестнично-лифтовой узел и т.д.) модули 12 могут иметь, преимущественно, ширину от 3-х до 7,2-х метров, длину от 8-ми до 21-го метра, высоту от 3-х до 3,5 метров (однако могут быть и меньшие размеры в соответствующем направлении). Т.е., например, если необходимо изготовить модуль 12, образующий квартиру (6), то он может иметь размеры (в зависимости от площади квартиры), например, 6,5/15/3 (ширина/длина/высота соответственно) или 7/10/3 и т.п.Если необходимо изготовить, например, модуль 12, образующий приквартирый холл (7), то такой модуль 12 может иметь размеры, например, 3/18/3. Либо, если необходимо изготовить, например, модуль 12, образующий офисное помещение, то он может иметь размеры, например, 7,2/21/3,5. И так далее в зависимости от назначения соответствующего модуля 12, при этом следует понимать, что в случае необходимости соответствующий модуль 12 может быть изготовлен и меньшего размера, например, по длине иметь размер такой же, как и по ширине (например, 3 метра и в длину и в ширину, или 4 метра и в длину и в ширину, или, например, 3, 5 метра в ширину и 6 метров в длину).
Кроме того, при изготовлении модулей 12 на первом конвейере 1 предусматривается возможность образования в модулях 12 выступов 31 и углублений 46. Причем выступы 31 (например, стержневые выступы) образованы сверху модулей 12, а углубления 46 образованы снизу модулей 12 (снизу плиты 14 в ребрах 21). Выступы 31 и углубления 46 образованы, преимущественно, в местах выполнения пилонов 15 и направлены вдоль пилонов 15. Выступы 31 и углубления 46 предназначены для высокоточного соединения и установки готовых модулей друг на друге при их монтаже на строительной площадке. При установке готовых модулей 6-10 вышележащих этажей на готовые модули 6-10 нижележащих этажей выступы 31 входят в углубления 46, в результате чего обеспечивается высокоточное позиционирование готовых модулей 6-10 при возведении здания и как следствие высокоточный монтаж готовых модулей 6-10. Такие выступы 31 и углубления 46 могут быть образованы и уже на втором конвейере 2 после изготовления готовых модулей 6-10.
Также при изготовлении модулей 12 на первом конвейере 1 с помощью опалубки 11 предусматривается возможность образования в модулях 12 специальных мест 47, выполненных в виде углублений и сквозных отверстий 49. Места 47 образуются в пилонах 15 (либо в сплошных стенах 16 при их наличии) и обеспечивают возможность соединения друг с другом готовых модулей 6-10 при их монтаже на строительной площадке с использованием резьбовых соединений (без использования сварки). Такие места 47 позволяют соединить друг с другом готовые модули 6-10 одного (своего) этажа путем введения через отверстия 49, например, усиленных болтов 50 и их фиксации, например, усиленными стопорными гайками. Места 47 также могут быть образованы и уже на втором конвейере 2 после изготовления готовых модулей 6-10.
Таким образом, благодаря применению на конвейере 1 промышленных роботов и манипуляторов, которые быстро формируют опалубки 11 любой формы и типоразмера, обеспечивается возможность оперативного изменения размеров и форм опалубок 11 с целью изготовления модулей 12 любых размеров, формы и конфигурации. В результате этого повышается производительность, существенно сокращается время на изготовление модулей 12 нужной формы, типа и размера, исключается необходимость ручного труда по формированию опалубок 11, повышается точность заданных размеров модулей 12, а также качество изготовленных модулей 12.
После того, как на первом конвейере 1 изготовили соответствующий каркасно-монолитный модуль 12 (модули, образующие квартиры (6), приквартирные холлы (7), лестнично-лифтовые узлы (8, 9), подвальные помещения (10) и т.п.), его (их) перемещают на второй роботизированный конвейер 2 (расположен, например, в цехе конвейера, где температура соответствует комнатной), где формируют из него (них) с использованием строительных изделий и комплектующих готовый модуль (готовые модули 6-10). При этом формирование готовых модулей 6-10 может осуществляться также с помощью промышленных роботов (не показаны), а также посредством ручного труда.
Строительные изделия и комплектующие включают в себя: материалы для создания инженерных коммуникаций; материалы для создания вентиляции и кровли, а также утеплительные материалы; материалы для проведения процесса гидроизоляции; материалы для соединения любых изделий; материалы для осуществления всех видов отделочных работ (как для внутренней черновой и чистовой отделки помещения, так и для наружной отделки); материалы для создания встроенной мебели; а также любые иные материалы, необходимые для осуществления 99,9% отделки помещения и подготовке готового модуля 6-10 для его использования по назначению.
