Перекрестная ссылка на родственную заявку
Настоящая заявка испрашивает приоритет заявки на патент Кореи № 10-2019-0015213, поданной 8 февраля 2019 г., полное содержание которой включено в настоящий документ во всех отношениях посредством данной ссылки.
ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ
Настоящее изобретение относится к концевой фрезе для механической обработки жаропрочного сплава (на основе титана и никеля), в которой сочетаются преимущества плоского затылка и эксцентрического затылка.
УРОВЕНЬ ТЕХНИКИ
Концевая фреза в виде вращающегося инструмента, такого как сверло, имеет по меньшей мере одну режущую часть, имеющую режущие зубья, обработанные механически вдоль оси инструмента, и хвостовую часть, проходящую от режущей части. Режущая часть включает в себя множество режущих зубьев и канавок, попеременно расположенных от ее переднего конца до ее периферийной поверхности. Концевая фреза является широко используемым инструментом для точной механической обработки металла, причем ее боковые лезвия (внешние периферийные лезвия) используются для резки периферийной поверхности заготовки, и ее нижние лезвия используются для резки верхней поверхности заготовки.
Пространство, называемое "затылком", выполнено в каждом из боковых лезвий концевой фрезы для уменьшения трения между режущими зубьями и заготовкой путем удаления внешней периферийной поверхности задней части режущей кромки на ее верхней грани. В качестве затылка бокового лезвия широко используются плоский затылок, выполненный путем механической обработки верхней грани с получением плоской поверхности; вогнутый затылок, выполненный путем механической обработки верхней грани с получением вогнутой поверхности; и эксцентрический затылок, выполненный путем механической обработки верхней грани с получением выпуклой поверхности. В частности, вогнутый затылок представляет собой затылок вогнутой формы, с необходимостью создаваемый, когда шлифовальный круг, имеющий внешнюю круговую поверхность и обрабатывающий механически инструмент, механически обрабатывает плоский затылок, при этом все плоские затылки различаются по степени, но имеют вид вогнутых плоскостей. Большинство плоских затылков имеют одну поверхность затылка, однако когда диаметр инструмента большой, также выполняют вторичную поверхность затылка, продолжаемую до первичной поверхности затылка так, чтобы обеспечить больше пространства.
Поверхность плоского затылка, выполненную в виде плоской поверхности, легче обрабатывать, чем поверхность эксцентрического затылка, выполненную в виде изогнутой поверхности. Кроме того, режущий зуб, имеющий плоский затылок, является более тонким и острым, чем режущий зуб, имеющий эксцентрический затылок, который представляет собой криволинейную поверхность, обладая при этом очень хорошей механической обрабатываемостью. Кроме того, упомянутый выше плоский затылок обеспечивает относительно более широкое пространство между заготовкой и режущими зубьями, чем эксцентрический затылок, поэтому плоский затылок обладает лучшими характеристиками тепловыделения, чем эксцентрический затылок. Напротив, эксцентрический затылок изготовлен выпуклым, и, таким образом, его режущие зубья являются толстыми. Соответственно, эксцентрический затылок обладает более высокой жесткостью и более длительным сроком службы, чем плоский затылок. Поскольку концевая фреза является расходным материалом, эксцентрический затылок, обладающий более высокой жесткостью и более длительным сроком службы, чем плоский затылок, широко используется в промышленности.
В последнее время увеличивается использование высокотемпературного сплава в различных областях, включая аэрокосмическую. При резке заготовок из высокотемпературного сплава распределение тепла и тепловыделение концевой фрезы оказывают большее влияние на срок службы концевой фрезы, чем ее жесткость. Соответственно, плоский затылок, обладающий лучшими характеристиками тепловыделения в боковом лезвии, чем эксцентрический затылок, является более предпочтительным при механической обработке высокотемпературного сплава, чем эксцентрический затылок. Когда боковое лезвие концевой фрезы изнашивается в течение резки, площадь контакта ее эксцентрического затылка с заготовкой становится шире, таким образом, ухудшаются характеристики тепловыделения концевой фрезы. Тем не менее, плоский затылок не является абсолютно предпочтительным, поскольку недостаток плоского затылка, обладающего низкой жесткостью бокового лезвия, сохраняется даже при обработке высокотемпературного сплава.
РАСКРЫТИЕ СУЩНОСТИ ИЗОБРЕТЕНИЯ
Соответственно, настоящее изобретение было выполнено с учетом упомянутых проблем, возникающих в уровне техники, при этом настоящее изобретение направлено на создание концевой фрезы, сочетающей в себе преимущества плоского затылка и эксцентрического затылка и обладающей очень хорошими жесткостью и характеристиками тепловыделения.
