Ссылка на родственные заявки
Согласно настоящей заявке испрашивается приоритет в соответствии с заявкой на выдачу патента Италии №102020000016834, поданной 10/07/2020, которая полностью включена в данный документ посредством ссылки.
Область техники, к которой относится настоящее изобретение
Настоящее изобретение относится к способу и к системе для обработки керамических изделий.
Предшествующий уровень техники настоящего изобретения
В области керамической промышленности керамические изделия, выходящие с производственных линий, размещают на опорных конструкциях, например на поддонах, обычно уложенных друг на друга, а затем связывают и/или упаковывают, чтобы получить единицы хранения, которые хранят в подходящих зонах сбора, обычно вне помещения, откуда такие единицы хранения забирают, когда необходимо сформировать заказ на отгрузку керамических изделий.
В частности, известные способы и системы для обработки керамических изделий предусматривают, что всякий раз, когда необходимо сформировать заказ на отгрузку керамических изделий, одному или нескольким операторам нужно брать одну или несколько единиц хранения в зоне сбора вручную или с помощью подходящих перемещающих устройств, и перемещать в зону для вскрытия и сортировки единиц хранения (также называемое «сборочная площадка»), где оператор вручную или с помощью соответствующего оборудования (например нулевого балансира), берет из каждой единицы хранения количество керамических изделий, которое нужно отправить, и размещает такие керамические изделия на другой опорной конструкции, например на дополнительном поддоне, в коробке или на стеллаже, или на столе и так далее, чтобы получить единицу транспортировки, когда заказ на отгрузку содержит керамические изделия разных типов, такие операции повторяют столько раз, сколько типов керамических изделий входит в указанный заказ.
