Область техники изобретения
В общем, принципы и варианты осуществления настоящего изобретения относятся к системам и способам нанесения покрытия на подложку как части непрерывного процесса нанесения каталитического покрытия.
Уровень техники изобретения
Каталитические нейтрализаторы для удаления и/или конверсии вредных компонентов выхлопных газов хорошо известны. В то время как каталитические нейтрализаторы для этой цели имеют множество конструкций, одной конструктивной формой является покрытый катализатором жесткая скелетная монолитная подложка или элемент в виде сот, который имеет множество продольных каналов или ячеек для образования покрытого катализатором блока, имеющего большую площадь поверхности. Жесткая монолитная подложка изготавливается из керамики и других материалов. Такие материалы и их получение описаны, например, в патентах США 3,331,787 и 3,565,830, каждый из которых включены в этот документ по ссылке.
Монолитная сотовая подложка обычно будет иметь входной конец и выходной конец с множеством расположенных рядом ячеек, простирающихся вдоль длины блока подложки от входного конца к выходному концу. Эти сотовые подложки обычно имеют от 100 до 600 ячеек на квадратный дюйм (cpsi) [от 15 до 93 ячеек на см2 - прим. переводчика], но могут иметь диапазон плотности от 10 cpsi до 1200 cpsi [от 1,5 до 186 ячеек на см2 - прим. переводчика]. Из уровня техники известны ячейки, имеющие круглую, квадратную, треугольную или шестиугольную форму.
Площадь фронтального живого сечения может составлять от 50% до 85% от площади поверхности, и толщина стенки ячейки может быть от 0,5 до 10 мил, где 1 мил равен 0,001 дюйма. Ячейки могут быть также отделены друг от друга стенками толщиной в диапазоне от примерно 0,5 мил до примерно 60 мил (от 0,012 мм до 1,5 мм). В некоторых случаях площадь фронтального живого сечения может быть до 91% для подложки с 600 cpsi с толщиной стенки ячейки 2 мил.
Стенки ячеек подложки могут быт пористыми или непористыми, гладкими или шероховатыми. Для пористых стенок средний диаметр пор стенки может быть от примерно 0,1 до 100 микрон, и пористость стенки обычно может находиться в диапазоне примерно 10-85%.
Такие монолитные каталитические подложки могут иметь одно, два или более каталитических покрытий, осажденных на стенках ячеек подложки. Каталитический материал может находиться как растворенное соединение в растворе или как находящееся во взвешенном состоянии твердое вещество в суспензии. Носитель и покрытие вводятся в ячейку и осаждаются на стенках в влажном состоянии, и затем могут быть высушены и кальцинированы. Этот процесс нанесения покрытия включает в себя использование вакуума для засасывания раствора или суспензии на заданное расстояние в ячейки, где заданное количество каталитического материала может затем прилипнуть к стенкам, когда жидкость-носитель удаляется. Процесс нанесения покрытия может не приводить к отложению одного и того же количества каталитического материала на стенках разных ячеек или может не приводить к засасыванию раствора или суспензии на одинаковое расстояние в каждую из ячеек. В добавление, покрытая каталитическая подложка кальцинировалась вне производственной линии в печи, где подложки обычно проходят через печь горизонтально, в то время как горячий газ проходит через подложку и вокруг него. Кальцинирование и сушка при высоких температурах исключались из-за опасности подвергания подложек тепловому удару, следующему из необходимости более высоких температур для кальцинирования по сравнению с сушкой и градиентов температуры, создаваемых при быстром нагревании, требуемом для поддержания одинаковых скоростей нанесения покрытий и перемещений в производственной линии без замедления работы производственной линии. Было бы желательным разработать новые способы и процессы для операций нанесения покрытий с целью уменьшения времени, требуемого для нанесения покрытия на монолитную каталитическую подложку при одновременном увеличении однородности глубины и нанесенного количества. Кроме того, было бы желательным предусмотреть процессы кальцинирования каталитического материала в производственной линии для улучшения эффективности производства.
Краткое описание изобретения
Различные варианты осуществления описаны ниже. Следует понимать, что описанные ниже варианты осуществления могут комбинироваться не только, как описано ниже, но и в других подходящих комбинациях в соответствии с объемом изобретения.
Один аспект настоящего изобретения относится к многосекционной системе нанесения покрытий, содержащей секцию необработанной массы, в которой измеряется исходная масса подложки, первую секцию каталитического покрытия подложки, в которой в продольные ячейки подложки вводится первое влажное покрытие, содержащее первое каталитическое покрытие и первую жидкость-носитель, первую секцию влажной массы, в которой измеряется первая влажная масса подложки, первый встроенный узел кальцинирования, в котором в подложку для кальцинирования первого каталитического покрытия при первой температуре кальцинирования вводится нагревающая текучая среда, и первую секцию измерения массы после кальцинирования, причем измеряется кальцинированная масса подложки.
В некоторых вариантах осуществления многосекционная система для нанесении покрытий также содержит первую многофазную секцию сушки, расположенную после первой секции влажной массы и перед первым встроенным узлом кальцинирования, причем первая жидкость-носитель первого влажного покрытия, по меньшей мере, частично испаряется из продольных ячеек подложки для получения, по меньшей мере, по существу высушенной подложки, имеющей температуру, и первую секцию охлаждения и первую секцию сухой массы, расположенные после первой многофазной секции сушки, причем в секции охлаждения температура по существу высушенной подложки снижается, а в секции сухой массы измеряется первая сухая масса подложки, содержащей осажденное первое каталитическое покрытие.
В некоторых вариантах осуществления многосекционная система нанесения покрытий также содержит вторую секцию каталитического покрытия подложки, в которой в продольные ячейки подложки вводится второе влажное покрытие, содержащее второе каталитическое покрытие и вторую жидкость-носитель, вторую секцию влажной массы, причем вторая влажная масса подложки измеряется после того, как второе влажное покрытие введено в продольные ячейки подложки, и вторую многофазную секцию сушки, в которой вторая жидкость-носитель второго влажного покрытия, по меньшей мере, частично испаряется из продольных ячеек подложки для получения, по меньшей мере, по существу высушенной подложки.
В некоторых вариантах осуществления первое влажное покрытие покрывает часть продольных ячеек подложки, подложка переворачивается, прежде чем второе влажное покрытие вводится в продольные ячейки подложки, и второе влажное покрытие покрывает, по меньшей мере, часть продольных ячеек подложки, не покрытых первым влажным покрытием.
В некоторых вариантах осуществления многосекционная система нанесения покрытий также содержит вторую секцию охлаждения, расположенную после первого узла кальцинирования, причем температура подложки снижается до промежуточной температуры между температурой кальцинирования и комнатной температурой, и третью секцию охлаждения, в которой температура подложки снижается далее от промежуточной температуры до комнатной температуры.
В некоторых вариантах осуществления многосекционная система нанесения покрытий также содержит третью секцию каталитического покрытия подложки, расположенную после третьей секции охлаждения, в которой в продольные ячейки подложки вводится третье влажное покрытие, содержащее третье каталитической покрытие и третью жидкость-носитель, третью секцию влажной массы, в которой измеряется третья влажная масса подложки, и третью многофазную секцию сушки, расположенную после третьей секции влажной массы, в которой, по меньшей мере, часть третьей жидкости-носителя третьего влажного покрытия испаряется из продольных ячеек подложки для получения, по меньшей мере, частично высушенной подложки.
В некоторых вариантах осуществления многосекционная система нанесения покрытий также содержит четвертую секцию каталитического покрытия подложки, в которой четверное влажное покрытие, содержащее четверное каталитическое покрытие и четвертую жидкость-носитель, вводится в подложку, четвертую секцию влажной массы, в которой измеряется четвертая влажная масса подложки, и четверную многофазную секцию сушки, расположенную после четвертой секции влажной массы и перед первым узлом кальцинирования, причем, по меньшей мере, часть четвертой жидкости-носителя четвертого влажного покрытия испаряется из продольных ячеек подложки для получения, по меньшей мере, частично высушенной подложки.
В некоторых вариантах осуществления третье влажное покрытие покрывает часть продольных ячеек подложки, подложка переворачивается, прежде чем четвертое влажное покрытие вводится в продольные ячейки подложки, и четвертое влажное покрытие покрывает, по меньшей мере, часть продольных ячеек подложки, не покрытую третьим влажным покрытием.
В некоторых вариантах осуществления многосекционная система нанесения покрытий также содержит регулятор, находящийся в электрической связи, по меньшей мере, с первой секцией влажной массы и первой секцией сухой массы, причем исходная масса подложки сравнивается с первой влажной массой подложки, и подложка не вводится в первый встроенный узел кальцинирования, если разность между исходной массой подложки и влажной массой подложки находится за пределами заданного значения, для предотвращения кальцинирования не соответствующего техническим требованиям подложки.
В некоторых вариантах осуществления многосекционная система нанесения покрытий также содержит загрузочную секцию, в которой подложка, имеющая множество ячеек, загружается по меньшей мере в одну секцию каталитического покрытия подложки, и передаточный механизм, который перемещает подложку последовательно от предыдущей модульной секции к последующей модульной секции, причем подложка, введенная в загрузочную секцию, передается от предыдущей модульной секции к последующей модульной секции примерно каждые 7-10 секунд.
Другой аспект изобретения направлен на многосекционную систему нанесения покрытий, содержащую секцию необработанной массы, в которой измеряется исходная масса подложки, первую секцию нанесения нижнего покрытия, в которой в продольные ячейки подложки вводится первое влажное покрытие, содержащее первое каталитическое покрытие и первую жидкость-носитель, первую секцию влажной массы, первую секцию влажной массы, в которой измеряется первая влажная масса подложки, первую секцию бережной сушки, в которой жидкость-носитель первого влажного покрытия, по меньшей мере, частично испаряется из продольных ячеек подложки для получения, по меньшей мере, частично высушенной подложки, вторую секцию нанесении нижнего покрытия, в которой второе влажное покрытие, содержащее второе каталитическое покрытие и вторую жидкость-носитель, вводится в продольные ячейки, по меньшей мере, частично высушенной подложки, вторую секцию бережной сушки, в которой жидкость-носитель второго влажного покрытия, по меньшей мере, частично испаряется из ячеек подложки для получения, по меньшей мере, частично высушенной подложки, первый встроенный узел кальцинирования, в котором нагревающая текучая среда вводится в подложку для кальцинирования первого и второго каталитических покрытий, и первую секцию кальцинированной массы, в которой измеряется кальцинированная масса подложки.
В некоторых вариантах осуществления многосекционная система нанесения покрытий также содержит первую секцию промежуточной сушки, расположенную после по меньшей мере одной секции для бережной сушки перед первым встроенным узлом кальцинирования, в которой, по меньшей мере, часть по меньшей мере одной жидкости-носителя по меньшей мере одного влажного покрытия испаряется из продольных ячеек подложки для получения, по меньшей мере, частично высушенной подложки, вторую секцию промежуточной сушки, расположенную после по меньшей мере одной секции бережной сушки перед первым встроенным узлом кальцинирования, в которой, по меньшей мере, часть оставшейся жидкости-носителя по меньшей мере одного влажного покрытия испаряется из продольных ячеек подложки для получения по существу сухой подложки, третью секцию промежуточной сушки, расположенную после по меньшей мере одной секции бережной сушки перед первым узлом кальцинирования, в которой, по меньшей мере, часть оставшейся жидкости-носителя по меньшей мере одного влажного покрытия испаряется из продольных ячеек подложки для получения сухой подложки, первую секцию окончательной сушки, расположенную после первой секции бережной сушки и перед второй секцией нанесения нижнего покрытия, в которой оставшаяся жидкость-носитель первого влажного покрытия испаряется из продольных ячеек подложки для получении сухой подложки, и вторую секцию окончательной сушки, расположенную после второй секции бережной сушки и перед первым встроенным узлом кальцинирования, в которой жидкость-носитель второго влажного покрытия испаряется из продольных ячеек подложки для получения сухой подложки.
В некоторых вариантах осуществления многосекционная система нанесения покрытий также содержит третью секцию каталитического покрытия подложки, в которой в продольные ячейки подложки вводится третье влажное покрытие, содержащее третье каталитическое покрытие и третью жидкость-носитель, вторую секцию влажной массы, в которой измеряется влажная масса подложки, третью секцию бережной сушки, в которой жидкость-носитель третьего влажного покрытия, по меньшей мере, частично испаряется из продольных ячеек подложки для получения, по меньшей мере, частично высушенной подложки, четвертую секцию каталитического покрытия подложки, в которой четвертое влажное покрытие, содержащее четвертое каталитическое покрытие и четвертую жидкость-носитель, вводится в продольные ячейки, по меньшей мере, частично высушенной подложки, четвертую секцию бережной сушки, в которой четвертая жидкость-носитель четверного влажного покрытия, по меньшей мере, частично испаряется из продольных ячеек подложки для получения, по меньшей мере, частично высушенной подложки, и второй встроенный узел кальцинирования, в котором нагревающая текучая среда вводится в подложку для кальцинирования третьего и четвертого каталитического покрытия.
В некоторых вариантах осуществления многосекционная система нанесения покрытий также содержит третью секцию промежуточной сушки, в которой, по меньшей мере, часть жидкости-носителя любого влажного покрытия испаряется из продольных ячеек подложки для получения, по меньшей мере, частично высушенной подложки, четвертую секцию промежуточной сушки, в которой, по меньшей мере, часть оставшейся жидкости-носителя любого влажного покрытия испаряется из продольных ячеек подложки для получения по существу сухой подложки, третью секцию окончательной сушки, в которой оставшаяся жидкость-носитель любого влажного покрытия испаряется из продольных ячеек подложки для получения сухой подложки, четвертую секцию окончательной сушки, в которой жидкость-носитель любого влажного покрытия испаряется из ячеек подложки для получения сухой подложки, третий встроенный узел кальцинирования, в котором нагревающая текучая среда вводится в сухую подложку для кальцинирования осажденного каталитического покрытия при температуре кальцинирования для получения кальцинированной подложки, имеющей температуру, первую секцию охлаждения, в которой температура кальцинированной подложки снижается до промежуточной температуры между температурой кальцинирования и комнатной температурой, и вторую секцию охлаждения, в которой промежуточная температура кальцинированной подложки снижается далее до комнатной температуры.
Другой аспект изобретения направлен на модульную многосекционную системы нанесения покрытий, содержащую модульную секцию необработанной массы, в которой измеряется исходная масса подложки, по меньшей мере одну модульную секцию для нанесения покрытий, причем влажное покрытие вводится во множество ячеек подложки, по меньшей мере одну секцию влажной массы, в которой измеряется масса подложки, имеющей введенное влажное покрытие, и по меньшей мере одну модульную встроенную кальцинирующую секцию, причем кальцинируется влажное покрытие, введенное во множество ячеек подложки.
В некоторых вариантах осуществления модульная встроенная кальцинирующая секция для кальцинирования влажного покрытия вводит нагревающую текучую среду при температуре в диапазоне от примерно 350°C до примерно 550°C в подложку в течение времени от примерно 7 секунд до примерно 15 секунд.
В некоторых вариантах осуществления модульная многосекционная система нанесения покрытий также содержит по меньшей мере одну секцию сушки, расположенную после по меньшей мере одной секции влажной массы и перед по меньшей мере одной модульной встроенной кальцинирующей секцией, причем подложка имеет температуру, и по меньшей мере одна секция сушки во время испарения жидкого носителя влажного покрытия повышает температуру подложки до температуры не более чем примерно 210°C.
В некоторых вариантах осуществления модульная многосекционная система нанесения покрытий также содержит по меньшей мере одну модульную секцию кальцинированной массы, в которой измеряется кальцинированная масса подложки, и передаточный механизм, который перемещает подложку последовательно между модульными секциями, причем модульная многосекционная система нанесения покрытий наносит от примерно 350 до примерно 450 покрытий в час и кальцинирует от примерно 350 до примерно 450 подложек в час.
В некоторых вариантах осуществления модульная многосекционная система нанесения покрытий производит одну кальцинированную подложку, имеющую два нижних покрытия и два верхних покрытия, примерно каждые 8-10 секунд, когда каждая секция модульной многосекционной системы нанесения покрытий занята подложкой.
Другой аспект изобретения направлен на устройство для нанесения дозированного покрытия на подложку, которое содержит принимающую подложку часть, содержащую герметичную камеру и приемную камеру, причем герметичная камера и приемная камера имеют такую конфигурацию и размер, чтобы надеваться на подложку и образовывать герметичное уплотнение с подложкой в закрытом положении, источник сжатого газа, который обеспечивает газ с регулируемым давлением, технологически связанный и находящийся в гидравлической связи с герметичной камерой, причем сжатый газ подается к герметичной камере, регулятор давления, технологически связанный с источником сжатого газа, который регулирует давление газа, подаваемого к герметичной камере, и источник каталитического покрытия, который обеспечивает влажное покрытие, технологически связанный и находящийся в гидравлической связи с приемной камерой, причем влажное покрытие подается к приемной камере.
В некоторых вариантах осуществления устройство также содержит датчик давления, технологически связанный с герметичной камерой и источником сжатого газа, который измеряет давление газа в герметичной камере и обеспечивает сигнал обратной связи к регулятору давления.
В некоторых вариантах осуществления источник сжатого газа является компрессором, баллоном для сжатого газа или внутренней газовой линией, а регулятор давления является электронным клапаном регулирования давления, технологически связанным и находящимся в гидравлической связи с источником сжатого газа и герметичной камерой.
В некоторых вариантах осуществления подложка имеет множество ячеек, и источник сжатого газа подает газ с давлением, достаточным для поддержания массы столба суспензии, имеющего заданную высоту над каждой из множества ячеек.
В некоторых вариантах осуществления источник каталитического покрытия содержит резервуар каталитического покрытия для обеспечения количества влажного покрытия для впрыскивания в приемную камеру, насос влажного покрытия, технологически связанный и находящийся в гидравлическом связи с резервуаром покрытия, и технологически связанное и находящееся в гидравлической связи с приемной камерой впрыскивающее сопло.
В некоторых вариантах осуществления устройство также содержит датчик уровня текучей среды, технологически связанный с приемной камерой, причем датчик уровня текучей среды обнаруживает уровень покрывающей текучей среды влажного покрытия в камере для помещения подложки.
Принципы и варианты осуществления относятся к обеспечению встроенного устройства для нанесения дозированного покрытия, которое уменьшает изменения в глубине проникновения покрытия, уменьшает количество не соответствующих техническим требования подложек и повышает конечный объем производства каталитических подложек устройством для нанесения каталитического покрытия.
Принципы и варианты осуществления также относятся к устройству и процессу для кальцинирования монолитного каталитической подложки как части полного процесса нанесения каталитического покрытия, включающего в себя нанесение жидкого покрытия с использованием раствора и/или суспензии, содержащих драгоценные металлы и/или базовые металлы, и сушку влажного каталитической подложки.
Принципы и варианты осуществления также относятся к устройству для нанесения покрытия на монолитную каталитическую подложку, имеющему принимающую подложку часть, содержащую герметичную камеру и приемную камеру, причем герметичная камера и приемная камера имеют такую конфигурацию и размер, чтобы надеваться на подложку и образовывать герметичное уплотнение с подложкой в закрытом положении, и источник каталитического покрытия, который поставляет требуемый объем каталитического покрытия, технологически связанный и находящийся в гидравлической связи с приемной камерой, причем влажное покрытие подается к входному отверстию приемной камеры.
В различных вариантах осуществления устройство также содержит насос каталитического покрытия, технологически связанный и находящийся в гидравлической связи с источником каталитического покрытия для подачи каталитического покрытия к приемной камере.
В различных вариантах осуществления устройство также содержит источник сжатого газа, который обеспечивает газ с регулируемым давлением, технологически связанный и находящийся в гидравлической связи с герметичной камерой, причем сжатый газ подается к герметичной камере.
В различных вариантах осуществления источник сжатого газа является воздуходувкой или компрессором, который вырабатывает сжатый газ с давлением, достаточным для поддержания массы каталитического покрытия над каталитической подложкой.
В различных вариантах осуществления устройство также содержит передаточный механизм, технологически связанный с устройством нанесения покрытий и предшествующим узлом, причем передаточный механизм обеспечивает передаточный путь между предшествующим узлом и устройством нанесения покрытий.
Принципы и варианты осуществления настоящего изобретения также относятся к системе для изготовления каталитической подложки, содержащую первую секцию каталитического покрытия подложки, которая наносит по меньшей мере одно покрытие «washcoat», содержащее каталитическую суспензию и жидкость-носитель, по меньшей мере, на часть каталитической подложки, по меньшей мере одну секцию сушки, которая удаляет, по меньшей мере, часть жидкого носителя из, по меньшей мере, части каталитической подложки, и одну или несколько секций кальцинирования, содержащих верхнюю кальцинирующую секцию и нижнюю кальцинирующую секцию, причем верхняя кальцинирующая секция и нижняя кальцинирующая секция имеют такую конфигурацию и размер, чтобы надеваться на подложку и образовывать герметичное уплотнение, и источник нагревающей текучей среды, который подает определенный объем нагревающей текучей среды при требуемой температуре, технологически связанный с нижней кальцинирующей секцией, причем нагревающая текучая среда подается к входному концу нижней кальцинирующей секции для кальцинирования каталитической суспензии покрытия «washcoat» на стенках ячеек каталитической подложки, и захватное устройство для захвата подложки, которое удерживает каталитическую подложку и перемещает каталитическую подложку между секцией каталитического покрытия подложки, по меньшей мере одной секцией сушки, и одной или более секциями кальцинирования, причем одна секция кальцинирования из одной или более секций кальцинирования примыкает к одной по меньшей мере из одной секции сушки. В одном или более вариантах осуществления секция кальцинирования может примыкать к секции окончательной сушки или многоступенчатой секции сушки.
