Изобретение относится к производству режущего инструмента и может быть использовано в конструкциях многозубых режущих инструментов со стружкоразделительными канавками, например, концевых фрез.
Цель изобретения - повышение производительности процесса образования стружкоразделительных канавок и стойкости фрезы.
При изготовлении концевых фрез с винтовыми стружкоразделительными канавками возникает значительная трудность, связанная с резким увеличением трудоемкости их изготовления за счет низкой производительности шлифования канавок, которые в связи со спиральной формой зубьев фрезы и необходимостью затылова- ния профиля шлифуются только однониточ- ным кругом.
Наиболее производительно при одно- ниточном шлифовании однопереходное шлифование, производительность которого
сдерживается шлифованием участков с максимальной высотой съема металла,
Поэтому факторами, ограничивающими производительность, является глубина канавки и величина ее затылования. Затыло- вание профиля вводится для создания гранью канавки расположенной со стороны режущего торца фрезы положительного заднего угла резания. Величина затылования, компенсирующая отрицательный задний угол резания, создаваемой углом подъема нарезаемых винтовых канавок, зависит от величины угла и наклона данной грани к нормали, проведенной коси инструмента, и уменьшается с увеличением данного угла.
Одновременноувеличение данного угла позволяетснизить глубину канавки, а следовательно и съемы металла при заданной ширине канавки. При используемых в практике углах подъема резьбовых канавок 8-15° при выполнении поверхности канавки, обращенной к режущему торцу фрезы, под углом 50-70° к нормали, проведенной к оси инст(Я
С
00
о
00
ел
ю
румента, обеспечивается положительный задний угол резания в пределах до 8° при величине затылования 1,2-1,8 мм, что в 2- 2,5 раза ниже, чем для фрез выпускаемых по ТУ-035-0224638-1171-89.
На грани канавки, обращенной к хвостовику, положительный задний угол резания создается углом подъема резьбовых канавок и лежит в пределах 8-15°.
Введения затылования профиля канавки для получения положительных задних углов на противоположных грани увеличивает задний угол резания грани обращенной к хвостовику, свыше 15°, что приводит к более высокому износу режущей кромки на этой грани. Уменьшение угла наклона этой грани по отношению к нормали, проведенной к оси инструмента, до значений 0-20° позволяет удерживать задний угол резания, на этой грани в пределах до 15°, при величине затылования до 2,0 мм, что увеличивает стойкость работы фрезы., .
В связи в вышеизложенным предлагаемая конструкция фрезы обладает существенными отличиями и новизной.
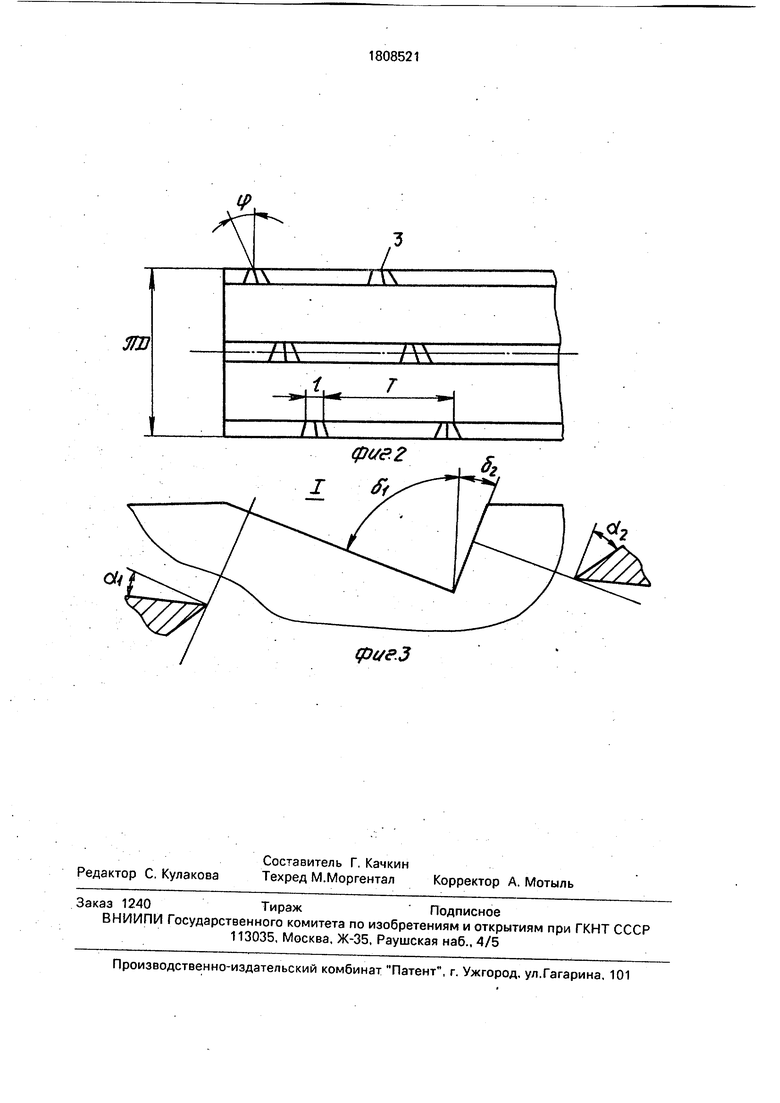
На фиг.1 изображена концевая фреза с винтовыми стружкоразделительными канавками; на фиг.2 - развертка рабочей части фрезы; на фиг,3 - узел I на фиг.1.