Таким образом, подготовка единицы транспортировки требует определенного количества времени, определенного количества перемещающих устройств и определенного количества операторов, которые с помощью соответствующего оборудования или без него выполняют фактическую сортировку керамических изделий со всеми недостатками, связанными с ручным трудом, с точки зрения вероятности ошибки, риска травмы операторов, которые работают с единицами хранения, имеющими значительный вес, трудозатрат и так далее.
Задачей настоящего изобретения является предоставление системы и способа обработки керамических изделий, которые позволяют преодолеть, по крайней мере частично, недостатки предшествующего уровня техники и в то же время являются простыми и экономичными в изготовлении.
Краткое раскрытие настоящего изобретения
В соответствии с настоящим изобретением предложены система и способ обработки керамических изделий, раскрытые в приложенных независимых пунктах формулы изобретения, и, предпочтительно, в любом из пунктов формулы изобретения, прямо или косвенно зависящих от указанных независимых пунктов формулы изобретения.
В формуле изобретения описаны предпочтительные варианты осуществления настоящего изобретения, составляющие неотъемлемую часть настоящего описания.
Краткое описание фигур
Изобретение описано ниже со ссылкой на прилагаемые фигуры, которые иллюстрируют некоторые неограничивающие иллюстративные варианты его осуществления, на которых:
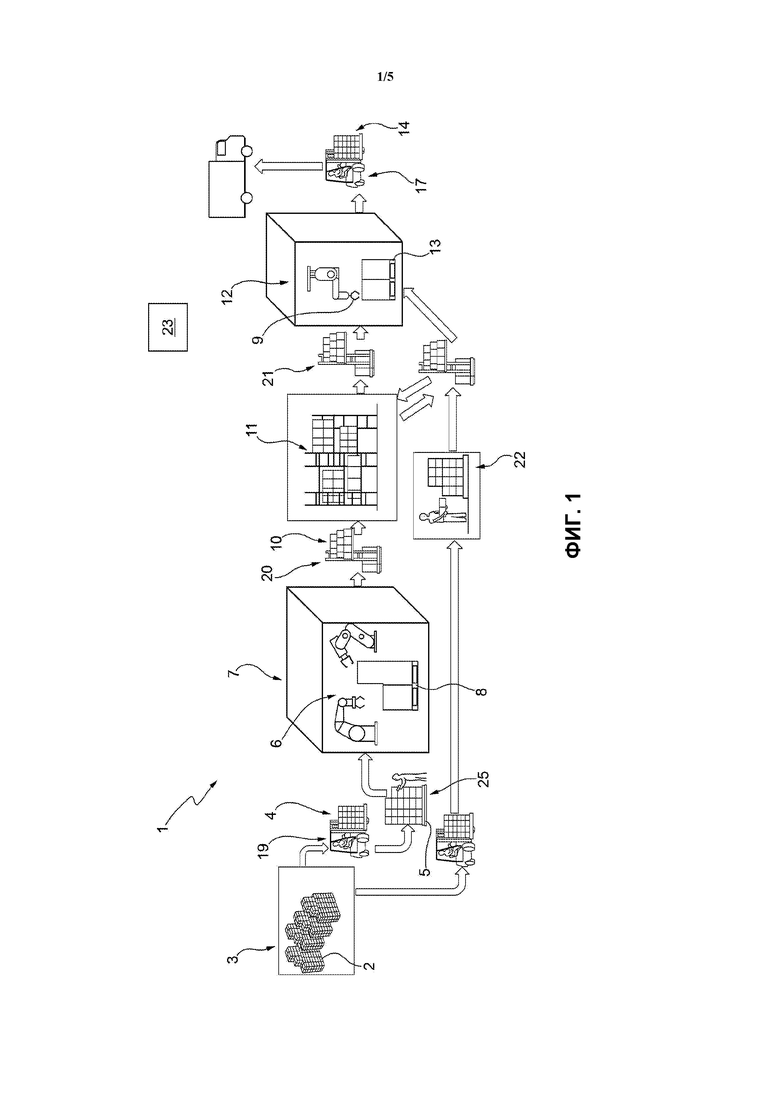
на фиг. 1 представлен схематичный вид системы для обработки керамических изделий в соответствии с первым вариантом осуществления настоящего изобретения;
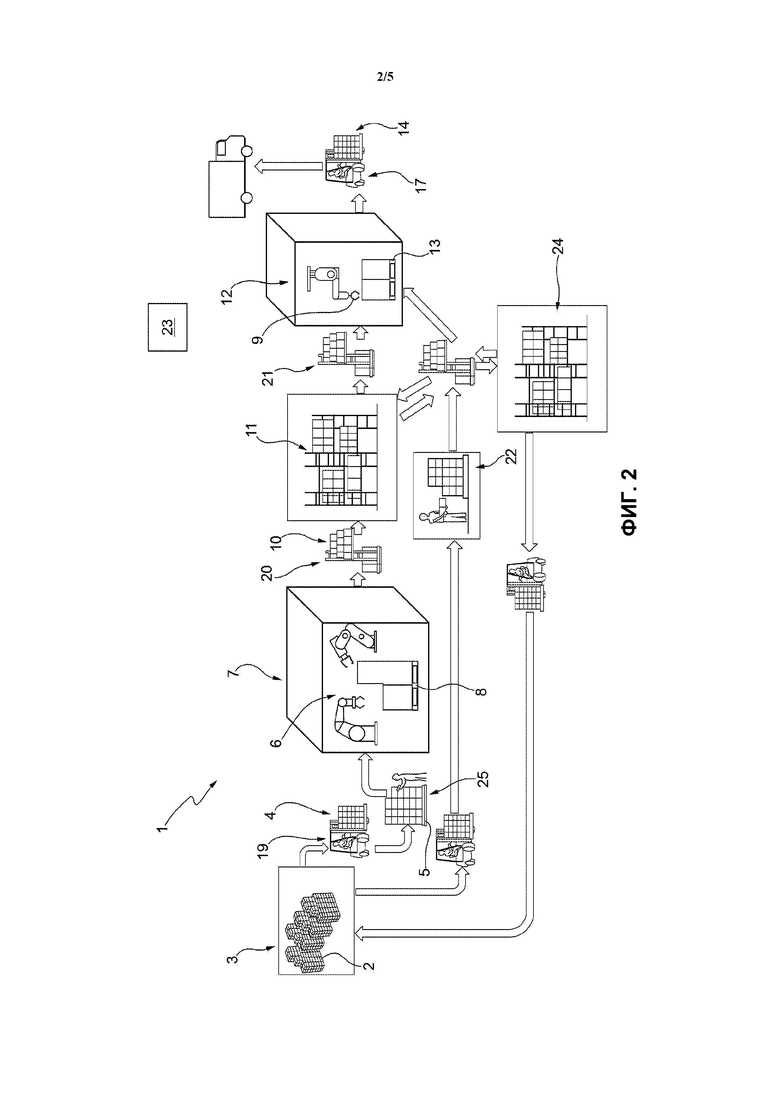
на фиг. 2 представлен схематичный вид системы для обработки керамических изделий в соответствии со вторым вариантом осуществления настоящего изобретения;
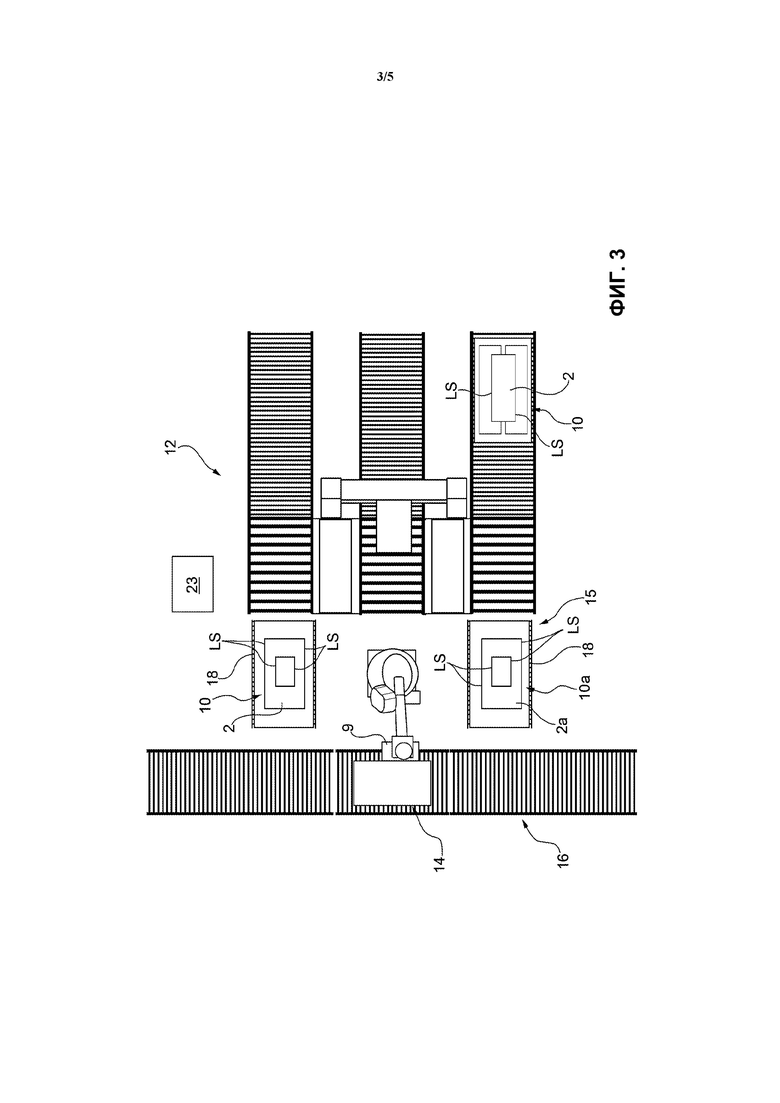
на фиг. 3 представлен вид сверху формирующей машины для формирования заказа на отгрузку, которая является частью системы, показанной на фиг. 1 и на фиг. 2;
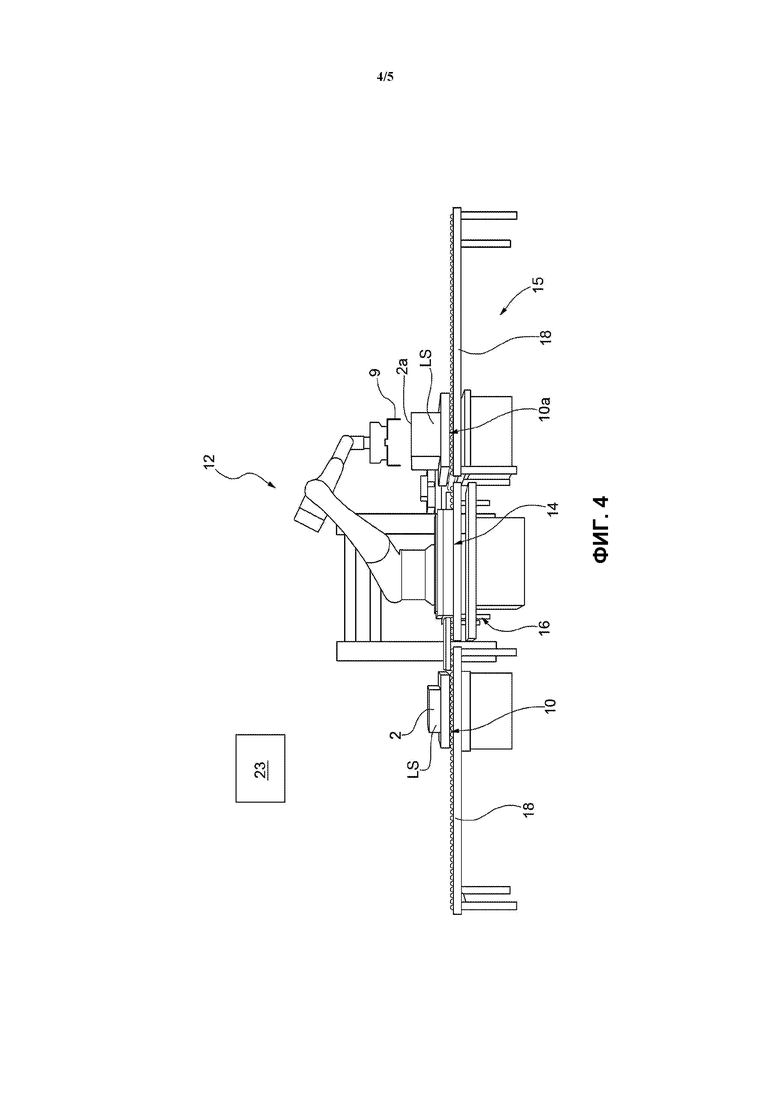
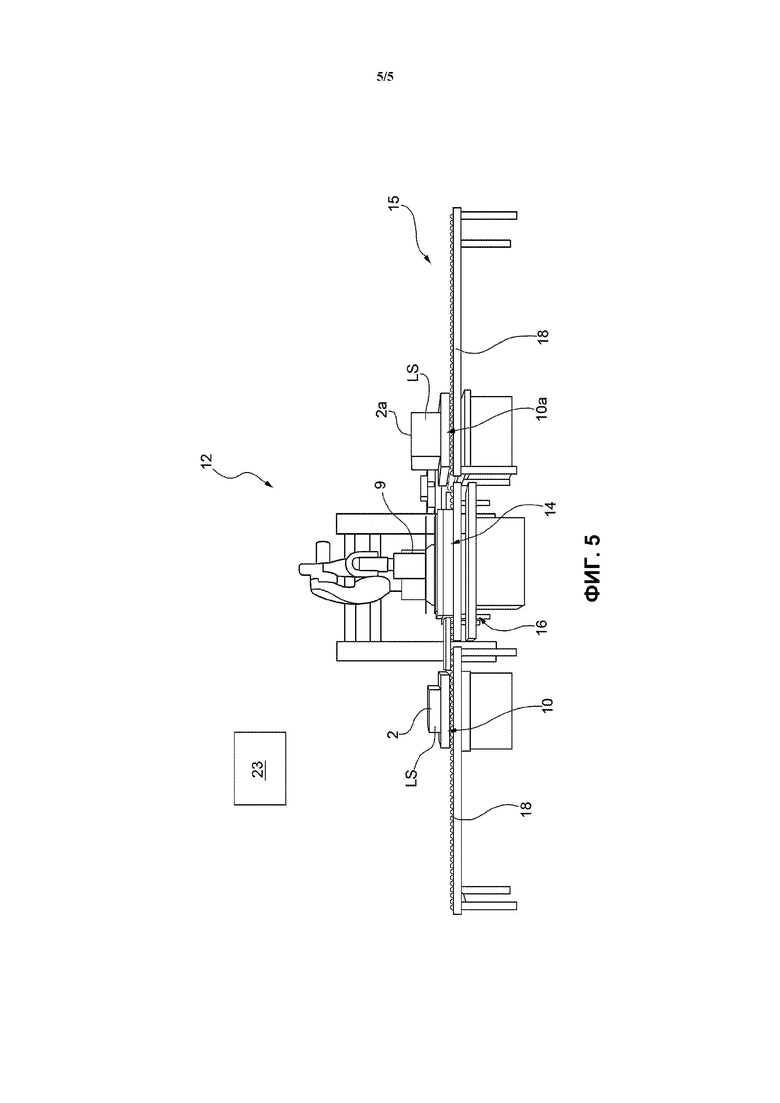
на фиг. 4 и 5 показана формирующая машина для формирования заказа на отгрузку, показанная на фиг. 3, во время двух последовательных этапов формирования заказа на отгрузку, в частности во время взятия керамического изделия из стопки керамических изделий, расположенных на транспортере, и во время размещения керамического изделия на опорной конструкции, расположенной на другом транспортере.
Подробное раскрытие настоящего изобретения
На фиг. 1 и 2 ссылочным номером 1 в целом обозначена система для обработки керамических изделий 2.
В настоящем раскрытии выражение «керамическое изделие 2» следует понимать, как ссылку на один керамический продукт, например один керамический лист или плитку, или на коробку керамических продуктов одного типа, или на связку коробок керамических продуктов, или на множество керамических продуктов одного типа, связанных вместе, например, с помощью одной или нескольких лент или с помощью упаковочной пленки.