В различных вариантах осуществления захватное устройство для захвата подложки содержит вставку из силиконовой резины, которая может непрерывно эксплуатироваться при 600°F [315°C - прим. переводчика].
В различных вариантах осуществления система также содержит вторую секцию каталитического покрытия подложки, которая наносит по меньшей мере одно дополнительное покрытие «washcoat», содержащее каталитическую суспензию и жидкий носитель, на, по меньшей мере, часть каталитической подложки после того, как каталитическая подложка была кальцинирована по меньшей мере один раз в одной или более секциях кальцинирования, и по меньшей мере одну секцию взвешивания, которая измеряет массу каталитической подложки, причем захватное устройство для захвата подложки перемещает каталитическую подложку от секции каталитического покрытия подложки, секции сушки или секции кальцинирования по меньшей мере к одной секции взвешивания для измерения влажной и/или сухой массы каталитической подложки.
Принципы и варианты осуществления настоящего изобретения также относятся к способу изготовления каталитической подложки, включающему в себя позиционирование каталитической подложки, содержащей множество продольных ячеек, между герметичной камерой и приемной камерой, линейное перемещение герметичной камеры и/или приемной камеры для заключения каталитической подложки в приемную камеру и герметичную камеру, причем герметичное уплотнение образовано приемной камерой и герметичной камерой так, что сжатая текучая среда, подаваемая к герметичной камере, поступает во множество продольных ячеек каталитической подложки при требуемом давлении для поддержания некоторого количества влажного покрытия в приемной камере над подложкой.
В различных вариантах осуществления сжатую текучую среду подают к входному концу герметичной камеры с давлением, достаточным для поддержания массы столба суспензии, имеющего заданную высоту над каждой из множества ячеек, причем заданная высота относится к длине покрытия, нанесенного на каждую ячейку подложки.
В различных вариантах осуществления способ также содержит снижение давления сжатой текучей среды, подаваемой к камере повышенного давления, чтобы позволить влажному покрытию затекать в ячейки подложки под действием силы тяжести и/или вакуума для подачи каталитического покрытия к стенкам ячейки.
В различных вариантах осуществления способ также содержит перемещение каталитической подложки от устройства для нанесения покрытия к встроенному узлу сушки для испарения, по меньшей мере, части жидкости-носителя влажного покрытия.
В различных вариантах осуществления встроенный узел сушки нагревает каталитическую подложку до заданной температуры в диапазоне от примерно 50°C до примерно 200°C.
В различных вариантах осуществления способ также содержит перемещение каталитической подложки от встроенного узла сушки к встроенному узлу кальцинирования для кальцинирования каталитического покрытия стенок каталитической подложки.
Краткое описание фигур
Другие признаки вариантов осуществления настоящего изобретения, их природа и различные преимущества станут более понятными после рассмотрения нижеприведенного подробного описания вместе с прилагаемыми фигурами, которые также иллюстрируют наилучшие варианты, рассмотренные заявителями, и на которых одинаковые ссылочные обозначения везде относятся к аналогичным деталям, где:
Фиг. 1 - показывает примерный вариант осуществления встроенного устройства для кальцинирования, показывающую принимающую подложку часть в открытом положении,
Фиг. 2 - показывает примерный вариант осуществления устройства для нанесения дозированного покрытия на подложку в открытом положении,
Фиг. 3 - показывает примерный вариант осуществления устройства для нанесения дозированного покрытия на подложку в закрытом положении,
Фиг. 4 - показывает другой примерный вариант осуществления встроенного устройства для нанесения покрытия, показывая принимающую подложку часть в закрытом положении,
Фиг. 5А - показывает поперечное сечение примерного варианта осуществления круглой принимающей подложку части,
Фиг. 5Б - показывает поперечное сечение примерного варианта осуществления прямоугольной принимающей подложку части,
Фиг. 6А - показывает процесс нанесения влажного покрытия с использованием примерного встроенного узла нанесения покрытия, в которой корпус приемной камеры и корпус герметичной камеры полностью закрывают каталитическую подложку,
Фиг. 6Б - показывает процесс нанесения влажного покрытия с использованием примерного встроенного узла нанесения покрытия, в которой непрерывное втекание влажного покрытия уравновешивается давлением газа,
Фиг. 6В - показывает процесс нанесения влажного покрытия с использованием примерного встроенного узла нанесения покрытия, в которой поток влажного покрытия проникает на требуемое расстояние в ячейки каталитической подложки,
Фиг. 7А - показывает вид сверху примерного варианта осуществления захватного устройства,
Фиг. 7Б - показывает вид примерного варианта осуществления захватного устройства с вырезанной передней частью,
Фиг. 8 - показывает примерный вариант осуществления способа каталитического покрытия подложки,
Фиг. 9 - показывает примерный вариант осуществления многосекционной системы нанесения покрытий, и
Фиг. 10 - показывает другой примерный вариант осуществления многосекционной системы нанесения покрытий.
Подробное описание изобретения
Перед описанием нескольких примерных вариантов осуществления изобретения следует понять, что изобретение не ограничивается подробностями конструкции или шагов способа, изложенными в нижеследующем описании. Изобретение допускает другие варианты осуществления и различные пути практического применения или исполнения.
В данном контексте термин «частично сухой» или «частично высушенный» должен означать, что при сушке удалено примерно 70% массы летучей фракции жидкости-носителя, абсорбированной на подложке.
В данном контексте термин «по существу сухой» или «по существу высушенный» должен означать, что было удалено от примерно 70% до примерно 90% массы летучей фракции жидкости-носителя, абсорбированной на подложке. Термин «по меньшей мере, по существу сухой» или «по меньшей мере, по существу высушенный» должен включать в себя «по существу сухой/по существу высушенный», а также дополнительно высушенный, например полностью сухой/высушенный. По сути «по меньшей мере, по существу сухой» или «по меньшей мере, по существу высушенный» означает, что было удалено от примерно 70% до примерно 100% массы летучей фракции жидкости-носителя, абсорбированной на подложке.
В данном контексте термин «практически сухой» или «практически высушенный» должен означать, что в то время как некоторое количество жидкости-носителя или растворителя может быть захвачено во включениях или сильно адсорбировано (например, мономолекулярный слой связанной водородной связью или химически адсорбированной воды и/или летучих органических соединений) на поверхностях осажденного материала, более чем 90% слабее адсорбированной жидкости (например, многомолекулярный слой физически адсорбированной воды) было удалено. В различных вариантах осуществления более чем 95% или более чем 99% слабее абсорбированной жидкости (например, многомолекулярный слой физически адсорбированной воды и/или летучих органических соединений) было удалено перед введением покрытого подложки во встроенный кальцинатор и кальцинированием практически высушенного покрытия.
Принципы и варианты осуществления относятся к устройству, которое наносит влажное покрытие, также называемое «washcoat», на стенки ячеек монолитного каталитической подложки для получения подложки с покрытием из каталитического материала, причем устройство может находиться в производственной линии с другими секциями для изготовления каталитической подложки.
В одном или более вариантах осуществления устройство для нанесения покрытия использует текучую среду под давлением для поддержания суспензии над каталитической подложкой, в то время как количество суспензии увеличивается до требуемого объема, и затем давление текучей среды медленно снижается, чтобы позволять суспензии затекать в ячейки подложки под действием силы тяжести и капиллярных сил, так что пробка из суспензии равномерно втягивается в ячейки подложки. В различных вариантах осуществления давление может быть уменьшено ниже атмосферного давления, так что влажное покрытие затекает в ячейки подложки под действием силы тяжести, капиллярных сил и вакуума. В различных вариантах осуществления вязкость и/или поверхностная энергия влажного покрытия могут регулироваться, так что сила тяжести и капиллярные силы подложки сбалансированы, и влажное покрытие будет затекать в ячейки подложки только когда приложен вакуум.
В одном или более вариантах осуществления покрытие «washcoat», которое называют также влажным покрытием, может быть образовано путем приготовления суспензии, содержащей заданное количество (например, 10-60% по массе) твердого вещества катализатора в жидком носителе или растворителе, которая затем наносится на подложку и сушится для получения слоя покрытия «washcoat». В данном контексте термин «washcoat» имеет свое обычное значение как тонкое, прилипающее покрытие из каталитического или другого материала, нанесенное на материал подложки, такой как сотовидный несущий элемент, который является достаточно пористым, чтобы допускать прохождение потока обрабатываемого газа.
В различных вариантах осуществления покрытие «washcoat» или влажное покрытие, содержит базовый металлический катализатор, выбранный из группы, содержащей кальций, барий, стронций, церий, цезий, медь, железо, никель, кобальт, марганец, хром, ванадий и их комбинации, которые могут быть растворимыми соединениями, растворенными в жидкого носителя (например, H2O).
В различных вариантах осуществления суспензия может содержать окись алюминия, молекулярные сита, алюмосиликаты, цеолиты, окись циркония, окись титана, окись лантана и их комбинации.
В различных вариантах осуществления суспензия может содержать оксиды кальция, бария, стронция, церия, цезия, меди, железа, никеля, кобальта, марганца, хрома, ванадия и их комбинации.
В различных вариантах осуществления концентрация раствора покрытия для приготовления покрытия «washcoat» может быть между примерно 0,5% и примерно 5% по массе металла платиновой группы (MPG) или альтернативно раствор может иметь концентрацию между примерно 1% и примерно 2% по массе металла платиновой группы или примерно 1,5% по массе металла платиновой группы.
В различных вариантах осуществления раствор покрытия содержит платину, которая может быть в виде растворимого соединения, растворенного в жидком носителе. Растворимое соединение платины может быть, например, платинохлористоводородной кислотой, хлоридом платины (IV), K2PtCl4 и сульфатами платины.
В различных вариантах осуществления каталитическая подложка содержит монолитную керамическую или металлическую сотовую структуру, причем монолитная подложка может иметь тонкие, параллельные проточные газовые каналы, простирающиеся продольно так, что каналы открыты для потока текучей среды. Каналы, которые являются практически прямыми путями от входа текучей среды до выхода покрытие «washcoat», так что протекающие через каналы газы контактируют с каталитическим материалом. Проточные каналы монолитной подложки могут быть тонкостенными каналами, которые могут иметь любой подходящий размер и форму поперечного сечения, такую как трапецеидальную, прямоугольную квадратную, синусоидальную, гексагональную, овальную, круглую и т.п. Такие структуры могут содержать от примерно 60 до примерно 900 или более входных отверстия для газа (то есть, ячеек) на квадратный дюйм поперечного сечения.
В одном или более вариантах осуществления каталитическая подложка может иметь круглое поперечное сечение, прямоугольное поперечное сечение или квадратное поперечное сечение с шириной, размером по диагонали или диаметром в диапазоне от примерно 2 дюймов до примерно 14 дюймов и длину (высоту) в диапазоне от примерно 2 дюймов до 12 дюймов. В различных вариантах осуществления каталитическая подложка может иметь ширину, размер по диагонали и диаметр в диапазоне от примерно 3 дюймов до примерно 7 дюймов и длину (высоту) в диапазоне от примерно 4 дюймов до примерно 8 дюймов. В различных вариантах осуществления высота и наибольший размер в перпендикулярном направлении (ширина, длина или диаметр) не превышает 7 дюймов.
Принципы и варианты осуществления относятся к системе, которая кальцинирует монолитную каталитическую подложку, покрытую каталитическим материалом, в производственной линии с другими секциями производства катализаторов. Соответствующее устройство раскрыто в международной РСТ заявке на патент No. PCT/US2016/22893 Gary Gramiccioni и др., которая включает данный документ по ссылке полностью для всех целей.
Кальцинирование относится к разложению и/или фазовому изменению слоя покрытия «washcoat», нанесенного на стенки подложки в отличие от сушки покрытия «washcoat», которая относится к удалению, по меньшей мере, некоторого количества жидкого носителя, например, путем испарения.
Один аспект изобретения относится к устройству, которое имеет такую конфигурацию и размер, чтобы вмещать монолитную каталитическую подложку, подавать горячий воздух в конец католического подложки для удаления жидкого материала и кальцинирования материала, нанесенного на поверхности внутренних стенок ячеек каталитической подложки.
Другой аспект настоящего изобретения относится к способу кальцинирования монолитного каталитической подложки, имеющего слой покрытия «washcoat», путем подачи горячего воздуха в конец монолитного каталитической подложки для удаления жидкого материала при одновременном закреплении суспензии и каталитического материала на поверхности внутренних стенок каталитической подложки. В различных вариантах осуществления каталитический материал может быть металлом платиновой группы (PGM), включая платину, палладий, родий, рутений, осмий и иридий или их комбинации, базовый металл и окислы металлов.
Другой аспект настоящего изобретения относится к многосекционной системе для обработки каталитической подложки, содержащей одно или более устройств нанесения покрытий, одно или более кальцинирующих устройств, одно или более устройств для взвешивания, одно или более устройств для сушки, одно или более транспортировочных устройств и/или загрузочных устройств, причем устройство нанесения покрытий наносит влажное каталитическое покрытие на подложку, и кальцинирующее устройство принимает каталитическую подложку с каталитическим покрытием от предыдущей секции в многосекционной системе для обработки каталитической подложки и кальцинирует каталитическое покрытие.
Другой аспект настоящего изобретения, в общем, относится к способу изготовления нескольких каталитических подложек путем последовательной передачи каждой из множества каталитических подложек от предыдущей секции к последующей секции, причем каждая секция выполняет производственную операцию, включая, по меньшей мере, нанесение покрытия, сушку и кальцинирование каталитической подложки.
Принципы и варианты осуществления настоящего изобретения также относятся к увеличению скорости изготовления каталитической подложки благодаря устранению кальцинирования вне производственной линии каталитического материала, адсорбированного на стенках ячеек каталитической подложки.
Варианты осуществления кальцинирующего устройства вырабатывают горячий воздух или газ и вводят горячий воздух или газ в каталитическую подложку для испарения жидкого компонента покрытия «washcoat», содержащего предшественник каталитического материала или суспензию и жидкий носитель, и затем доводят пропитанную каталитическую подложку до температуры, достаточной для припекания предшественника каталитического материала и/или каталитической суспензии к стенкам ячеек каталитической подложки.
Варианты осуществления настоящего изобретения относятся к кальцинирующему устройству, которое может нагревать каталитическую подложку до температуры кальцинирования в единственный период времени обработки.
Варианты осуществления настоящего изобретения относятся к устройству, которое может подавать нагревающую текучую среду к каталитической подложке в уменьшенное время, достаточное для повышения, по меньшей мере внутренней температуры, каталитической подложки до величины, при которой покрытие «washcoat» будет кальцинироваться, в то же время уменьшая величину создаваемого в подложке теплового удара или предотвращая его. Было обнаружено, что кальцинирование вне производственной линии создает радиальные градиенты температуры от внешней поверхности внутрь вследствие части горячего воздуха, проходящего вокруг внешней стороны каталитической подложки, в то время как встроенный кальцинатор принудительно направляет горячий газ через ячейки и нагревает их более равномерно и, следовательно, предотвращает такие радиальные градиенты температуры.
Принципы и варианты осуществления настоящего изобретения относятся к системе для закрепления каталитического покрытия на внутренних стенках монолитного каталитической подложки, включающего в себя испарение жидкого носителя с каталитической подложки при температуре в диапазоне от примерно 100°C до примерно 115°C (от примерно 212°F до примерно 239°F) в течение времени в диапазоне от 5 секунд до примерно 30 секунд, сушку каталитической подложки при температуре в диапазоне от примерно 170°C до 235°C (от примерно 338°F до примерно 455°F) в течение времени в диапазоне от 5 секунд до примерно 30 секунд, и кальцинирования каталитической подложки при температуре в диапазоне от примерно 350°C до примерно 425°C (от примерно 662°F до примерно 797°F) в течение времени в диапазоне от 5 секунд до примерно 30 секунд или от примерно 375°C до примерно 550°C (от примерно 707°F до примерно 1022°F) в течение времени в диапазоне от 5 секунд до примерно 30 секунд. В различных вариантах осуществления кальцинирование каталитической подложки может выполняться секцией кальцинирования, также называемой встроенным кальцинатором, как описано здесь.
В различных вариантах осуществления температура сушки достаточна для повышения температуры подложки до значения, при котором достаточное количество текучей среды-носителя испаряется прежде, чем влажная покрывающая среда сможет течь дальше вниз вдоль стенок подложки под действием силы тяжести.
В одном или более вариантах осуществления каталитическая подложка может быть кальцинирована при температуре в диапазоне от примерно 350°C до примерно 550°C (от примерно 662°F до примерно 1022°F) в течение времени в диапазоне от 7 секунд до примерно 15 секунд или от примерно 375°C до примерно 540°C (от примерно 707°F до примерно 1004°F) в течение времени в диапазоне от 7 секунд до примерно 15 секунд.
В одном или более вариантах осуществления жидкий носитель может быть удален с каталитической подложки путем испарения жидкого носителя при температуре в диапазоне от примерно 105°C до примерно 110°C (от примерно 212°F до примерно 230°F) в течение времени в диапазоне от 15 секунд до примерно 23 секунд, сушки каталитической подложки при температуре в диапазоне от примерно 200°C до примерно 207°C (от примерно 392°F до примерно 405°F) в течение времени в диапазоне от 15 секунд до примерно 23 секунд и кальцинирования каталитической подложки при температуре в диапазоне от примерно 395°C до примерно 405°C (от примерно 743°F до примерно 761°F) в течение времени в диапазоне 7 секунд до примерно 14 секунд. В различных вариантах осуществления каталитическая подложка перед кальцинированием сушится.
В одном или более вариантах осуществления каталитическая подложка может быть кальцинирована при температуре в диапазоне от примерно 465°C до примерно 470°C (от примерно 869°F до примерно 878°F) в течение времени в диапазоне от 8 секунд до примерно 12 секунд.
В одном или более вариантах осуществления каталитическая подложка может быть кальцинирована при температуре в диапазоне от примерно 535°C до примерно 540°C (от примерно 995°F до примерно 1004°F) в течение времени в диапазоне от 8 секунд до примерно 12 секунд.
В некоторых вариантах осуществления каталитическая подложка а может быть кальцинирована по меньшей мере один раз или по меньшей мере дважды или по меньшей мере три раза. В некоторых вариантах осуществления каталитическая подложка может быть кальцинирована по меньше мере дважды, причем первая температура кальцинирования и последующие температуры кальцинирования (например, вторая температура кальцинирования) могут быть одинаковыми или разными. Например, каталитическая подложка может быть кальцинирована по меньшей мере дважды при одной и той же температуре кальцинирования. В другом примере каталитическая подложка может быть кальцинирована при первой температуре кальцинирования и второй температуре кальцинирования, причем первая температура кальцинирования является иной, чем вторая температура кальцинирования.
В различных вариантах осуществления сушильная текучая среда и/или нагревающая текучая среда может быть воздухом, комбинацией воздуха и газообразных продуктов сгорания (например, CO, CO2, NOx, H2O) или одним газом, таким как сухой азот.
Принципы и варианты осуществления настоящего изобретения относятся к системе для удаления жидкого носителя из каталитического покрытия на внутренних стенках монолитного каталитической подложки, включающего в себя пропускание сушильной текучей среды через ячейки каталитической подложки с объемной скоростью от примерно 200 кубических футов в минуту до примерно 400 кубических футов в минуту при температуре в диапазоне от примерно 100°C до примерно 115°C (от примерно 212°F до примерно 239°F) в течение времени в диапазоне от 5 секунд до примерно 30 секунд, сушку каталитической подложки при температуре в диапазоне от примерно 170°C до примерно 235°C (от примерно 338°F до примерно 455°F) в течение времени в диапазоне от 5 секунд до примерно 30 секунд и кальцинирование каталитической подложки при температуре в диапазоне от примерно 350°C до примерно 425°C (от примерно 662°F до примерно 797°F) в течение времени в диапазоне от 5 секунд до примерно 30 секунд или в диапазоне от примерно 375°C до примерно 540°C (от примерно 707°F до примерно 1004°F) в течение времени в диапазоне от 5 секунд до примерно 30 секунд.
В различных вариантах осуществления температура кальцинирования составляет по меньшей мере 575°F/301°C.
В различных вариантах осуществления температура каталитической подложки повышается от комнатной температуры до примерно 210°C для испарения жидкого носителя и от примерно 301°C до примерно 540°C для кальцинирования твердых компонентов суспензии.
Керамическая подложка может быть изготовлена из любого подходящего огнеупорного материала, например кордиерита, кордиерит-α-окиси алюминия, нитрида кремния, карбида кремния, сплава окиси циркония с муллитом, сподумена, алюмосиликата магния, силиката циркония, силлиманита, силиката магния, циркона, петалита, α -окиси алюминия, алюмосиликата и тому подобного, причем такие материалы способны противостоять действию окружающей среды, прежде всего, высоким температурам, встречающимся при обработке потоков выхлопных газов.
В одном или более вариантах осуществления каталитические подложки включают в себя сотовые монолиты с тонкими пористыми стенками, через которые поток текучей среды проходит без вызывания слишком большого увеличения противодавления или давления в изделии.
Принципы и варианты осуществления нестоящего изобретения относятся к системе для кальцинирования, которая удерживает каталитическую подложку в закрытой камере и использует нагревающую текучую среду для нагревания внутренней части каталитической подложки до температуры кальцинирования.
В различных вариантах осуществления каталитическая подложка может приниматься приемной частью кальцинатора, и через ячейки подложки для повышения температуры подложки и кальцинирования любых каталитических материалов, осажденных ранее на стенках ячеек, проходит кратковременная струя горячих газов. В различных вариантах осуществления температура каталитической подложки может повышаться до температуры, при которой происходят экзотермические реакции между горячими газами и каталитическим покрытием для вызывания старения каталитической подложки.