Фреза имеет корпус 1, на режущих поверхностях каждого зуба 2 выполнены стружкоразделительные канавки 3 треугольной формы, расположенные под углом р к торцу фрезы.
В стружкоразделительных канавках 3 треугольной формы, поверхность обращен0
5
0
5
0
5
ная к хвостовику, выполнена под углом (32 0-20° по отношению к нормали, проведенной к оси инструмента, а поверхность, обращенная к режущему торцу фрезы - под углом 50-70° к той же нормали, при этом обе поверхности образуют положительные Задние углы резания а, и az,
При обработке поверхности канавки, образующие положительные задние углы резания а , и ai в пределах 5°-150- обеспечивают нормальную эксплуатацию инструмента и повышение его стойкости.
Выполнение поверхности канавки, обращенной к хвостовику под углом 50-70° к нормали проведенной к оси инструмента, позволяет уменьшить глубину канавки при заданной ее ширине и тем самым увеличить производительность шлифования стружкоразделительных канавок.
Форму л а изобретения Концевая фреза, содержащая режущие зубья с винтовыми стружкоразделительными канавками, ширина которых меньше шага их винтовой нарезки, отличающаяся тем, что, с целью повышения производительности обработки стружкоделительных канавок и стойкости фрезы, стружкоразделительные канавки выполнены треугольной формы, а поверхность в них, обращенная к хвостовику, выполнена под углом 0-20° к нормали, проведенной к оси фрезы, поверхность, обращенная к режущему торцу фрезы, выполнена под углом 50-70° к той же нормали.
3W
ffi
BЈ

| название | год | авторы | номер документа |
|---|---|---|---|
| СБОРНАЯ КОНЦЕВАЯ ФРЕЗА | 2014 |
|
RU2573858C1 |
| Концевая фреза | 1987 |
|
SU1537414A1 |
| Фреза концевая | 2022 |
|
RU2811509C1 |
| Метчик для обработки волоконно-армированных композитных материалов | 2019 |
|
RU2725582C1 |
| ЧЕРВЯЧНЫЙ ИНСТРУМЕНТ, СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ, ОБОРУДОВАНИЕ ДЛЯ ЕГО ИЗГОТОВЛЕНИЯ И ЭКСПЛУАТАЦИИ | 1998 |
|
RU2169061C2 |
| СПОСОБ ПРАВКИ АБРАЗИВНОГО КРУГА | 2013 |
|
RU2538519C2 |
| Фреза для электродного графита и её использование в качестве торцевой фрезы для обработки оксидной керамики | 2017 |
|
RU2743504C2 |
| ЧЕРВЯЧНАЯ ТВЕРДОСПЛАВНАЯ ФРЕЗА | 1997 |
|
RU2120360C1 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ ЗАДНЕЙ ПОВЕРХНОСТИ ЗУБЬЕВ РЕЗЬБОВЫХ ФРЕЗ | 2020 |
|
RU2732871C1 |
| КОНЦЕВАЯ ФРЕЗА С НЕСИММЕТРИЧНЫМ РАСПОЛОЖЕНИЕМ УГЛОВ ОТКЛОНЕНИЯ ДЛЯ ОБРАБОТКИ ТИТАНА | 2014 |
|
RU2650019C2 |
Использование: в конструкциях многозубых режущих инструментов со стружкоразделительными канавками, например, концевых фрез. Сущность изобретения: в стружкоразделительных канавках треугольной формы, выполненных на режущих поверхностях зубьев, поверхность, обращенная к хвостовику, выполнена под углом 0-20° к нормали, проведенной к оси инструмента, а поверхность, обращенная к режущему торцу фрезы - под углом 50-70° к той же нормали. Задние углы резания такой фрезы не превышают 15°, что обеспечивает более высокую ее стойкость. 3 ил.
| Концевая фреза | 1987 |
|
SU1537414A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