С учетом того, что плоский затылок лучше по характеристикам тепловыделения, чем эксцентрический затылок, и инструмент, имеющий эксцентрический затылок, все еще обладает очень хорошей жесткостью, настоящее изобретение предназначено для предложения концевой фрезы для жаропрочного сплава, имеющей улучшенные характеристики тепловыделения и сохраняющей очень хорошую жесткость.
Для решения упомянутой выше задачи, в соответствии с одним аспектом настоящего изобретения заявлена концевая фреза, имеющая: режущую часть, имеющую множество нижних лезвий на своем переднем конце и множество боковых лезвий на своей периферийной поверхности; и хвостовую часть, проходящую от режущей части вдоль средней оси режущей части в ее продольном направлении, при этом на верхней грани по меньшей мере одного бокового лезвия из множества боковых лезвий расположена поверхность эксцентрического плоского затылка (ELF), причем поверхность эксцентрического плоского затылка имеет по меньшей мере три последовательные плоские поверхности затылка, проходящие от режущей кромки. При этом плоский затылок обрабатывается механически с помощью круглого шлифовального круга, таким образом, хотя плоская поверхность обрабатывается механически с помощью любого большого круга, плоская поверхность может стать вогнутой поверхностью в пределах заданного диапазона ошибок. С учетом этого, по меньшей мере три плоских затылка согласно настоящему изобретению, составляющие эксцентрический плоский затылок, могут включать в себя вогнутые поверхности или вогнутые затылки, реализуемые вследствие допусков на механическую обработку в процессе плоской механической обработки.
Например, поверхность эксцентрического плоского затылка может быть выполнена так, чтобы включать в себя три плоские поверхности затылка, имеющие первую плоскую поверхность затылка, образующую режущую кромку вместе с поверхностью переднего угла, вторую плоскую поверхность затылка, проходящую от первой плоской поверхности затылка, и третью плоскую поверхность затылка, проходящую от второй плоской поверхности затылка.
