Изобретение относится к обработке металлов давлением, а именно к изготовлению способом волочения деталей типа цилиндрических оболочек в виде профилируемых труб, на наружной поверхности которых имеются продольные рифли.
Для получения рифленой поверхности на цилиндрических оболочках широко используется способ накатки пластическим деформированием и устройства с накатными роликами [Справочник технолога-машиностроителя. В 2-х т. Т. 21 Под ред. А.Г. Косиловой и Р.К. Мещерякова. - 4-е изд., перераб. и доп.-М.: Машиностроение, 1985. 496 с., см. стр. 414]. Накатывание рифлей проводят цилиндрическими роликами, свободно установленными на осях в специальных державках. Обработку выполняют на токарных, револьверных станках и автоматах при скоростях от 10 до 90 м/мин в зависимости от марки металла за большое число проходов.
Недостатком способа является малый шаг и глубина рифления, а также низкая производительность.
Известен также способ формирования рифлей ромбовидной формы на наружной поверхности цилиндрической оболочки [патент РФ №2655555, кл. В21С 37/20; B21J 5/12; B21J 13/02; B21K 21/06, опубл. 28.05.2018, бюл. №16), включающий формоизменение цилиндрической оболочки за две последовательные операции вытяжки, на каждой из которых цилиндрическую оболочку под действием пуансона, введенного в полость цилиндрической оболочки с упором в нее, проталкивают через матрицу с многозаходными спиральными выступами на рабочей поверхности, имеющими угол подъема спирали от 10° до 45°, с обеспечением поворота пуансона с цилиндрической оболочкой или матрицы вокруг оси под действием силы вытяжки и утонением стенки цилиндрической оболочки в местах контакта со спиральными выступами матрицы. На первой и второй операциях вытяжки используют матрицы с многозаходными спиральными выступами, имеющими противоположное направление угла подъема спирали, а операции вытяжки осуществляют с удалением цилиндрической оболочки со спиральными канавками на наружной поверхности на провал.
Недостатком способа является ограниченность длины получаемого изделия, связанная с небольшим ходом гидравлических прессов.
Известна, также волока для профилирования ребристых труб (авторское свидетельство SU 1060267 А, опубл. 15.12.1983, бюл. №46, принятое за прототип), с помощью которой получают продольные рифли на наружной поверхности трубной заготовки. Профилирование трубной заготовки производят на короткой цилиндрической оправке, диаметр которой меньше внутреннего диаметра трубной заготовки с помощью волоки, имеющей конусные рабочие зоны с выступами и впадинами с углами конусности, соответственно равные αвыст. и αвпад. и калибрующей зоной с требуемой формой профиля продольных рифлей, при этом между рабочей поверхностью калибрующей зоны волоки и поверхностью короткой цилиндрической оправки имеется зазор равный толщине стенки готовой ребристой трубы. Профилирование осуществляют следующим образом. Исходная цилиндрическая трубная заготовка постоянной толщины стенки вводится предварительно забитым концом в волоку и протягивается через нее. В конусной рабочей зоне волоки происходит деформирование исходной трубной заготовки обжимом до меньшего диаметра и заполнение металлом впадин волоки, в результате чего формируются продольные ребра на трубе.
Недостатком данного способа профилирования ребристых труб является трудоемкость экспериментального определения степени обжима заготовки, при которой получается требуемый размер детали. Также известный способ позволяет изготавливать продольные рифли только в толстостенных трубных заготовках.
Техническим результатом является обеспечение возможности изготовления оболочек с продольными рифлями на внешней поверхности, диаметр которой не меняется.
Задачей изобретения является расширение технологических возможностей изготовления длинных цилиндрических оболочек с продольными рифлями на наружной поверхности.
Для решения поставленной задачи в предлагаемом способе изготовления продольных рифлей на внешней поверхности цилиндрической оболочки, включающий установку на волочильный стан волоки, выполненной с продольными клиновыми выступами, закрепление внутри волоки оправки, забивание на конце цилиндрической оболочки захватки и формоизменение цилиндрической оболочки путем протягивания ее через не имеющую возможность поворота вокруг своей оси волоку с зафиксированной оправкой, которое осуществляют с утонением стенки цилиндрической оболочки в местах контакта с продольными клиновыми выступами волоки, при этом, используют оправку, наружный диаметр которой равен внутреннему диаметру цилиндрической оболочки, и волоку с продольными клиновыми выступами, высота которых превышает глубину продольных рифлей, посредством которых при протягивании цилиндрической оболочки обеспечивают не изменение ее внутреннего диаметра и внешнего диаметра по формируемым продольным выступам и получение зазора между впадинами волоки и цилиндрической оболочкой по упомянутому внешнему диаметру.