В одном или более вариантах осуществления каталитическая подложка нагревается изнутри путем пропускания горячих газов через ячейки подложки без того, что горячие газы проходят вокруг внешней поверхности подложки. В различных вариантах осуществления радиальный градиент температуры, созданный нагреванием каталитической подложки снаружи внутрь, несомненно вносит вклад в продольные и радиальные напряжения, которые становятся более явными после охлаждения. Вызванное термическим воздействием напряжение и термический удар могут создавать трещины и другие структурные повреждения подложки. В различных вариантах осуществления радиальный градиент температуры, индуцированное напряжение и термический удар уменьшаются или избегаются путем нагревания подложки изнутри пропусканием горячего газа через ячейки подложки описанной здесь встроенной системой для кальцинирования.
Разные примерные варианты осуществления изобретения описаны более подробно со ссылкой на фигуры. Следует понимать, что эти фигуры только показывают некоторые из вариантов осуществления и не отображают полный объем настоящего изобретения, в отношении которого должны делаться ссылки на соответствующие пункты формулы изобретения.
Фиг. 1 показывает примерный вариант осуществления системы 100 для кальцинирования в открытом положении. В одном или более вариантах осуществления встроенный кальцинатор 100 может содержать принимающую подложку часть 101, содержащую верхнюю кальцинирующую секцию 110, которая имеет такую конфигурацию и размер, чтобы надеваться, по меньшей мере, на часть каталитической подложки 200, и нижнюю кальцинирующую секцию 120, которая имеет такую конфигурацию и размер, чтобы надеваться, по меньшей мере, на часть каталитической подложки 200, чтобы образовывать закрытую камеру.
В различных вариантах осуществления нижняя кальцинирующая секция 120 надевается приблизительно на нижнюю половину каталитической подложки 200, а верхняя кальцинирующая секция надевается на приблизительно верхнюю половину каталитической подложки, когда каталитическая подложка 200 расположена вертикально и горизонтально так, что продольная ось каталитической подложки совмещена с продольной осью верхней и нижней кальцинирующих секций.
В одном или более вариантах осуществления верхняя кальцинирующая секция 110 и нижняя кальцинирующая секция 120 являются коаксиальными и могут перемещаться в продольном направлении относительно друг друга. В различных вариантах осуществления перемещение в продольном направлении верхней кальцинирующей секции 110 может выполняться линейным исполнительным механизмом (не показан). В различных вариантах осуществления перемещение в продольном направлении нижней кальцинирующей секции 120 может выполняться линейным исполнительным механизмом (не показан). В различных вариантах осуществления верхняя кальцинирующая секция 110 и/или нижняя кальцинирующая секция 120 перемещаются между открытым положением и закрытым положением линейно.
В различных вариантах осуществления полые внутренние части верхней и нижней кальцинирующих секций имеют такую конфигурацию и размер, чтобы по размеру и форме соответствовать каталитической подложке, которая должна помещаться внутри.
В одном или более вариантах осуществления верхняя кальцинирующая секция 110 содержит входной конец и выходной конец, причем выходной конец может быть соединен и находиться в гидравлической связи с верхним соединительным трубопроводом 115, причем верхний соединительный трубопровод может позволять аксиальное перемещение верхней кальцинирующей секции 110, в то же время сохраняя герметичный путь к выходному концу верхней кальцинирующей секции 110. В различных вариантах осуществления входной конец верхней кальцинирующей секции 110 может иметь такую конфигурацию и размер, чтобы надеваться на каталитическую подложку и образовывать герметичное уплотнение в закрытом положении. В различных вариантах осуществления верхний соединительный трубопровод 115 может быть сильфоном или системой концентрических раздвижных рукавов и/или трубопроводов. В различных вариантах осуществления входной конец надевается на предназначенную для обработки каталитическую подложку.
В одном или более вариантах осуществления нижняя кальцинирующая секция 120 содержит входной конец и выходной конец, причем входной конец может быть соединен и находиться в гидравлической связи с нижним соединительным трубопроводом 125, причем нижний соединительный трубопровод может позволять аксиальное перемещение нижней кальцинирующей секции 120, в то же время сохраняя герметичный путь к выходному концу верхней кальцинирующей секции 120. В различных вариантах осуществления выходной конец нижней кальцинирующей секции 120 может иметь такую конфигурацию и размер, чтобы надеваться на каталитическую подложку и образовывать герметичное уплотнение в закрытом положении. В различных вариантах осуществления нижний соединительный трубопровод 125 может быть сильфоном или системой концентрических раздвижных рукавов или трубопроводов. В различных вариантах осуществления выходной конец надевается на предназначенную для обработки каталитическую подложку.
В одном или более вариантах осуществления нижний соединительный трубопровод 125 может быть соединен и находится в гидравлической связи с передаточным трубопроводом 130, который соединен и находится в гидравлической связи с истоковым трубопроводом 140, а истоковый трубопровод 140 может быть соединен и находиться в гидравлической связи с источником 150 нагревающей текучей среды, причем истоковый трубопровод 140, передаточный трубопровод 130 и нижний соединительный трубопровод 125 содержат подающий трубопровод, который задает путь прохождения нагревающей текучей среды от источника 150 нагревающей текучей среды к нижней кальцинирующей секции 120.
В одном или более вариантах осуществления кальцинатор 100 может также содержать Т-образный трубопровод 145, вставленный между истоковым трубопроводом 140 и передаточным трубопроводом 130, так что прямой участок Т-образного трубопровода 145 соединен и находится в гидравлической связи с истоковым трубопроводом 140 на одном конце и передаточным трубопроводом 130 на противоположном конце, чтобы способствовать течению нагревающей текучей среды с минимальной потерей давления, и ответвление 147 соединено и находится в гидравлической связи с байпасным трубопроводом 170. В различных вариантах осуществления ответвление Т-образного трубопровода может быть перпендикулярным или располагаться под углом к прямому участку Т-образного трубопровода, чтобы способствовать течению нагревающей текучей среды к выхлопной трубе.
В одном или более вариантах осуществления на пути потока нагревающей текучей среды после Т-образного трубопровода 145 и перед нижним соединительным трубопроводом 125 может быть расположен регулирующий клапан 135 кальцинирования для регулирования потока нагревающей текучей среды к нижней кальцинирующей секции 120. В различных вариантах осуществления регулирующий клапан 135 кальцинирования может быть вставлен между Т-образным трубопроводом 145 и передаточным трубопроводом 130 для уменьшения мертвого пространства между Т-образным трубопроводом и регулирующим клапаном 135 кальцинирования, причем регулирующий клапан 135 кальцинирования может быть закрыт для блокирования потока нагревающей текучей среды к нижней кальцинирующей секции 120. В различных вариантах осуществления регулирующий клапан 135 кальцинирования может быстро открываться и закрываться (например, менее чем в течение 2 секунд или в течение 1 секунды или менее чем за 1 секунду) для регулирования потока нагревающей текучей среды к нижней кальцинирующей секции 120 и подложке 200.
В одном или более вариантах осуществления на пути потока нагревающей текучей среды после ответвления 147 Т-образного трубопровода 145 может быть расположен регулирующий клапан 175 байпаса для регулирования потока нагревающей текучей среды к выхлопной трубе. В различных вариантах осуществления регулирующий клапан 175 байпаса может быть вставлен между ответвлением Т-образного трубопровода 145 и байпасным трубопроводом 170, причем регулирующий клапан 175 байпаса может быть закрыт для блокирования потока нагревающей текучей среды к выхлопной трубе, так что нагревающая текучая среда направляется к регулирующему клапану 135 кальцинирования и/или передаточному трубопроводу 130.
В одном или более вариантах осуществления регулирующий клапан 175 байпаса и управляющий клапан 135 кальцинирования могут быть автоматическими клапанами, которые могут приводиться в действие электрически или пневматически. В различных вариантах осуществления регулирующий клапан 175 байпаса и регулирующий клапан 135 кальцинирования могут приводиться в действие приблизительно одновременно, так что путь потока от источника 150 нагревающей текучей среды к нижней кальцинирующей секции 120 может быть заблокирован приблизительно в то же время, когда открывается путь потока от источника 150 нагревающей текучей среды к байпасному трубопроводу 170. Это приблизительно одновременное открывание и закрывание регулирующего клапана 175 байпаса и регулирующего клапана 135 кальцинирования обеспечивает быстрое переключение между подачей нагревающей текучей среды к подложке в кальцинаторе и выхлопной трубе без включения или выключения источника 150 нагревающей текучей среды и/или одного или более насосов 160 нагревающей текучей среды.
В различных вариантах осуществления регулирующий клапан 175 байпаса и/или регулирующий клапан 135 кальцинирования могут охлаждаться путем пропускания холодного воздуха над подпятниками.
В одном или более вариантах осуществления нагревающая текучая среда может поставляться источником 150 нагревающей текучей среды. В различных вариантах осуществления источник 150 нагревающей текучей среды может содержать камеру 151 сгорания, в которой во входящем потоке воздуха сжигается топливо для выработки высокотемпературного выхлопного газа в качестве нагревающей текучей среды. В различных вариантах осуществления топливо может быть природным газов, вводимым в камеру сгорания через топливную линию 157 к горелке 158. В различных вариантах осуществления входная труба 155 воздуха может обеспечивать путь прохождения для воздуха для процесса сгорания, причем входная труба 155 воздуха может быть коаксиальной с топливной линией 157 и/или горелкой 158. Воздух может подаваться во входную трубу 155 воздуха посредством насоса нагревающей текучей среды.
В различных вариантах осуществления источник 150 нагревающей текучей среды может иметь электрическую нагревательную систему, содержащую электрические нагревательные элементы, расположенные в нагревательной камере. В различных вариантах осуществления электрическая нагревательная система может быть системой с мощностью 100 кВт.
В различных вариантах осуществления нагревающая текучая среда, поставляемая источником 150 нагревающей текучей среды, может быть выхлопным газом, имеющим температуру в диапазоне от примерно 400°C до примерно 550°C, в диапазоне от примерно 450°C до примерно 550°C или в диапазоне от примерно 450°C до примерно 540°C.
В одном или более вариантах осуществления источник нагревающей текучей среды вырабатывает от примерно от 150000 BTU (158258378 джоулей) до примерно 340000 BTU (358718990 джоулей). В различных вариантах осуществления источник нагревающей текучей среды вырабатывает примерно от 150000 BTU (158258378 джоулей) до примерно 200000 BTU (211011171 джоулей).
В одном или более вариантах осуществления нагревающей текучая среда может быть газом, содержащим кислород (O2), азот (N2) и диоксид углерода (CO2). В различных вариантах осуществления нагревающая текучая среда может быть газом, содержащим кислород (O2), азот (N2) и диоксид углерода (CO2), монооксид углерода (CO), оксиды азота (NOx) и воду (H2O).
В различных эксплуатационных режимах NOx и/или СО могут подаваться к подложке как часть нагревающей текучей среды, причем NOx и/или СО могут реагировать с каталитическим материалом (материалами), осажденным на каталитической подложке, вызывая экзотермическую реакцию, которая еще более повышает температуру подложки.
В одном или более вариантах осуществления входящий поток воздуха может подаваться к источнику 150 нагревающей текучей среды посредством одного или более насоса (-ов) 160 нагревающей текучей среды, находящихся в гидравлической связи с источником 150 нагревающей текучей среды, через питающий воздушный трубопровод 165 и/или входную трубу 155 воздуха. В различных вариантах осуществления насос (-ы) 160 нагревающей текучей среды может быть воздуходувкой или компрессором, который может подавать воздух с подходящей скоростью потока и подходящим давлением к камере 150 сгорания.
В различных вариантах осуществления воздуходувка или компрессор создают объемную скорость потока в диапазоне от примерно 50 acfm (кубических футов в минуту) до примерно 150 acfm при поддержании давления в диапазоне от примерно 50 inWG (дюймов водяного столба) (1244,2 Паскаль) до примерно 20 inWG (4976,8 Паскаль). Объемная скорость потока нагревающей жидкости и давление достаточны для того, чтобы, по меньшей мере, проталкивать нагревающую текучую среду через источник 150 нагревающей текучей среды, систему трубопроводов 130, 140, 145, клапан 135, принимающую подложку часть 101 и подложку к выхлопной трубе.
В различных вариантах осуществления тепло, вырабатываемое источником 150 нагревающей текучей среды, может регулироваться для компенсации измерений в потоке нагревающей текучей среды для поддержания заданной температуры кальцинирования.
В одном или нескольких вариантах осуществления насос 160 нагревающей текучей среды соединен и находится в гидравлической связи с трубопроводом 165 нагревающей текучей среды, и трубопровод 165 нагревающей текучей среды может быть соединен и находиться в гидравлической связи с источником 150 нагревающей текучей среды, причем трубопровод 165 нагревающей текучей среды задает путь прохождения для нагревающей текучей среды от насоса 160 нагревающей текучей среды к источнику 150 нагревающей текучей среды. В различных вариантах осуществления нагревающая текучая среда является воздухом, введенным в камеру 151 сгорания, в которой воздух взаимодействует со сжигаемым топливом и в нагревающую текучую среду добавляются дополнительные газообразные продукты сгорания.
В одном или более вариантах осуществления насос нагревающей текучей среды (не показан) соединен и находится в гидравлической связи с входной трубой 155 воздуха, и входная труба 155 воздуха может быть соединена и находиться в гидравлической связи с источником 150 нагревающей текучей среды, причем входная труба 155 воздуха задает путь прохождения для воздуха от насоса нагревающей текучей среды к источнику 150 нагревающей текучей среды.
В различных вариантах осуществления разные трубопроводы и компоненты, например трубопровод 165 нагревающей текучей среды, истоковый трубопровод 140, Т-образный трубопровод 145, передаточный трубопровод 130, нижний соединительный трубопровод 125, верхняя кальцинирующая секция 110, нижняя кальцинирующая секция 120 и верхний соединительный трубопровод 115, могут быть изготовлены из алюминия, стали или нержавеющей стали, причем материал устройства достаточен, чтобы выдерживать требуемую рабочую температуру конкретного трубопровода или компонента.
Трубопроводы могут быть тонкостенными трубопроводами, трубами и/или гибкими трубами (например, типа сильфонов). Трубопроводы могут иметь быть круглыми, квадратными, прямоугольными или имеющими поперечные сечения другой геометрической формы, но для удобства они могут здесь рассматриваться как круглые трубопроводы. В то время как отдельные секции и компоненты трубопровода могут идентифицироваться и маркироваться отдельно, следует понимать, что разные секции трубопровода могут быть объединены или изготовлены в виде единичных унитарных секций или дополнительно подразделены на меньшие секции, которые могут быть приобретены, или для простоты сборки, и такие изменения в изготовлении и сборке рассматриваются как входящие в объем изобретения, как устанавливается здесь и в пунктах формулы изобретения. В дополнение, в то время как конкретные секции трубопровода и компоненты показаны прямыми, изогнутыми или имеющими относительный размер, как показано, такие изображения предназначены для легкости представления и обсуждения и не имеют целью ограничение принципов или объема изобретения, в отношении которых следует ссылаться на пункты формулы изобретения.
В различных вариантах осуществления входящий поток воздуха может обеспечиваться двумя насосами 160 нагревающей текучей среды, причем один из насосов 160 нагревающей текучей среды является высокопроизводительным насосом, который обеспечивает более чем примерно 50% объема потока нагревающей текучей среды, а другой насос нагревающей текучей среды является менее производительным насосом, который обеспечивает менее чем примерно 50% объема потока нагревающей текучей среды, но обеспечивает более точную регулировку потока. В различных вариантах осуществления, использующих два насоса текучей среды, насосы могут создавать одинаковые давления для уменьшения или предотвращения обратного потока в секции трубопроводов и/или компонентов с более низким давлением.
В различных вариантах осуществления насос нагревающей текучей среды может также содержать регулятор 162 разностного давления и датчик 168 давления для поддержания постоянной скорости потока для падения давления в 10 inWG (2488,4 Паскаль). Регулятор 162 разностного давления может корректировать работу насоса нагревающей текучей среды для подачи большего или меньшего количество нагревающей текучей среды через источник нагревающей текучей среды в зависимости от измеренной разности давления. В различных вариантах осуществления выходной поток насоса (-ов) нагревающей жидкости может преодолевать падение давления, вызываемое компонентами встроенного в кальцинирующую производственную линию, и подавать нагревающую текучую среду через систему 100 для кальцинирования и подложка 200. В различных вариантах осуществления выходной поток насоса (-ов) 160 корректируется регулятором 162 разностного давления, находящимся в электрической связи с насосом (-ами) 160 нагревающей текучей среды и датчиком (-ами) 168 давления. В различных вариантах осуществления два датчика 168 давления установлены в принимающей подложку части 101 кальцинатора, причем один датчик установлен перед каталитической подложкой, а второй датчик установлен после подложки для измерения падения давления, вызываемого подложкой. Первый датчик 168 давления может быть помещен в поток нагревающей текучей среды на нижнем соединительном трубопроводе 125 или нижней кальцинирующей секции 120 для измерения давления нагревающей текучей чреды перед входом в каналы каталитической подложки, а второй датчик 168 давления может быть помещен в поток нагревающей текучей среды на верхнем соединительном трубопроводе 115 верхней кальцинирующей секции 110 для измерения давления нагревающей текучей среды после выхода из каналов каталитической подложки 200.
В различных вариантах осуществления один или более насосов нагревающей текучей среды обеспечивают достаточное давление для преодоления падения давления, вызываемого каталитической подложкой, удерживаемым в принимающей подложку части 101 кальцинатора и подают горячую нагревающую текучую среду со скоростью потока, достаточной для подъема температуры каталитической подложки до температуры кальцинирования в течение от примерно 0,5 секунды до примерно 12 секунд или от примерно 7 секунд до примерно 10 секунд или от примерно 9 секунд до примерно 10 секунд времени цикла обработки.
В различных вариантах осуществления падение давления, вызываемое каталитической подложкой, находится в диапазоне от примерно 6 inWG (1493 Паскаль) до примерно 12 inWG (2986 Паскаль) или от примерно 8 inWG (1991 Паскаль) до примерно 10 inWG (2488 Паскаль) или приблизительно 10 inWG (2488 Паскаль).
В различных вариантах осуществления давление, создаваемое насосом (-ами) нагревающей текучей среды достаточно для преодоления падения давления, вызываемого каталитической подложкой, при поддержании требуемого объемного потока газа.
В различных вариантах осуществления источник 150 нагревающей текучей среды является вырабатывающей горячий воздух системой сжигания, содержащей камеру 151 сгорания, топливную линию 157 и горелку 158, которая может быть газовой горелкой, горелкой для сжигания нефтяного или дизельного топлива или керосиновой горелкой. В различных вариантах осуществления горелка может быть многотопливной горелкой, соединенной с подходящим источником топлива.
В различных вариантах осуществления источник 150 нагревающей текучей среды содержит камеру 151 сгорания и газовую горелку.
В различных вариантах осуществления монолитная каталитическая подложка может находиться в кальцинаторе в течение периода времени от примерно 0,5 секунды до примерно 4 секунд или альтернативно между примерно 1 секундой и примерно 3,5 секундами или альтернативно между примерно 2 секундами и примерно 3 секундами или примерно в течение 1,5 секунд.
В одном или более вариантах осуществления система 100 для кальцинирования может содержать водяной резервуар 190 для хранения и подачи воды к нагревающей текучей среде. В различных вариантах осуществления вода может перекачиваться водяным насосом 180 от резервуара 190 к распыляющей форсунке 185, вставленной в истоковый трубопровод 140 для подачи водяной пыли или тумана в поток горячей нагревающей текучей среды. Распыляющая форсунка 185 соединена и находится в гидравлической связи с водяным насосом 180 и водяным резервуаром 190.
В одном или более вариантах осуществления может присутствовать защитная блокировка, содержащая регулятор 187 водяного насоса в электрической связи с датчиком 188 температуры для регистрации температуры нагревающей текучей среды в истоковом трубопроводе 140, причем защитная блокировка предотвращает работу водяного насоса и отключает водяной насос 180, если температура нагревающей текучей среды и/или истокового трубопровода 140, зарегистрированная датчиком 188 температуры, ниже требуемой рабочей температуры.
Впрыснутая вода может испаряться и перемещаться с горячей нагревающей текучей средой для старения каталитической подложки при кальцинировании. В различных вариантах осуществления водяной резервуар 190 может иметь достаточную емкость для хранения и подачи 40 фунтов в час воды в течение по меньшей мере 1 часа, по меньшей мере 2 часов, по меньшей мере 4 часов или по меньшей мере 8 часов к распыляющей форсунке без пополнения. В различных вариантах осуществления вода может быть деионизированной водой. В различных вариантах осуществления нагревающая текучая среда из источника нагревающей текучей среды и испаренная вода подаются к входному концу нижней кальцинирующей секции через подающий трубопровод, содержащий истоковый трубопровод 140, передаточный трубопровод 130 и нижний соединительный трубопровод 125. В различных вариантах осуществления подающий трубопровод может также содержать Т-образный трубопровод 145 и/или регулирующий клапан 135 кальцинирования.
В различных вариантах осуществления требуемая рабочая температура нагревающей текучей среды для впрыскивания воды находится в диапазоне от примерно 450°C до примерно 550°C, и источник нагревающей текучей среды может вырабатывать по меньшей мере примерно 165000 BTU или по меньшей мере примерно 200000 BTU или по меньшей мере примерно 225000 BTU.
В различных вариантах осуществления передачи между одной или более рабочими секциями (например, участком (-ами) хранения, секцией (-ями) взвешивания, секцией (-ями) статистического управления производства, секциями охлаждения и т.п.) могут выполняться человеком вместо робота.