Кроме того, поверхность эксцентрического плоского затылка предпочтительно может следовать траектории обычного эксцентрического затылка. Например, угол затылка, полученный на указанных по меньшей мере трех плоских поверхностях затылка, предпочтительно может составлять от 5° до 20°. Угол затылка может быть получен с помощью арктангенса максимального перепада по сравнению с наименьшим расстоянием указанных по меньшей мере трех плоских поверхностей затылка. Относительно поперечного сечения, перпендикулярного средней оси, максимальный перепад может представлять собой максимальное расстояние в направлении нормали от воображаемой внешней круговой поверхности, образованной режущей кромкой, до указанных по меньшей мере трех плоских поверхностей затылка.
Концевая фреза согласно настоящему изобретению включает в себя "поверхность эксцентрического плоского затылка" (поверхность ELF), имеющую указанные по меньшей мере три плоские поверхности затылка, расположенные вдоль траектории эксцентрического затылка.
"Эксцентрический плоский затылок" обеспечивают путем повторного выполнения поверхности плоского затылка, выполненной в виде плоской поверхности, при этом он, соответственно, обладает очень хорошей способностью к обработке обычного плоского затылка и сохраняет лучшие механическую обрабатываемость и характеристики тепловыделения, чем обычный эксцентрический затылок. С другой стороны, эксцентрический плоский затылок расположен вдоль траектории эксцентрического затылка и имеет более толстый режущий зуб, чем режущий зуб обычного плоского затылка. Соответственно, эксцентрический плоский затылок обладает очень хорошей жесткостью.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Указанные выше и другие задачи, признаки и другие преимущества настоящего изобретения будут более понятны из приведенного ниже подробного описания, рассматриваемого вместе с прилагаемыми чертежами, на которых:
фиг. 1 - вид, иллюстрирующий концевую фрезу в соответствии с вариантом осуществления настоящего изобретения;
фиг. 2 - вид, иллюстрирующий переднюю поверхность концевой фрезы в соответствии с вариантом осуществления настоящего изобретения;
фиг. 3 - вид, иллюстрирующий эксцентрический плоский затылок в соответствии с вариантом осуществления настоящего изобретения;
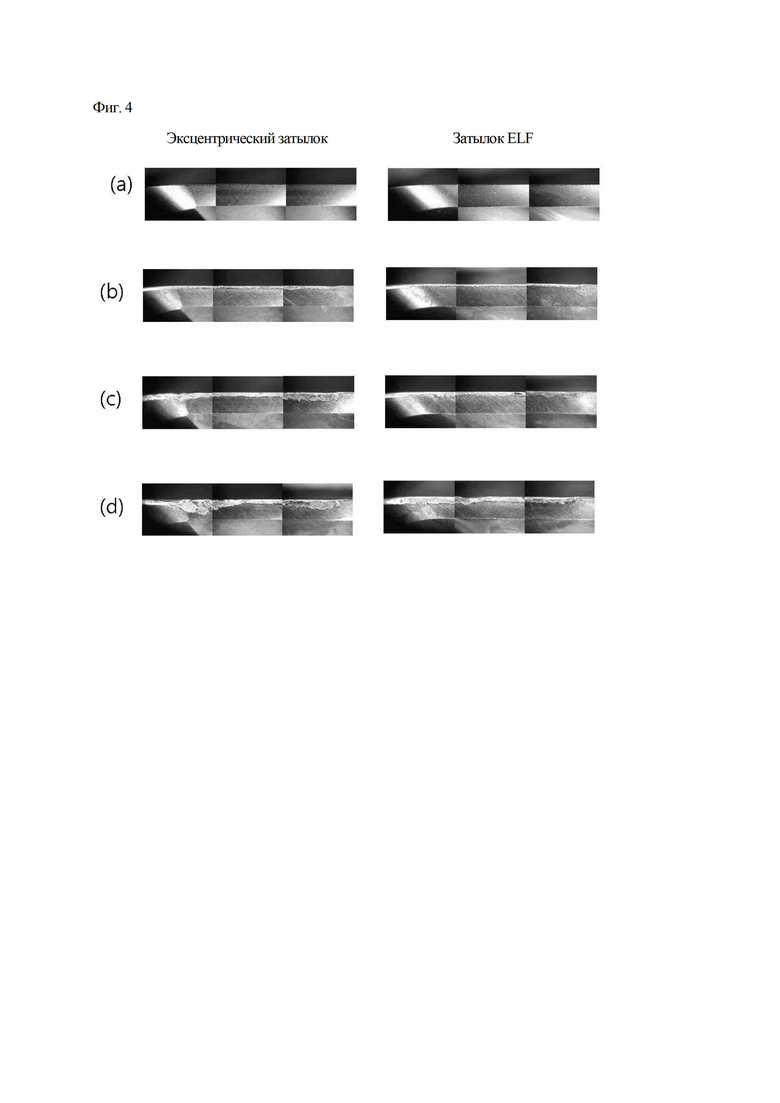
фиг. 4 иллюстрирует изображения, на которых представлены режущие кромки концевой фрезы согласно настоящему изобретению и контрольной концевой фрезы после бокового резания; и
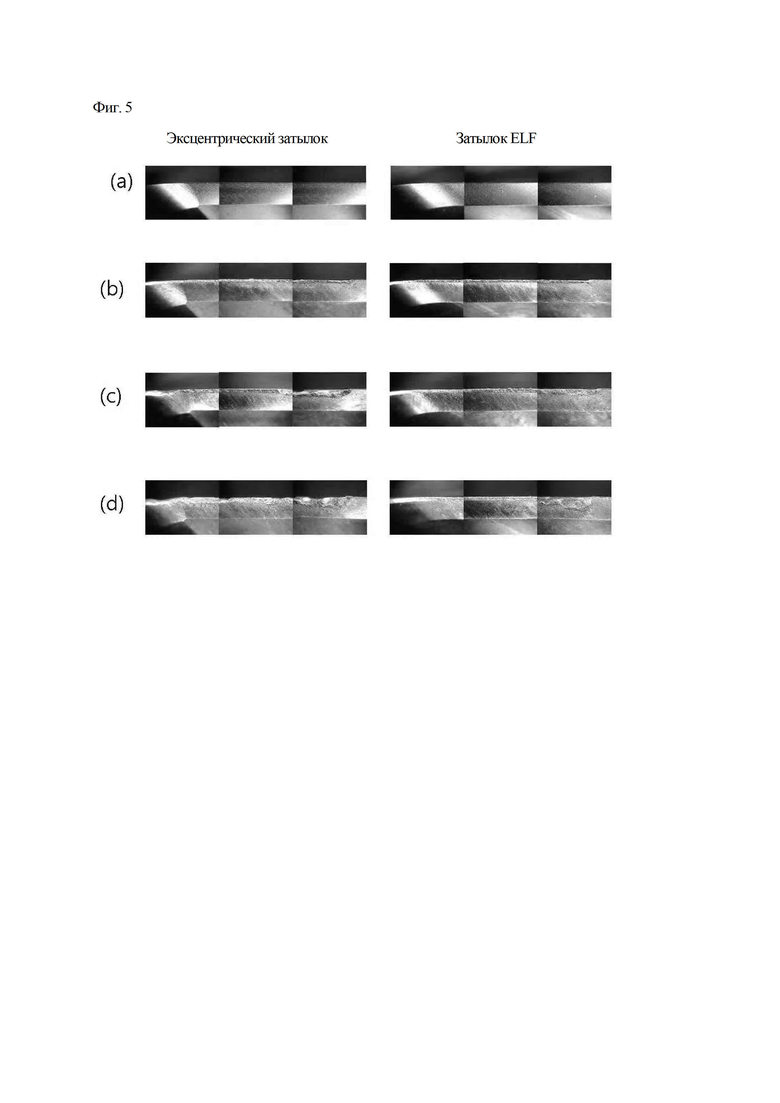
фиг. 5 иллюстрирует изображения, на которых представлены режущие кромки концевой фрезы согласно настоящему изобретению и контрольной концевой фрезы после прорезания канавок.