Система 1 для обработки керамических изделий 2 содержит: зону 3 сбора, например площадку для сбора, как показано на прилагаемых фигурах, причем указанная зона 3 сбора содержит множество единиц 4 хранения, каждая из которых содержит опорную конструкцию 5 и группу керамических изделий 2, размещенных на опорной конструкции 5 в соответствии с первым заданным расположением; и перегрузочную машину 6, которая расположена в зоне пункта 7 перераспределения и выполнена с возможностью перераспределения по крайней мере части керамических изделий 2 из группы керамических изделий 2 (в частности, всех керамических изделий 2 из группы керамических изделий 2, которая составляет - которая образует - единицу 4 хранения) на (соответствующих) дополнительных опорных конструкциях 8 (в частности, по меньшей мере на одной дополнительной опорной конструкции 8), размещенных в соответствии со вторым заданным расположением, которое отличается от первого заданного расположения (и таким образом, чтобы их можно было брать с помощью удерживающего устройства 9), чтобы создать множество единиц 10 хранения (в частности, по меньшей мере одну единицу 10 хранения).
Другими словами, перегрузочная машина 6 выполнена с возможностью перераспределения керамических изделий 2 из множества единиц 4 хранения, чтобы образовать дополнительные единицы 10 хранения, которые отличаются от единицы 4 хранения количеством и/или типом керамических изделий 2 и взаимным положением керамических изделий 2. В частности, предпочтительно, но без ограничения, перегрузочная машина 6 выполнена с возможностью взятия каждого керамического изделия 2 из каждой единицы 4 хранения на соответствующей опорной конструкции 5 и его размещения на дополнительной складской конструкции 8, чтобы образовать единицы 10 хранения.
В таких единицах 10 хранения керамические изделия 2 размещают таким образом, чтобы их можно было брать с помощью удерживающего устройства 9 и обеспечить их устойчивость (в частности, без помощи лент или других фиксирующих элементов).
В частности, предпочтительно, но не обязательно, первое заданное расположение таково, что керамические изделия 2 занимают наименьшее возможное пространство, например керамические изделия 2 в таком первом заданном расположении размещены на опорной конструкции 5 уложенными друг на друга и связывают друг с другом и с опорной конструкцией 5, например, с помощью множества лент и/или с помощью упаковочной пленки.
Предпочтительно, но не обязательно, во втором заданном расположении керамические изделия 2 из единицы 10 хранения расположены на опорных конструкциях 8 таким образом, чтобы они были устойчивыми на таких опорных конструкциях 8 (в частности, без помощи лент или других фиксирующих элементов, которые скрепляют их друг с другом и/или с соответствующей опорной конструкцией 8) и так, чтобы их можно было захватить сбоку с помощью удерживающего устройства 9, в частности с помощью удерживающего устройства 9 с горизонтальной фиксацией.
Другими словами, в таком втором заданном расположении керамические изделия 2 расположены по отношению друг к другу таким образом, чтобы каждое имело по меньшей мере две свободные боковые поверхности LS (см. фиг. 3-5), так чтобы их можно было независимо от других захватить с помощью удерживающего устройства 9 с горизонтальной фиксацией, например с помощью подъемного захвата.
Предпочтительно, система 1 содержит промежуточный склад 11, предназначенный для приема по меньшей мере части множества единиц 10 хранения, образованных перегрузочной машиной 6; и формирующую машину 12 для формирования заказа на отгрузку, которая выполнена с возможностью перемещения по меньшей мере одного керамического изделия 2, в частности заданного количества керамических изделий 2, из по меньшей мере одной единицы 10 хранения на опорную конструкцию 13, чтобы получить единицу 14 транспортировки.
В частности, согласно некоторым неограничивающим вариантам осуществления (например проиллюстрированным на фиг. 3-5) формирующая машина 12 содержит: транспортерное устройство 15 для приема и транспортировки единицы 10 хранения; транспортерное устройство 16 для приема опорной конструкции 13 и транспортировки единицы 14 транспортировки в направлении пункта 17 выхода; и удерживающее устройство 9, предпочтительно типа с горизонтальной фиксацией, расположенное и предназначенное для взятия керамического изделия 2 из единицы 10 хранения и переноса керамического изделия 2 на опорную конструкцию 13.
Понятно, что удерживающее устройство 9 может представлять собой удерживающее устройство 9 любого другого типа, подходящее для взятия по меньшей мере одного керамического изделия 2, в частности заданного количества керамических изделий 2 из группы керамических изделий 2, независимо от других. Например, когда керамическое изделие 2 понимают, как керамический продукт, удерживающее устройство 9 может представлять собой присасывающее удерживающее устройство 9, имеющее, например, множество присосок; или удерживающее устройство 9 может представлять собой вилочное удерживающее устройство 9 и так далее.
Кроме того, следует понимать, что второе заданное расположение может быть любым расположением, которое позволяет такому удерживающему устройству 9 брать каждое керамическое изделие 2, в частности независимо от других.
Предпочтительно, но не обязательно (как показано на фиг. 3-5), транспортерное устройство 15 содержит (в частности, состоит из) двух транспортеров 18, обращенных друг к другу и к сторонам удерживающего устройства 9, и каждый из которых предназначен для приема единицы 10 хранения, из которой, предпочтительно, но не обязательно, удерживающее устройство 9 может брать керамические изделия 2 разных типов для составления единицы 14 транспортировки.
Согласно некоторым предпочтительным, но не ограничивающим не показанным вариантам осуществления, формирующая машина 12 содержит упаковочное устройство (известного типа, которое далее в настоящем документе не описано) для упаковки единицы 14 транспортировки перед перемещением последней в направлении пункта 17 выхода.
