ОБЛАСТЬ ТЕХНИКИ
Изобретение относится в основном к станочным инструментам, в частности к вращающимся режущим инструментам.
УРОВЕНЬ ТЕХНИКИ
Станочная обработка заготовок вращающимися режущими инструментами может вызывать появление нежелательных вибрационных гармоник. Это приводит к дроблению и другим вредным явлениям, которые могут вызвать появление дефектов на обработанной детали. В отношении этих явлений нерационально изменять скорость вращения станка или скорости движения подачи режущего инструмента, поскольку это может повлиять на оптимальную производительность. Одним известным способом воздействия является изменение окружных шагов между пластинами и их гнездами на вращающемся режущем инструменте, чтобы разрушить гармоники, которые иначе могут возникнуть. Другой известный способ состоит в изменении передних углов между пластинами.
Задачей настоящего изобретения является создание инструмента, который, по крайней мере, уменьшает или преодолевает вышеотмеченные недостатки.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
Приведенные ниже варианты и их аспекты описаны и иллюстрированы в связи с системами, инструментами и способами, которые предназначены быть примерами и иллюстрациями без ограничения объема изобретения. В различных вариантах одна или больше из упомянутых выше проблем уменьшены или преодолены в то время, как другие варианты направлены на достижение других преимуществ и улучшений.
В соответствии с настоящим изобретением предложена фреза, имеющая продольную ось и направление вращения вокруг нее. Фреза имеет переднюю режущую часть, включающую по крайней мере одну режущую кромку, проходящую назад от переднего режущего конца и предназначенную