ОСУЩЕСТВЛЕНИЕ ИЗОБРЕТЕНИЯ
Настоящее изобретение описывается более подробно ниже со ссылками на прилагаемые чертежи.
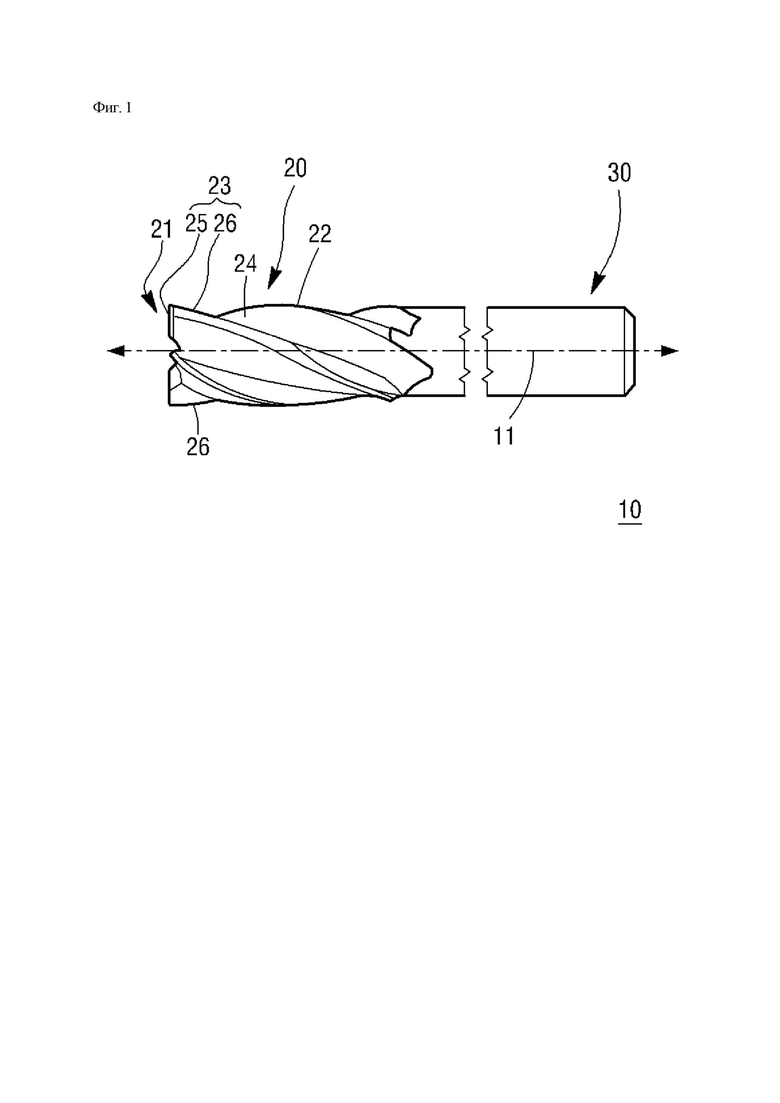
Со ссылкой на фиг. 1, концевая фреза 10 согласно настоящему изобретению включает в себя режущую часть 20, выполненную вдоль средней оси 11, и хвостовую часть 30, расположенную на заднем конце режущей части 20. Хотя концевая фреза 10 на фиг. 1 представляет собой концевую фрезу нормального цельного типа, концевая фреза не ограничена этим, причем могут быть использованы различные типы концевых фрез, такие как тип с делительной головкой или тип для пайки.