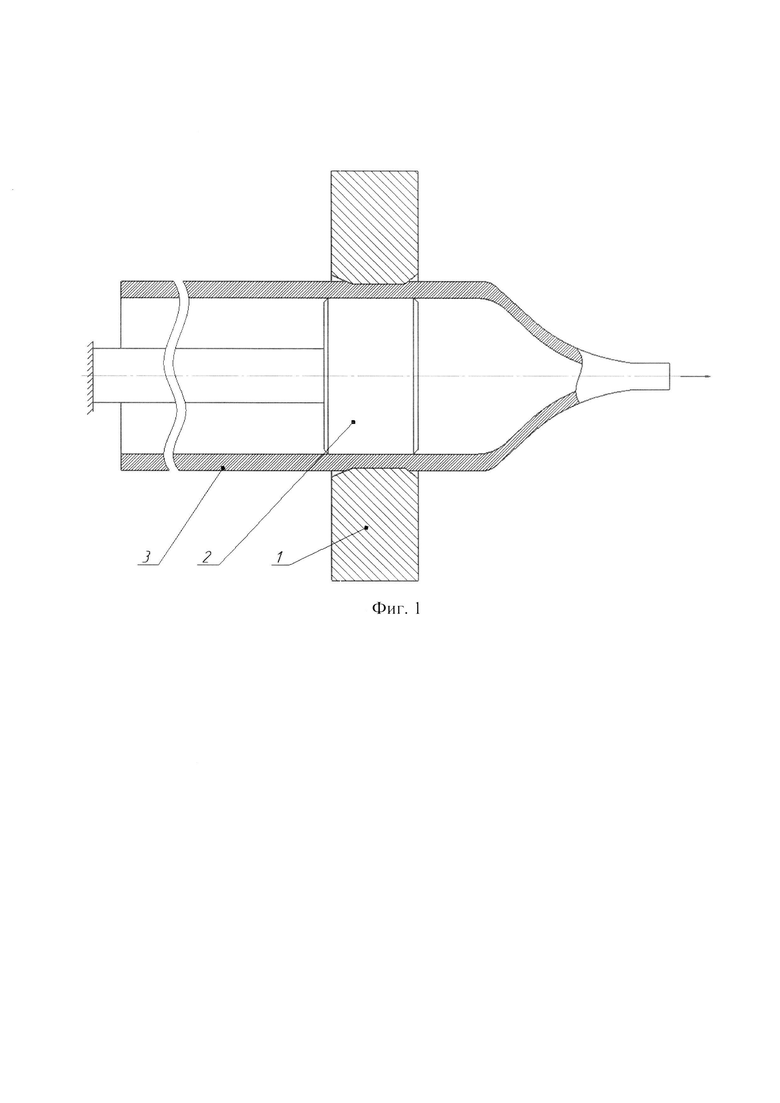
На фиг. 1 показана схема операции волочения с продольным рифлением.
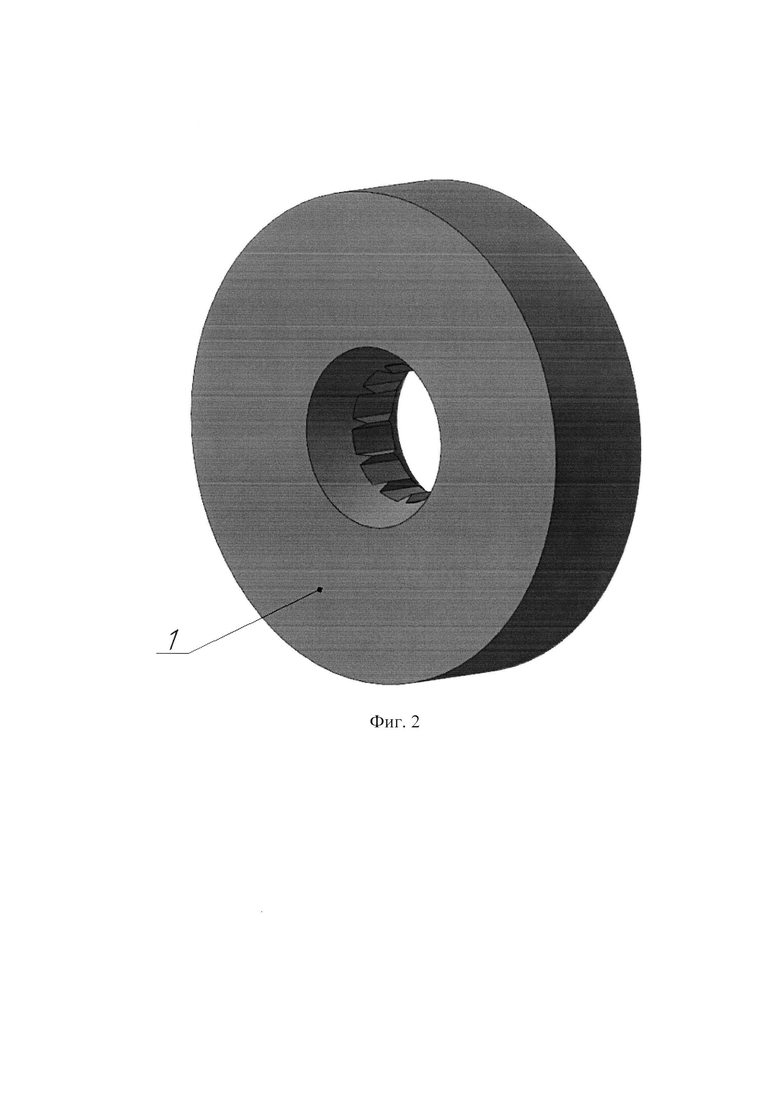
На фиг. 2 показана волока на рабочей поверхности которой нанесены продольные клиновые выступы.
Способ изготовления продольных рифлей на внешней поверхности цилиндрической оболочки осуществляется следующим образом.
Перед началом операции на волочильный стан устанавливают волоку 1 и закрепленную оправку 2. Оправка 2 фиксируется в положении, при котором она располагается в волоке 1. Для волочения в качестве заготовки используют цилиндрическую оболочку 3, на конце которой предварительно забивают захватку (не показана) и протягивают ее в волочильном стане через волоку 1. Волока 1 на рабочем пояске выполнена с продольными клиновыми выступами. При протягивании цилиндрической оболочки 3 она подвергается локальному редуцированию с одновременным формированием продольных рифлей на наружной поверхности. При этом внутренний диаметр цилиндрической оболочки 3 не меняется, внешний диаметр по формируемым выступам также остается постоянным, однако диаметр цилиндрической оболочки 3 по впадинам уменьшается на две высоты получаемых рифлей. При этом волока 1 выполнена таким образом, чтобы обеспечивался зазор между впадинами волоки 1 и цилиндрической оболочкой 3. Оправка 2 требуется для предотвращения изменения внутреннего диаметра цилиндрической оболочки 3.