для образования в основном цилиндрической наружной поверхности, по крайней мере одну вторую режущую кромку, проходящую назад от переднего режущего конца и предназначенную для образования первой в основном усеченной наружной конической поверхности, расходящейся радиально наружу при перемещении вдоль продольной оси от переднего режущего конца, и по крайней мере одну третью режущую кромку, проходящую назад от переднего режущего конца и предназначенную для образования второй в основном усеченной наружной конической поверхности, сходящейся радиально внутрь при перемещении вдоль продольной оси от переднего режущего конца.
Фреза имеет также задний режущий конец. В основном цилиндрическая наружная поверхность имеет цилиндрический радиус. Первая в основном усеченная наружная коническая поверхность имеет задний радиус вблизи заднего режущего конца, а вторая в основном усеченная наружная коническая поверхность имеет передний радиус вблизи переднего режущего конца. Упомянутые задний радиус и передний радиус по крайней мере приблизительно равны цилиндрическому радиусу.
Как правило, первая в основном усеченная наружная коническая поверхность имеет передний радиус конуса вблизи переднего режущего конца, а вторая в основном усеченная наружная коническая поверхность имеет задний радиус вблизи заднего режущего конца, при этом упомянутые передний радиус и задний радиус выполнены меньше цилиндрического радиуса.
В дополнение к описанным выше типичным аспектам и вариантам другие аспекты и варианты станут понятны путем отсылки к фигурам и изучения представленного ниже детального описания.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Для лучшего понимания настоящего изобретения и, чтобы показать, как оно может быть выполнено на практике, отсылки будут сделаны к приложенным чертежам, на которых:
на фиг.1 представлен вид в перспективе на фрезу в соответствии с первым типовым вариантом настоящего изобретения;
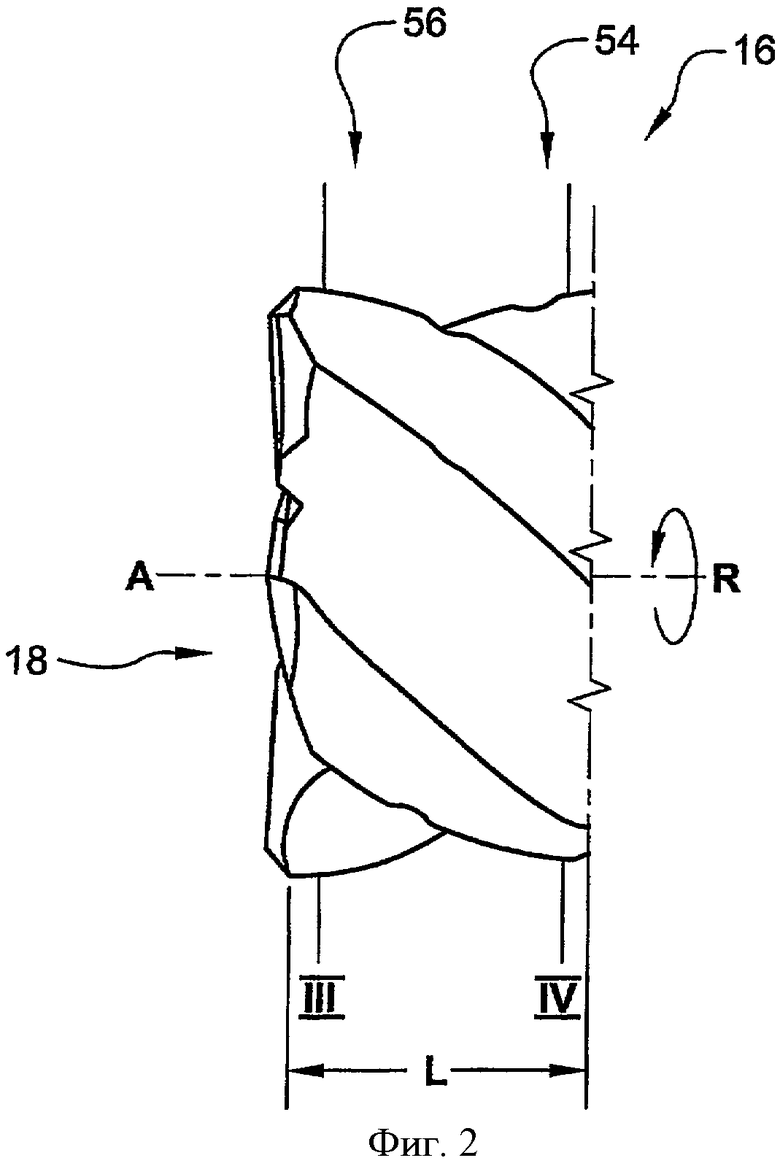
на фиг.2 представлен вид сбоку на режущую часть фрезы, показанной на фиг.1;
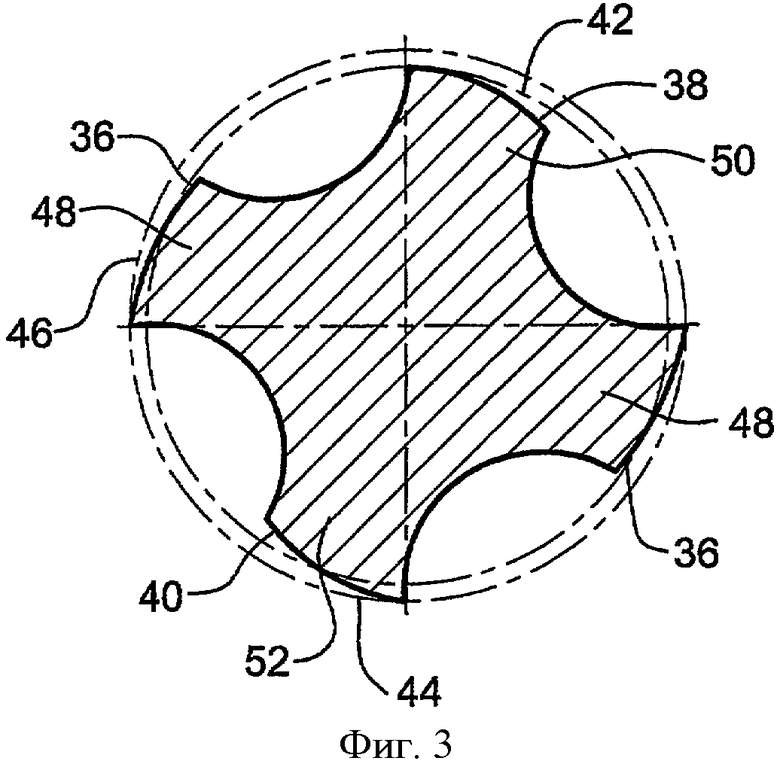
на фиг.3 представлено сечение режущей части по линии III-III на фиг.2;
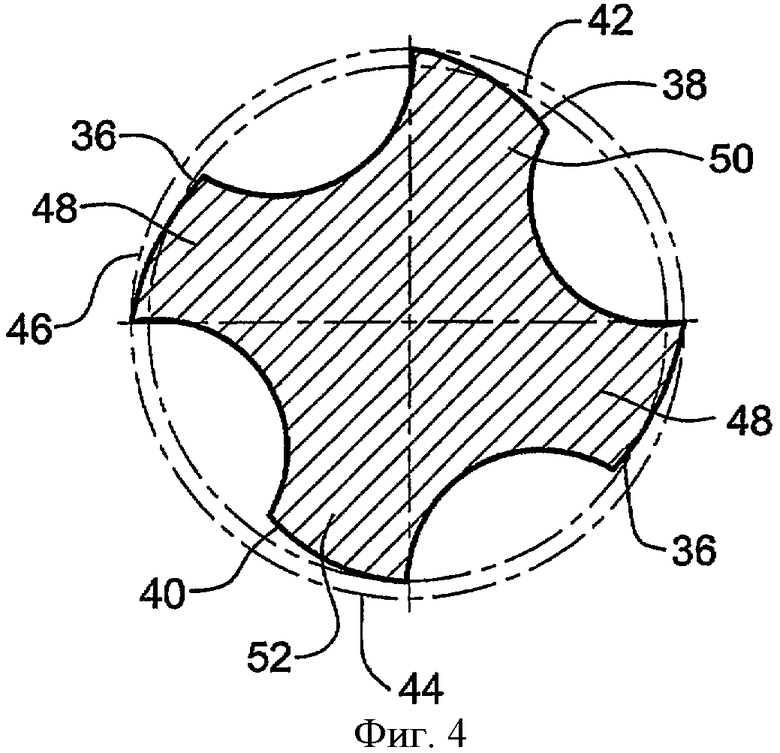
на фиг.4 представлено сечение режущей части по линии IV-IV на фиг.2;
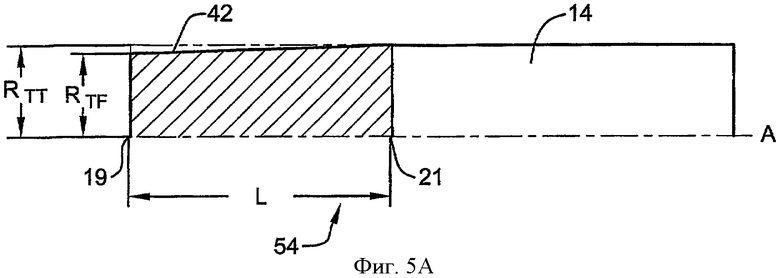
на фиг.5А представлено схематическое изображение наружной поверхности, образуемой наклонным к переднему режущему концу зубом фрезы, показанной на фиг.1;
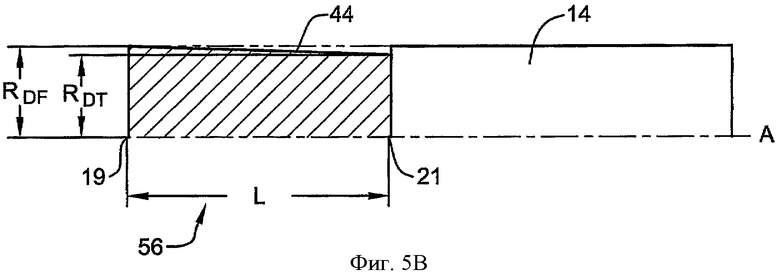
на фиг.5В представлено схематическое изображение наружной поверхности, образуемой наклонным к заднему режущему концу зубом фрезы, показанной на фиг.1;
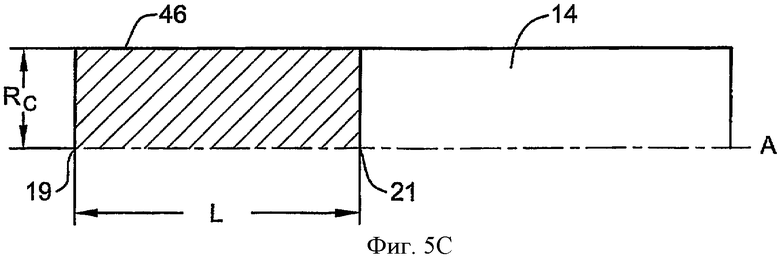
на фиг.5С представлено схематическое изображение наружной поверхности, образуемой цилиндрическим зубом фрезы, показанной на фиг.1;
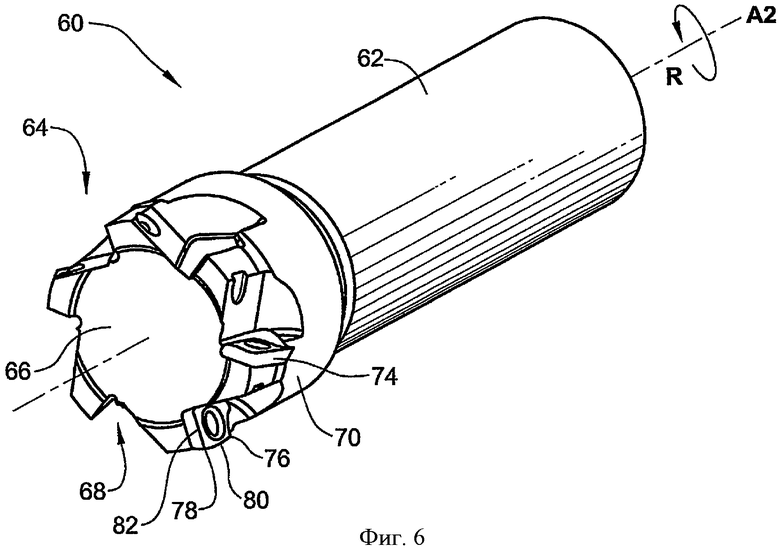
на фиг.6 представлен вид в перспективе на фрезу в соответствии со вторым типовым вариантом настоящего изобретения;
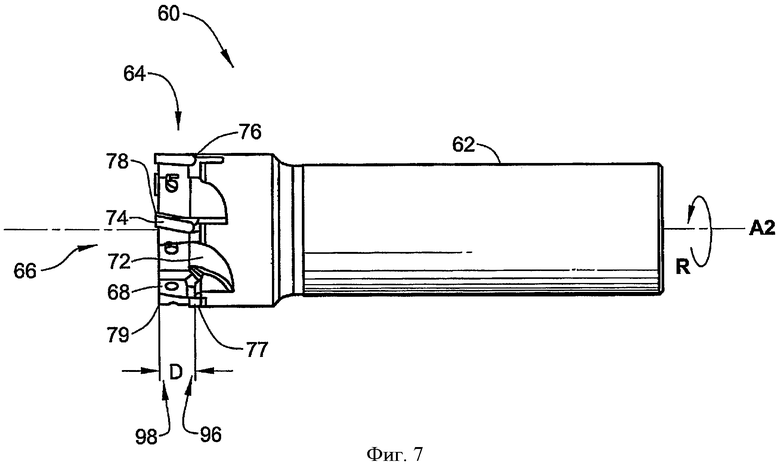
на фиг.7 представлен вид сбоку на фрезу, показанную на фиг.6;
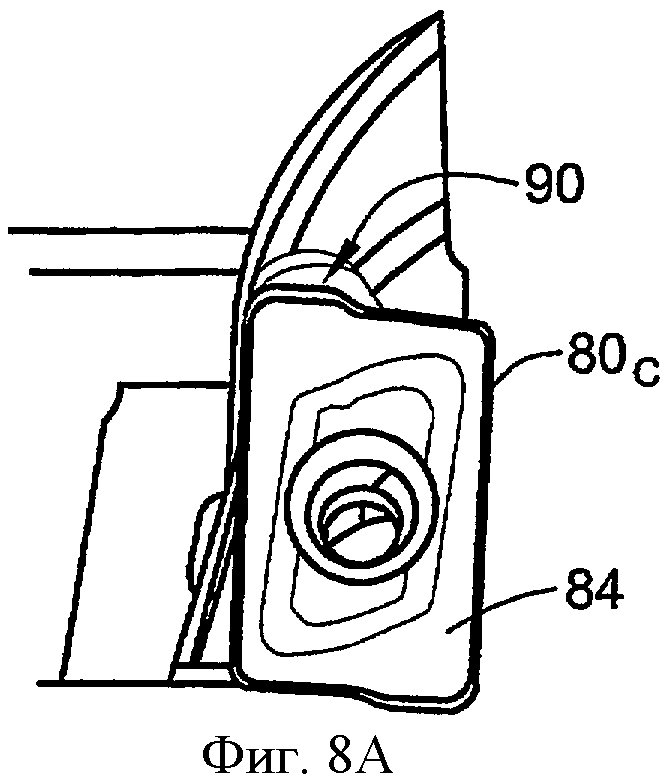
на фиг.8А представлен вид сбоку на гнездо фрезы, показанной на фиг.6, для образования цилиндрической поверхности;
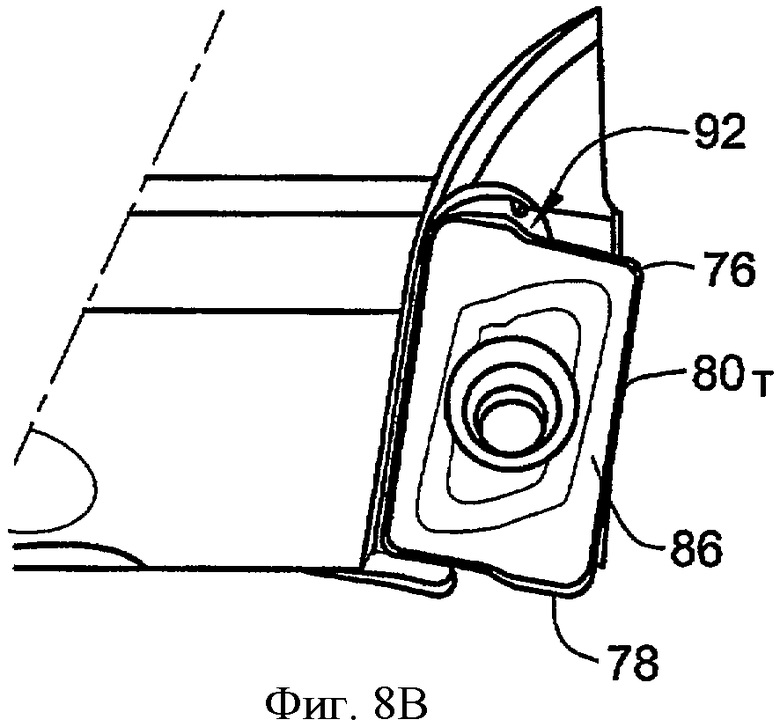
на фиг.8В представлен вид сбоку на гнездо фрезы, показанной на фиг.6, для фрезерования конической поверхности, сходящейся к переднему режущему концу;