Кроме того, предпочтительно, но без ограничения (как показано на фиг. 1 или 2), система 1 содержит: по меньшей мере одно перемещающее устройство 19, предназначенное для взятия единицы 4 хранения в зоне 3 сбора и перемещения единицы 4 хранения на пункт 7 перераспределения; перемещающее устройство 20 для перемещения единицы 10 хранения, созданной на пункте 7 перераспределения, на промежуточный склад 11; и перемещающее устройство 21 для перемещения керамического изделия 2 из единицы 10 хранения, в частности заданного количества керамических изделий 2 из единицы 10 хранения, из промежуточного склада 11 в формирующую машину 12.
Еще более конкретно, предпочтительно, но не обязательно, перемещающее устройство 21 перемещает единицу 10 хранения из промежуточного склада 11 в формирующую машину 12, которая (формирующая машина 12) выполнена с возможностью перемещения керамического изделия 2, в частности заданного количества керамических изделий 2, предназначенных для формирования единицы 14 транспортировки, на опорную конструкцию 13, чтобы получить единицу 14 транспортировки.
Предпочтительно, но без ограничения, каждое из таких перемещающих устройств 19, 20 и 21 содержит (в частности, представляет собой) удерживающее транспортное средство с автоматическим или ручным приводом, или автопогрузчик, или вилочный погрузчик и так далее.
Согласно некоторым неограничивающим вариантам осуществления, например проиллюстрированным на прилагаемых фигурах, система 1 дополнительно содержит дополнительную зону 22 сбора, предназначенную для приема части единиц 4 хранения с низкой частотой использования, то есть части единиц 4 хранения, содержащих керамические изделия 2, которые запрашиваются с низкой частотой для формирования заказов на отгрузку, таким образом единиц 14 транспортировки.
Предпочтительно, но не обязательно, система 1 также содержит блок 23 управления, который выполнен с возможностью управления по крайней мере формирующей машиной 12 и содержит график заказов на отгрузку, при этом указанный график связывает каждый заказ на отгрузку с составом керамических изделий 2, подлежащих отгрузке, в частности с типом керамических изделий 2, подлежащих отгрузке, и количеством керамических изделий 2 (каждого типа), подлежащих отгрузке, и датой отгрузки, чтобы можно было автоматизировать обработку керамических изделий 2.
Согласно некоторым предпочтительным, но не ограничивающим вариантам осуществления система 1 также содержит блок идентификации (не показан), расположенный в зоне 3 сбора и выполненный с возможностью идентификации каждой единицы 4 хранения, взятой в зоне 3 сбора, и передачи данных в блок 23 управления, так что, в зависимости от того, что обнаружено блоком идентификации и что содержится в графике, единицы 4 хранения сортируют между пунктом 7 перераспределения и дополнительной зоной 22 сбора.
Согласно некоторым предпочтительным, но не ограничивающим вариантам осуществления блок 23 управления выполнен также с возможностью управления перемещающими устройствами 19, 20 и 21, в частности, когда такие перемещающие устройства 19, 20 и 21 являются автоматическими устройствами, например удерживающими транспортными средствами с автоматическим приводом.
Согласно другим неограничивающим вариантам осуществления (например показанным на фиг. 2) система 1 содержит дополнительный промежуточный склад 24 для приема части единиц 10 хранения. В этом случае предпочтительно, но не обязательно, перемещающее устройство 20 выполнено с возможностью транспортировки, в частности, в зависимости от графика заказов на отгрузку, некоторых единиц 10 хранения на промежуточный склад 11, а других - на дополнительный промежуточный склад 24.
В частности, предпочтительно, но без ограничения, промежуточный склад 11 устроен и сконфигурирован так, чтобы содержать единицы 10 хранения, предназначенные (согласно графику) для использования для формирования единицы 14 транспортировки в дни, непосредственно следующие за их созданием на пункте 7 перераспределения, то есть складские конструкции 10, также называемые складские конструкции 10 с «высокой ротацией», которые содержат типы керамические изделия 2, запрашиваемые с высокой частотой, которые, таким образом, на основе планирования обрабатываемых заказов, должны оставаться (находиться) на промежуточном складе 11 небольшие периоды времени, порядка 1-2 дней; при этом дополнительный промежуточный склад 24 устроен и сконфигурирован так, чтобы содержать единицы 10 хранения, предназначенные для использования для формирования единицы 14 транспортировки, на основе планирования обрабатываемых заказов, только после периода, превышающего по меньшей мере 2 дня, начиная с их создания на пункте 7 перераспределения, то есть складские конструкции 10, также называемые складские конструкции 10 с «низкой ротацией», которые содержат типы керамические изделия 2, запрашиваемые с меньшей частотой по сравнению с запросом керамических изделий 2, расположенных на промежуточном складе 11, и, таким образом, складские конструкции 10, предназначенные оставаться (находиться) на промежуточном складе 24 в течение периода, превышающего по меньшей мере 2 дня.
Согласно не показанным неограничивающим вариантам осуществления промежуточный склад 11 и дополнительный промежуточный склад 24 являются разными зонами одного и того же промежуточного склада.
Предпочтительно, но без ограничения, система 1 содержит пункт 25 вскрытия/разрезания, расположенный непосредственно перед пунктом 7 перераспределения и в зоне которого единицы 4 хранения открывают вручную или с помощью подходящей машины (не показано) для отделения керамических изделий 2 из единицы 4 хранения от опорной конструкции 5, так чтобы их можно было брать и перемещать на опорную конструкцию 8, чтобы образовать единицу 10 хранения.
Согласно не показанным дополнительным вариантам осуществления перегрузочная машина 6 содержит по меньшей мере одно разделяющее устройство, выполненное с возможностью разделения единицы 4 хранения перед перемещением керамических изделий 2 с опорной конструкции 5 на опорную конструкцию 8. Согласно некоторым предпочтительным, но не ограничивающим вариантам осуществления блок 23 управления также выполнен с возможностью управления перегрузочной машиной 6.
В соответствии с дополнительным аспектом настоящего изобретения также представлен способ обработки керамических изделий 2, предпочтительно, но не обязательно, реализованный на системе 1 для обработки керамических изделий 2, описанной выше.