Фиг. 2 показывает примерный вариант осуществления встроенного устройства для нанесения покрытия, отображая принимающую подложку часть для нанесения дозированного покрытия на подложку в открытом положении.
В различных вариантах осуществления встроенное устройство нанесения покрытий может быть выполнено для введения покрывающей среды во множество каналов подложки путем формирования резервуара покрывающей среды и регулирования прилагаемого к концу подложки давления и/или регулирования прилагаемого к противоположному концу подложки вакуума, причем движение покрывающей среды в каналах подложки регулируется посредством приложенного вакуума или давления. В различных вариантах осуществления встроенное устройство нанесения покрытий может быть также выполнено для приложения газового импульса через ячейки подложки после нанесения покрытия, но прежде, чем подложка передается к секции сушки.
В одном или более вариантах осуществления узел 300 нанесения покрытия может содержать принимающую подложку часть 301, содержащую приемную камеру 310, которая имеет такую конфигурацию и размер, чтобы надеваться, по меньшей мере, на часть каталитической подложки 200, и герметичную камеру 320, которая имеет такую конфигурацию и размер, чтобы надеваться, по меньшей мере, на часть каталитической подложки 200 для образования закрытой камеры.
В различных вариантах осуществления герметичная камера 320 надевается на приблизительно нижнюю половину каталитической подложки, а приемная камера 310 надевается на приблизительно верхнюю половину каталитической подложки, когда каталитическая подложка 200 расположена вертикально и горизонтально так, что продольная ось каталитической подложки совмещена с продольной осью приемной камеры 310 и герметичной камеры 320.
В одном или более вариантах осуществления герметичная камера 320 и приемная камера 310 являются коаксиальными и могут продольно перемещаться относительно друг друга. В различных вариантах осуществления продольное перемещение приемной камеры 310 может управляться линейным исполнительным механизмом 313. В различных вариантах осуществления продольное перемещение герметичной камеры 320 может управляться линейным исполнительным механизмом (не показан), технологически связанным с корпусом 325 герметичной камеры. В различных вариантах осуществления приемная камера 310 и/или герметичная камера 320 перемещаются линейно между открытым положением и закрытым положением.
В одном или более вариантах осуществления приемная камера 310 содержит корпус 315 приемной камеры, который образует герметичное уплотнение с внешней поверхностью подложки 200 и корпусом 325 герметичной камеры в закрытом положении. В различных вариантах осуществления герметичное уплотнение между приемной камерой 310 и внешней поверхностью подложки 200 может быть образовано прокладкой между корпусом 315 приемной камеры и внешней поверхностью подложки 200.
В одном или более вариантах осуществления герметичная камера 320 содержит корпус 325 герметичной камеры, который образует герметичное уплотнение с внешней поверхностью подложки и корпусом 315 приемной камеры в закрытом положении. В различных вариантах осуществления герметичное уплотнение между герметичной камерой 320 и внешней поверхностью подложки 200 может быть образовано прокладкой между корпусом 315 приемной камеры и внешней поверхностью подложки 200.
В одном или более вариантах осуществления приемная камера 310 удерживает влажное покрытие в контакте с верхней поверхностью подложки 200, и герметичная камера 320 распределяет сжатый газ равномерно к ячейкам подложки в закрытом положении. В различных вариантах осуществления давление сжатого газа достаточно для поддержания массы влажного покрытия в виде столба над каждой из ячеек подложки, так что влажное покрытие не смачивает стенки ячеек до тех пор, пока давление не будет снижено или снято.
В одном или более вариантах осуществления герметичная камера 320 соединена и находится в гидравлической связи с источником 335 сжатой текучей среды через соединительный трубопровод 330 и раздвижной рукав 323, который соединяет герметичную камеру 320 с соединительным трубопроводом 330. В различных вариантах осуществления источник 335 сжатой текучей среды обеспечивает газ с регулируемым давлением, а герметичная камера 320 принимает сжатый газ от источника 335 сжатой текучей среды при требуемом давлении, достаточном для поддержания столба текучей среды, эквивалентной массе покрытия влажного покрытия в приемной камере 310.
В одном или более вариантах осуществления встроенный узел кальцинирования 300 может содержать регулятор 340 давления, технологически связанный с источником 335 сжатой текучей среды, который регулирует давление газа, подаваемого к герметичной камере. В различных вариантах осуществления регулятор 340 давления электрически соединен с источником 335 сжатой текучей среды, и датчик 345 технологически связан с герметичной камерой 320.
В различных вариантах осуществления встроенный узел 300 нанесения покрытий может содержать датчик 345 давления, технологически связанный с герметичной камерой 320, который генерирует значение входного давления сжатого газа в герметичной камере 320, и датчик 348 уровня текучей среды, технологически связанный с приемной камерой 310, который генерирует значение уровня текучей среды влажного покрытия в приемной камере 310. Регулятор 340 давления может находиться в электрической связи с датчиком 345 давления и датчиком 348 уровня текучей среды, причем регулятор 340 давления вычисляет количество влажного покрытия в приемной камере 310 и значение входного давления и корректирует работу насоса сжатой текучей среды для подачи более или менее сжатого газа в герметичную камеру 320 в зависимости от давления, требуемого для поддержания столба жидкости влажного покрытия.
В одном или более вариантах осуществления встроенный узел 300 нанесения покрытия может содержать источник 360 каталитического покрытия, соединенного и находящегося в гидравлической связи с приемной камерой 310. В различных вариантах осуществления насос 350 влажного покрытия соединен и находится в гидравлической связи с источником 360 каталитического покрытия и приемной камерой 310, причем насос 350 влажного покрытия может подавать требуемое количество влажного покрытия от источника 360 каталитического покрытия к приемной камере 310. В различных вариантах осуществления регулятор 355 насоса влажного покрытия включает насос 350 влажного покрытия для перекачивания требуемого объема влажного покрытия. В различных вариантах осуществления регулятор 355 насоса влажного покрытия может быть в электрической связи с датчиком 348 уровня текучей среды для определения, когда требуемый объем влажного покрытия находится в приемной камере 310. В различных вариантах осуществления датчик уровня, технологически связанный с приемной камерой, регистрирует уровень текучей среды влажного покрытия в приемной камере и посылает сигнал, когда требуемый объем влажного покрытия находится в приемной камере 310.
В различных вариантах осуществления влажное покрытие может содержать растворимый каталитический предшественник и/или суспензию каталитического материала. В различных вариантах осуществления влажное покрытие может содержать металлы платиновой группы и/или базовые металлы и/или оксиды металлов платиновой группы и/или базовых металлов, один или более керамических материалов-подложек и/или цеолитов, и текучую среду-носитель, причем текучая среда-носитель может содержать уксусную кислоту.
Фиг. 3 показывает примерный вариант осуществления встроенного устройства нанесения покрытий, отображая принимающую подложку часть в закрытом состоянии относительно захватного устройства для захвата подложки. В одном или более вариантах осуществления устройство для нанесения дозированного покрытия на подложку может быть встроенным узлом 300 нанесения покрытий, в котором приемная камера 310 и герметичная камера 320 принимающей подложку части 301 находятся в закрытом положении, охватывая каталитическую подложку 200, так что передаваемая от источника 335 сжатой текучей среды через нижний соединительный трубопровод 323 сжатая текучая среда поступает во внутренний объем корпуса 325 герметичной камеры и поступает во множество продольных ячеек каталитической подложки для поддержания влажного покрытия в приемной камере 310 над подложкой 200.
В одном варианте осуществления нижний соединительный трубопровод 323 может содержать два или более концентрических рукава, расположенные с возможностью раздвижения для обеспечения линейного перемещения герметичной камеры 320, причем приемная камера 310 и/или герметичная камера 320 могут перемещаться линейно для заключения каталитической подложки во внутренний объем корпуса 315 приемной камеры и/или корпуса 325 герметичной камеры.
В одном или более вариантах осуществления приемная камера 310 может быть технологически связана с линейным приводом 313 так, чтобы обеспечивать аксиальное перемещение приемной камеры 310. В одном или более вариантах осуществления герметичная камера 320 может быть соединена и находиться в гидравлической связи с нижним соединительным трубопроводом 323, причем нижний соединительный трубопровод может позволять аксиальное удлинение герметичной камеры 320 при поддержании герметичного пути к нижней кальцинирующей секции 120. В различных вариантах осуществления нижний соединительный трубопровод 323 может быть сильфоном или системой из концентрических раздвижных рукавов и/или трубопроводов.
В одном или более вариантах осуществления нижний соединительный трубопровод 323 может содержать по меньшей мере один внешний рукав 327 и один внутренний рукав 328, причем внутренний рукав 328 и внешний рукав 327 имеют такую конфигурацию и размер, чтобы позволять внутреннему рукаву входить со скольжением в внешний рукав, когда приемная камера 310 и герметичная камера 320 находятся в открытом положении для приема каталитической подложки 200.
В одном или более вариантах осуществления нижний соединительный трубопровод 323 может содержать внешний рукав 237, внутренний рукав 328 и один или более промежуточных рукавов, имеющих такую конфигурацию и размер, чтобы помещаться концентрически между внешним рукавом 327 и внутренним рукавом 328 так, чтобы обеспечивать аксиальное удлинительное перемещение рукавов. В различных вариантах осуществления между каждым из рукавов могут иметься герметичные уплотнения.
В одном или более вариантах осуществления нижний соединительный трубопровод 323 может быть сильфоном, который обеспечивает герметичный путь прохождения.
Во время работы каталитическая подложка может помещаться между приемной камерой 310 и герметичной камерой 320, когда обе секции находятся в открытом положении, причем каталитическая подложка расположена соосно и вертикально между приемной камерой 310 и герметичной камерой 320. Приемная камера 310 и герметичная камера 320 могут быть коаксиальными, так что продольное перемещение приемной камеры 310 и герметичной камеры 320 приведет к закрыванию вокруг подложки 200 без помех со стороны внешних кромок и поверхностей каталитической подложки.
В различных вариантах осуществления принимающая подложку часть 301 имеет такую конфигурацию и размер, чтобы иметь достаточное аксиальное перемещение для обеспечения промежутка между нижней кромкой корпуса 315 приемной камеры и верхней кромкой корпуса 325 герметичной камеры для перемещения каталитической подложки 200, имеющего конкретную высоту, для перемещения в требуемое положение посредством передаточного механизма и совмещения с осью приемной камеры 310 и герметичной камеры 320. Промежуток между нижней кромкой корпуса 315 приемной камеры и верхней кромкой корпуса 325 герметичной камеры достаточен для предотвращения столкновения между каталитической подложкой 200 и сторонами и/или кромками корпуса 315 приемной камеры и корпуса 325 камеры давлении, когда каталитическая подложка перемещается в требуемое положение или из него.
В одном или более вариантах осуществления датчик (-и) 345 давления могут быть технологически связаны с герметичной камерой 320 для измерения давления текучей среды, входящей в каналы каталитической подложки. Результаты измерения давления от датчика 345 давления могут быть использованы для вычисления гидростатического напора для поддержания влажного покрытия, находящегося на верхней торцевой поверхности подложки, на которую посредством регулятора 340 давления наносится покрытие. Регулятор 340 давления может регулировать поток и/или давление сжатой текучей среды, поставляемой насосом (-ами) 335 сжатой текучей среды, чтобы удерживать влажное покрытие от затекания в ячейки подложки, прежде чем требуемое количество влажного покрытия будет подано в приемную камеру 310. В различных вариантах осуществления давление в герметичной камере 320 может непрерывно контролироваться и регулироваться в реальном времени для компенсации увеличения массы влажного покрытия, подаваемого к приемной камере 310.
Фиг. 4 показывает примерный вариант осуществления встроенного устройства 300 для нанесения влажного покрытия, отображая принимающую подложку часть 301 в закрытом положении относительно захватного устройства 300 для захвата подложки. В одном или более вариантах осуществления приемная камера 310 закрывается относительно верхней торцевой поверхности, а герметичная камера 320 закрывается относительно нижней торцевой поверхности захватного устройства 300 для захвата подложки для предотвращения вытекания сжатой текучей среды вокруг внешней поверхности каталитической подложки 200. В различных вариантах осуществления зазор между внутренней поверхностью приемной камеры 310 и внешней поверхностью каталитической подложки 200 составляет примерно 0,5 дюйма или меньше или примерно 0,25 дюйма или меньше. В различных вариантах осуществления зазор между внутренней поверхностью герметичной камеры 320 и внешней поверхностью каталитической подложки 200 составляет примерно 0,5 дюйма или меньше или примерно 0,25 дюйма или меньше.
В одном или более вариантах осуществления нижний соединительный трубопровод 323 может содержать тонкостенный сильфон, который обеспечивает герметичное уплотнение между внутренним объемом и окружающей атмосферой во время продольного перемещения герметичной камеры 320. Образующий нижний соединительный трубопровод 323 сильфон обеспечивает герметичный путь прохождения между герметичной камерой 320 и передаточным трубопроводом 330.
В одном или более вариантах осуществления сжатая текучая среда может течь через соединительный трубопровод 330 к внутреннему объему корпуса 325 герметичной камеры. В различных вариантах осуществления сжатая текучая среда поступает во все ячейки каталитической подложки для обеспечения одинакового давления в каждой из ячеек.
В одном или более вариантах осуществления приемная камера 310 может содержать корпус 315 приемной камеры, имеющий внешнюю стенку и внутреннюю область, содержащую открытый объем, причем внутренняя область может иметь такую конфигурацию и размер, чтобы надеваться меньшей мере на часть каталитической подложки 200.
В различных вариантах осуществления внутренняя область корпуса 315 приемной камеры может иметь цилиндрическую форму, прямоугольную форму, квадратную форму, гексагональную форму, треугольную форму или другие геометрические формы, которые согласуются с каталитической подложкой, имеющей определенную форму. В различных вариантах осуществления внешняя стенка корпуса 315 приемной камеры может иметь цилиндрическую форму, прямоугольную форму, квадратную форму, гексагональную форму, треугольную форму или другие геометрические формы, причем внешняя стенка корпуса 315 приемной камеры может иметь форму, которая согласуется с определенной формой внутренней области/объема 316.
В различных вариантах осуществления приемная камера 310 может также содержать датчик 348 уровня текучей среды, технологически связанный с корпусом 315 приемной камеры.
В одном или более вариантах осуществления корпус 325 герметичной камеры может также содержать переходную секцию, имеющую внешнюю стенку, причем внешняя стенка переходной секции может быть соединена с внешней стенкой корпуса 325 герметичной камеры. В различных вариантах осуществлении внешняя стенка переходной секции может быть соединена с внешней стенкой корпуса 325 герметичной камеры, например посредством сварки или механического крепления, или внешняя стенка переходной секции и внешняя стенка корпуса 325 герметичной камеры могут быть выполнены из одного куска материала, чтобы иметь унитарную конструкцию
В одном или более вариантах осуществления переходная секция может иметь внутренний диаметр на одном конце и внутренний диаметр на втором конце, противоположном первому концу, причем внутренний диаметр на первом конце меньше, чем внутренний диаметр второго конца. В различных вариантах осуществления внешняя стенка переходной секции сужается от первого конца ко второму концу. В различных вариантах осуществления переходная секция может иметь серию ступенчатых уменьшений внутреннего диаметра между первым концом и вторых концом. В различных вариантах осуществления второй конец переходной секции является концом, соединенным с корпусом 325 герметичной камеры. В различных вариантах осуществления датчик 345 давления может быть технологически связан с переходной секций.
В одном или более вариантах осуществления корпус 315 приемной камеры и корпус 325 герметичной камеры могут содержать трубчатую стенку 312 с круглым поперечным сечением, как показано на фиг. 5А, имеющую определенную высоту, причем высота достаточна для покрывания примерно половины длины каталитической подложки, и цилиндрическую внутреннюю область, образующую открытый внутренний объем 316, имеющую такой размер, чтобы вмещать, по меньшей мере, часть каталитической подложки.
В одном или более вариантах осуществления корпус 315 приемной камеры и корпус 325 герметичной камеры содержат трубчатую стенку 312 с прямоугольным поперечным сечением, как показано на фиг. 5Б, имеющую определенную высоту, причем высота достаточна для покрывания примерно половины длины каталитической подложки, и цилиндрическую внутреннюю область, образующую открытый внутренний объем 316, имеющую такой размер, чтобы вмещать, по меньшей мере, часть каталитической подложки.
Фиг. 6А-В показывают процесс нанесения влажного покрытия с использованием примерного встроенного узла 300 нанесения покрытия. Фиг. 6А показывает корпус 315 приемной камеры и корпус 325 герметичной камеры, окружающие каталитическую подложку 200. Каталитическая подложка входит в трубчатую стенку 312 и занимает часть внутреннего объема 316.
В одном или более вариантах осуществления влажное покрытие 311 может вводиться во внутренний объем 316 корпуса 315 приемной камеры через канал 352 покрытия, который находится в гидравлической связи с источником влажного покрытия. В различных вариантах осуществления количество влажного покрытия 311, достаточное для покрывания требуемой длины ячеек подложки 200, вводится во внутренний объем 316. В различных вариантах осуществления сжатая текучая среда вводится во внутренний объем 326 корпуса 325 герметичной камеры одновременно с влажным покрытием, вводимым во внутренний объем 316 корпуса 315 приемной камеры.
В одном или более вариантах осуществления прокладка или фланец образуют уплотнение между внутренней поверхностью приемной камеры и верхней и/или боковой поверхностью подложки для предотвращения утечки влажного покрытия по боковой поверхности подложки.
Фиг. 6Б показывает продолжающееся втекание влажного покрытия во внутренний объем 316 корпуса 315 приемной камеры до тех пор, пока не будет достигнут требуемый уровень влажного покрытия, в то время как одновременно повышается давление сжатой текучей среды во внутреннем объеме 326 корпуса 325 герметичной камеры для совпадения с увеличивающейся массой влажного покрытия, накапливающегося над верхней поверхностью подложки.
В одном или более вариантах осуществления вязкость и поверхностная энергия влажного покрытия могут также регулироваться, чтобы способствовать уравновешиванию капиллярного действия и направленной вниз силы тяжести и направленной вверх силы давления сжатой текучей среды в ячейках подложки 200. В различных вариантах осуществления столб влажного покрытия может поддерживаться над каждой из ячеек столбом сжатой текучей среды в ячейках, причем давление может увеличиваться или уменьшаться для предотвращения или регулирования затекания влажного покрытия в ячейки подложки 200. В различных вариантах осуществления скорость затекания влажного покрытия в ячейки подложки регулируется посредством давления сжатой текучей среды и/или приложенного вакуума.
Фиг. 6В показывает затекание влажного покрытия на требуемое расстояние в ячейки подложки. В одном или более вариантах осуществления, как только достигнут требуемый уровень влажного покрытия 311 над подложкой в корпусе 315 приемной камеры, давление сжатой текучей среды в ячейках подложки 200 может быть снижено, чтобы позволить влажному покрытию 311 затекать на требуемое расстояние в ячейки, причем требуемое расстояние в ячейках определяется начальной высотой влажного покрытия над подложкой. Путем равномерного снижения давления во внутреннем объеме 326 корпуса 325 герметичной камеры, давление в каждой из ячеек может снижаться равномерно, обеспечивая этим самым равномерное затекания влажного покрытия в каждую из ячеек. Это равномерное регулирование давления позволяет покрывать каждую из ячеек подложки 200 практически одинаковым количеством покрытия, причем «практически одинаковый» включает в себя возможность того, что может быть небольшое распределение в локальной концентрации и массе покрытия по всей поверхности подложки, а также небольшие изменения в свойствах поверхности каждой из ячеек, которые влияют на количество поступающего в каждую ячейку влажного покрытия.
Благодаря предотвращению приложения вакуума для засасывания покрытия вверх или приложения давления для принудительной подачи влажного покрытия вверх в ячейки можно предотвратить выбросы.
В различных вариантах осуществления каталитическая подложка 200 может загружаться в систему роботами или вручную.
В одном или более вариантах осуществления роботизированный передаточный элемент может содержать захватное устройство 400 для захвата подложки, чтобы захватывать и транспортировать каждую подложку. Фиг. 7А показывает вид сверху примерного варианта осуществления захватного устройства 400 для удерживания каталитической подложки. В различных вариантах осуществления захватное устройство для захвата подложки содержит два С-образных кольца 410, имеющих внутренний диаметр с соответствующим требуемой подложке размером. В различных вариантах осуществления вставка 420 в каждом из С-образных колец 410 является сжимаемой и образует герметичное уплотнение вокруг внешней оболочки каталитической подложки, когда подложка захвачена. Захватное устройство может также содержать рычаг 430, технологически связанный с каждым из С-образных колец 410, для манипулирования кольцами и перемещения удерживаемого подложки.
Фиг. 7Б показывает вид с передним вырезом примерного варианта осуществления захватного устройства 400 для удерживания каталитической подложки. В одном или более вариантах осуществления захватное устройство для захвата каталитической подложки содержит вставку 420 из силиконовой резины, которая может непрерывно работать при температуре по меньшей мере 600°F. В различных вариантах осуществления вставка и захватное устройство действую как изолятор и теплоотвод для короткого времени воздействия < 16 секунд.
В одном или более вариантах осуществления каталитическая подложка может удерживаться в горизонтальном или вертикальном положении захватным устройством 400 для каталитической подложки, в то время как приемная камера 310 и герметичная камера 320 перемещаются продольно к внешней границе каталитической подложки 200, причем нижняя кромка внешней стенки 312 корпуса 315 приемной камеры находится в контакте с верхней торцевой поверхностью захватного устройства 400 для каталитической подложки, а верхняя кромка внешней стенки 322 корпуса 325 герметичной камеры находится в контакте с нижней торцевой поверхностью захватного устройства 400 для каталитической подложки.