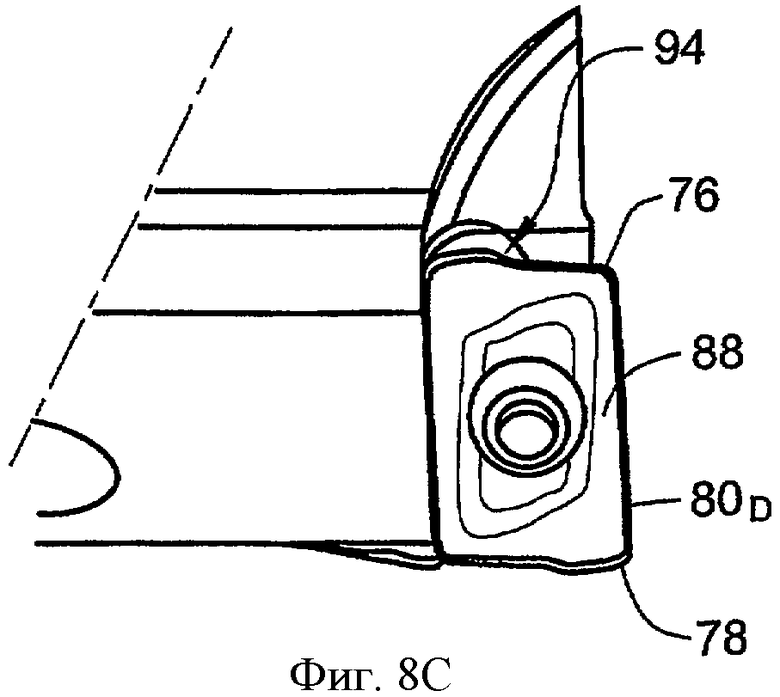
на фиг.8С представлен вид сбоку на гнездо фрезы, показанной на фиг.6, для фрезерования конической поверхности, сходящейся к заднему режущему концу.
Следует отметить, что для простоты и ясности иллюстрации элементы, показанные на фигурах, необязательно изображены в соответствующем масштабе. Например, размеры некоторых элементов для ясности могут быть увеличены по отношению к другим элементам. Кроме того, где необходимо, номера позиций могут повторяться на фигурах для обозначения одного и того же элемента.
ДЕТАЛЬНОЕ ОПИСАНИЕ
Рассмотрим фиг.1 и 2. Фреза 12 в соответствии с первым вариантом настоящего изобретения имеет продольную ось А, определяющую направление спереди назад, и направление вращения R. Следует отметить, что используемые в описании и формуле изобретения термины, указывающие направление, например «передний», «задний» и т.д. (и производные от них), использованы только для целей иллюстрации. Фреза 12 имеет расположенный сзади хвостовик 14 и расположенную спереди рабочую часть 16, проходящую в продольном направлении от обращенного вперед торца 18 режущей части к заднему концу 20 вблизи хвостовика 14. Режущая часть 16 может быть выполнена цельной и соединена с хвостовиком с возможностью разъединения, как это известно, например, из патента США № 6494648 и патента США № 6485220, отсылка на которые здесь приведена на весь документ. Кроме того, режущая часть 16 может быть выполнена заодно целое с хвостовиком 14, как известно, например из патентов США №№ 6997651, 5779399, 4560308, 6105467 и 5322394, отсылка на которые здесь приведена на весь документ.