Как показано на фиг. 1, концевая фреза 10 представляет собой концевую фрезу с плоским торцом, в которой передний конец 21 ее режущей части 20 является плоским, однако в качестве концевой фрезы может быть использована любая обычная концевая фреза. Например, концевая фреза согласно настоящему изобретению может быть применена к сферическому типу (со сферической режущей кромкой), коническому типу и к сферическому типу со схождением на конус, классифицированным в соответствии с передним концом режущей части 20. Кроме того, хвостовая часть 30 также может быть изготовлена с получением любого типа хвостовика с прямым хвостовиком, плоским хвостовиком, комбинированным хвостовиком или коническим хвостовиком. Кроме того, концевая фреза согласно настоящему изобретению может быть применена даже для инструмента, имеющего множество режущих частей, расположенных на хвостовике.
Режущая часть 20 включает в себя множество режущих зубьев 23 и канавок 24, попеременно расположенных от ее переднего конца 21 до ее периферийной поверхности 22. Каждый из режущих зубьев 23 включает в себя нижнее лезвие 25, расположенное на переднем конце 21, и боковое лезвие 26, выполненное на периферийной поверхности 22 путем прохождения от нижнего лезвия 25 и расположенное по спирали вдоль сердечника режущей части 20. В данном случае требуется, чтобы концевая фреза 10 согласно настоящему изобретению имела множество боковых лезвий 26.
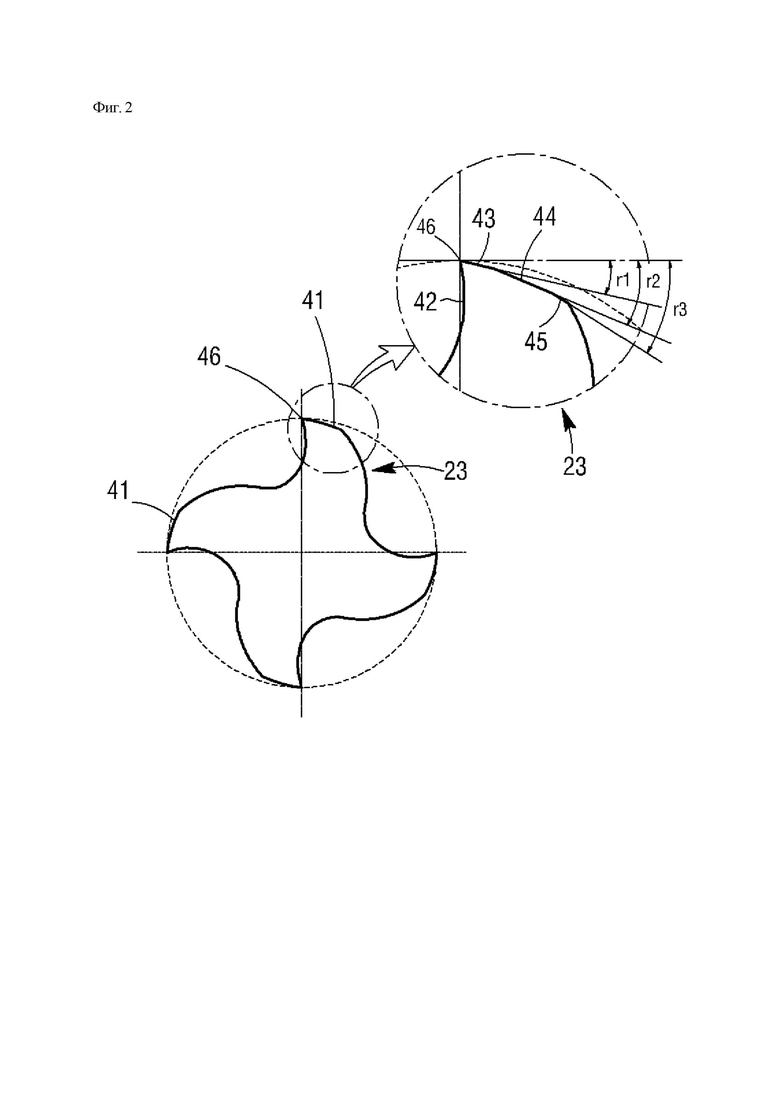
Со ссылкой на фиг. 2 и 3, в концевой фрезе 10 согласно настоящему изобретению по меньшей мере три последовательные плоские поверхности затылка, проходящие от режущей кромки 46, расположены на верхней грани 41 по меньшей мере одного бокового лезвия 26 множества боковых лезвий вдоль траектории эксцентрического затылка. Соответственно требуется, чтобы указанные по меньшей мере три плоские поверхности затылка были расположены вдоль дуги окружности, расположенной на одном и том же радиусе от воображаемой средней точки, эксцентрической от средней оси 11. Ниже в данном документе указанные по меньшей мере три плоские поверхности затылка, расположенные так, чтобы продолжаться по отношению друг к другу вдоль траектории эксцентрического затылка, называются "эксцентрическим плоским затылком" (сокращенно "ELF"). При этом плоский затылок обрабатывается механически с помощью круглого шлифовального круга, таким образом, хотя плоская поверхность обрабатывается механически с помощью любого большого круга, плоская поверхность может стать вогнутой поверхностью в пределах заданного диапазона ошибок. С учетом этого, указанные по меньшей мере три плоских затылка, составляющие эксцентрический плоский затылок, могут включать в себя вогнутую поверхность или вогнутый затылок, реализуемые вследствие допусков на механическую обработку в процессе плоской механической обработки.