Пример осуществления способа изготовления продольных рифлей на внешней поверхности цилиндрической оболочки.
На наружной поверхности цилиндрической оболочки 1, изготовленной из стали 10, длиной 2000 мм, наружным диаметром 40 мм, толщиной стенки 3 мм необходимо получить 10 продольных рифлей глубиной 1 мм, угол при впадине рифли составляет 60°.
Для получения рифленой поверхности использовалась волока 1, на рабочей поверхности которой выполнены продольных выступы клиновой формы высотой 1,5 мм. Высота продольных клиновых выступов волоки 1 выполнена больше глубины формируемых рифлей для обеспечения зазора между внешним диаметром оболочки 3 и диаметром волоки 1 по впадинам. Число продольных клиновых выступов на волоке 1 составило 10. Перед началом операции на волочильный стан устанавливают волоку 1 и закрепленную оправку 2. Оправка 2 фиксируется в положении, при котором она располагается в волоке 1. Использовалась цилиндрическая оболочка 3, на конце которой предварительно забили захватку (не показана) и протягивают ее через волоку 1 с силой не более 40 кН. После операции волочения и рифления был получен полуфабрикат, наружный диаметр которого составляет 40 мм, глубина рифлей равна 1 мм, а толщина стенки изменяется от 2 мм (в месте рифли) до 3 мм.