В различных вариантах осуществления нижняя кромка внешней стенки 312 образует герметичное уплотнение с верхней торцевой поверхностью двух С-образных колец 410 захватного устройства 400 для подложки, и верхняя кромка внешней стенка 322 образует герметичное уплотнение с нижней торцевой поверхностью двух С-образных колец 410 с нижней торцевой поверхности захватного устройства 400 для каталитической подложки.
В одном или более вариантах осуществления герметичное уплотнение между кольцами 410 захватного устройства и внешней поверхностью подложки 200 и герметичные уплотнения, образованные между внешними стенками 312, 322 корпусов 315, 325 и верхними и нижними поверхностями колец 410 захватного устройства, предотвращают течение сжатой текучей среды вокруг каталитической подложки или выход из герметичной камеры 320. Вставка также может подвергаться воздействию горячей нагревающей текучей среды в сушильных устройствах и кальцинаторе в цикле обработки и температуры каталитической подложки, так что она выполнена для противостояния температуре, которой она подвергается.
В различных вариантах осуществления зазор между внутренней поверхностью верхнего корпуса кальцинатора и внешней поверхностью кальцинатора каталитической подложки минимизирован для уменьшения количество мертвого пространства и нагревающей текучей среды, протекающей вдоль внешней поверхности каталитической подложки.
Принципы и варианты осуществления настоящего изобретения относятся к способу введения и закрепления каталитического покрытия на одной или более гранях ячеек каталитической подложки, причем каталитическое покрытие может быть предварительно введено во внутреннюю часть ячеек каталитической подложки. Фиг. 8 показывает примерный вариант осуществления способа нанесения покрытия на каталитическую подложку.
На шаге 810 каталитическую подложку помещают в принимающую подложку часть 301 встроенного узла 300 нанесения покрытия, и продольную ось подложки совмещают с продольной осью приемной камеры 310 и герметичной камеры 320 посредством передаточного механизма. В одном или более вариантах осуществления передаточный механизм может перемещать подложку от предыдущей обрабатывающей секции и располагать подложку между приемной камерой 310 и герметичной камерой 320.
На шаге 820 приемную камеру 310 и/или герметичную камеру 320 могут линейно перемещать для закрывания приемной камеры 310 и герметичной камеры 320 вокруг каталитической подложки. В различных вариантах осуществления приемную камеру 310 и герметичную камеру 320 могут герметизировать относительно захватного устройства передаточного механизма и относительно поверхностей подложки, причем подложка заключена в герметичную камеру.
На шаге 830 давление сжатой текучей среды повышают практически одновременно (то есть, в пределах допусков оборудования) с введением влажного покрытия в приемную камеру таким образом, чтобы сбалансировать направленную вниз силу тяжести влажного покрытия на ячейках подложки с направленной вверх силой давления от сжатой текучей среды. В различных вариантах осуществления закачивание влажного покрытия в приемную камеру увеличивает массу влажного покрытия над подложкой, что увеличивает давление, требуемое для того, чтобы не допускать проникновения влажного покрытия в ячейки подложки. Встроенное устройство для нанесения покрытия может уравновешивать увеличивающуюся массу путем повышения давления.
На шаге 835 измененное датчиком (-ами) давления давление используют для вычисления и/или регулирования производительности насоса сжатой текучей среды, чтобы поддерживать возрастающее давление, принимая во внимание падение давления вдоль каталитической подложки. В различных вариантах осуществления обеспечивают обратную связь от датчика давления к регулятору насоса сжатой текучей среды.
На шаге 840 насос влажного покрытия отключают, когда требуемое количество влажного покрытия было перемещено к приемной камере. Регулятор насоса может быть в электрической связи с датчиком уровня текучей среды, который может регистрировать высоту текучей среды в приемной отделении. Регулятор насоса может отключать насос, когда датчик уровня текучей среды показывает, что в приемной камере находится требуемое количество влажного покрытия.
На шаге 850 насос сжатой текучей среды замедляют или останавливают, и позволяют снижаться давлению текучей среды в герметичной камере. Снижение давления в герметичной камере может быть выполнено путем открывания спускного клапана.
На шаге 860 снижение давления в герметичной камере нарушает равновесие сил, поддерживающих влажное покрытие вне ячеек подложки, и позволяет влажному покрытию затекать в ячейки под действием силы тяжести. В различных вариантах осуществления влажное покрытие будет затекать в ячейки на некоторое расстояние, определяемое количеством влажного покрытия, первоначально удерживаемого над подложкой. Поскольку над ячейками находится одинаковое количество влажного покрытия, длина стенок ячеек, покрытых влажным покрытием, должна быть практически одинаковой для всех ячеек.
На шаге 870 принимающую подложку часть 301 встроенного узла 300 нанесения покрытия открывают путем перемещения приемной камеры и/или герметичной камеры линейно от другой противостоящей камеры вдоль ее/их продольной оси. Приемная камера и герметичная камера могут перемещаться достаточно далеко друг от друга для обеспечения промежутка для передаточного механизма для удаления подложки из встроенного узла нанесения покрытия, в которой передаточный механизм перемещается горизонтально.
На шаге 880 каталитическую подложку удаляют из пространства между приемной камерой и герметичной камерой посредством передаточного механизма. В одном или более вариантах осуществления передаточный механизм содержит захватное устройство, которое удерживает каталитическую подложку в вертикальной ориентации и перемещает горизонтально от обрабатывающей секции к обрабатывающей секции в многосекционной системе нанесения покрытий. В различных вариантах осуществления захватное устройство содержит рычаг, который простирается от непрерывного механизма передачи, который образует овальную траекторию.
На шаге 890 каталитическую подложку могут передать к последующей секции для взвешивания, сушки и/или кальцинирования. В различных вариантах осуществления процесс нанесения покрытия на каталитическую подложку является только частью общего процесса производства готовой каталитической подложки, который может также включать в себя взвешивание, сушку и кальцинирование. В дополнение цикл из нанесения покрытия, взвешивания, сушки, кальцинирования или из их комбинации могут повторяться один или более раз для производства каталитической подложки с несколькими каталитическими покрытиями и/или несколькими слоями каталитических покрытий.
Другой аспект настоящего изобретения относится к способу нанесения на подложку, имеющей множество каналов материала покрытия, включающий в себя: а) частичное погружение подложки в сосуд, содержащий раствор с материалом покрытия, причем сосуд содержит материал покрытия в избытке относительно количества, достаточного для покрытия подложки до заданного уровня, б) приложение вакуума к частично погруженной подложке с величиной и временем, достаточными для всасывания материала покрытия вверх из раствора в каждый из каналов на расстояние, которое меньше, чем длина каналов, для образования в них однородного профиля покрытия, в) приложение вакуума к частично погруженной подложке с величиной и временем, достаточными для всасывания суспензии покрытия из раствора внутрь множества ячеек подложки, переворачивание подложки на 180° вокруг поперечной оси, приложение сильной струи воздуха к концу подложки, который был погружен в суспензию, для распределения в них каталитического состава. «Вакуум» и «давление» должны пониматься относительно направления потока или как продавливание или как вытягивание в направлении или против направления силы тяжести, и могут измеряться относительно атмосферного давления, причем вакуум является силой ниже атмосферного давления. Давление и/или вакуум могут измеряться в дюймах водяного столба, как известно из уровня техники. Раствор или суспензия могут быть сходными в том отношении, что они образуют слой оксидного покрытия после кальцинирования, причем раствор содержит растворимые соли, а суспензия содержит диспергированные неорганические оксиды и/или смеси растворимых и нерастворимых веществ.
Один аспект настоящего изобретения относится, в общем, к модульной многосекционной системе нанесения покрытий для обработки каталитической подложки. Фиг. 9 показывает примерный вариант осуществления многосекционной системы нанесения покрытий.
В одном или более вариантах осуществления многосекционная система нанесения покрытий может содержать секцию 910 необработанной массы, в которой измеряется исходная масса подложки, первую секцию 920 нанесения покрытия, причем в продольные ячейки подложки вводится первое влажное покрытие, первую секцию 930 влажной массы, в которой измеряется первая влажная масса подложки, первый встроенный узел 970 кальцинирования, причем каталитическое покрытие кальцинируется на подложку, и первую секцию 980 измерения кальцинированной массы, причем измеряется кальцинированная масса подложки.
В различных вариантах осуществления подложка перед любыми другими шагами обработки сначала может быть взвешена в секции 910 необработанной массы для определения базовой линии сухой массы необработанной подложки для сравнения с массой подложки после нанесений одного или более каталитических покрытий. Изменения в массе могут быть использованы для вычисления количества каталитического материала (-ов), осажденного на стенках ячеек подложки, и определения, находится ли подложка в пределах технических требований в процессе работы скорее, чем готовый продукт, который может не соответствовать техническим требования. В различных вариантах осуществления секция 910 необработанной массы, секция 930 влажной массы и/или секция 980 измерения кальцинированной массы может быть цифровыми весами, соединенные и находящиеся в электрической связи с регулятором 999 через канал 998 связи.
В одном или более вариантах осуществления весы могут быть технологически связаны с устройством для кальцинирования для влажной массы каталитической подложки после нанесения покрывающей жидкости на каталитическую подложку. Величина дополнительной массы катализатора после нанесения покрытия «washcoat» может быть вычислена посредством разности между исходной сухой массой подложки и влажной массой, определенными соответствующими весами, для определения, правильное ли количество покрывающей жидкости было нанесено.
В одном или более вариантах осуществления весы могут быть технологически связаны с устройством для кальцинирования для измерения массы каталитической подложки перед кальцинированием покрытия «washcoat» на поверхности стенок ячеек подложки.
В различных вариантах осуществления весы могут быть технологически связаны с кальцинатором для определения, находится ли масса после кальцинирования в требуемых пределах. Если определено, что каталитическая подложка имеет массу после прокаливания вне требуемых пределов, обработка каталитической подложки может быть прервана, чтобы сделать возможными регулировки, калибровки и/или техническое обслуживание, прежде чем будут произведены дополнительные подложки, которые могут находиться за пределами технических требований.
В различных вариантах осуществления каталитическая подложка может взвешиваться на первых весах, чтобы получить промежуточную или влажную массу перед кальцинированием, причем весы могут содержать компьютер и/или память, выполненные для приема и хранения значений массы, полученных для каталитической подложки, или весы могут быть в электронной связи с компьютером и/или памятью, выполненными для приема и хранения значений массы, полученных для каталитической подложки. Каталитическая подложка может быть удалена из устройства для кальцинирования и помещена на вторые весы роботом.
В различных вариантах осуществления регулятор 999 может быть компьютером, выполненным для приема электрических сигналов и/или информации, хранения такой полученной информации, выполнения вычислений с полученной, сохраненной и/или запрограммированной информацией и отправки сигналов другим компонентам, соединенным и находящимся в электрической связи с регулятором через канал 998 связи.
В различных вариантах осуществления подложка может взвешиваться после каждой стадии обработки для обеспечения статистического контроля процесса и/или обработки сигналов обратной связи для регулирования различных параметров обработки (например, вязкости влажного покрытия, концентрации металлов платиновой группы, отношения суспензии к носителю, времени сушки, температуры кальцинирования и т.п.) на каждой соответствующей обрабатывающей секции. Изменения в процессе могут таким образом отслеживаться по мере обработки нескольких подложек, и регулировки могут быть выполнены для каждой встроенной секции и/или не соответствующие техническим требованиям подложки удалены из цикла обработки, прежде чем на дефектной или иным образом непригодной подложке будут израсходованы время, энергия и дорогостоящие материалы. Путем корректировки отклонений в параметрах обработки и технических требованиях в реальном времени прежде, чем покрытие или подложка выйдут за пределы технических требований, могут быть уменьшены отходы и увеличена общая производительность многосекционной системы нанесения покрытий, так что системой для нанесений покрытий вырабатывается по меньшей мере на 25%, примерно на 50% или даже примерно на 100% больше готовых находящихся в пределах технических требований каталитических подложек за единицу времени (например, единиц продукции в час), чем системой, которая работает в пакетном режиме (то есть, партия подложек будет обработана перед проверкой и/или внесением изменений в систему).
В одном или более вариантах осуществления подложка может иметь первое влажное покрытие, введенное в ячейки подложки первой секцией 920 нанесения покрытий для осаждения первого каталитического покрытия (например, металлов платиновой группы с поддерживающим материалом или без него), по меньшей мере, на часть стенок ячеек. В различных вариантах осуществления первая секция 920 нанесения покрытий может быть описанным здесь устройством для нанесения дозированного покрытия, причем влажное покрытие затекает в ячейки под действием силы тяжести, капиллярных сил и/или вакуума.
В одном или более вариантах осуществления подложка может быть взвешена в первой секции 930 влажной массы после того, как влажное покрытие было введено в подложку. Влажная масса может быть сравнена с исходной массой для вычисления фактического количества влажного покрытия, введенного в подложку. Если фактическое количество влажного покрытия больше или меньше, чем требуемое количество, оператор может быть предупрежден о не соответствующем техническим требованиям характере подложки аварийной сигнализацией или подложка может быть выгружена из системы нанесения покрытий. Путем идентификации и удаления не соответствующего техническим требованиям подложки прежде чем выполняется дополнительная обработка, может быть уменьшено количество бракованного подложки и увеличена общая производительность системы нанесения покрытий.
В различных вариантах осуществления подложка может быть кальцинирована в первом встроенном узле 970 кальцинирования после того, как влажное покрытие было введено в подложку. Каталитическое покрытие может кальцинировано на поверхности (-ях) ячеек для обеспечения подложки, по меньшей мере, с частью нижнего покрытия. В различных вариантах осуществления влажное покрытие может быть высушено для удаления, по меньшей мере, части текучей среды-носителя перед кальцинированием. Удаление достаточного количества жидкости-носителя позволяет каталитической части покрытия (то есть, твердым веществам суспензии) оставаться на поверхности (-ях) ячеек без капания или стекания. Кальцинирование может удалять оставшуюся текучею среду-носитель, термически закреплять каталитическое покрытие на стенках ячеек, и/или изменять химическую структуру (например, фазовое превращение) и/или формулу (например, химическое разложение), по меньшей мере, части каталитического покрытия.
В одном не ограничивающем примере каталитическая подложка, содержащая слой сухого покрытия «washcoat» на множестве стенок ячеек, помещается во встроенный узел 970, верхняя кальцинирующая секция и нижняя кальцинирующая секция перемещаются аксиально для закрывания каталитической подложки, нагревающая текучая среда, имеющая температуру в диапазоне от примерно 465°C до примерно 550°C, проходит через ячейки каталитической подложки со скоростью потока в диапазоне от примерно 200 acfm (кубических футов в минуту) до примерно 400 acfm в течение периода времени в диапазоне от примерно 8 секунд до примерно 12 секунд для кальцинирования осажденного на каталитической подложке покрытия «washcoat». В некоторых вариантах осуществления узел кальцинирования может также называться секцией кальцинирования.
В одном или более вариантах осуществления кальцинированная подложка может взвешиваться в первой секции 980 измерения кальцинированной массы после того, как каталитическое покрытие было подвергнуто кальцинированию на подложке. Фактическое количество каталитического покрытия, осажденного на стенки ячеек, может быть вычислено путем сравнения исходной массы подложки с кальцинированной массой подложки. Изменения в массе могут быть использованы для вычисления количества кальцинированного каталитического материала (например, металлов платиновой группы и поддерживающего материала, металла и молекулярных сит и т.п.), осажденного на стенках ячеек подложки и определения, находится ли масса кальцинированного сульфата в пределах технических требования перед тем, как в подложку будет введено дополнительное влажное покрытие. Если фактическое количество каталитического покрытия больше или меньше, чем требуемое количество, оператор может быть предупрежден о не соответствующем техническим требованиям характере подложки аварийной сигнализацией или подложка может быть выгружена из системы нанесения покрытий. В различных вариантах осуществления подложка может быть физически извлечена передаточным механизмом или извлекающим механизмом, встроенным или технологически связанным с секцией взвешивания, причем, например, передаточный механизм может быть открыт, чтобы позволить подложке упасть в контейнер, или извлекающий механизм является толкающим стержнем или источником воздушной струи, которые принудительно сталкивают подложку с весов в контейнер для отходов.
Один аспект настоящего изобретения также относится к системе для подготовки каталитической подложки, содержащей первую секцию каталитического покрытия подложки, которая наносит по меньшей мере один слой покрытия «washcoat», называемого также влажным покрытием, содержащий каталитическую суспензию или жидкий носитель, по меньшей мере, на часть каталитической подложки, по меньшей мере одну секцию сушки, которая удаляет, по меньшей мере, часть жидкого носителя, по меньшей мере, с части каталитической подложки, одну или более кальцинирующих секций, содержащих верхнюю кальцинирующую секцию и нижнюю кальцинирующую секцию, причем верхняя кальцинирующая секция и нижняя кальцинирующая секция имеют такую конфигурацию и размер, чтобы надеваться на каталитическую подложку и образовывать герметичное уплотнение, и источник нагревающей текучей среды, который поставляет определенный объем нагревающей текучей среды при требуемой температуре, технологически связанный с нижней кальцинирующей секцией, причем нагревающая текучая среда подается к входному концу нижней кальцинирующей секции для кальцинирования каталитической суспензии покрытия «washcoat» на стенкам ячеек, и захватное устройство для подложки, которые удерживает подложку и переносит каталитическую подложку между секцией каталитического покрытия подложки, по меньшей мере одной секцией сушки и одной или более секциями кальцинирования, причем одна секция кальцинирования из одной или более секций кальцинирования находится рядом по меньшей мере с одной секцией сушки.
В различных вариантах осуществления система также содержит вторую секция каталитического покрытия подложки, которая наносит по меньшей мере одно дополнительное покрытие «washcoat», содержащее каталитическую суспензию и жидкий носитель, по меньше мере, на часть каталитической подложки поле того, как каталитическая подложка была кальцинирована по меньшей мере один раз по меньшей мере в одной или боле секциях кальцинирования, и по меньшей мере одну секцию взвешивания, которая измеряет массу каталитической подложки, причем захватное устройство для подложки переносит каталитическую подложку от секции каталитического покрытия подложки, секции сушки, секции кальцинирования по меньшей мере к одной секции взвешивания для измерения влажной и/или сухой массы каталитической подложки.
Один аспект настоящего изобретения относится, в общем, к модульной, многосекционной системе нанесения покрытий для нанесения нескольких покрытий «washcoat» на каталитическую подложку. Фиг. 10 показывает другой примерный вариант осуществления многосекционной системы нанесения покрытий.
В одном или более вариантах осуществления многосекционная система 1000 нанесения покрытий может содержать секцию 1002 необработанной массы, которая взвешивает каталитическую подложку перед ее обработкой, первую секцию 1003 для нанесения покрытия на подложку, которая наносит первое покрытие «washcoat», первую секцию 1004 влажной массы, которая взвешивает подложку с покрытием «washcoat», первую секцию 1005 сушки, которая удаляет, по меньшей мере, часть жидкого носителя, первую секцию 1006 сухой массы, которая взвешивает сухую подложку, первую встроенную секцию 1013 кальцинирования, которая кальцинирует покрытие «washcoat» на подложке, и первую секцию 1016 измерения кальцинированной массы, которая взвешивает кальцинированную подложку. В различных вариантах осуществления первая секция 1006 сухой массы измеряет массу подложки с покрытием «washcoat» для определения, нанесено ли требуемое количество каталитического покрытия на стенки ячеек подложки первой секцией 1003 каталитического покрытия подложки. В различных вариантах осуществления разные секции могут содержать две или более головок, причем каждая головка может отдельно обрабатывать отдельную каталитическую подложку в одно и то же время. В различных вариантах осуществления в каждой секции во время одного цикла обработки могут обрабатываться два или более каталитических подложки и затем совместно передаваться к последующей секции.
В одном или более вариантах осуществления многосекционная система нанесения покрытий может также содержать загрузочное устройство 1001, которое может быть роботизированной рукой, как известно из уровня техники, причем загрузочное устройство 1001 вводит подложки последовательно в многосекционную систему 1000 нанесения покрытий. В различных вариантах осуществления подложка берется из загрузочного устройства 1001 и, захваченная захватным устройством 1031, перемещается между секциями многосекционной системы нанесения покрытий. В различных вариантах осуществления два или более захватных устройства могут быть загружены и затем перемещаться к многоголовочной секции для начала обработки. Секция взвешивания может содержать двое или более весов для одновременного взвешивания двух или более каталитических подложек.
В одном или более вариантах осуществления многосекционная система нанесения покрытий также содержит первую секцию 1005 сушки, которая может быть первой секцией бережной сушки или первой многофазной секцией сушки, расположенной после первой секции 1004 влажной массы. В различных вариантах осуществления секция бережной сушки может быть выполнена для подачи горячего воздуха к подложке при единственной требуемой температуре бережной сушки и единственной требуемой скорости потока бережной сушки.
В различных вариантах осуществления промежуточная секция сушки может быть выполнена для подачи горячего воздуха к подложке при единственной требуемой промежуточной температуре и единственной требуемой промежуточной скорости потока, причем требуемая промежуточная температура и/или промежуточная скорость потока могут быть больше, чем температура бережной сушки и/или скорость потока бережной сушки. В различных вариантах осуществления конечная секция сушки может быть выполнена для подачи горячего воздуха в подложку при единственной требуемой конечной температуре и единственной требуемой конечной скорости потока, причем единственная требуемая конечная температура и/или конечная скорость потока могут быть больше, чем промежуточная температура и/или промежуточная скорость потока.
В различных вариантах осуществления многофазная секция сушки может быть выполнена для объединения работы деликатного сушильного устройства, промежуточного сушильного устройства и/или конечного сушильного устройства в одну секцию, выполненную для подачи горячего воздуха к подложке с одной или более возрастающими требуемыми температурами и/или одной или более возрастающими требуемыми скоростями потока, причем изменения температуры и скорости потока могут быть непрерывными или прерывистыми.