"Эксцентрический плоский затылок" обеспечивают путем повторного выполнения поверхности плоского затылка, выполненной в виде плоской поверхности, при этом он, соответственно, обладает очень хорошей способностью к обработке обычного плоского затылка и сохраняет лучшие механическую обрабатываемость и характеристики тепловыделения, чем обычный эксцентрический затылок. С другой стороны, эксцентрический плоский затылок расположен вдоль траектории эксцентрического затылка и имеет более толстый режущий зуб, чем режущий зуб обычного плоского затылка. Соответственно, эксцентрический плоский затылок обладает очень хорошей жесткостью.
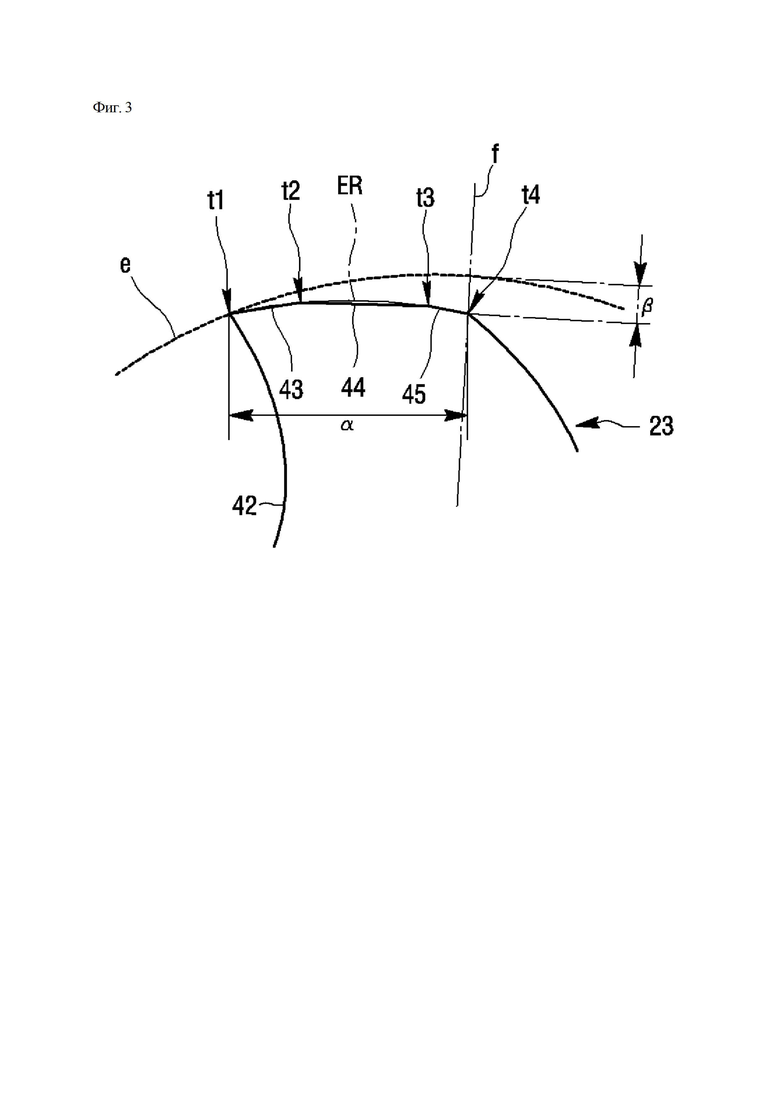
Каждый из режущих зубов 23, показанных на фиг. 2 представляет собой пример, в котором эксцентрический плоский затылок, имеющий три плоские поверхности затылка, расположен на верхней грани 41, при этом поверхность эксцентрического плоского затылка включает в себя первую плоскую поверхность 43 затылка, образующую режущую кромку 46 вместе с поверхностью 42 переднего угла, вторую плоскую поверхность 44 затылка, проходящую от первой плоской поверхности 43 затылка, и третью плоскую поверхность 45 затылка, проходящую от второй плоской поверхности 44 затылка. Как показано на фиг. 3, воображаемая траектория ER эксцентрического затылка представляет собой дугу окружности, соединяющую два конца t1 и t4 верхней грани 41 друг с другом, если смотреть от поперечного сечения, перпендикулярного средней оси 11. Для следования траектории одного эксцентрического затылка требуются первая - третья плоские поверхности 43, 44, 45 затылка. Соответственно, противоположные концы t1 и t2 первой плоской поверхности 43 затылка, противоположные концы t2 и t3 второй плоской поверхности 44 затылка и противоположные концы t3 и t4 третьей плоской поверхности 45 затылка расположены на воображаемой траектории ER эксцентрического затылка.