Соответствующие готовые модули 6-10 (в зависимости от назначения) формируют на конвейере 2 путем установки инженерных коммуникаций, путем образования внутренних перегородок (внутренних стен, разделяющих в соответствующем модуле помещения), путем образования внешних стен, если изначально были изготовлены в опалубке 11 только пилоны 15 вместо несущих стен 16, путем выполнения внутренней отделки (а также наружной отделки в случае необходимости, т.е. если часть внешних стен соответствующих готовых модулей 6-10 образуют фасад здания), путем установки встроенной мебели. Инженерные коммуникации (сети инженерно-технического обеспечения), используемые для формирования готовых модулей 6-10, включают в себя (но не ограничиваясь): внешние системы электроснабжения (линии электропередачи, трансформаторные и тяговые подстанции, и т.д.); внутренние системы электроснабжения (в том числе слаботочка); внешние системы теплоснабжения; внутренние системы теплоснабжения (системы горячего водоснабжения и отопления); внешние системы водоснабжения и водоотведения (источники водоснабжения, гидротехнические сооружения, водопроводные и канализационные очистные станции, коллекторы, насосные станции и т.п.); внутренние системы водоснабжения и водоотведения; системы вентиляции и кондиционирования воздуха; системы освещения; системы газоснабжения (газораспределительные пункты, регуляторы давления, фильтры, предохранительные клапаны, счетчики, газопроводы и т.п.); внешние сети связи; внутренние сети связи (телефонная сеть, структурированная кабельная система, система автоматизированного диспетчерского управления, система контроля доступа, система визуализации, видео наблюдение, Интернет, система «умный дом» и т.п.); канализация; водосток; пожарный водопровод и системы безопасности; и др.
Таким образом, на втором конвейере 2 формируют готовые модули 6-10 со 100% отделкой, полностью готовые для использования. При этом конвейер 2 имеет, преимущественно, два яруса 32 и 33 (фиг. 18). Первый ярус 32 (например, нижний) включает одну или две или большее количество продольных частей 34 (линий), которые на грузонесущих органах перемещают изготовленные модули 12, и на которых непосредственно происходит формирование готовых модулей 6-10 как с использованием роботов, так и посредством ручного труда. Количество продольных частей 34 и грузонесущих органов первого яруса 32 зависит от количества модулей 12, перемещаемых одновременно на первом ярусе 32. Второй ярус 33 включает несколько поперечных частей 35 (линий), с помощью которых в соответствующей зоне перемещают готовые строительные изделия и комплектующие на первый ярус 32 для формирования готовых модулей 6-10. Кроме того, на втором ярусе 33 могут и производить строительные изделия и комплектующие, необходимые для формирования готовых модулей 6-10, которые в последующем также перемещают на первый ярус 32 для формирования готовых модулей 6-10. Второй конвейер 2 может иметь в каждой зоне специальный лифт 36, с помощью которого подаются соответствующие строительные изделия и комплектующие со второго яруса 33 на первый ярус 32. Цех конвейера 2 может быть совмещен со складскими помещениями, на которых хранятся строительные изделия и комплектующие, которые в последующем подаются посредством поперечных частей 35 второго яруса 33 конвейера 2 на первый ярус 32. При этом поперечная подача может быть как с одной стороны, так и с двух сторон относительно первого яруса 32. Кроме того, на первом ярусе 32 конвейера 2 в соответствующей зоне (на каждом этапе формирования готового модуля 6-10) могут быть установлены мониторы 45 (экраны, телевизоры, проекторы и т.п.), которые транслируют рабочим последовательность формирования готовых модулей 6-10 (при использовании ручного труда для формирования готовых модулей 6-10), т.е. последовательность установки тех или иных коммуникаций, отделки помещения и т.п. Трансляция может осуществляться, например, путем воспроизведения мультипликационных видео файлов, либо воспроизведения специальных видео сюжетов, демонстрирующих полную последовательность действий при формировании в соответствующей зоне готовых модулей 6-10. Благодаря использованию таких мониторов 45, которые транслируют рабочим всю последовательность действий для формирования готовых модулей 6-10, исключается необходимость рабочим подробно изучать проектную документацию, осуществлять подбор тех или иных строительных изделий и комплектующих, в результате чего рабочие оперативно приступают к формированию готовых модулей 6-10 путем установки тех или иных изделий, что существенно позволяет сократить время на формирование готовых модулей 6-10 и повысить производительность труда.
Предложенный способ изготовления готовых объемных модулей осуществляется с помощью роботизированного конвейера 2 следующим образом.
После изготовления в формовочном цехе на конвейере 1 соответствующего модуля 12 и перемещения его на конвейер 2, осуществляют на первом ярусе 32 полную отделку модулей 12.
Далее по тексту рассмотрим вариант отделки модулей 12, образующих квартиры (готовый модуль 6). Однако следует понимать, что другие модули 12 (приквартирные холлы (7), лестнично-лифтовые узлы (8, 9), офисные помещения, подвальные помещения (10) и т.п.) также отделываются, но возможно с использованием других комплектующих, или исключая часть комплектующих, в зависимости от типа модуля.