В различных вариантах осуществления многоступенчатая секция сушки может быть выполнена так, чтобы иметь регулируемые скорости вентилятора и/или тепловую мощность. В различных вариантах осуществления многоступенчатая секция сушки может содержать две или более головки, причем каждая головка секции выполнена для приема подложки. В различных вариантах осуществления первая секция 1005 сушки водит горячий воздух в продольные ячейки каталитической подложки для испарения, по меньшей мере, части жидкости-носителя из покрытия «washcoat», причем горячий воздух проходит через ячейки подложки с покрытием «washcoat» от первого конца ко второму концу. В различных вариантах осуществления температура воздуха, вводимого в подложку секцией 1005 сушки, может быть в диапазоне от примерно 100°C (212°F) до примерно 177°C (350°F) или примерно 149°C (300°F) со скоростью потока в диапазоне от примерно 600 acfm до примерно 900 acfm в течение примерно 8-10 секунд. В одном или более вариантах осуществления многоступенчатая секция сушки может отслеживать температуру и/или относительную влажности выходящего горячего воздуха для определения степени, до которой подложка была высушена.
В различных вариантах осуществления первая секция 1005 сушки производит, по меньшей мере, по существу высушенную подложку, причем на «по существу высушенный» указывает то, что от примерно 50% до примерно 75% жидкого носителя из ячеек удалено. В различных вариантах осуществления многосекционная система нанесения покрытий также содержит секцию 1006 сухой массы после секции 1005 сушки.
В одном или более вариантах осуществления многосекционная система 1000 нанесения покрытий также содержит вторую секцию 1007 каталитического покрытия подложки, причем в подложку вводится второе влажное покрытие, содержащее второе каталитическое покрытие и вторую жидкость-носитель. В различных вариантах осуществления каталитическая подложка может быть перевернута между первой секцией 1003 каталитического покрытия подложки и второй секцией 1007 каталитического покрытия подложки, так что непокрытая часть каталитической подложки может быть расположена в приемной камере второй секции 1007 каталитического покрытия подложки и покрыта вторым покрытием «washcoat». В различных вариантах осуществления многосекционная система нанесения покрытий может также содержать вторую секцию 1008 влажной массы, расположенную после второй секции 1007 каталитического покрытия подложки, причем влажная масса подложки измеряется после того, как нанесено второе покрытие «washcoat».
В одном или более вариантах осуществления многосекционная система нанесения покрытий может также содержать вторую секцию 1009 сушки, которая может быть второй многофазной секцией сушки или второй секцией бережной сушки, расположенной после второй секции 1008 влажной массы. В различных вариантах осуществления вторая секция 1009 сушки вводит горячий воздух в ячейки каталитической подложки для испарения, по меньшей мере, части жидкости-носителя из покрытия «washcoat». Температура воздуха, вводимого в подложку второй секцией 1009 сушки может быть в диапазоне от примерно 100°C (212°F) до примерно 177°C (350°F) или диапазоне от примерно 121°C (250°F) до примерно 149°C (300°F) со скоростью потока в диапазоне от примерно 400 acfm до примерно 500 acfm в течение примерно 8-10 секунд.
В одном или более вариантах осуществления многосекционная система нанесения покрытий может также содержать первую промежуточную секцию 1010 сушки, расположенную после второй секции 1009 бережной сушки. Температура воздуха, вводимого в подложку первой промежуточной секцией 1010 сушки, может быть в диапазоне от примерно 149°C (300°F) до примерно 205°C (400°F) со скоростью потока в диапазоне от примерно 600 acfm до примерно 900 acfm в течение примерно 8-10 секунд.
В одном или более вариантах осуществления многосекционная система нанесения покрытий может также содержать первую секцию 1011 окончательной сушки, расположенную после первой секции 1010 промежуточной сушки. Температура воздуха, вводимого в подложку секцией 1010 окончательной сушки, может быть в диапазоне от примерно 149°C (300°F) до примерно 205°C (400°F) со скоростью потока в диапазоне от примерно 1000 acfm до примерно 2500 acfm в течение примерно 8-10 секунд. В различных вариантах осуществления секция 1010 промежуточной сушки и/или секция 1011 окончательной сушки могут быть исключены, если многофазная секция сушки, выполненная для выполнения стадий сушки секции 1010 промежуточной сушки и/или секции 1011 окончательной сушки, присутствует в многосекционной системе нанесения покрытий вверх против хода технологического процесса.
В одном или более вариантах осуществления многосекционная система нанесения покрытий может также содержать первую секцию 1012 сухой массы, которая взвешивает высушенную подложку перед кальцинированием для определения, нанесено ли требуемое количество каталитического покрытия на стенки ячеек подложки второй секцией 1007 каталитического покрытия подложки.
В различных вариантах осуществления первая секция 1016 измерения кальцинированной массы измеряет массу содержащего покрытие «washcoat» и кальцинированной подложки для определения, нанесено ли требуемое количество каталитического покрытия на стенки ячеек подложки второй секцией 1007 каталитического покрытия подложки и/или первой секцией 1003 каталитического покрытия подложки.
В различных вариантах осуществления система нанесения покрытий может также содержать первую секцию 1014 охлаждения, причем температура кальцинированной подложки снижается до промежуточной температуры между температурой кальцинирования и комнатной температурой, и вторую секцию 1015 охлаждения, причем температура кальцинированной подложки снижается далее от промежуточной температуры до комнатной температуры.
В одном или более вариантах осуществления многосекционная система нанесения покрытий может также содержать третью секцию 1017 каталитического покрытия подложки, которая наносит третье покрытие «washcoat», содержащее третью каталитическую суспензию и третий жидкий носитель, по меньшей мере, на часть каталитической подложки, третью секцию 1019 сушки, которая удаляет, по меньшей мере, часть жидкого носителя из, по меньшей мере, части каталитической подложки, и вторую встроенную секцию 1027 кальцинирования. В различных вариантах осуществления каталитическая подложка может переворачиваться между второй секцией 1007 каталитического покрытия подложки и третьей секцией 1017 каталитического покрытия подложки, так что третье покрытие «washcoat» может быть нанесено как первое верхнее покрытие, по меньшей мере, на часть подложки, ранее покрытого первым покрытием «washcoat».
В одном или более вариантах осуществления многосекционная система нанесения покрытий может содержать третью секцию 1018 влажной массы, расположенную после третьей секции 1017 каталитического покрытия подложки, в которой влажная масса подложки измеряется после того, как нанесено третье покрытие «washcoat».
В одном или более вариантах осуществления третья секция 1019 может быть третьей многофазной секцией 1019 сушки, расположенной после третьей секции 1018 влажной массы и перед второй секцией 1027 кальцинирования, причем жидкость-носитель третьего покрытия «washcoat», по меньшей мере, частично испаряется из продольных ячеек подложки для получения, по меньшей мере, по существу высушенной подложки. В различных вариантах осуществления влажное покрытие может содержать каталитическое покрытие, включающее в себя каталитический материал (например, металлы платиновой группы, переходный металл и т.п.) и поддерживающий материал (например, окись титана, окись алюминия и т.п.) и жидкость-носитель (например, воду, этиленгликоль и т.п.), которые могут быть смешаны для образовании суспензии. В различных вариантах осуществления достаточное количество жидкости-носителя может быть удалено из влажного покрытия третьей многофазной секцией 1019 сушки для минимизации или предотвращения капанья или стекания каталитического покрытия по стенкам каталитических ячеек.
В одном или более вариантах осуществления многосекционная система нанесения покрытий может также содержать третью секцию 1020 сухой массы, расположенную после третьей секции 1019 сушки, которая взвешивает сухую подложку после того, как на подложку было нанесено третье покрытие «washcoat» и перед кальцинированием для определения, нанесено ли требуемое количество каталитического покрытия на стенки ячеек подложки третьей секцией 1017 каталитического покрытия подложки.
В различных вариантах осуществления первая встроенная в производственную линия секция 1013 кальцинирования и/или вторая встроенная в производственную линия секция 1027 кальцинирования может иметь принимающую подложку часть, содержащую верхнюю кальцинирующую секцию и нижнюю кальцинирующую секцию, причем верхняя кальцинирующая секция и нижняя кальцинирующая секция имеют такую конфигурацию и размер, чтобы надеваться на каталитическую подложку и образовывать герметичное уплотнение относительно друг друга или относительно захватного устройства, и источник нагревающей текучей среды, который подает определенный объем нагревающей текучей среды при заданной температуре, технологически связанный с нижней кальцинирующей секцией, причем нагревающая текучая среда подается к входному концу нижней кальцинирующей секции для кальцинирования каталитической суспензии покрытия «washcoat» на стенках ячеек каталитической подложки, и захватное устройство для подложки, которое удерживает каталитическую подложку и перемещает каталитическую подложку между секцией каталитического покрытия подложки, по меньшей мере одной секцией сушки, и одной или более секциями кальцинирования, причем одна секция кальцинирования из одной или нескольких секций кальцинирования примыкает к одной по меньшей мере из одной секции сушки.
В различных вариантах осуществления система нанесения покрытий также содержит четвертую секцию 1021 каталитического покрытия подложки, которая наносит четвертое покрытие «washcoat», содержащее каталитическую суспензию и жидкий носитель, по меньшей мере, на часть каталитической подложки после того, как каталитическая подложка была кальцинирована по меньше мере один раз в первой встроенной секции 1013 кальцинирования. В различных вариантах осуществления система нанесения покрытий может также содержать четверную секцию 1022 влажной массы, расположенную после четвертой секции 1021 каталитического покрытия подложки и перед четверной секцией 1023 сушки, причем измеряется масса подложки после того, как было нанесено четвертое покрытие «washcoat». В различных вариантах осуществления каталитическая подложка может быть перевернута между третьей секцией 1017 каталитического покрытия подложки и четвертой секцией 1021 каталитического покрытия подложки, так что четвертое покрытие «washcoat» может быть нанесено, по меньшей мере, на часть подложки, ранее покрытую вторым покрытием «washcoat». В различных вариантах осуществления каталитическая подложка может иметь одно, два, три и/или четыре покрытия «washcoat», нанесенных на стенки ячеек.
В одном или более вариантах осуществления многосекционная система нанесения покрытий может также содержать четвертую секцию 1023 сушки, которая удаляет, по меньшей мере, часть жидкого носителя из, по меньшей мере, части каталитической подложки, причем жидкость-носитель четвертого покрытия «washcoat», по меньшей мере, частично испаряется из продольных ячеек подложки для получения, по меньшей мере, по существу высушенной подложки.
В одном или более вариантах осуществления многосекционная система нанесения покрытий может также содержать вторую секцию 1024 промежуточной сушки, расположенную после четвертой секции 1023 сушки. Температура воздуха, вводимого в подложку четвертой секцией 1024 промежуточной сушки, может быть в диапазоне от примерно 149°C (300°F) до примерно 205°C (400°F) при скорости потока в диапазоне от примерно 600 acfm до примерно 900 acfm в течение примерно 8-10 секунд.
В одном или более вариантах осуществления многосекционная система нанесения покрытий может также содержать вторую секцию 1025 окончательной сушки, расположенную после второй секции 1024 промежуточной сушки. Температура воздуха, вводимого в подложку второй секцией 1025 окончательной сушки, может быть в диапазоне от примерно 149°C (300°F) до примерно 205°C (400°F) при скорости потока в диапазоне от примерно 1000 acfm до примерно 2500 acfm в течение примерно 8-10 секунд.
В одном или более вариантах осуществления многосекционная система нанесения покрытий может также содержать четвертую секцию 1026 сухой массы, которая взвешивает сухой экстракт перед вторым кальцинированием для определения, нанесено ли требуемое количество каталитического покрытия на стенки ячеек подложки четвертой секцией 1021 каталитического покрытия подложки и/или третьей секцией 1017 каталитического покрытия подложки.
В различных вариантах осуществления система нанесения покрытий может также содержать третью секцию 1028 охлаждения, причем температура кальцинированной подложки снижается до промежуточной температуры между температурой кальцинирования и комнатной температурой, и четверную секцию 1029 охлаждения, причем температура кальцинированной подложки снижается далее от промежуточной температуры до комнатной температуры. В различных вариантах осуществления готовая и охлажденная каталитическая подложка может быть удалена из четверной секции охлаждения загрузочным устройством 1001 для транспортировки к другому месту (например, контролю качества, упаковке, отгрузке).
В различных вариантах осуществления по меньшей мере одна секция взвешивания содержит весы, которые определяют массу каталитической подложки, причем захватное устройство для подложки перемещает каталитическую подложку от секции каталитического покрытия подложки, секции сушки и секции кальцинирования по меньшей мере к одной секции взвешивания для определения влажного, промежуточного и/или сухой массы каталитической подложки, причем влажная масса является массой подложки, покрытого покрытием «washcoat», перед любым удалением носителя, промежуточная масса является массой после того, как была удалена, по меньшей мере, часть жидкого носителя сушкой подложки и покрытия «washcoat», а сухая масса является массой после того, как был удален практически весь жидкий носитель сушкой или после кальцинирования покрытого подложки. В различных вариантах осуществления каждая по меньшей мере из одной секции (-й) взвешивания может быть в электрической связи с регулятором через канал связи, который может быть проводным или беспроводным, для отправления относящихся к измеренной массе подложки (-жек) электронных данных к регулятору. В различных вариантах осуществления регулятор находиться в электрической связи с другими описанными здесь разными секциями через канал связи, который может быть проводным или беспроводным, для получения относящихся к измеренной массе подложки (-жек) электронных данных и отправления электронного сигнала, относящегося к разным рабочим параметрам, к секциям.
В различных вариантах осуществления регулятор может находиться в электрической связи с регулятором давления, технологически связанным и находящимся в гидравлической связи с источником сжатого газа и герметичной камерой, причем регулятор посылает электрические сигналы к регулятору давления для регулирования давления газа в герметичной камере. В различных вариантах осуществления регулятор может находиться электрической связи с регулятором насоса влажного покрытия и датчиком уровня текучей среды, причем регулятор посылает электрические сигналы к регулятору насоса влажного покрытия для запуска или остановки насоса влажного покрытия для увеличения количества влажного покрытия в приемной камере.
В одном или более вариантах осуществления система для нанесении покрытий может также содержать передаточный механизм 1030, содержащий несколько захватных устройств 1031, причем каждое захватное устройство может удерживать каталитическую подложку и перемещать каталитическую подложку (-и) от одной секции к последующей. В различных вариантах осуществления подложка может перемещаться передаточным механизмом периодически с периодами между перемещениями в диапазоне от примерно 8 секунд до примерно 12 секунд.
В одном или более вариантах осуществления многосекционная система нанесения покрытий является модульной многосекционной системой нанесения покрытий, причем разные секции могут быть вставлены или удалены для добавления или исключения из системы различных процессов, и передаточный механизм может быть удлинен или укорочен для приспособления к изменению в числе секций.
В одном или более вариантах осуществления многосекционная система нанесения покрытий производит примерно от 360 до примерно 500 каталитических нейтрализаторов в час. В одном или более вариантах осуществления многосекционная система нанесения покрытий производит примерно от 400 до примерно 450 каталитических нейтрализаторов в час. В различных вариантах осуществления многосекционная система нанесения покрытий производит примерно от 420 до примерно 450 каталитических нейтрализаторов в час с одним проходом вокруг многосекционной системы нанесения покрытий без кальцинирования вне производственной линии. В различных вариантах осуществления многосекционная система нанесения покрытий может наносить 2 полных покрытия «washcoat» (-или 4 частичных покрытия «washcoat») на подложку при одном обороте вокруг многосекционной системы 1000 нанесения покрытий. В различных вариантах осуществления готовая каталитическая подложка сходит с многосекционной системы нанесения покрытий примерно каждые 8 секунд - примерно каждые 12 секунд. В различных вариантах осуществления, содержащих многоголовочные секции, два или более готовых каталитических подложек могут сходить с многосекционной системы нанесения покрытий примерно каждые 16 секунд - примерно каждые 24 секунды или примерно каждые 8 секунд - каждые 12 секунд.
Ссылки в данном описании на «один вариант осуществления», «некоторые варианты осуществления», одни или более вариантов осуществления», «разные варианты осуществления» или «один вариант осуществления» означают, что конкретный признак, структура, материал или характеристика, описанные в связи с вариантом осуществления, включены по меньшей мере в один вариант осуществления изобретения. Таким образом, появление фраз, таких как «в одном или более вариантах осуществления», «в некоторых вариантах осуществления», «в одном варианте осуществления», «в различных вариантах осуществления» или «в варианте осуществления» в различных местах описания не обязательно относятся к одному и тому же варианту осуществления изобретения. Кроме того, конкретные признаки, структуры, материалы или характеристики могут быть объединены подходящим образом в одном или более вариантах осуществления.
Хотя изобретение было описано здесь со ссылкой на конкретные варианты осуществления, следует понимать, что эти варианты осуществления лишь иллюстрируют принципы и применения настоящего изобретения. Специалисту понятно, что в способ и устройства согласно настоящему изобретению могут быть внесены модификации и изменения без отклонения от сущности и объема изобретения. Таким образом, подразумевается, что настоящее изобретение включает в себя модификации и изменения, которые находятся в рамках прилагаемых пунктов формулы изобретения и их эквивалентов.