Предпочтительно, но не обязательно, способ предусматривает: этап подбора, во время которого по меньшей мере одну единицу 4 хранения берут в зоне 3 сбора, содержащей множество единиц 4 хранения, описанного выше типа, и доставляют на пункт 7 перераспределения; этап перераспределения, во время которого перегрузочная машина 6, которая расположена в зоне пункта 7 перераспределения, перемещает по меньшей мере часть керамических изделий 2 из единицы 4 хранения, в частности все керамические изделия 2 из единицы 4 хранения, с опорной конструкции 5 по меньшей мере на одну дополнительную опорную конструкцию 8, чтобы получить по меньшей мере одну единицу 10 хранения, в которой керамические изделия 2 размещены согласно второму заданному расположению (описанному выше) так, чтобы каждое керамические изделия 2 можно было брать независимо от других с помощью удерживающего устройства 9.
В частности, предпочтительно, но не обязательно, во время такого этапа перераспределения керамические изделия 2 размещают на опорной конструкции 8 таким образом, чтобы они были устойчивыми на этой опорной конструкции 8 (в частности, без помощи лент или других фиксирующих элементов, которые скрепляют их друг с другом и/или с соответствующей опорной конструкцией 8) и так, чтобы каждое керамическое изделие 2 можно было захватить сбоку, в частности с помощью удерживающего устройства 9 с горизонтальной фиксацией.
Предпочтительно, но без ограничения, способ обработки керамических изделий 2 также предусматривает этап хранения, по крайней мере частично следующий за этапом перераспределения, во время которого по меньшей мере одна единица 10 хранения хранится внутри промежуточного склада 11 (предпочтительно упомянутого выше типа); и этап составления заказа на отгрузку, во время которого формирующая машина 12 помещает по меньшей мере одно первое керамическое изделие 2 из единицы 10 хранения на опорную конструкцию 13, чтобы создать единицу 14 транспортировки.
Предпочтительно, но не обязательно, способ предусматривает первый этап перемещения, во время которого единицу 10 хранения перемещают, предпочтительно, но без ограничения, с помощью перемещающего устройства 20 с пункта 7 перераспределения на промежуточный склад 11; и второй этап перемещения, во время которого по меньшей мере одно керамическое изделие 2 из единицы 10 хранения, в частности заданное количество керамических изделий 2 из единицы 10 хранения, перемещают, предпочтительно, но без ограничения, с помощью перемещающего устройства 21 с промежуточного склада 11 в формирующую машину 12.
Предпочтительно, но не обязательно, во время второго этапа перемещения перемещающее устройство 21 перемещает единицу 10 хранения с промежуточного склада 11 в формирующую машину 12. В этом случае предпочтительно, но не обязательно, во время этапа составления, формирующая машина 12 берет по меньшей мере одно керамическое изделие 2 или определенное количество керамических изделий 2 из единицы 10 хранения и помещает его или их на опорную конструкцию 13 для формирования единицы 14 транспортировки,
В частности, когда заказ на отгрузку представляет собой смешанный заказ, то есть когда создаваемая единица 14 транспортировки содержит керамические изделия 2 разных типов, то есть имеющие разные геометрические (форма и/или размеры) и/или эстетические и/или функциональные характеристики, блок 23 управления управляет по меньшей мере перемещающим устройством 21 и формирующей машиной 12 (предпочтительно описанного выше типа) таким образом, чтобы создать такую единицу 14 транспортировки, содержащую заданное количество керамических изделий 2 первого типа и заданное количество керамических изделий 2а второго заданного типа, отличного от первого типа.
Предпочтительно, но не обязательно, в этом случае способ предусматривает повторение этапов описанного выше способа с дополнительной единицей 4 хранения, содержащей группу керамических изделий 2а такого второго типа. В частности, этап подбора повторяют по меньшей мере второй раз с дополнительной единицей 4 хранения, содержащей группу керамических изделий 2а второго типа; этап перераспределения повторяют по меньшей мере с частью керамических изделий 2а второго типа, чтобы получить дополнительную единицу 10а хранения, состоящую из керамических изделий 2а такого второго типа, которые организованы так, чтобы их можно было брать с помощью удерживающего устройства 9; этап хранения повторяют с такой единицей 10а хранения, состоящий из керамических изделий 2а такого второго типа; и второй этап перемещения и этап составления повторяют по меньшей мере с одним из керамических изделий 2а такого второго типа, чтобы получить единицу 14 транспортировки.
Понятно, что этапы способа можно повторять любое количество раз при изменении количества керамических изделий 2, составляющих единицу 14 транспортировки, и/или количества типов керамических изделий 2, которые должны составлять единицу 14 транспортировки (см. фиг. 3-5).
Согласно дополнительным неограничивающим вариантам осуществления способа способ предусматривает дополнительный этап перемещения, по крайней мере частично предшествующий этапу составления заказа на отгрузку, во время которого по меньшей мере одну единицу 4 хранения, содержащая группу керамических изделий 2 третьего типа, отличного от первого типа (и в частности также от второго типа), перемещают из зоны 3 сбора в дополнительную зону 22 сбора, которая предпочтительно относится к типу, описанному выше. В этом случае предпочтительно, но без ограничения, второй этап перемещения также включает в себя подэтап взятия, во время которого по меньшей мере одно дополнительное керамическое изделие 2 берут из единицы 4 хранения, содержащей керамические изделия 2 третьего типа, и перемещают в формирующую машину 12 для формирования единицы 14 транспортировки.
Согласно дополнительным вариантам осуществления способа этап хранения включает в себя подэтап сортировки, во время которого каждую единицу 10 хранения, созданную во время этапа перераспределения, направляют на один из промежуточных складов 11 или 24, описанных выше, предпочтительно в зависимости от графика заказов на отгрузку, как описано выше со ссылкой на систему 1.
Объем настоящего изобретения имеет несколько преимуществ по сравнению с предшествующим уровнем техники, К ним относятся следующие.