Грузонесущие органы первого яруса 32 конвейера 2 движутся с модулями 12, преимущественно, непрерывно (или могут иметь короткие остановки). При этом, например, в первой зоне (на первом этапе) конвейера 2 со второго яруса 33 подают на первый ярус 32 все необходимые строительные изделия и комплектующие, и внутри модуля 12 делают (как с помощью ручного труда, так и с помощью роботов), например, наливку пола, устанавливают, например, металлические перемычки 18 перекрытия (в случае отсутствия плиты 19 перекрытия), осуществляют облицовочные работы, обшивку потолка гипсокартоном, подготавливают вентиляцию, утепляют стены и проводят другую черновую отделку. Подготавливают внутренние межкомнатные перегородки, внутренние стены, причем такие перегородки и стены имеют возможность трансформации, т.е. изменения своего пространственного расположения за счет выполнения в модуле 12 (например, в плите 14 основания и/или в стенах) специальных направляющих, крепежей, защелок и соединений (не показаны). Кроме того, в этой зоне на втором ярусе 33 могут, например, осуществлять резку гипсокартона под необходимые размеры, формировать вентиляционные изделия, подготавливать утеплитель нужного размера, изготавливать материал для штукатурки и т.п.Также в этой зоне осуществляют наружную отделку, со второго яруса 33 также подаются необходимые материалы и комплектующие и, например, подготавливают фасады, балконы и т.п.
Далее после осуществления на первом этапе всех необходимых подготовительных работ (черновая отделка), на первом ярусе 32 соответствующий модуль (6) перемещается во вторую зону конвейера 2 (второй этап), где со второго яруса 33 также подаются на первый ярус 32 все необходимые материалы и комплектующие и, например, проводят на первом ярусе 32 внутри и снаружи модулей (6) всю сантехническую работу, прокладывают всю сантехническую коммуникацию, устанавливают трубопроводы, разводки, закладные, канализационные трубопроводы, снаружи квартирного модуля (6) устанавливают стояки или соединители со стояками (в случае, если стояки устанавливают в модуле 7 приквартирного холла) и т.п. Подготавливаются доступы для обслуживания мест стыковки труб или для замены труб. Сантехническая коммуникация 40 устанавливается снаружи модулей 6, в том числе со стороны плиты 14 основания в специальных ячейках 24.
Далее квартирный модуль 6 (он же изначально модуль 12) перемещается в третью зону (третий этап), где со второго яруса 33 также подаются необходимые материалы и комплектующие и, например, проводят все работы по электрике, прокладывают кабели, устанавливают электрические щитки, слаботочку, освещение и т.п. Прокладывают необходимые кабели, например, для пожарной безопасности, для системы «умный дом», видео наблюдения и т.п. Подготавливают места доступа к обслуживанию электрики, устанавливают специальные люки 37 (смежные с модулем 7 приквартирного холла), подготавливают ниши 38 для клеммников и т.д. Электрическую проводку 39 осуществляют, преимущественно, в межмодульном пространстве, т.е. снаружи модулей, в том числе со стороны плиты 14 основания в специальных ячейках 24 (а также через межэтажные перекрытия смежных приквартирных модулей 7).
Далее модуль 6 перемещают в следующую зону на первом ярусе 32 (четвертый этап), где со второго яруса 33 также подаются необходимые материалы и комплектующие и, например, осуществляют полную внутреннюю отделку, оклеивают, например, обои, делают покраску стен, кладут плитку, укладывают паркет или линолеум, или паркетную доску и т.п.
Далее модуль 6 перемещают в следующую зону (пятый этап), где со второго яруса 33 также подаются необходимые материалы и комплектующие и, например, устанавливают розетки, выключатели, систему «умный дом», видеокамеры и т.п. Также в этой зоне могут устанавливать, например, встроенные водяные фильтры, раковины, душевые кабинки, ванны и т.п. Т.е. на этом этапе завершают все необходимые работы, связанные с электрической и сантехнической коммуникацией.
После этого модуль 6 перемещают в следующую зону (шестой этап), где со второго яруса 33 также подаются необходимые материалы и комплектующие и осуществляют, например, установку встроенной мебели в соответствующих специально подготовленных местах.
При этом, в случае, если потребитель готового модуля 6 захотел, например, изменить пространственное расположение внутренних стен, т.е., например, изменить площадь комнат (или кухни, или коридора и т.д.), то монтажники осуществляют изменение пространственного расположения внутренних стен, а также инженерных коммуникаций и/или встроенной мебели. Изменение пространственного расположения внутренних стен с коммуникациями осуществляется оперативно за счет перемещения (трансформации) стен с коммуникациями и встроенной мебелью по специальным направляющим (нишам в полу и стенах), а также за счет использования специальных крепежей, фиксаторов, соединений и т.п. Кроме того, потребитель может осуществить изменение пространственного расположения и уже после завершения строительства здания, когда он поселился в квартире (либо своими силами, либо с привлечением специалистов). Такое перемещение (трансформация) стен с коммуникациями и встроенной мебелью позволяет потребителям оперативно изменять объемно-планировочные решения своих квартир (офисов и т.п.) в зависимости от своих потребностей, нужд и пожеланий.
После производства всех отделочных работ, когда готовый модуль 6 сформирован и готов для перемещения на строительную площадку, его перемещают в следующую зону, где электрики, сантехники и иные лица проводят контрольный осмотр готового модуля 6, проводят опрессовку и испытания, а также делают заключение о готовности модуля 6.