Режущая часть 16 может быть выполнена из карбидов, керамики, керметов или любых других подходящих материалов. Режущая часть 16 может быть изготовлена методами порошковой металлургии, такими как прессование или инжекционное прессование и последующее спекание. Такие материалы и методы хорошо известны в промышленности и описаны, например, в World Directory and Handbook of Hardmetals and Hard Materials, издание пятое, опубликованное International Carbide Data, приведенной здесь в качестве ссылки. Режущая часть 16 может быть выполнена также из любого твердого и вязкого материала, такого как быстрорежущая сталь (известная в промышленности как HSS), заготовок твердых материалов или с использованием любого подходящего метода формообразования.
Режущая часть 16 имеет четыре винтовых зуба 22, выполненных заодно с ней, каждый из которых определен между предшествующей и последующей канавками 24. Каждая канавка 24 проходит назад от торца 18 режущей части к концу 20. Однако различные фрезы могут иметь другие режущие части, которые выполнены с другим количеством зубьев, например 3, 5, 6 или больше. Каждый зуб 22 имеет периферийную кромку 26, проходящую между задним концом зуба 28 вблизи конца 20 и передним концом зуба 30 на переднем торце 18 режущей части, определяющими периферийную длину кромки L. Каждый зуб 22, кроме того, имеет вспомогательную кромку 32, проходящую от переднего конца 30 зуба на периферийной кромке 26 внутрь вдоль торца 18 режущей части к внутреннему концу 34 зуба. Поскольку фреза 12 вращается, каждая периферийная кромка 26 образует соответствующую поверхность вращения, концентричную продольной оси А.
На фиг.3 показано поперечное сечение передней части длины L режущей кромки, а на фиг.4 показано поперечное сечение задней части длины L режущей кромки. Оба поперечных сечения показывают два цилиндрических зуба 48, скошенный зуб с уклоном вперед 50 и скошенный зуб с уклоном назад 52. Из четырех периферийных кромок 26 две противолежащие периферийные кромки 26 цилиндрических зубьев 48 являются цилиндрическими кромками 36, которые образуют цилиндрическую поверхность вращения при вращении фрезы 12 вокруг ее продольной оси А. Цилиндрические поверхности вращения совпадают с наружными цилиндрическими поверхностями 46 для каждой из двух цилиндрических кромок 36. Две другие периферийные кромки 26 являются нецилиндрическими периферийными кромками. Одна из двух нецилиндрических периферийных кромок расположена на скошенном с уклоном вперед зубе 50 и является скошенной кромкой 38, которая образует коническую поверхность вращения, соответствующую конической наружной поверхности 42, сходящейся вперед, при вращении фрезы 12 вокруг продольной оси А. Другая из двух нецилиндрических периферийных кромок 26 расположена на скошенном с уклоном назад зубе 52 и является скошенной кромкой 40, которая образует коническую поверхность вращения, соответствующую конической наружной поверхности 44, сходящейся назад, при вращении фрезы 12 вокруг ее продольной оси А.
На фиг.5А-5С показано схематическое изображение конической, сходящейся вперед, 42, конической, сходящейся назад, 44 и цилиндрической 46 наружных поверхностей, соответствующих конической, сходящейся вперед, конической, сходящейся назад, и цилиндрической поверхностям вращения соответственно. Цилиндрическая наружная поверхность 46 проходит от переднего режущего конца 19 на торце режущей части 18 к заднему режущему концу 21 на заднем конце 20 режущей части параллельно продольной оси А и имеет цилиндрический радиус RC. Коническая сходящаяся вперед наружная поверхность 42 имеет в основном форму усеченной конической поверхности, проходящей коаксиально продольной оси А от переднего режущего конца 19 на переднем торце 18 режущей части к заднему режущему концу 21 на заднем конце 20 с расхождением радиально наружу так, что радиус RTT наружной конической поверхности 42 вблизи конца 20 режущей части больше, чем ее радиус RTF вблизи торца 18 режущей части. В соответствии с некоторыми вариантами настоящего изобретения радиус RTT равен или приблизительно равен цилиндрическому радиусу RC. Наружная сходящаяся назад коническая поверхность 44 имеет в основном форму усеченной конической поверхности, проходящей коаксиально продольной оси А со схождением радиально внутрь от переднего режущего конца 19 на торце 18 режущей части к заднему режущему концу 21 на заднем конце 20 режущей части так, что ее радиус RDT наружной конической поверхности 44 вблизи конца 20 меньше, чем ее радиус RDF вблизи торца 18 режущей части. В соответствии с некоторыми вариантами настоящего изобретения радиус RDF равен или приблизительно равен цилиндрическому радиусу RC.
Когда фреза 12 вращается и обрабатывает заготовку (не показана), периферийная режущая комка 26 цилиндрического зуба 48 работает полной длиной L с равномерной радиальной глубиной резания, периферийная режущая комка скошенного с уклоном вперед зуба 50 работает задней частью 54 своей длины L, а периферийная режущая кромка 26 скошенного с уклоном назад зуба 52 работает передней частью 56 своей длины L. Комбинированный эффект от использования цилиндрического, скошенного с уклоном вперед и скошенного с уклоном назад зубьев проявляется в стабилизации фрезы в процессе обработки и значительном уменьшении дробления.
Рассмотрим фиг.6 и 7. Фреза 60 в соответствии с другим типовым вариантом настоящего изобретения имеет продольную ось А2, определяющую направление спереди назад и направление вращения R. Фреза 60 имеет сзади хвостовик 62 и спереди - режущую часть 64. Хвостовик 62 может быть выполнен заодно с режущей частью 64. Как хорошо известно из уровня техники, режущая часть также может быть закреплена на хвостовике с возможностью разъединения. Конструкция хвостовика 62 фрезы 60 и его соединение с режущей частью 64 известны специалистам и ниже не будут рассматриваться.