Преимуществом способа изготовления цилиндрической оболочки является расширение технологических возможностей получения оболочек с продольными рифлями, расположенными на внешней поверхности длинной оболочки, за один рабочий ход.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления спиральных рифлей на внешней поверхности цилиндрической оболочки | 2024 |
|
RU2835717C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБОЛОЧКИ ОСКОЛОЧНОГО БОЕПРИПАСА | 2000 |
|
RU2171445C1 |
| Устройство для получения рифлей ромбовидной формы на наружной поверхности оболочки | 2019 |
|
RU2715512C1 |
| Способ волочения профильных тонкостенных труб | 1987 |
|
SU1454532A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ УДЛИНЕННЫХ КУМУЛЯТИВНЫХ ЗАРЯДОВ | 2015 |
|
RU2620695C2 |
| Способ получения рифлей ромбовидной формы на наружной поверхности оболочки | 2019 |
|
RU2715511C1 |
| Способ получения оболочек с продольными ребрами на наружной поверхности | 2023 |
|
RU2818530C1 |
| Способ получения оболочек с ребрами на наружной поверхности | 2022 |
|
RU2801517C1 |
| Способ изготовления сетки рифлей на внутренней поверхности цилиндрической оболочки | 2020 |
|
RU2758351C1 |
| Устройство для получения рифлений на внутренней поверхности цилиндрической оболочки | 2022 |
|
RU2796090C1 |
Изобретение относится к обработке металлов давлением и может быть использовано при изготовлении цилиндрических оболочек с продольными рифлями на наружной поверхности. Внутри волоки с продольными клиновыми выступами закрепляют оправку. Оболочку протягивают через не имеющую возможность поворота вокруг своей оси волоку с оправкой с утонением стенки оболочки в местах контакта с выступами волоки. Наружный диаметр оправки равен внутреннему диаметру оболочки. Высота выступов волоки превышает глубину продольных рифлей оболочки. При протягивании оболочки обеспечивают не изменение ее внутреннего и внешнего диаметров по формируемым продольным выступам и получение зазора между впадинами волоки и цилиндрической оболочкой по упомянутому внешнему диаметру. В результате обеспечивается расширение технологических возможностей за счет получения более длинных оболочек с продольными рифлями, расположенными на внешней поверхности. 2 ил., 1 пр.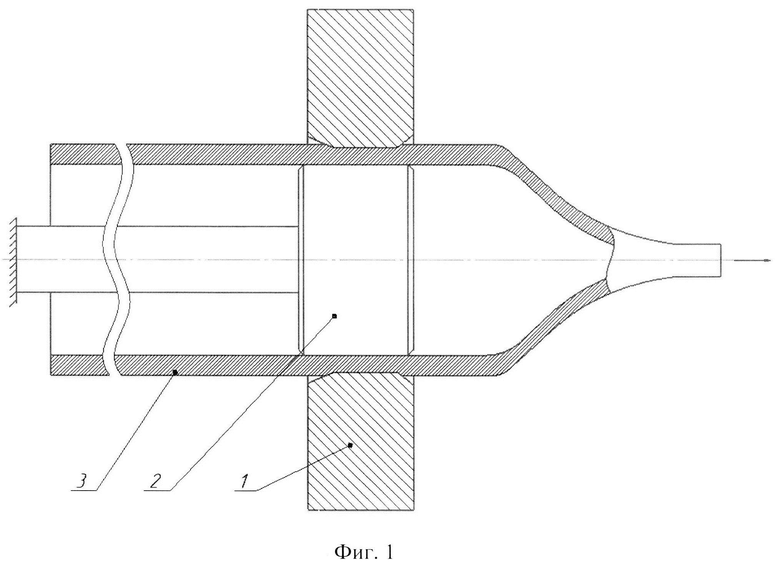
Способ изготовления продольных рифлей на внешней поверхности цилиндрической оболочки, включающий установку на волочильный стан волоки, выполненной с продольными клиновыми выступами, закрепление внутри волоки оправки, забивание на конце цилиндрической оболочки захватки и формоизменение цилиндрической оболочки путем протягивания ее через не имеющую возможность поворота вокруг своей оси волоку с зафиксированной оправкой, которое осуществляют с утонением стенки цилиндрической оболочки в местах контакта с продольными клиновыми выступами волоки, отличающийся тем, что используют оправку, наружный диаметр которой равен внутреннему диаметру цилиндрической оболочки, и волоку с продольными клиновыми выступами, высота которых превышает глубину продольных рифлей, посредством которых при протягивании цилиндрической оболочки обеспечивают не изменение ее внутреннего диаметра и внешнего диаметра по формируемым продольным выступам и получение зазора между впадинами волоки и цилиндрической оболочкой по упомянутому внешнему диаметру.
| Волока для профилирования ребристых труб | 1982 |
|
SU1060267A1 |
| Способ формирования рифлей ромбовидной формы на наружной поверхности цилиндрической оболочки | 2017 |
|
RU2655555C1 |
| SU 229433 A1, 26.02.1969 | |||
| US 3487673 A1, 06.01.1970 | |||
| US 5894753 A1, 20.04.1999. | |||