Далее готовый модуль 6 перемещают в следующую зону конвейера 2 (последнюю зону - конец второго конвейера 2), где готовый модуль 6 упаковывают в защитный материал, исключающий попадание внутрь готового модуля 6 пыли, влаги, грязи и т.п., а также который исключает какое-либо воздействие на готовый модуль 6, способное его повредить, и вообще исключает доступ внутрь готового модуля 6 кого-либо. В качестве защитного материала используют плотную пленку или специальный чехол.
Аналогичным образом изготавливают все готовые модули 6-10, при этом в случае, например, изготовления модулей 8, 9, образующих лестнично-лифтовой узел, то на втором конвейере 2 (в соответствующей зоне) внутри такого модуля 7 подготавливают шахты лифтов, лестничные пролеты и т.п., устанавливают перила, узлы трубопроводов и/или мусоропроводов, электрокоммуникации (освещение, трубы и планки для электропроводки, клеммы, розетки, распределительные коробки, предохранители и пробки, автоматические предохранители, выключатели, штепсельные соединения, распределители и т.д.), осуществляют покраску стен или отделку плиткой.
Если изготавливают, например, модуль 7 приквартирного холла, то внутри такого модуля 7 также устанавливают системы жизнеобеспечения, инженерные коробки с вытяжками, воздухообменными шахтами, пожарные клапаны, транзитные шкафы 41 с канализационными стояками, водоснабжением, транзитные электрические шкафы 42, электрические щитки, коробки с клеммниками (преимущественно, совпадают с нишами 38 под клеммники квартирных модулей 6), распределители, щитки для счетчиков совместно со счетчиками (приборами учета воды, электричества, газа и т.п.), формируют иные инженерные коммуникации и т.д. В межплиточном пространстве (пола и потолка нижележащего модуля 7) располагают все коммуникации 39 и 40, отходящие от электрической системы и от стояков. Такие коммуникации 39, 40 располагают между ребрами 21 плит 14 и 19, и они должны заходить в каждую квартиру через низ дверного проема 29 или рядом с дверными проемами 29. В таких местах изготавливают специальные ниши 43 обслуживания и стыковки готовых модулей 6 и 7 по инженерным коммуникациям (отдельно по электрике и отдельно по сантехнике), расставляют, например, лючки 44 с нижней или верхней разводкой. Также осуществляют покраску стен или кладут плитку, подготавливают освещение и т.д.
Аналогично изготавливают готовые модули 10, образующие подвальные помещения (нижние модули). При этом все наружные сети заходят в нижние модули 10 и выходят из них (например, канализация и отработанная по теплу вода («обратка»)). Кроме того, нижние (подвальные) модули 10 имеют идеальную гидроизоляцию с внешней стороны. Некоторые модули 10 имеют сплошные ребристые стены 16 (по периметру здания), а некоторые модули 10 могут и не иметь сплошных стен (внутренние модули 10 в подвале). Между смежными модулями 10 организованы проходы вдоль всего здания, имеются отдельные входы и выходы в подвальные помещения. Такие модули 10 должны иметь плиты 19 перекрытия, к которым могут быть закреплены инженерные трубы. В подвальных модулях 10 на конвейере 2 монтируется все инженерное оборудование (индивидуальные тепловые пункты, насосные станции подачи воды, централизованные водо- и теплосчетчики и т.п.), т.е. также проводят 99,9% отделку.
Все готовые модули 6-10 имеют полную заводскую готовность, при этом соответствующие готовые модули 6-10 имеют следующее (но не ограничиваясь): остекленные оконные и балконные дверные блоки; дверные блоки с наличниками и дверными приборами; встроенные шкафы и антресоли; смонтированные разводки сетей центрального отопления, холодного и горячего водоснабжения, канализации с санитарно-техническими приборами; смонтированную скрытую электропроводку с арматурой для подключения; вентиляционные блоки с вытяжными решетками; полы на балконах (лоджиях); ограждения на балконах; полностью отделанную фасадную поверхность наружных стен; внутреннюю отделку, соответствующую требованиям проекта здания и т.д.
Благодаря использованию второго конвейера 2, имеющего два яруса 32 и 33, совмещенного со складскими помещениями, обеспечивается экономия времени на изготовление готовых модулей 6-10, существенно повышается производительность труда. Кроме того, благодаря наличию отдельных зон (этапов), в которых осуществляются те или иные работы по отделке готовых модулей 6-10, исключается необходимость рабочим соответствующих специальностей (электрики, сантехники, отделочники и т.п.) перемещаться с одной зоны в другую с целью проведения определенных работ. Каждый рабочий находится в своей зоне и в эту зону со второго яруса 32 подаются только необходимые для его работы изделия, комплектующие и инструменты. В результате этого у рабочих отсутствует необходимость перемещения по всему цеху завода, и существенно сокращается время на проведение всех видов отделочных работ в каждой зоне на первом ярусе 32 конвейера 2. Мониторы 45 в каждой зоне конвейера 2, демонстрирующие последовательность проведения тех или иных работ, также сокращают время на проведение соответствующих работ.