Способ и система 1 для обработки керамических изделий 2 согласно настоящему изобретению позволяют автоматизировать обработку керамических изделий 2 и, в частности, процесс формирования единиц 14 транспортировки, с вытекающими преимуществами с точки зрения снижения количества операторов, необходимых для выполнения описанных выше операций, и, следовательно, затрат на оплату труда; с точки зрения снижения риска несчастных случаев внутри системы 1, так как нужно меньше операторов, и операции, которые должны выполнять операторы, менее рискованны, и с точки зрения повышения точности операций благодаря устранению человеческих ошибок. Кроме того, способ и система 1 для обработки керамических изделий 2 согласно настоящему изобретению позволяют увеличить количество часов работы системы 1, потенциально уменьшая количество операторов с последующей оптимизацией производительности.
Система для обработки керамических изделий (1) содержит зону (3) сбора, содержащую множество первых единиц (4) хранения, каждая из которых имеет группу керамических изделий (2), размещенных на первой опорной конструкции (4) в соответствии с первым заданным расположением; перегрузочную машину (6) для перераспределения по крайней мере части таких керамических изделий (2) на вторые опорные конструкции (8) таким образом, чтобы они размещались в соответствии со вторым заданным расположением так, чтобы их можно было брать с помощью удерживающего устройства (9), чтобы создать множество вторых единиц (10) хранения; промежуточный склад (11) для приема по меньшей мере части вторых единиц (10) хранения и формирующую машину (12) для формирования заказа на отгрузку, который выполнен с возможностью перемещения по меньшей мере одного первого керамического изделия (2) из второй единицы (10) хранения на третью опорную конструкцию (13), чтобы получить единицу (14) транспортировки. Способ и система для обработки керамических изделий позволяют автоматизировать обработку керамических изделий. 2 н. и 9 з.п. ф-лы, 5 ил.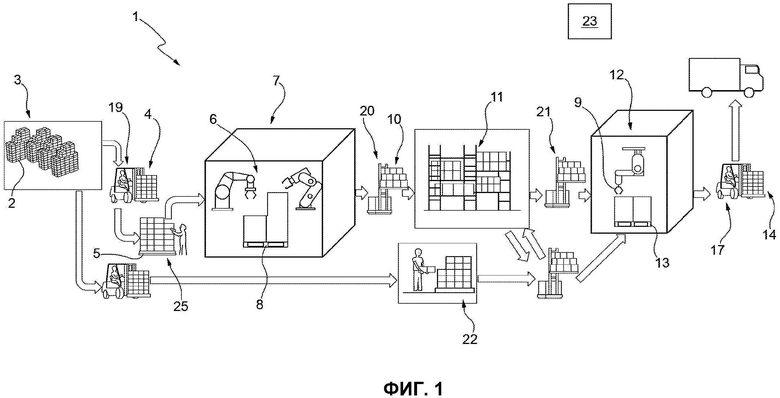
1. Способ обработки керамических изделий (2), предусматривающий:
этап подбора, во время которого по меньшей мере одну первую единицу (4) хранения берут в зоне (3) сбора, содержащей множество первых единиц (4) хранения, каждая из которых содержит первую опорную конструкцию (5) и группу первых керамических изделий (2), размещенных на указанной первой опорной конструкции (5) в соответствии с первым заданным расположением, и доставляют на пункт (7) перераспределения;
этап перераспределения, во время которого перегрузочная машина (6), которая расположена в зоне пункта (7) перераспределения, перемещает по меньшей мере часть первых керамических изделий (2) из первой единицы (4) хранения с первой опорной конструкции (5) по меньшей мере на одну вторую опорную конструкцию (8), чтобы получить по меньшей мере одну вторую единицу (10) хранения, в которой указанная по меньшей мере часть первых керамических изделий (2) размещена в соответствии со вторым заданным расположением, которое отличается от первого заданного расположения;
этап хранения, который по меньшей мере частично следует за указанным этапом перераспределения и во время которого указанная по меньшей мере одна вторая единица (10) хранения хранится внутри первого промежуточного склада (11);
этап составления заказа на отгрузку, во время которого формирующая машина (12) помещает по меньшей мере одно первое керамическое изделие (2) из указанной по меньшей мере одной второй единицы (10) хранения на третью опорную конструкцию (13), чтобы создать единицу (14) транспортировки;
при этом формирующая машина (12) содержит удерживающее устройство (9) с горизонтальной фиксацией, которое захватывает указанное по меньшей мере одно первое керамическое изделие (2) во время указанного этапа составления;
при этом во время этапа перераспределения указанная по меньшей мере часть первых керамических изделий (2) размещена на указанной второй опорной конструкции (8) таким образом, чтобы каждое первое керамическое изделие (2) можно было захватить (держать) сбоку, в частности с помощью указанного удерживающего устройства (9) с горизонтальной фиксацией;
и в котором во втором заданном расположении указанные первые керамические изделия (2) расположены по отношению друг к другу таким образом, чтобы каждое первое керамическое изделие (2) имело по меньшей мере две свободные боковые поверхности (LS), чтобы их можно было захватить с помощью указанного удерживающего устройства (9) с горизонтальной фиксацией независимо от других.
2. Способ по п. 1, предусматривающий первый этап перемещения, во время которого первое перемещающее устройство (20) берет указанную по меньшей мере одну вторую единицу (10) хранения с пункта (7) перераспределения и перемещает указанную по меньшей мере одну вторую единицу (10) хранения на указанный первый промежуточный склад (11); и
второй этап перемещения, во время которого второе перемещающее устройство (21) перемещает указанное по меньшей мере одно первое керамическое изделие (2) указанной по меньшей мере одной второй единицы (10) хранения из указанного промежуточного склада (11) в указанную формирующую машину (12).
3. Способ по п. 2, в котором во время указанного второго этапа перемещения указанное второе перемещающее устройство (21) перемещает указанную по меньшей мере одну вторую единицу (10) хранения из указанного первого промежуточного склада (11) в формирующую машину (12), указанная формирующая машина (12) во время указанного этапа составления берет указанное по меньшей мере одно первое керамическое изделие (2) из указанной по меньшей мере одной второй единицы (10) хранения и помещает указанное по меньшей мере одно первое керамическое изделие (2) на указанную третью опорную конструкцию (13).