При учете, что эксцентрический затылок выполнен так, чтобы иметь угол затылка от 5° до 20°, эксцентрический плоский затылок предпочтительно также имеет угол затылка от 5° до 20°. Угол затылка эксцентрического плоского затылка согласно настоящему изобретению получают согласно следующему уравнению 1.
Уравнение 1
Здесь α - наименьшее расстояние эксцентрического плоского затылка, то есть наименьшее расстояние от противоположных концов верхней грани 41; β - максимальный перепад между поверхностью эксцентрического плоского затылка и внешней круговой поверхностью е, измеренный на нормали, перпендикулярной внешней периферийной поверхности (или средней линии f, проходящей через среднюю ось).
Результат эксперимента
Для проверки эффективности эксцентрического плоского затылка согласно настоящему изобретению, приготовлены 1) концевая фреза согласно настоящему изобретению, имеющая эксцентрический плоский затылок, и 2) контрольная концевая фреза, имеющая эксцентрический затылок, для сравнения, причем обрабатываемые материалы, изготовленные из одного и того же сплава, обработаны в одном и том же способе механической обработки.
Испытание было проведено с использованием концевой фрезы, имеющей внешний диаметр 10 мм, при этом в качестве обрабатываемого материала использовался высокожаропрочный сплав Инконель 718 (никелевый сплав). Способы обработки, применяемые для испытания, включают в себя прорезание канавок, при котором канавки обрабатываются с использованием боковых и нижних лезвий, и боковое резание, при котором периферийная поверхность обрабатываемого материала обрабатывается с использованием боковых лезвий, при этом использовалось смазочно-охлаждающее масло для охлаждения при прорезании канавок и боковом резании. Каждое условие при резке показано в следующей таблице 1.
Таблица 1
В таблице 1 Ae относится к радиальной глубине, Ap относится к осевой глубине, и D относится к внешнему диаметру концевой фрезы. Соответственно, в настоящем испытании высокожаропрочный сплав Инконель 718 механически обрабатывается с помощью концевой фрезы, имеющей внешний диаметр 10 мм, причем этот высокожаропрочный сплав имеет радиальную глубину 3 мм и осевую глубину 8 мм, обработанные путем бокового резания, и радиальную глубину 10 мм и осевую глубину 6 мм, обработанные путем прорезания канавок.
На фиг. 4 показаны (а) изображения режущих кромок концевой фрезы согласно настоящему изобретению и контрольной концевой фрезы, полученные перед испытанием, (b) изображения режущих кромок концевых фрез, полученные после образования длины резания 1,6 м путем бокового разрезания, (c) изображения их режущих кромок, полученные после образования длины резания 4,8 м путем бокового разрезания, и (d) изображения их режущих кромок, полученные после образования длины резания 6,4 м путем бокового разрезания.
На фиг. 5 показаны (а) изображения режущих кромок концевой фрезы согласно настоящему изобретению и контрольной концевой фрезы, полученные перед испытанием, (b) изображения режущих кромок концевых фрез, полученные после образования длины резания 0,8 м путем прорезания канавок, (c) изображения их режущих кромок, полученные после образования длины резания 2,4 м путем прорезания канавок, и (d) изображения их режущих кромок, полученные после образования длины резания 4 м путем прорезания канавок.
Как видно на фиг. 4 и 5, когда один и тот же обрабатываемый материал обрабатывается при одинаковых условиях обработки, режущая кромка концевой фрезы согласно настоящему изобретению значительно меньше повреждается, чем режущая кромка контрольной концевой фрезы, имеющей эксцентрический затылок.
Хотя предпочтительный вариант осуществления настоящего изобретения описан в иллюстративных целях, специалисту в области техники очевидно, что возможны различные модификации, дополнения и замены без выхода за пределы объема правовой охраны и сущности изобретения, раскрытых в прилагаемой формуле изобретения.