После того, как соответствующие готовые модули 6-10 полностью сформированы и имеют полную 99% отделку, и после их упаковки, такие готовые модули 6-10 устанавливают (со второго конвейера 2) на платформу специального транспортного средства 3 для перевозки готовых модулей 6-10 (один готовый модуль 6-10 на одно транспортное средство 3) и перемещают готовые модули 6-10 на строительную площадку. Перемещение производится в сопровождении спецслужб и спецтехники, преимущественно, в ночное время, а также по заранее подготовленным и согласованным маршрутам, позволяющим перемещать крупногабаритный тяжелый груз.
Предложенный способ строительства здания из изготовленных готовых объемных модулей заключается в следующем.
На строительной площадке, где уже подготовлен фундамент 5, упакованные готовые модули 6-10 посредством подъемного устройства 4 устанавливают в соответствующее место. При этом установку готовых модулей 6-10 осуществляют поэтажно с образованием здания методом поэтажной перекладки, т.е. часть готовых модулей 6 (7) четных этажей устанавливается относительно части готовых модулей 6 (7) нечетных этажей с пересечением в плане части несущих стен 16 (часть готовых модулей 6 поворачивают на 90° относительно части нижних готовых модулей 6).
Здание возводят следующим образом. Устанавливают подвальные (нижние) готовые модули 10, распаковывают их, осуществляют монтаж и соединение их друг с другом. При этом осуществляют соединение без использования сварки благодаря местам 47, где используют резьбовые соединения. Далее на подвальные готовые модули 10 устанавливают готовые квартирные модули 6 первого этажа, готовые приквартирные модули 7, готовые модули лестнично-лифтовых улов 8 и 9 (путем введения выступов 31 в углубления 46), распаковывают их и осуществляют монтаж готовых модулей 6-9 и их соединение друг с другом и с готовыми подвальными модулями 10 (также без использования сварки благодаря наличию мест 47 для соединения смежных модулей с использованием резьбовых соединений). За счет наличия у готовых модулей 6-9 (10) соответственно в верхних и нижних частях специально подготовленных выступов 31 и углублений 46, посредством которых осуществляется соединение вышележащих готовых модулей 6-9 с нижележащими, обеспечивается высокоточный монтаж готовых модулей 6-10 и надежное соединение их друг с другом. Места 47 под резьбовые соединения смежных модулей 6-10, а также использование резьбовых соединений обеспечивают также надежное и жесткое соединение готовых модулей 6-10 друг с другом. Далее устанавливают готовые квартирные модули 6, приквартирные модули 7 и модули 8 и 9 лестнично-лифтовых узлов второго этажа (выступы готовых модулей первого этажа вводят в углубления модулей второго этажа), при этом часть готовых модулей 6 (7) второго этажа поворачивают на 90° относительно части готовых модулей 6 (7) первого этажа. Осуществляют монтаж готовых модулей 6-9 второго этажа и их соединение друг с другом (также без использования сварки благодаря наличию мест 47 для соединения смежных модулей с использованием резьбовых соединений) и с готовыми модулями первого этажа. Далее устанавливают готовые квартирные модули 6, приквартирные модули 7 и модули 8 и 9 лестнично-лифтовых узлов третьего этажа (выступы готовых модулей второго этажа вводят в углубления модулей третьего этажа), при этом часть готовых модулей 6 (7) третьего этажа также поворачивают на 90° относительно части готовых модулей 6 (7) второго этажа, причем положение готовых модулей 6 (7) третьего этажа соответствует положению готовых модулей 6 (7) первого этажа. Осуществляют монтаж готовых модулей 6-9 третьего этажа и их соединение друг с другом (также без использования сварки благодаря наличию мест 47 для соединения смежных модулей с использованием резьбовых соединений) и с готовыми модулями второго этажа. И так далее возводят здание нужной этажности. Некоторые готовые модули (8, 9) четных этажей не смещаются (не поворачиваются) относительно готовых модулей (8, 9) нечетных этажей и устанавливаются относительно них аналогичным образом. Это относится, например, к готовым модулям 8, 9 лестнично-лифтовых узлов, где поэтажная перекладка не допускается. Такая поэтажная перекладка обеспечивает высокую жесткость всего здания, его устойчивость и надежность. При соединении готовых модулей 6-10 используется, преимущественно, болтовое соединение, при этом обеспечивается беззазорное примыкание модулей 6-10 друг к другу по вертикали и горизонтали. Размер наружных швов между модулями составляет 14 мм (по проведенным ранее теплотехническим расчетам (НИИ Мосстрой), размеры менее не допускаются из-за изменения температуры окружающей среды).