Режущая часть 64 имеет передний торец 66 с шестью гнездами 68, образованными вокруг его периметра 70. Каждое гнездо 68 открыто тангенциально вперед к предшествующей канавке 72 и радиально наружу от периметра 70. В каждом гнезде 68 может быть расположена одна пластина 74. Понятно, что различные фрезы могут быть выполнены с различным числом гнезд, например 3, 4, 5, 7, 8, 9 и т.д. Следует отметить, что форма пластин, форма гнезд, предназначенных для установки пластин на фрезе в процессе обработки, способы и средства, посредством которых пластины могут быть закреплены с возможностью замены в соответствующих гнездах, известны специалистам и не будут рассматриваться ниже.
Пластины 74 могут быть выполнены из карбидов, керамики, керметов или любых других подходящих материалов методами порошковой металлургии, такими как прессование или инжекционное прессование и последующее спекание. Такие материалы и методы хорошо известны в промышленности и описаны, например, в World Directory and Handbook of Hardmetals and Hard Materials, издание пятое, опубликованное International Carbide Data, приведенной здесь в качестве ссылки. Пластины 74 также могут быть выполнены из любого твердого и вязкого материала, такого как быстрорежущая сталь (известная в промышленности как HSS), заготовок твердых материалов или с использованием любого подходящего метода формообразования. Пластины 74 могут иметь форму в основном прямоугольной призмы. Пластины 74 могут иметь любую соответствующую конструкцию, известную в промышленности, такую как раскрытые в патентах США №№ 5486073, 5071292, 5052863, 5382118, 5727911 и 5158402, отсылка на которые здесь приведена на весь документ.
При закреплении с возможностью замены в гнезде 68 пластина 74 имеет радиально наружную периферийную кромку 80, проходящую в основном вперед от заднего угла 76, образующего ее конец 77, и передний угол 78 на переднем конце 79, определяющем глубину резания D режущей части 64. Вспомогательная режущая кромка 82 проходит от переднего конца 78 периферийной кромки 80 внутрь вдоль торца 66. При вращении режущей части 64 вокруг продольной оси А2 каждая периферийная кромка 80 образует соответствующую поверхность вращения, концентричную продольной оси А2.
На фиг.8А-8С в увеличенном масштабе показаны гнезда 68 фрезы 60. Более детально: фиг.8А показывает цилиндрическое гнездо 90, фиг.8В показывает наклоненное вперед гнездо 92 и фиг.8С показывает наклоненное назад гнездо 94. Режущие пластины, обозначенные как 84, 86 и 88, закреплены в цилиндрическом гнезде 90, наклоненном вперед гнезде 92 и в наклоненном назад гнезде 94 соответственно. Пластины 84, 86 и 88 могут быть идентичными, различающимися только гнездом, в котором они закреплены. Периферийная режущая кромка 80С режущей пластины 84 образует цилиндрическую поверхность вращения, соответствующую цилиндрической наружной поверхности, параллельной продольной оси А2 с радиусом RС при вращении фрезы 60 вокруг ее продольной оси А2. Цилиндрическая наружная поверхность похожа на цилиндрическую наружную поверхность 46, показанную на фиг.3-5 и описанную выше. Периферийная режущая кромка 80Т режущей пластины 86 имеет угол в плане менее 90°, образует наружную в основном усеченную коническую поверхность при вращении фрезы 60 вокруг ее продольной оси А2 и проходит в основном коаксиально с продольной осью А2 от переднего угла 78 на переднем конце 79 к заднему углу 76 на заднем конце 77 с расхождением радиально наружу. При такой форме радиус RTT наружной конической поверхности вблизи конца 77 больше, чем ее радиус RTF вблизи переднего торца 66. Наружная коническая поверхность, сходящаяся вперед, похожа на наружную коническую поверхность с уклоном вперед 42, показанную на фиг.3-5 и описанную выше. Радиус RTT равен или приблизительно равен цилиндрическому радиусу RC. Периферийная кромка 80D пластины 88 имеет угол в плане более 90°, образует усеченную наружную коническую поверхность при вращении фрезы 60 вокруг ее продольной оси А2 и проходит в основном коаксиально с продольной осью А2 от переднего угла 78 к заднему углу 76 со схождением радиально внутрь. При такой форме радиус RDF наружной конической поверхности, сходящейся назад, вблизи переднего угла 78 больше, чем ее радиус RDT вблизи заднего конца 76. Такая наружная коническая поверхность, сходящаяся назад, похожа на наружную коническую поверхность 44, показанную на фиг.3-5 и описанную выше. Радиус RDF равен или приблизительно равен цилиндрическому радиусу RC.
Когда фреза 60 вращается вокруг ее продольной оси А2 и обрабатывает заготовку (не показана), периферийная кромка 80С пластины 84 работает на полную глубину резания D с постоянной радиальной глубиной резания, периферийная кромка 80T пластины 86 работает вдоль задней части 96 глубины резания D, а периферийная кромка 80D пластины 88 работает вдоль передней части 98 глубины резания D.
Шесть гнезд фрезы 60 в этом варианте расположены вокруг периметра 70 тремя противолежащими парами следующим образом: цилиндрическое гнездо 90, наклонное вперед гнездо 92, наклонное назад гнездо 94, цилиндрическое гнездо 90, наклонное вперед гнездо 92 и наклонное назад гнездо 94. Пластины 84, 86 и 88 могут быть закреплены с возможностью замены в цилиндрическом гнезде 90, наклонном вперед гнезде 92 и наклоненном назад гнезде 94 соответственно. Комбинированный эффект от применения периферийной режущей кромки 80C, периферийной режущей кромки 80T и периферийной режущей кромки 80D пластин 84, 86 и 88 соответственно позволяет стабилизировать фрезу в процессе обработки и значительно уменьшает дробление.