4. Способ по п. 2 или 3, в котором этап подбора повторяют с третьей единицей (4) хранения, содержащей группу вторых керамических изделий (2а), которые отличаются от указанных первых керамических изделий (2); этап перераспределения повторяют по меньшей мере с частью указанных вторых керамических изделий (2а), чтобы получить по меньшей мере четвертую единицу (10а) хранения; этап хранения повторяют с указанной по меньшей мере одной четвертой единицей (10а) хранения; второй этап перемещения повторяют по меньшей мере с одним из указанных вторых керамических изделий (2а) из указанной по меньшей мере одной четвертой единицы (10а) хранения; в частности, указанный второй этап перемещения повторяют с указанной по меньшей мере одной четвертой единицей (10а) хранения; этап составления повторяют по меньшей мере с указанным по меньшей мере одним из вторых керамических изделий (2а) из указанной по меньшей мере одной четвертой единицы (10а) хранения;
указанным вторым перемещающим устройством (21) и указанной формирующей машиной (12) управляет блок (23) управления таким образом, чтобы создать указанную единицу (14) транспортировки, содержащую заданное количество указанных первых керамических изделий (2) и заданное количество указанных вторых керамических изделий (2а).
5. Способ по любому из предыдущих пунктов, в котором указанный этап хранения включает в себя подэтап сортировки, во время которого указанную по меньшей мере одну вторую единицу (10) хранения направляют на указанный первый промежуточный склад (11) или на второй промежуточный склад (24); более конкретно, первый промежуточный склад (11) и второй промежуточный склад (24) являются разными зонами одного и того же склада.
6. Система (1) для обработки керамических изделий (2), содержащая:
зону (3) сбора, содержащую множество первых единиц (4) хранения; причем каждая первая единица хранения из указанных первых единиц (4) хранения содержит первую опорную конструкцию (5) и группу первых керамических изделий (2), размещенных на указанной первой опорной конструкции (5) в соответствии с первым заданным расположением;
перегрузочную машину (6), которая выполнена с возможностью перераспределения по крайней мере части указанных первых керамических изделий (2) из указанной группы первых керамических изделий (2) на соответствующих вторых опорных конструкциях (8) таким образом, чтобы они были размещены в соответствии со вторым заданным расположением, которое отличается от первого заданного расположения, чтобы создать множество вторых единиц (10) хранения;
по меньшей мере один первый промежуточный склад (11), который выполнен с возможностью приема по меньшей мере первой части указанного множества вторых единиц (10) хранения; и
формирующую машину (12) для формирования заказа на отгрузку, которая содержит удерживающее устройство (9), которое устроено и сконфигурировано таким образом, чтобы брать по меньшей мере первое керамическое изделие (2) из по меньшей мере второй единицы (10) хранения из указанного множества вторых единиц (10) хранения и перемещать указанное по меньшей мере одно первое керамическое изделие (2) на указанную третью опорную конструкцию (13), чтобы получить единицу (14)транспортировки;
при этом удерживающее устройство (9) относится к типу с горизонтальной фиксацией, а указанное второе заданное расположение таково, что указанные первые керамические изделия (2) можно брать с помощью указанного удерживающего устройства (9);
причем в указанном втором заданном расположении указанные первые керамические изделия (2) расположены по отношению друг к другу таким образом, чтобы каждое первое керамическое изделие (2) имело по меньшей мере две свободные боковые поверхности (LS), чтобы их можно было захватить с помощью указанного удерживающего устройства (9) с горизонтальной фиксацией независимо от других.
7. Система (1) по п. 6, в которой указанная формирующая машина (12) содержит: первое транспортерное устройство (15) для приема и транспортировки указанной по меньшей мере одной второй единицы (10) хранения и второе транспортерное устройство (16) для приема указанной третьей опорной конструкции (13) и транспортировки указанной единицы (14) транспортировки в направлении пункта (17) выхода.
8. Система (1) по п. 6 или 7, в которой указанная формирующая машина (12) содержит упаковочное устройство для упаковки указанной единицы (14) транспортировки.
9. Система (1) по любому из пп. 6-8, содержащая:
первое перемещающее устройство (20), чтобы брать указанную по меньшей мере одну вторую единицу (10) хранения с пункта (7) перераспределения и перемещать указанную по меньшей мере одну вторую единицу (10) хранения на указанный первый промежуточный склад (11); и
второе перемещающее устройство (21) для перемещения указанного по меньшей мере одного первого керамического изделия (2) из указанной по меньшей мере одной второй единицы (10) хранения из указанного промежуточного склада (11) в указанную формирующую машину (12).
10. Система (1) по п. 9, содержащая второй промежуточный склад (24) для приема второй части указанного множества вторых единиц (10) хранения; причем указанное первое перемещающее устройство (20) выполнено с возможностью взятия и транспортировки указанной по меньшей мере одной второй единицы (10) хранения из указанного пункта (7) перераспределения на указанный первый промежуточный склад (11) или на указанный второй промежуточный склад (24); в частности, первый промежуточный склад (11) и второй промежуточный склад (24) являются разными зонами одного и того же склада.
11. Система (1) по любому из пп. 6-10, содержащая блок (23) управления, который выполнен с возможностью управления по меньшей мере указанной формирующей машиной (12) и содержит график заказов на отгрузку, который связывает каждый заказ на отгрузку (в частности, каждую единицу (14) транспортировки) с днем отгрузки и составом отгружаемых керамических изделий (2), в частности количеством и типом отгружаемых керамических изделий (2).
| Устройство для закрепления лыж на раме мотоциклов и велосипедов взамен переднего колеса | 1924 |
|
SU2015A1 |
| Станок для придания концам круглых радиаторных трубок шестигранного сечения | 1924 |
|
SU2019A1 |
| CN 109383968 A, 26.02.2019 | |||
| DE 10119679 A1, 24.10.2012 | |||
| Станок для изготовления деревянных ниточных катушек из цилиндрических, снабженных осевым отверстием, заготовок | 1923 |
|
SU2008A1 |