Таким образом, изготовленные в заводских условиях готовые модули 6-10, а также построенные здания из таких готовых модулей 6-10 обладают необходимой прочностью, жесткостью, устойчивостью и обеспечивают несущую способность здания на весь период его эксплуатации. Обеспечивается максимальная степень заводской готовности, обеспечивается возможность сохранения готовых модулей 6-10 в процессе складирования, транспортирования и монтажа, а также сохранения наружной и внутренней отделок. Обеспечиваются требуемые эксплуатационные качества зданий: необходимые санитарно-гигиенические условия, звукоизоляция, теплозащита, пожаробезопасность. Готовые модули 6-10 изготавливаются с высокой точностью размеров (±1 мм), обеспечивается равенство их высот в крайних точках, равенство диагоналей, точность соблюдения толщин граней и конфигурации опорных частей, обеспечивающих правильность передачи нагрузок. При этом готовые модули (например, 6, 8, 9) имеют сниженную массу, преимущественно, благодаря отсутствию монолитных плит 19 перекрытий, в результате чего снижается масса построенного здания в целом.
Благодаря отсутствию сварных соединений, наличию у готовых модулей 6-10 специальных стыковочных узлов (выступы 31, углубления 46, места 47 соединения смежных модулей 6-10), существенно повышается скорость и точность монтажа и соединения друг с другом модулей 6-10. Также благодаря этому здание выполнено с возможность демонтажа и перемещения (если это потребуется в исключительных случаях) с помощью транспортных средств 3 готовых модулей 6-10 на другую строительную площадку, где такое здание возводится повторно с аналогичной жесткостью и устойчивостью.
Применяемые палеты 20 описанного размера, возможность изменения в формах-установках размеров формируемых на палетах 20 опалубок 11 во всех трех координатах, а также применение различных размеров наборов вкладышей 23, 28 и гидравлической системы 48 (гидроцилиндры, приводящие в движение опалубку 11) для опалубки 11 позволяет увеличить площадь производимых зданий, обеспечить универсальность зданий для любых объемно-планировочных решений. Использование роботизированных конвейеров 1 и 2, а также наличие у конвейера 2 отдельных зон, в которых проводят те или иные операции по формированию готовых модулей 6-10, позволяет существенно увеличить объем суточного производства готовых модулей 6-10 и повысить производительность. Кроме того, благодаря применению опалубок 11 с постоянно изменяющимися размерами и формами, а также благодаря разделению зон по отделке готовых модулей 6-10 на конвейере 2, существенно сокращается время и трудозатраты на строительство зданий, уменьшается трудоемкость и стоимость строительства зданий. 99,9%-я заводская отделка готовых модулей 6-10 с возможностью изменения объемно-планировочных решений (в том числе за счет возможности оперативного изменения пространственного положения внутренних стен внутри помещения) позволяет повысить комфорт производимых помещений. Высокоточное изготовлении готовых модулей 6-10 со специально подготовленными узлами соединений (выступы 31, углубления 46, места 47 соединений) позволяет упростить монтаж объемных модулей на строительной площадке без использования сварных соединений и повысить точность расположения модулей друг относительно друга. Поэтажная перекладка готовых модулей 6-10 при возведении зданий, т.е. поворот части готовых модулей четных этажей относительно части готовых модулей нечетных этажей, преимущественно, на 90° (или на иной угол) обеспечивает высокую жесткость, надежность и устойчивость зданий даже при отсутствии сварных соединений.
Благодаря всему перечисленному один из главных принципов изобретения - архитектор управляет заводским производством, а не наоборот. Модуль-квартиры имеют крупные размеры и свободную планировку. При конвейерном производстве рабочее место (место приложения труда) модуля, материалы и комплектующие двигаются к исполнителю работ, а не наоборот, как в существующих технологиях строительства.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ производства объемного модуля | 2019 |
|
RU2715781C1 |
| Способ производства крупногабаритных готовых модулей для строительства здания | 2024 |
|
RU2839511C1 |
| Способ изготовления лестничного объемного модуля | 2020 |
|
RU2747028C1 |
| Плита перекрытия и способ ее изготовления (варианты) | 2020 |
|
RU2738049C1 |
| Стапель для сборки крупногабаритных объемных модулей | 2022 |
|
RU2798553C1 |
| Способ защиты секций здания при выполнении монтажа здания из готовых крупногабаритных объемных модулей (варианты) | 2022 |
|
RU2803606C1 |
| СБОРНЫЙ СТРОИТЕЛЬНЫЙ МОДУЛЬ И СПОСОБ ЕГО МОНТАЖА | 2021 |
|
RU2766076C1 |
| ЗДАНИЕ МНОГОФУНКЦИОНАЛЬНОГО НАЗНАЧЕНИЯ | 2007 |
|
RU2345200C2 |
| ТИПОВОЙ МОДУЛЬ КРУПНОПАНЕЛЬНОГО ЗДАНИЯ | 2022 |
|
RU2796099C1 |
| Способ изготовления объемного модуля корпуса для трансформаторных распределительных подстанций | 2019 |
|
RU2691232C1 |