Различные фрезы в других вариантах изобретения могут быть выполнены с различным числом гнезд и/или различным порядком их расположения. Например, восемь гнезд могут быть расположены вокруг периметра 70 следующим образом: цилиндрическое гнездо 90, наклонное вперед гнездо 92, цилиндрическое гнездо 90, наклонное назад гнездо 94, цилиндрическое гнездо 90, наклонное вперед гнездо 92, цилиндрическое гнездо 90, наклонное назад гнездо 94 или вокруг периметра 70 три гнезда подряд включают цилиндрическое гнездо 90, наклонное вперед гнездо 92 и наклонное вперед гнездо 94, или любые другие требуемые расположения.
На основании описанных выше ряда типовых аспектов и вариантов специалисты могут создать их определенные модификации, пермутации, добавления и комбинации. Однако в свете описанного выше специалистам следует представлять, что многие изменения, которые могут быть выполнены в раскрытых типовых вариантах, обеспечат достижение тех же или похожих результатов без отхода от сущности и объема изобретения. Это означает, что в отношении приведенной ниже формулы изобретения с возможными изменениями все такие модификации, пермутации, добавления и комбинации следует рассматривать как соответствующие сущности и объему предложенного изобретения.
Фреза имеет продольную ось и направление вращения вокруг нее и включает передний режущий конец, по крайней мере одну первую режущую кромку, проходящую назад от переднего режущего конца и предназначенную для образования в основном цилиндрической наружной поверхности, по крайней мере одну вторую режущую кромку, проходящую назад от переднего режущего конца и предназначенную для образования первой, в основном усеченной наружной конической поверхности, расходящейся радиально наружу при перемещении вдоль продольной оси от переднего режущего конца, и по крайней мере одну третью режущую кромку, проходящую назад от переднего режущего конца и предназначенную для образования второй в основном усеченной наружной конической поверхности, сходящейся радиально внутрь при перемещении вдоль продольной оси от переднего режущего конца. Технический результат: предотвращение появления нежелательных вибрационных гармоник. 4 н. и 18 з.п. ф-лы, 8 ил.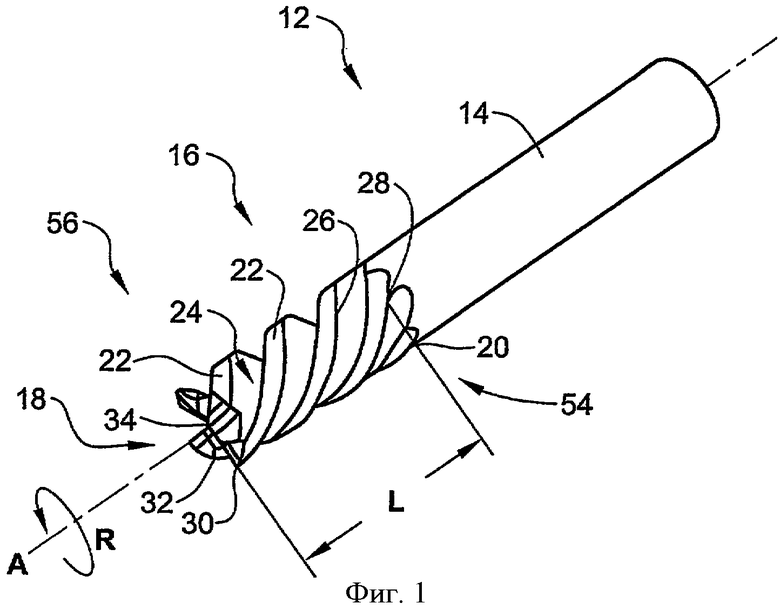
1. Фреза, имеющая продольную ось и направление вращения вокруг нее, включающая передний режущий конец, по крайней мере одну первую режущую кромку, проходящую назад от переднего режущего конца и предназначенную для образования в основном цилиндрической наружной поверхности, по крайней мере одну вторую режущую кромку, проходящую назад от переднего режущего конца и предназначенную для образования первой в основном усеченной наружной конической поверхности, расходящейся радиально наружу при перемещении вдоль продольной оси от переднего режущего конца, и по крайней мере одну третью режущую кромку, проходящую назад от переднего режущего конца и предназначенную для образования второй в основном усеченной наружной конической поверхности, сходящейся радиально внутрь при перемещении вдоль продольной оси от переднего режущего конца.
2. Фреза по п.1, включающая задний режущий конец, при этом в основном цилиндрическая наружная поверхность имеет цилиндрический радиус, первая в основном усеченная наружная коническая поверхность имеет задний радиус вблизи заднего режущего конца, вторая в основном усеченная наружная коническая поверхность имеет передний радиус вблизи переднего режущего конца, упомянутые задний радиус и передний радиус, по крайней мере, приблизительно равны цилиндрическому радиусу.
3. Фреза по п.1, включающая задний режущий конец, при этом в основном цилиндрическая наружная поверхность имеет цилиндрический радиус, первая в основном усеченная наружная коническая поверхность имеет передний радиус вблизи переднего режущего конца, вторая в основном усеченная наружная коническая поверхность имеет задний радиус вблизи заднего режущего конца, упомянутые передний радиус и задний радиус меньше цилиндрического радиуса.
4. Фреза, имеющая продольную ось и направление вращения вокруг нее, включающая обращенный вперед торец режущей части, переднюю режущую часть, проходящую продольно от ее обращенного вперед торца к заднему концу, и множество винтовых зубьев, включающее по крайней мере первый винтовой зуб, выполненный заодно вдоль по крайней мере участка передней режущей части и имеющий первую периферийную режущую кромку, предназначенную для образования в основном цилиндрической наружной поверхности при вращении фрезы, по крайней мере второй винтовой зуб, выполненный заодно вдоль по крайней мере участка передней режущей части и имеющий вторую периферийную режущую кромку, предназначенную для образования первой в основном усеченной наружной конической поверхности, расходящейся радиально наружу при перемещении вдоль продольной оси от торца режущей части, по крайней мере третий винтовой зуб, выполненный заодно вдоль по крайней мере участка передней режущей части и имеющий третью периферийную режущую кромку, предназначенную для образования второй в основном усеченной наружной конической поверхности, сходящейся радиально внутрь при перемещении вдоль продольной оси от торца режущей части.