| название | год | авторы | номер документа |
|---|---|---|---|
| КАТАЛИТИЧЕСКАЯ КОМПОЗИЦИЯ, СОДЕРЖАЩАЯ МАГНИТНЫЙ МАТЕРИАЛ, ПРИСПОСОБЛЕННЫЙ ДЛЯ ИНДУКЦИОННОГО НАГРЕВА | 2017 |
|
RU2736938C2 |
| СИСТЕМЫ И СПОСОБЫ НАНЕСЕНИЯ РАСТВОРА НА ПОДЛОЖКУ | 2016 |
|
RU2722134C1 |
| ИЗДЕЛИЯ И СИСТЕМЫ ДЛЯ СЕЛЕКТИВНОГО КАТАЛИТИЧЕСКОГО ВОССТАНОВЛЕНИЯ | 2017 |
|
RU2770116C2 |
| ДИЗЕЛЬНЫЙ КАТАЛИЗАТОР ОКИСЛЕНИЯ, СОДЕРЖАЩИЙ НАНОЧАСТИЦЫ МЕТАЛЛА ПЛАТИНОВОЙ ГРУППЫ | 2017 |
|
RU2742416C2 |
| КАТАЛИЗАТОР ОКИСЛЕНИЯ ДЛЯ ДВИГАТЕЛЯ, РАБОТАЮЩЕГО НА ОБЕДНЕННОМ СЖАТОМ ПРИРОДНОМ ГАЗЕ | 2017 |
|
RU2735775C2 |
| КАТАЛИЗАТОР ДЛЯ ОБРАБОТКИ ВЫХЛОПНОГО ГАЗА | 2016 |
|
RU2733997C2 |
| УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ ПОКРЫТИЯ НА ПОДЛОЖКУ | 2015 |
|
RU2677989C2 |
| СПОСОБ БЫСТРОГО И РАВНОМЕРНОГО НАНЕСЕНИЯ ПОКРЫТИЯ | 2015 |
|
RU2698811C2 |
| АППАРАТ ДЛЯ НАНЕСЕНИЯ ПОКРЫТИЯ | 2016 |
|
RU2717896C2 |
| СПОСОБ НАНЕСЕНИЯ ПОКРЫТИЯ И СИСТЕМА ДЛЯ НАНЕСЕНИЯ ПОКРЫТИЯ | 2011 |
|
RU2553886C2 |
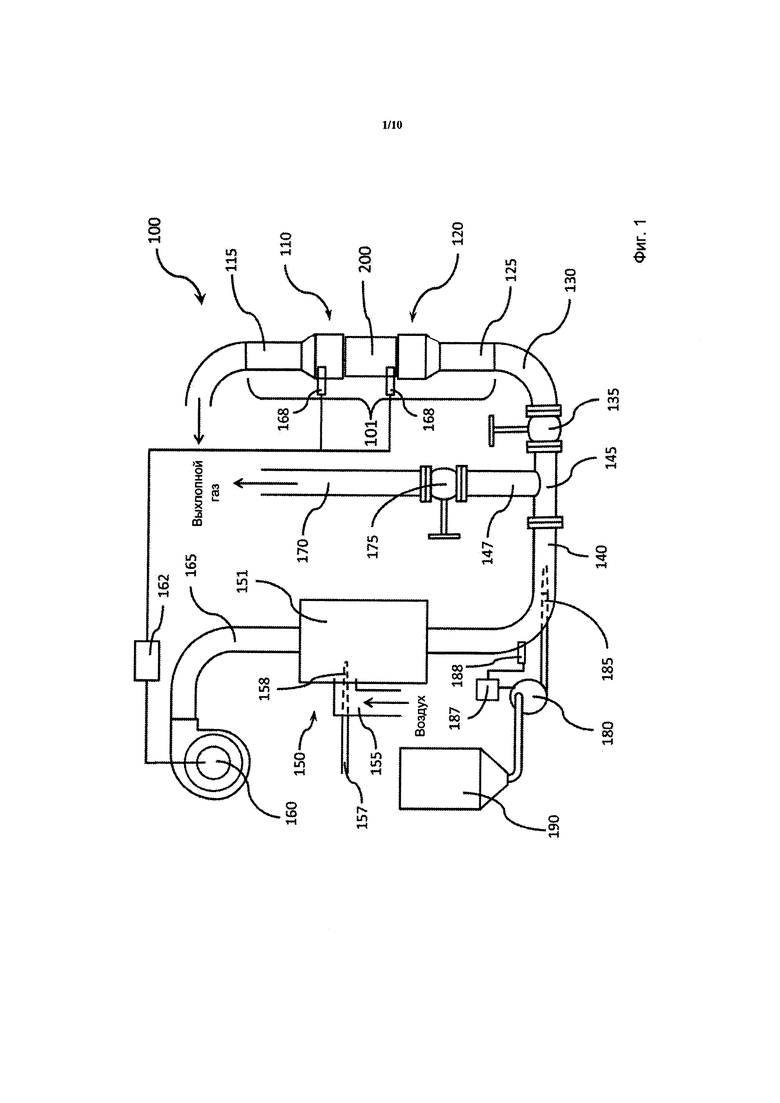
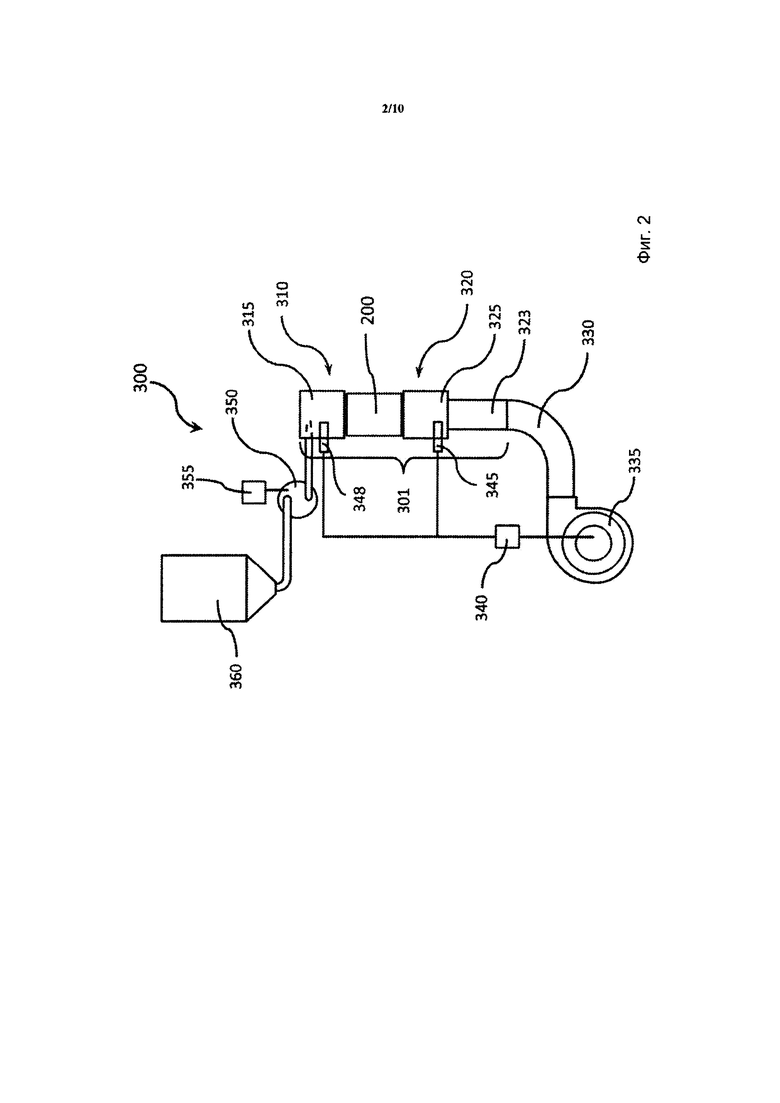
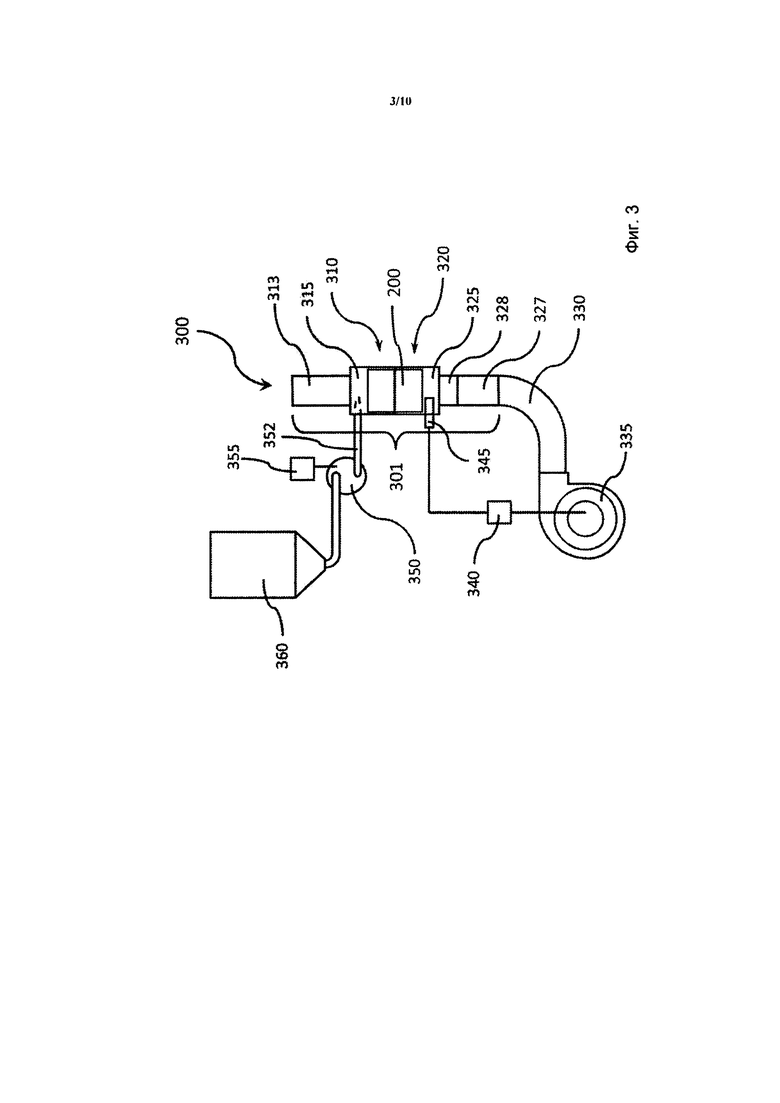
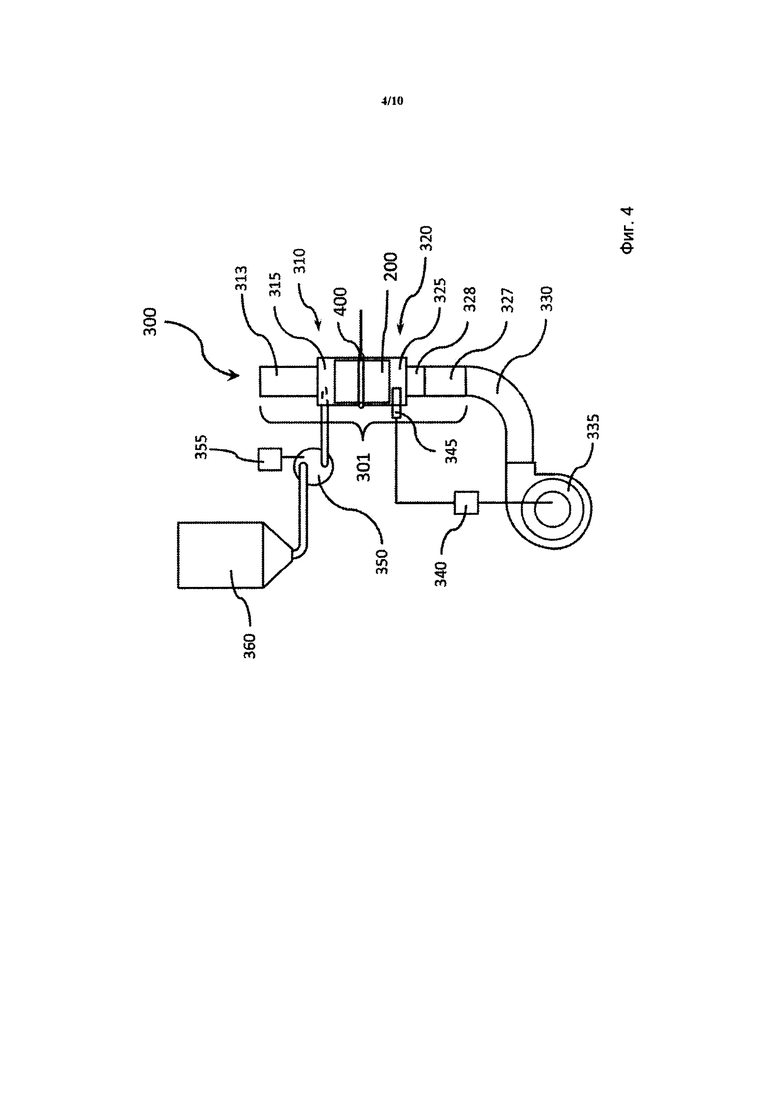
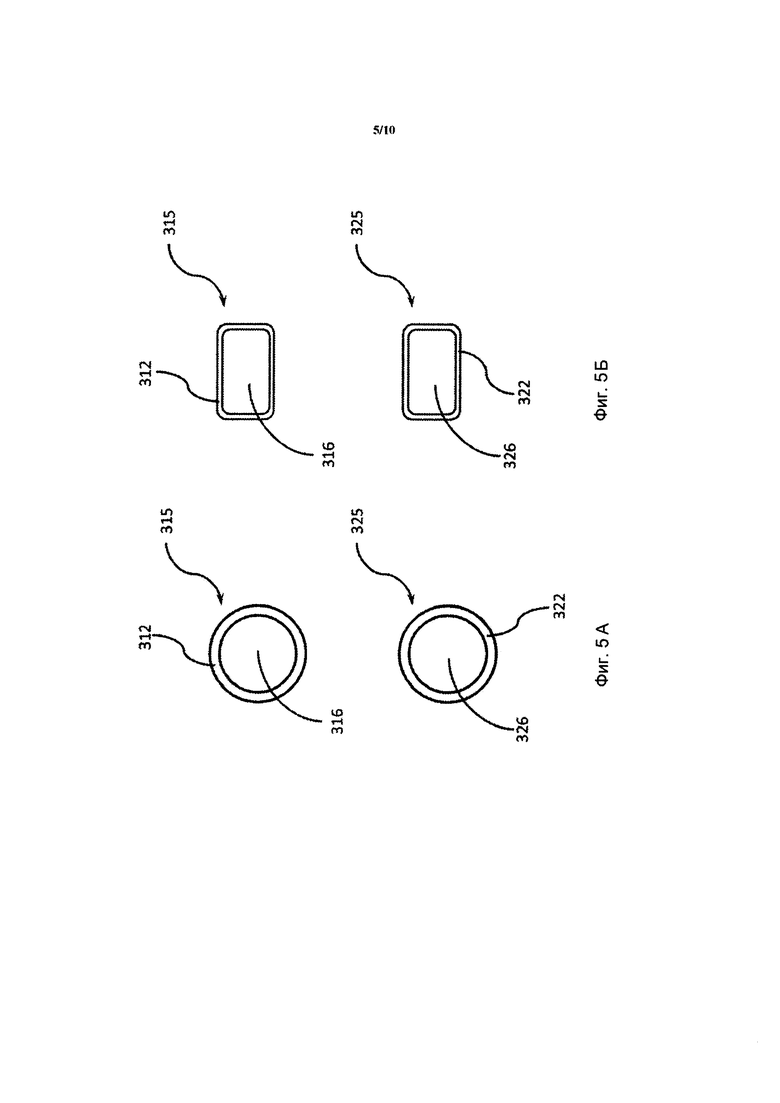
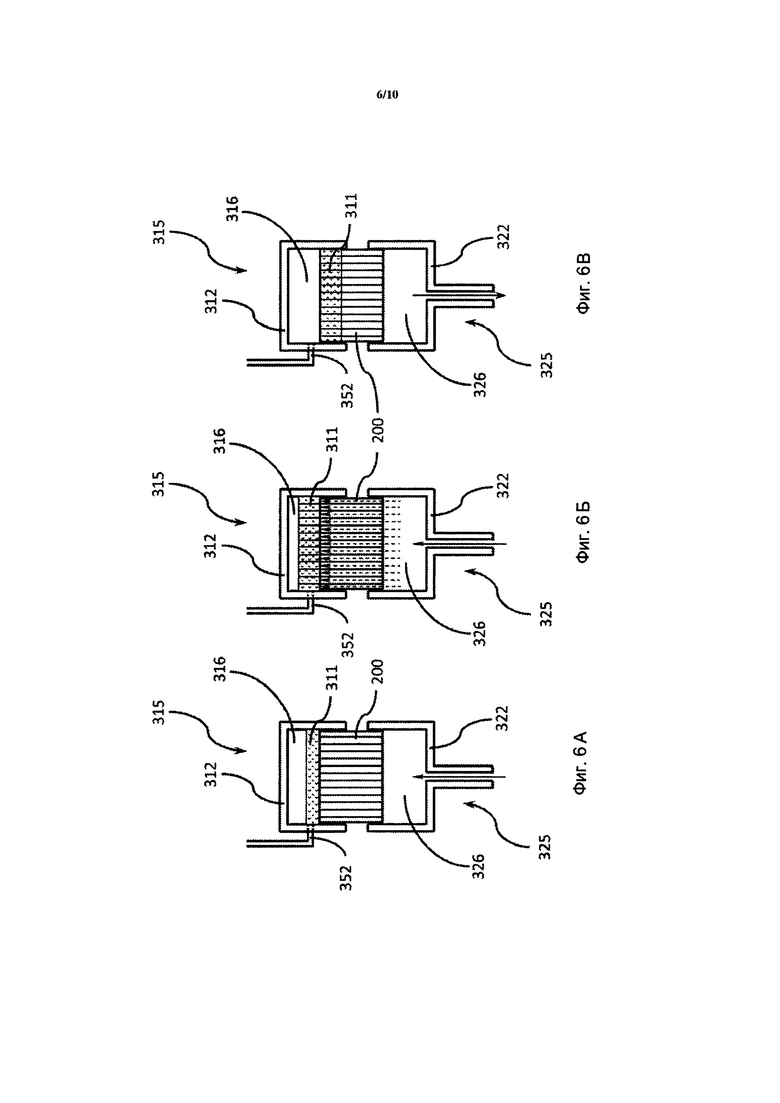
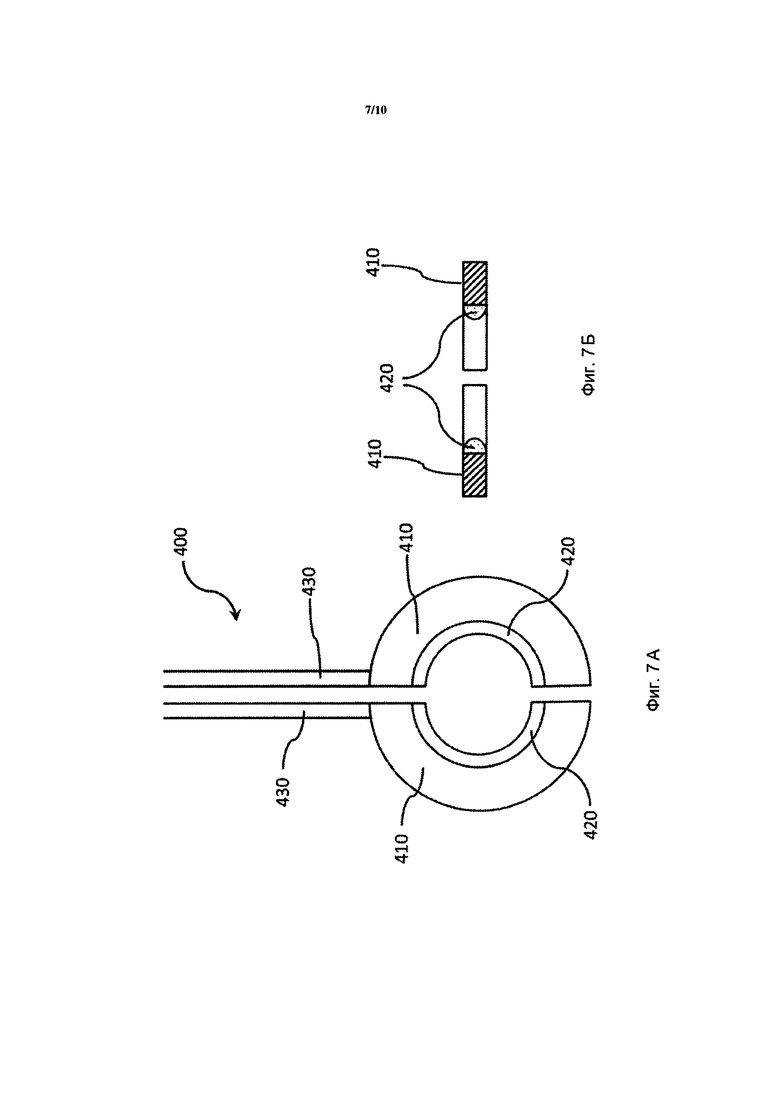
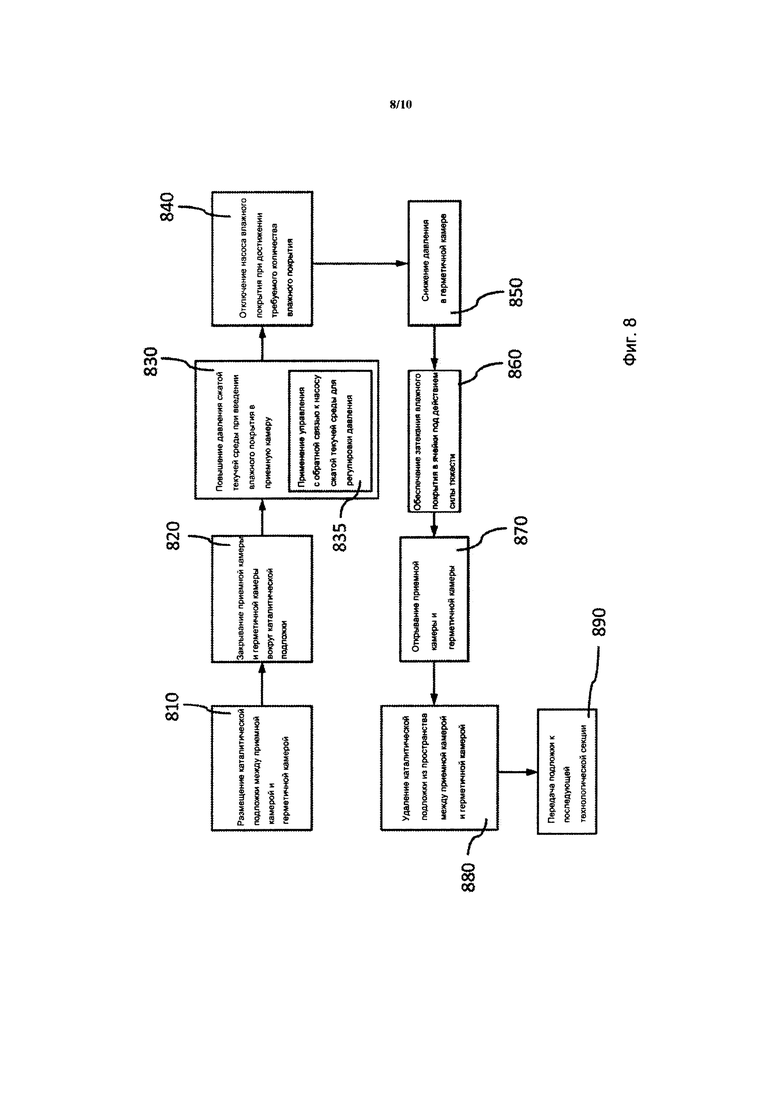
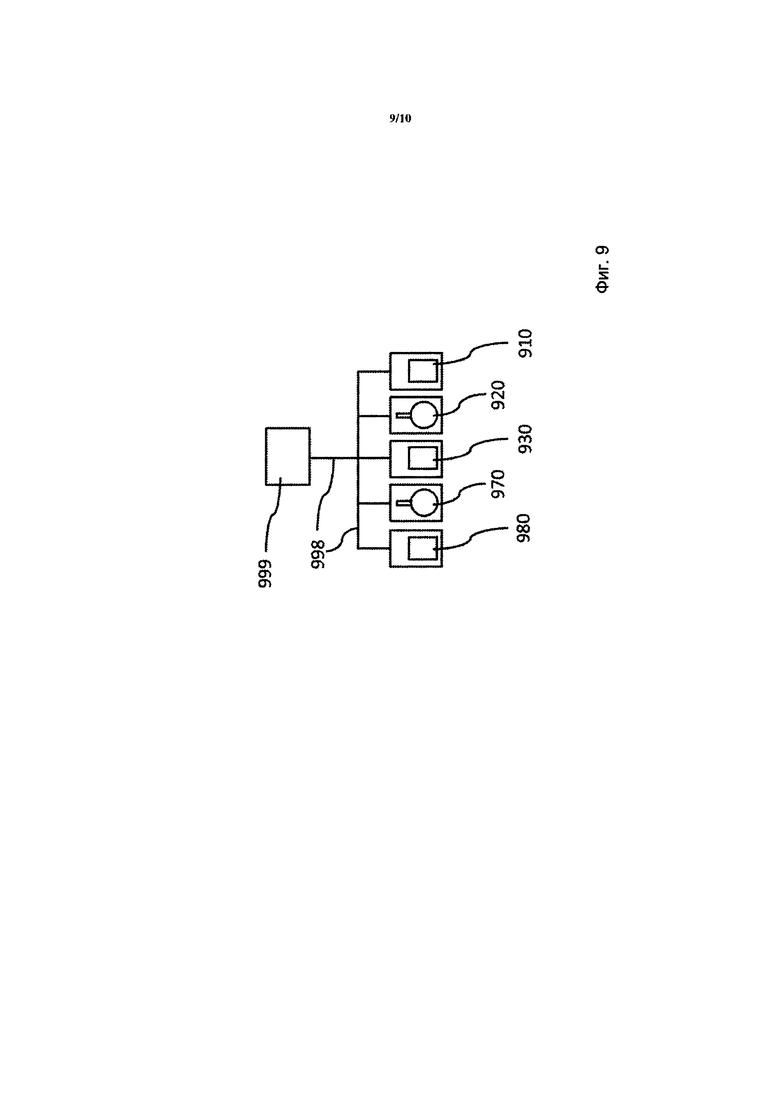
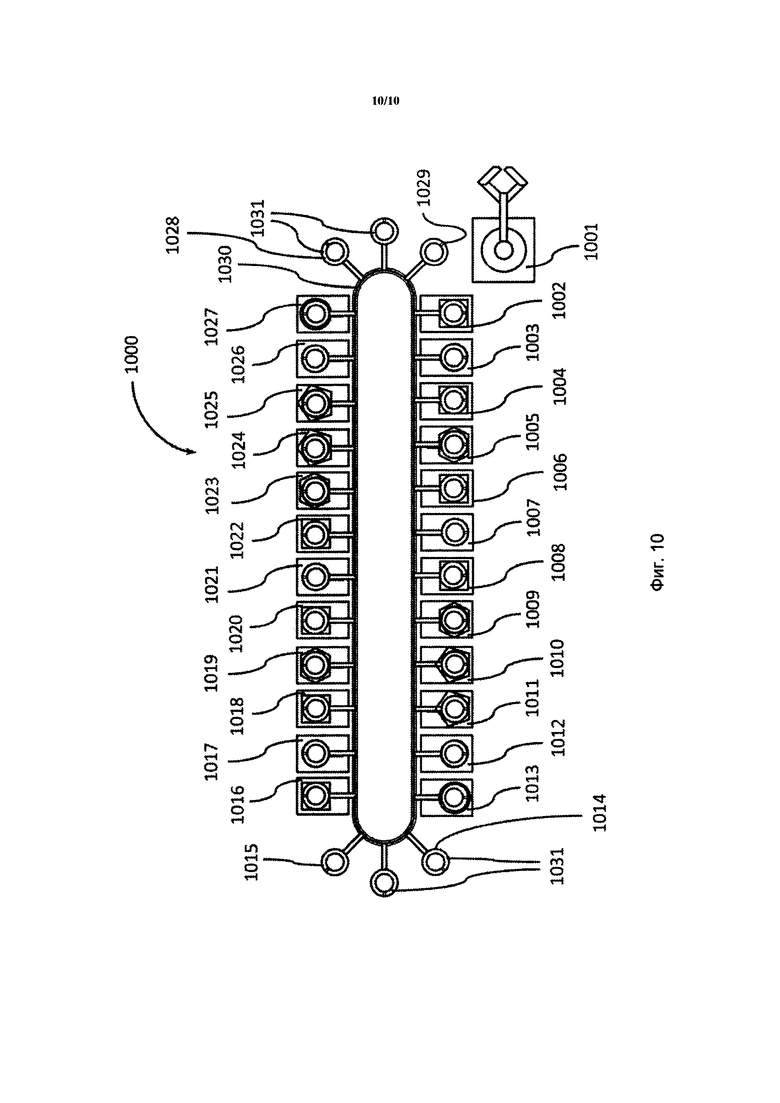
Настоящее изобретение относится к системам и способам нанесения покрытия на подложку как части непрерывного процесса нанесения каталитического покрытия. Описана многосекционная система нанесения покрытий на подложку, содержащая: секцию необработанной массы, в которой измеряется исходная масса подложки; первую секцию каталитического покрытия подложки, в которой в продольные ячейки подложки вводится первое влажное покрытие, содержащее первое каталитическое покрытие и первую жидкость-носитель; первую секцию влажной массы, в которой измеряется первая влажная масса подложки; первый встроенный узел кальцинирования, в котором в подложку для кальцинирования первого каталитического покрытия при первой температуре кальцинирования вводится нагревающая текучая среда; первую секцию кальцинированной массы, в которой измеряется кальцинированная масса подложки; первую многофазную секцию сушки, расположенную после первой секции влажной массы и перед первым встроенным узлом кальцинирования, в которой первая жидкость-носитель первого влажного покрытия, по меньшей мере, частично испаряется из продольных ячеек подложки для получения, по меньшей мере, по существу высушенной подложки; и первую секцию охлаждения и первую секцию сухой массы, расположенные после первой многофазной секции сушки, причем в секции охлаждения температура по существу высушенной подложки снижается, а в секции сухой массы измеряется первая сухая масса подложки, содержащей осажденное первое каталитическое покрытие, причем нанесение покрытия обеспечивается посредством устройства для нанесения дозированного покрытия на подложку, которое содержит принимающую подложку часть, включающую приемную камеру для подачи в нее влажного каталитического покрытия и герметичную камеру для подачи в нее газа под давлением. Также описаны другие варианты многосекционных систем нанесения покрытий на подложку. Устройство для нанесения дозированного покрытия на подложку содержит: принимающую подложку часть, содержащую герметичную камеру и приемную камеру, причем герметичная камера и приемная камера имеют такую конфигурацию и размер, чтобы надеваться на подложку и образовывать герметичное уплотнение с подложкой в закрытом положении; источник сжатого газа, который обеспечивает газ с регулируемым давлением, технологически связанный и находящийся в гидравлической связи с герметичной камерой, причем сжатый газ подается к герметичной камере; регулятор давления, технологически связанный с источником сжатого газа, который регулирует давление газа, подаваемого в герметичную камеру; и источник каталитического покрытия, который обеспечивает влажное покрытие, технологически связанный и находящийся в гидравлической связи с приемной камерой, причем влажное покрытие подается к приемной камере. Технический результат - уменьшение времени, требуемого для нанесения покрытия на монолитную каталитическую подложку при одновременном увеличении однородности глубины и нанесенного количества. 4 н. и 20 з.п. ф-лы, 10 ил.