Изобретение относится к области строительства, в частности к модульному объемно-блочному строительству, и может быть использовано для возведения малоэтажных и многоэтажных жилых домов, общественных зданий и сооружений, а также иных зданий любого иного назначения. Способ изготовления готового объемного модуля заключается в том, что на первом роботизированном конвейере размещают палету, на которой с помощью автоматизированных промышленных роботов с программно-аппаратными комплексами и программным обеспечением формируют опалубочную систему. Опалубочная система включает первую и вторую опалубки для изготовления монолитного железобетонного объемного модуля, включающего плиту основания, пилоны и/или стены, балки, перемычки или плиты перекрытия. Изготовленный монолитный железобетонный объемный модуль перемещают на второй роботизированный конвейер, где изготавливают готовый объемный модуль путем установки инженерных коммуникаций, выполнения внутренней и наружной отделки, образования внутренних перегородок и/или установки встроенной мебели. Способ строительства здания из готовых объемных модулей заключается в том, что на строительной площадке поэтажно устанавливают в соответствующее место готовые объемные модули, изготовленные вышеуказанным образом. Монтаж и соединение готовых объемных модулей первого этажа друг с другом осуществляют с помощью резьбовых соединений, проходящих через сквозные отверстия в пилонах или стенах соседних готовых объемных модулей. На готовые объемные модули первого этажа устанавливают готовые объемные модули второго этажа путем введения выступов готовых объемных модулей первого этажа, расположенных в верхней части в местах расположения пилонов, в углубления готовых объемных модулей второго этажа, расположенные в нижней части в местах расположения пилонов. Причем часть соответствующих готовых объемных модулей второго этажа поворачивают относительно части соответствующих готовых объемных модулей первого этажа на 90° и образовывают здание так, что часть готовых объемных модулей четных этажей установлена относительно части готовых объемных модулей нечетных этажей с пересечением в плане части стен. Изобретение позволяет уменьшить время, трудоемкость и стоимость строительства зданий, упростить монтаж объемных модулей, обеспечить универсальность зданий для любых объемно-планировочных решений и возможность их оперативного изменения, повысить жесткость, надежность и устойчивость зданий, повысить скорость, точность и надежность монтажа зданий, обеспечить возможность изготовления зданий любой конфигурации, обеспечить возможность демонтажа зданий и перемещения на другую строительную площадку. 2 н. и 9 з.п. ф-лы, 24 ил.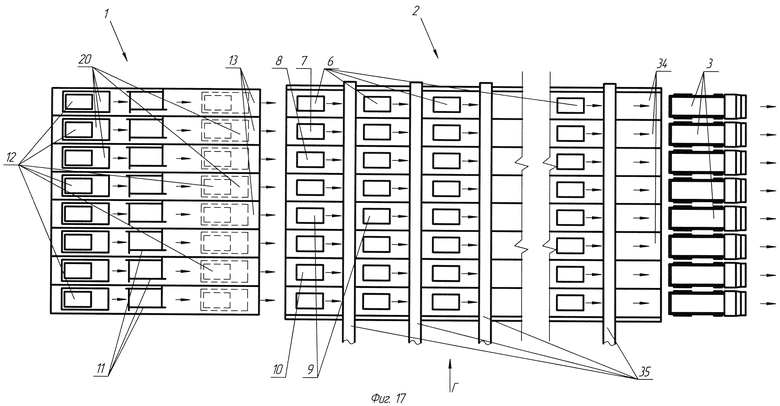
1. Способ изготовления готового объемного модуля, заключающийся в том, что на первом роботизированном конвейере размещают палету, на которой с помощью автоматизированных промышленных роботов с программно-аппаратными комплексами и программным обеспечением формируют опалубочную систему, включающую первую и вторую опалубки для изготовления монолитного железобетонного объемного модуля, включающего плиту основания, пилоны и/или стены, балки, перемычки или плиты перекрытия, при этом позиционируют, расставляют и закрепляют на палете борта и вкладыши с использованием магнитов с образованием первой опалубки для плиты основания с помощью указанных промышленных роботов c программным обеспечением, в первую опалубку в местах образования продольных и поперечных ребер плиты основания закладывают арматуру, а в местах расположения пилонов устанавливают арматурные каркасы для образования пилонов, формируют плиту основания путем подачи бетона в первую опалубку с образованием продольных и поперечных ребер с углублениями в указанных продольных и/или поперечных ребрах, расположенными в местах расположения пилонов и направленными вдоль пилонов, палету со сформированной на ней плитой основания с арматурными каркасами для образования пилонов подают на первом роботизированном конвейере на пост установки вертикальной опалубки, где над плитой основания промышленные роботы с помощью программного обеспечения формируют из продольных и поперечных бортов, а также набора вкладышей, закрепленных с помощью магнитов на продольных и поперечных бортах, вторую опалубку для пилонов и/или стен, балок, перемычек или плиты перекрытия, изготавливают монолитный железобетонный объемный модуль путем подачи бетона во вторую опалубку с образованием со стороны балок выступов, расположенных в местах расположения пилонов и направленных вдоль пилонов, изготовленный монолитный железобетонный объемный модуль перемещают на второй роботизированный конвейер, где с помощью автоматизированных промышленных роботов с программно-аппаратными комплексами и программным обеспечением изготавливают готовый объемный модуль путем установки инженерных коммуникаций, выполнения внутренней и наружной отделки, образования внутренних перегородок и/или установки встроенной мебели.