Изобретение относится к обработке материалов резанием и может быть использовано в конструкциях концевых фрез, используемых для обработки жаропрочных сплавов. Фреза имеет эксцентрический плоский затылок, который содержит по меньшей мере три плоские поверхности, непрерывно расположенные вдоль траектории эксцентрического затылка. Концевая фреза заявленной конструкции сочетает в себе преимущества плоского затылка и эксцентрического затылка. Обеспечивается повышенная жесткость, улучшается тепловыделение при обработке. 2 з.п. ф-лы, 5 ил., 1 табл.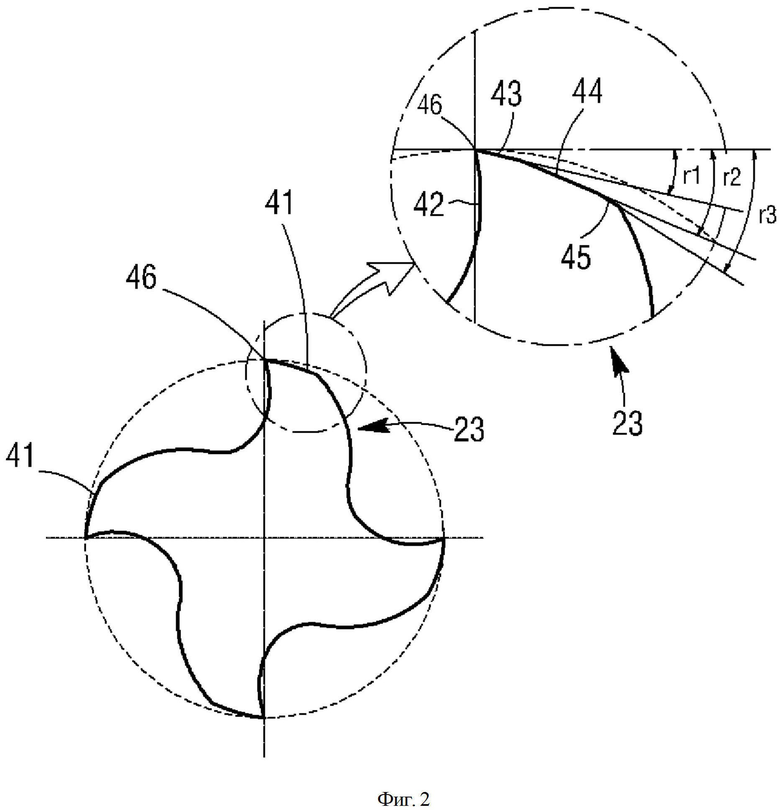
1. Концевая фреза для обработки жаропрочного сплава, содержащая:
- режущую часть, имеющую множество нижних лезвий на своем переднем конце и множество боковых лезвий на своей периферийной поверхности, и
- хвостовую часть, проходящую от режущей части вдоль средней оси режущей части в ее продольном направлении,
при этом на верхней грани по меньшей мере одного бокового лезвия из множества боковых лезвий расположена поверхность эксцентрического плоского затылка, причем поверхность эксцентрического плоского затылка имеет по меньшей мере три последовательные плоские поверхности затылка, проходящие от режущей кромки,
причем угол затылка эксцентрического плоского затылка, полученный путем вычисления арктангенса отношения наименьшего расстояния поверхности эксцентрического плоского затылка к максимальному перепаду в направлении нормали к поверхности эксцентрического плоского затылка от воображаемой внешней круговой поверхности, образованной режущей кромкой, составляет от 5° до 20°.
2. Концевая фреза по п. 1, в которой противоположные концы каждой из указанных по меньшей мере трех плоских поверхностей затылка расположены на воображаемой дуге окружности, которая соединяет противоположные концы верхней грани друг с другом относительно поперечного сечения, перпендикулярного средней оси,
при этом дуга окружности имеет воображаемую среднюю точку, эксцентрично расположенную от средней оси.
3. Концевая фреза по п. 1, в которой поверхность эксцентрического плоского затылка содержит:
- первую плоскую поверхность затылка, образующую режущую кромку вместе с поверхностью переднего угла,
- вторую плоскую поверхность затылка, проходящую от первой плоской поверхности затылка, и
- третью плоскую поверхность затылка, проходящую от второй плоской поверхности затылка.
| Двухчастотная вибрационная площадка | 1958 |
|
SU125502A1 |
| Концевая фреза | 1991 |
|
SU1808521A1 |
| ФРЕЗА КОНЦЕВАЯ ДЛЯ ОБРАБОТКИ ТРУДНООБРАБАТЫВАЕМЫХ МАТЕРИАЛОВ | 2012 |
|
RU2507038C1 |
| US 20130294852 A1, 07.11.2013. | |||