1. Многосекционная система нанесения покрытий на подложку, содержащая:
секцию необработанной массы, в которой измеряется исходная масса подложки,
первую секцию каталитического покрытия подложки, в которой в продольные ячейки подложки вводится первое влажное покрытие, содержащее первое каталитическое покрытие и первую жидкость-носитель,
первую секцию влажной массы, в которой измеряется первая влажная масса подложки,
первый встроенный узел кальцинирования, в котором в подложку для кальцинирования первого каталитического покрытия при первой температуре кальцинирования вводится нагревающая текучая среда,
первую секцию кальцинированной массы, в которой измеряется кальцинированная масса подложки,
первую многофазную секцию сушки, расположенную после первой секции влажной массы и перед первым встроенным узлом кальцинирования, в которой первая жидкость-носитель первого влажного покрытия, по меньшей мере, частично испаряется из продольных ячеек подложки для получения, по меньшей мере, по существу высушенной подложки, и
первую секцию охлаждения и первую секцию сухой массы, расположенные после первой многофазной секции сушки, причем в секции охлаждения температура по существу высушенной подложки снижается, а в секции сухой массы измеряется первая сухая масса подложки, содержащей осажденное первое каталитическое покрытие,
причем нанесение покрытия обеспечивается посредством устройства для нанесения дозированного покрытия на подложку, которое содержит принимающую подложку часть, включающую приемную камеру для подачи в нее влажного каталитического покрытия и герметичную камеру для подачи в нее газа под давлением.
2. Многосекционная система нанесения покрытий по п. 1, которая также содержит:
вторую секцию каталитического покрытия подложки, в которой в продольные ячейки подложки вводится второе влажное покрытие, содержащее второе каталитическое покрытие и вторую жидкость-носитель,
вторую секцию влажной массы, в которой измеряется вторая влажная масса подложки после того, как второе влажное покрытие введено в продольные ячейки подложки, и
вторую многофазную секцию сушки, в которой вторая жидкость-носитель второго влажного покрытия, по меньшей мере, частично испаряется из продольных ячеек подложки для получения, по меньшей мере, по существу высушенной подложки.
3. Многосекционная система нанесения покрытий по п. 2, причем первое влажное покрытие покрывает часть продольных ячеек подложки, перед нанесением второго влажного покрытия в продольные ячейки подложки подложка переворачивается, и второе влажное покрытие покрывает, по меньшей мере, часть продольных ячеек подложки, не покрытую первым влажным покрытием.
4. Многосекционная система нанесения покрытий по п. 2, которая также содержит:
вторую секцию охлаждения, расположенную после первого встроенного кальцинирующего узла, в которой температура подложки снижается до промежуточной температуры между температурой кальцинирования и комнатной температурой, и
третью секцию охлаждения, в которой температура подложки снижается далее от промежуточной температуры до комнатной температуры.
5. Многосекционная система нанесения покрытий по п. 4, которая также содержит:
третью секцию каталитического покрытия подложки, расположенную после второй секции охлаждения, в которой в продольные ячейки подложки вводится третье влажное покрытие, содержащее третье каталитическое покрытие и третью жидкость-носитель,
третью секцию влажной массы, в которой измеряется третья влажная масса подложки, и
третью многофазную секцию сушки, расположенную после третьей секции влажной массы, в которой, по меньшей мере, часть третьей жидкости-носителя третьего влажного покрытия испаряется из продольных ячеек подложки для получения, по меньшей мере, частично высушенной подложки.
6. Многосекционная система нанесения покрытий по п. 5, которая также содержит:
четвертую секцию каталитического покрытия подложки, в которой в подложку вводится четвертое влажное покрытие, содержащее четвертое каталитическое покрытие и четвертую жидкость-носитель,
четвертую секцию влажной массы, в которой измеряется четвертая влажная масса подложки, и
четвертую многофазную секцию сушки, расположенную после четвертой секции влажной массы и перед вторым узлом кальцинирования, в которой, по меньшей мере, часть четвертой жидкости-носителя четвертого влажного покрытия испаряется из продольных ячеек подложки для получения, по меньшей мере, частично высушенной подложки.
7. Многосекционная система нанесения покрытий по п. 6, причем третье влажное покрытие покрывает часть продольных ячеек подложки, перед нанесением четвертого влажного покрытия в продольные ячейки подложки подложка переворачивается, и четвертое влажное покрытие покрывает, по меньшей мере, часть продольных ячеек подложки, не покрытую третьим влажным покрытием.
8. Многосекционная система нанесения покрытий по пп. 1-7, которая также содержит регулятор в электрической связи, по меньшей мере, с первой секцией влажной массы и первой секцией сухой массы, причем исходная масса подложки сравнивается с первой влажной массой подложки, и подложка не помещается в первый встроенный узел кальцинирования, если разность между исходной массой подложки и влажной массой подложки находится за пределами требуемого значения, для предотвращения кальцинирования, не соответствующего техническим требованиям подложки.
9. Многосекционная система нанесения покрытий по пп. 1-7, которая также содержит:
загрузочную секцию, в которой подложка, содержащая множество ячеек, загружается по меньшей мере в одну секцию каталитического покрытия подложки, и
передаточный механизм, который перемещает подложку последовательно от предыдущей модульной секции к последующей модульной секции, причем введенная на загрузочной секции подложка передается от предыдущей модульной секции к последующей модульной секции в диапазоне от примерно каждых 7 секунд до примерно 10 секунд.
10. Многосекционная система нанесения покрытий на подложку, содержащая:
секцию необработанной массы, в которой измеряется исходная масса подложки,
первую секцию нанесения нижнего покрытия, в которой в продольные ячейки подложки вводится первое влажное покрытие, содержащее первое каталитическое покрытие и первую жидкость-носитель,
первую секцию влажной массы, в которой измеряется влажная масса подложки,
первую секцию бережной сушки, в которой жидкость-носитель первого влажного покрытия, по меньшей мере, частично испаряется из продольных ячеек подложки для получения, по меньшей мере, частично высушенной подложки,
вторую секцию нанесения нижнего покрытия, в которой второе влажное покрытие, содержащее второе каталитическое покрытие и вторую жидкость-носитель, вводится в продольные ячейки, по меньшей мере, частично высушенной подложки,
вторую секцию бережной сушки, в которой вторая жидкость-носитель второго влажного покрытия, по меньшей мере, частично испаряется из ячеек подложки для получения, по меньшей мере, частично высушенной подложки,
первый встроенный узел кальцинирования, в котором нагревающая текучая среда вводится в подложку для кальцинирования первого и второго каталитический покрытий, и
первую секцию кальцинированной массы, в которой измеряется кальцинированная масса подложки,
причем нанесение покрытия обеспечивается посредством устройства для нанесения дозированного покрытия на подложку, которое содержит принимающую подложку часть, включающую приемную камеру для подачи в нее влажного каталитического покрытия и герметичную камеру для подачи в нее газа под давлением.
11. Многосекционная система нанесения покрытий по п. 10, которая также содержит:
первую секцию промежуточной сушки, расположенную после по меньшей мере одной секции бережной сушки перед первым встроенным узлом кальцинирования, в которой, по меньшей мере, часть по меньшей мере одной жидкости-носителя по меньшей мере одного влажного покрытия испаряется из продольных ячеек подложки для получения, по меньшей мере, частично высушенной подложки,
вторую секцию промежуточной сушки, расположенную после второй секции бережной сушки перед вторым встроенным узлом кальцинирования, в которой, по меньшей мере, часть оставшейся жидкости-носителя по меньшей мере одного влажного покрытия испаряется из продольных ячеек подложки для получения по существу сухой подложки,
третью секцию промежуточной сушки, расположенную после по меньшей мере одной секции бережной сушки перед первым встроенным узлом кальцинирования, в которой, по меньшей мере, часть оставшейся жидкости-носителя по меньшей мере одного влажного покрытия испаряется из продольных ячеек подложки для получения сухой подложки,
первую секцию окончательной сушки, расположенную после первой секции бережной сушки и перед второй секцией нанесения нижнего покрытия, в которой оставшаяся жидкость-носитель первого влажного покрытия испаряется из продольных ячеек подложки для получения сухой подложки, и
вторую секцию окончательной сушки, расположенную после второй секции бережной сушки и перед вторым встроенным узлом кальцинирования, в которой жидкость-носитель второго влажного покрытия испаряется из продольных ячеек подложки для получения сухой подложки.
12. Многосекционная система нанесения покрытий по п. 11, которая также содержит:
третью секцию каталитического покрытия подложки, в которой в продольные ячейки подложки вводится третье влажное покрытие, содержащее третье каталитическое покрытие и третью жидкость-носитель,
вторую секцию влажной массы, в которой измеряется влажная масса подложки,
третью секцию бережной сушки, в которой жидкость-носитель третьего влажного покрытия, по меньшей мере, частично испаряется из продольных ячеек подложки для получения, по меньшей мере, частично высушенной подложки,
четвертую секцию каталитического покрытия подложки, в которой четвертое влажное покрытие, содержащее четвертое каталитическое покрытие и четвертую жидкость-носитель, вводится в продольные ячейки, по меньшей мере, частично высушенной подложки,
четвертую секцию бережной сушки, в которой четвертая жидкость-носитель четвертого влажного покрытия, по меньшей мере, частично испаряется из продольных ячеек подложки для получения, по меньшей мере, частично высушенной подложки, и
второй встроенный узел кальцинирования, в котором нагревающая текучая среда вводится в подложку для кальцинирования третьего и четвертого каталитических покрытий.
13. Многосекционная система нанесения покрытий по п. 12, которая также содержит:
третью секцию промежуточной сушки, в которой, по меньшей мере, часть жидкости-носителя любого влажного покрытия испаряется из продольных ячеек подложки для получения, по меньшей мере, частично высушенной подложки,
четвертую секцию промежуточной сушки, в которой, по меньшей мере, часть оставшейся жидкости-носителя любого влажного покрытия испаряется из продольных ячеек подложки для получения по существу сухой подложки,
третью секцию окончательной сушки, в которой оставшаяся жидкость-носитель любого влажного покрытия испаряется из продольных ячеек подложки для получения сухой подложки,
четвертую секцию окончательной сушки, в которой жидкость-носитель любого влажного покрытия испаряется из ячеек подложки для получения сухой подложки,
третий встроенный узел кальцинирования, в котором в высушенную подложку вводится нагревающая текучая среда для кальцинирования осажденного каталитического покрытия при температуре кальцинирования для получения кальцинированной подложки, имеющей температуру,
первую секцию охлаждения, в которой температура кальцинированной подложки снижается до промежуточной температуры между температурой кальцинирования и комнатной температурой, и
вторую секцию охлаждения, в которой промежуточная температура кальцинированной подложки снижается далее до комнатной температуры.
14. Модульная многосекционная система нанесения покрытий на подложку, содержащая:
модульную секцию необработанной массы, в которой измеряется исходная масса подложки,
по меньшей мере, одну модульную секцию нанесения покрытия, в которой во множество ячеек подложки вводится влажное покрытие,
по меньшей мере, одну секцию влажной массы, в которой измеряется масса подложки, имеющей введенное влажное покрытие,
по меньшей мере, одну встроенную модульную кальцинирующую секцию, в которой кальцинируется влажное покрытие, введенное во множество ячеек подложки, и
по меньшей мере, одну секцию сушки, расположенную после, по меньшей мере, одной секции влажной массы и перед, по меньшей мере, одной встроенной модульной кальцинирующей секцией,
причем нанесение покрытия обеспечивается посредством устройства для нанесения дозированного покрытия на подложку, которое содержит принимающую подложку часть, включающую приемную камеру для подачи в нее влажного каталитического покрытия и герметичную камеру для подачи в нее газа под давлением.
15. Модульная многосекционная система нанесения покрытий по п. 14, причем встроенная модульная кальцинирующая секция для кальцинирования влажного покрытия вводит нагревающую текучую среду при температуре в диапазоне от примерно 350°С до примерно 500°С в подложку в течение времени в диапазоне от примерно 7 секунд до примерно 15 секунд.
16. Модульная многосекционная система нанесения покрытий по п. 15, в которой, по меньшей мере, одна секция сушки во время испарения жидкого носителя из влажного покрытия повышает температуру подложки до температуры не более чем примерно 210°С.
17. Модульная многосекционная система нанесения покрытий по п. 15, которая также содержит:
по меньшей мере, одну модульную секцию кальцинированной массы, в которой измеряется кальцинированная масса подложки, и
передаточный механизм, который последовательно перемещает подложку между модульными секциями, причем модульная многосекционная система нанесения покрытий наносит от примерно 350 до примерно 450 покрытий в час и кальцинирует от примерно 350 до примерно 450 подложек в час.
18. Модульная многосекционная система нанесения покрытий по пп. 14-16, причем модульная многосекционная система нанесения покрытий производит одну кальцинированную подложку, имеющую два нижних покрытия и два верхних покрытия, примерно каждые 8 - каждые 10 секунд, когда каждая секция модульной многосекционной системы нанесения покрытий занята подложкой.
19. Устройство для нанесения дозированного покрытия на подложку, которое содержит:
принимающую подложку часть, содержащую герметичную камеру и приемную камеру, причем герметичная камера и приемная камера имеют такую конфигурацию и размер, чтобы надеваться на подложку и образовывать герметичное уплотнение с подложкой в закрытом положении,
источник сжатого газа, который обеспечивает газ с регулируемым давлением, технологически связанный и находящийся в гидравлической связи с герметичной камерой, причем сжатый газ подается к герметичной камере,
регулятор давления, технологически связанный с источником сжатого газа, который регулирует давление газа, подаваемого в герметичную камеру, и
источник каталитического покрытия, который обеспечивает влажное покрытие, технологически связанный и находящийся в гидравлической связи с приемной камерой, причем влажное покрытие подается к приемной камере.
20. Устройство по п. 19, которое также содержит:
датчик давления, технологически связанный с герметичной камерой и источником сжатого газа, который измеряет давление газа в герметичной камере и обеспечивает сигнал обратной связи к регулятору давления.
21. Устройство по п. 19, причем источник сжатого газа является компрессором, газовым баллоном или внутренней газовой линией, а регулятор давления является электронным клапаном регулирования давления, технологически связанным и находящимся в гидравлической связи с источником сжатого газа и герметичной камерой.
22. Устройство по п. 21, причем подложка имеет множество ячеек, и источник сжатого газа обеспечивает газ с давлением, достаточным для поддержания массы столба суспензии, имеющего заданную высоту, над каждой из ячеек.
23. Устройство по любому из пп. 21, 22, причем источник каталитического покрытия содержит резервуар каталитического покрытия для обеспечения количества влажного покрытия для выпрыскивания в приемную камеру, насос влажного покрытия, технологически связанный и находящийся в гидравлической связи с резервуаром покрытия, и технологически связанное и находящееся в гидравлической связи с приемной камерой впрыскивающее сопло.
24. Устройство по п. 23, которое также содержит датчик уровня текучей среды, технологически связанный с приемной камерой, причем датчик уровня текучей среды определяет уровень покрывающей текучей среды влажного покрытия в приемной камере.
| US 4038939 A1, 17.06.1980 | |||
| US 4208454 A1, 17.06.1980 | |||
| US 20090130294 A1, 21.05.2009 | |||
| US 4609563 A1, 02.09.1986 | |||
| СИСТЕМА ДЛЯ НАНЕСЕНИЯ ПОКРЫТИЯ ВАЛИКОМ | 2005 |
|
RU2386483C2 |
| СИСТЕМА И СПОСОБ НАНЕСЕНИЯ ПОКРЫТИЯ НА ЕМКОСТИ | 2007 |
|
RU2431094C2 |