2. Способ по п. 1, в котором формирование опалубочной системы для изготовления монолитного железобетонного объемного модуля осуществляют с возможностью изменения ее размеров от 3 до 7,2 метров по ширине, от 8 до 21 метра по длине и от 3 до 3,5 метров по высоте, в которой осуществляют изготовление монолитного железобетонного объемного модуля, ширина которого от 3 до 7,2 метров, длина от 8 до 21 метра, высота от 3 до 3,5 метров.
3. Способ по п. 1, в котором в пилонах и/или стенах монолитного железобетонного объемного модуля осуществляют образование углублений и сквозных отверстий для соединения готовых объемных модулей.
4. Способ по п. 1, в котором на первом роботизированном конвейере осуществляют изготовление монолитного железобетонного объемного модуля, имеющего по меньшей мере шесть пилонов, размеры которых в плане составляют 180/500 мм.
5. Способ по п. 1, в котором перед подачей бетона в первую опалубку в указанной опалубке устанавливают пожарную изоляцию и звукоизоляцию, а также прокладывают инженерные коммуникации.
6. Способ по п. 1, в котором после формирования плиты основания осуществляют обработку ее верхней части вертолетами-вертушками с образованием ровной плоской поверхности.
7. Способ по п. 6, в котором после обработки верхней части плиты основания ее закрывают настилами.
8. Способ по п. 1, в котором при изготовлении монолитного железобетонного объемного модуля в его верхней части по меньшей мере в части пилонов образовывают петли-ловители.
9. Способ строительства здания из готовых объемных модулей, заключающийся в том, что на строительной площадке посредством по меньшей мере одного подъемного устройства поэтажно устанавливают в соответствующее место готовые объемные модули, изготовленные по любому из пп. 1-8, при этом на фундамент устанавливают подвальные готовые объемные модули, на подвальные готовые объемные модули устанавливают готовые объемные модули первого этажа путем введения выступов подвальных готовых объемных модулей, расположенных в верхней части в местах расположения пилонов, в углубления готовых объемных модулей первого этажа, расположенные в нижней части в местах расположения пилонов, осуществляют монтаж и соединение готовых объемных модулей первого этажа друг с другом с помощью резьбовых соединений, проходящих через сквозные отверстия в пилонах или стенах соседних готовых объемных модулей первого этажа, на готовые объемные модули первого этажа устанавливают готовые объемные модули второго этажа путем введения выступов готовых объемных модулей первого этажа, расположенных в верхней части в местах расположения пилонов, в углубления готовых объемных модулей второго этажа, расположенные в нижней части в местах расположения пилонов, причем часть соответствующих готовых объемных модулей второго этажа поворачивают относительно части соответствующих готовых объемных модулей первого этажа на 90°, осуществляют монтаж и соединение готовых объемных модулей второго этажа друг с другом с помощью резьбовых соединений, проходящих через сквозные отверстия в пилонах или стенах соседних готовых объемных модулей второго этажа, на готовые объемные модули второго этажа последовательно устанавливают готовые объемные модули следующих этажей путем введения выступов готовых объемных модулей каждого предыдущего этажа, расположенных в верхней части в местах расположения пилонов, в углубления готовых объемных модулей каждого следующего этажа, расположенные в нижней части в местах расположения пилонов, осуществляют монтаж и соединение готовых объемных модулей каждого этажа друг с другом с помощью резьбовых соединений, проходящих через сквозные отверстия в пилонах или стенах соседних готовых объемных модулей соответствующего этажа, причем часть соответствующих готовых объемных модулей каждого следующего этажа поворачивают относительно части соответствующих готовых объемных модулей предыдущего этажа на 90° и образовывают здание так, что часть готовых объемных модулей четных этажей установлена относительно части готовых объемных модулей нечетных этажей с пересечением в плане части стен.
10. Способ по п. 9, в котором в качестве по меньшей мере одного подъемного устройства используют стреловой кран на гусеничном ходу грузоподъемностью до 750 тонн.
11. Способ по п. 9, в котором установку готовых объемных модулей с помощью по меньшей мере одного подъемного устройства осуществляют с помощью петель-ловителей.
| Поточно-конвейерная линия для изготовления объемных блоков | 1971 |
|
SU495208A1 |
| СПОСОБ СТРОИТЕЛЬСТВА МНОГОЭТАЖНЫХ ЗДАНИЙ ИЗ ОБЪЕМНЫХ БЛОКОВ | 2016 |
|
RU2616306C1 |
| Технологическая линия по изготовлению объемных блоков | 1989 |
|
SU1689075A1 |
| WO 2012070281 A1, 31.05.2012 | |||
| М.С | |||
| Туполев, Конструкции гражданских зданий | |||
| Москва, Архитектура-С, 2007, стр | |||
| Горный компас | 0 |
|
SU81A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Монфред Ю.Б | |||
| Здания из объемных блоков | |||
| Москва, Стройиздат, 1974, стр | |||
| Прибор для нанесения на чертеж точек при вычерчивании углов и треугольников | 1922 |
|
SU392A1 |
| Шляхтина Т.Ф | |||
| Технологические особенности | |||