5. Фреза по п.4, в которой цилиндрическая наружная поверхность имеет цилиндрический радиус, первая в основном усеченная наружная коническая поверхность имеет задний радиус вблизи заднего конца, вторая в основном усеченная наружная коническая поверхность имеет передний радиус вблизи торца режущей части, при этом упомянутые задний радиус и передний радиус по крайней мере приблизительно равны цилиндрическому радиусу.
6. Фреза по п.4, в которой множество винтовых зубьев включает четное число винтовых зубьев.
7. Фреза по п.4, в которой по крайней мере две первые расположенные противоположно друг другу периферийные режущие кромки образуют в основном цилиндрическую наружную поверхность.
8. Фреза по п.7, в которой по крайней мере одна вторая и одна третья режущие кромки расположены между двумя первыми периферийными режущими кромками.
9. Фреза, имеющая продольную ось и направление вращения вокруг нее, режущую часть, имеющую передний режущий конец, множество пластин, закрепленных по периметру режущей части, каждая из множества режущих пластин имеет периферийную кромку, проходящую назад от переднего угла вблизи переднего режущего конца к заднему углу, каждая периферийная кромка предназначена для образования соответствующей наружной поверхности при вращении фрезы, при этом первая соответствующая наружная поверхность выполнена в виде в основном цилиндрической наружной поверхности, вторая соответствующая наружная поверхность выполнена в виде усеченной наружной конической поверхности, расходящейся радиально наружу при перемещении вдоль продольной оси от первого режущего конца.
10. Фреза по п.9, в которой первая соответствующая наружная поверхность имеет цилиндрический радиус, а вторая соответствующая наружная поверхность имеет задний радиус вблизи заднего угла, который по крайней мере приблизительно равен цилиндрическому радиусу.
11. Фреза по п.9, включающая третью соответствующую наружную поверхность в виде усеченной наружной конической поверхности, сходящейся радиально внутрь при перемещении вдоль продольной оси от переднего режущего конца.
12. Фреза по п.11, в которой первая соответствующая наружная поверхность имеет цилиндрический радиус, третья соответствующая наружная поверхность имеет передний радиус вблизи переднего угла, который по крайней мере приблизительно равен цилиндрическому радиусу.
13. Фреза по п.9, в которой множество пластин включает по крайней мере шесть пластин.
14. Фреза по п.9, в которой по крайней мере две периферийные режущие кромки, расположенные противоположно друг от друга, образуют в основном цилиндрическую наружную поверхность.
15. Фреза по п.14, в которой по крайней мере одна периферийная режущая кромка, предназначенная для образования одной поверхности из группы, включающей вторую соответствующую наружную поверхность и третью соответствующую наружную поверхность, расположена между двумя первыми периферийными противоположно расположенными друг к другу кромками, образующими в основном цилиндрическую наружную поверхность.
16. Фреза по п.9, в которой по крайней мере некоторые из множества режущих пластин могут быть удалены с переднего режущего конца.
17. Фреза по п.9, в которой все режущие пластины выполнены, по существу, идентичными.
18. Фреза, имеющая продольную ось и направление вращения вокруг нее, включающая режущую часть, имеющую передний режущий конец, множество гнезд по периметру переднего режущего конца, каждое из множества гнезд предназначено для закрепления с возможностью замены режущей пластины, при этом по крайней мере первое гнездо из множества гнезд выполнено так, что периферийная кромка закрепленной в нем режущей пластины образует соответствующую цилиндрическую первую наружную поверхность при вращении фрезы, по крайней мере второе гнездо выполнено так, что периферийная кромка закрепленной в нем режущей пластины образует соответствующую усеченную вторую наружную коническую поверхность, расходящуюся радиально наружу при перемещении вдоль продольной оси от переднего режущего конца при вращении фрезы, по крайней мере третье гнездо из множества гнезд выполнено так, что периферийная кромка закрепленной в нем режущей пластины образует соответствующую третью наружную коническую поверхность, сходящуюся радиально внутрь при перемещении вдоль продольной оси от переднего режущего конца при вращении фрезы.
19. Фреза по п.18, в которой первая наружная поверхность имеет цилиндрический радиус, а вторая наружная поверхность имеет задний радиус вблизи заднего угла периферийной кромки пластины, закрепленной с возможностью замены во втором гнезде, который приблизительно равен цилиндрическому радиусу.
20. Фреза по п.18, в которой первая наружная поверхность имеет цилиндрический радиус, а третья наружная поверхность имеет передний радиус вблизи переднего угла периферийной кромки пластины, закрепленной с возможностью замены в третьем гнезде, который приблизительно равен цилиндрическому радиусу.
21. Фреза по п.18, в которой по крайней мере два первых гнезда расположены противоположно друг к другу на переднем режущем конце.
22. Фреза по п.18, в которой по крайней мере одно гнездо из группы, включающей по крайней мере одно второе гнездо и по крайней мере одно третье гнездо, расположено между по крайней мере двумя первыми гнездами.
| DE 3705282 A1, 03.09.1987 | |||
| Способ обработки целлюлозных материалов, с целью тонкого измельчения или переведения в коллоидальный раствор | 1923 |
|
SU2005A1 |
| Концевая фреза И.С.Терешонка | 1980 |
|
SU972735A2 |
| Режущий инструмент | 1987 |
|
SU1468686A1 |
| Концевая раскройная фреза | 1990 |
|
SU1726165A1 |
| Сборная фреза | 1991 |
|
SU1780943A1 |

