Изобретение относится к области строительства, а именно, к способу изготовления полимерной геосотовой решетки и к конструкции полимерной геосотовой решетки, предназначенной для армирования грунта и может быть использована для укрепления слабых оснований промышленных и гражданских сооружений, а также откосов береговых линий и русел водоемов, откосов, дорожных выемок, конусов мостов, армирования оснований и откосов автомобильных и железных дорог, аэродромов, промышленных и строительных площадок, а также береговых линий, русел водоемов и т.п., где требуются высокие и стабильные показатели прочности и долговечности возводимых сооружений.
Из уровня техники известны различные полимерные геосотовые решетки (см. патент RU №2129189, публ. 20.04.1999, патент RU №2358063, публ. 10.06.2009 и патент RU №2152480, публ. 10.07.2000, патент US N 4797026, публ. 10.01.89 г), содержащие пакет из параллельно расположенных идентичных по длине и ширине мерных полос на основе листового полиэтилена, соседние полосы соединены между собой по их длине в шахматном порядке поперечно-ориентированными к продольным осям полос сварными швами для образования при растягивании пакета в направлении нормальном к поверхности мерных полос полых ячеек геосотовой пространственной структуры.
Ячейки геосотовой пространственная структуры могут быть заполнены как дискретным, так и монолитным материалом: растительным грунтом с посевом трав, каменным материалом, бетоном, в северных условиях - торфопесчаной смесью. Конструкция геосотовой решетки с заполнителем образует монолитную плиту, обеспечивая армирование грунта при дорожных и строительных работах, укрепляет откосы и берега водоемов.
Для изготовления полимерных геосотовых решеток в соответствии с указанным уровнем техники используют технологический процесс, в соответствии с которым из листового полиэтилена низкого давления или смеси полиэтилена низкого и высокого давления изготавливают мерные полосы, скрепляют попарно их между собой сварными швами и шагово смещают сварные швы при соединении полосы предыдущей пары со смежной полосой следующей образуемой пары с формированием пакета параллельно расположенных мерных полос.
Материалом для изготовления указанных лент, как правило, служит полиэтилен различных марок.
В качестве ближайшего аналога заявляемого технического решения в части, относящейся к полимерной геосотовой решетки выбрано техническое решение по патенту US N 4797026, публ. 10.01.89 г.
Однако полиэтилен относится к термопластичным материалам, поэтому при нагревании полиэтилена под нагрузкой, например, под действием солнечных лучей при одновременном воздействии давления грунта, происходит неупругое растяжение термопластичного полимера, которое приводит к деформации всей геосотовой решетки и соответствующему перемещению слоя грунта, что существенно при изготовлении мерных полос из листового полиэтилена при малой толщине листа менее 1,2 (мм), которому свойственна высокая гибкость, снижающая вертикальную устойчивость и жесткость ячеек решетки при указанных условиях эксплуатации. Указанные обстоятельства особенно существенны при изготовлении геосотовой решетки из перфорированных дренажными отверстиями мерных полос.
Вместе с тем, полиэтилен низкого давления (ПЭНД - полиэтилен высокой плотности) или смесь полиэтиленов разной плотности при толщине листов менее 1,2 (мм) по стоимости, весовым характеристикам и их транспортабельности относится к категории наиболее доступных конструкционных материалов, которые наиболее предпочтительны при применении их в строительстве на значительных по площади поверхностях и особенно в условиях склоновых поверхностей.
Для улучшения эксплуатационных характеристик за счет повышения прочности и стабильности геометрических параметров геосотовой решетки, в том числе, при изготовлении мерных полос малой толщинности в патенте RU №2459040, публ. 20.07.2013 г. предлагается способ изготовления геосотовой решетки, в соответствии с которым изготовление мерных полос осуществляют из модифицированного полиэтиленового материала, скрепляют полосы попарно между собой сварными швами, шагово смещают сварные швы при соединении полосы предыдущей пары со смежной полосой следующей образуемой пары с формированием пакета параллельно расположенных мерных полос.
Согласно данному техническому решению, изготовление мерных полос осуществляют с использованием экструзионной технологии, при которой полимерный материал на основе полиэтилена низкого давления модифицируют путем введения в расплавленную массу после выхода полосы из экструзионной головки и перед входом ее в первую пару формующих валков армирующих непрерывных арамидных или углеродных нитей. Шаг армирования 1-5 мм, который задают при помощи металлической гребенки, через которую пропускали нити перед вводом в полимерную полосу.
Данное техническое решение выбрано в качестве ближайшего аналога заявляемого способа изготовления полимерной геосотовой решетки.
Однако при реализации данного технического решения значительно увеличиваются материалозатраты по изготовлению полимерных геосотовых решеток с типоразмерным рядом полос различных по ширине, формирующих параметры полых ячеек решетки по высоте, согласно строительным технологическим требованиям армирования грунтов. Данные обстоятельства объясняются конструктивными особенностями экструзионной технологии рассчитанной на изготовление модифицированных мерных полос конкретно заданной ширины.
При реализации данного технического решения повышаются весовые характеристики мерных полос, предназначенных для изготовления геосотовых решеток, что усложняет технологический процесс их монтажа при строительных работах армирования на значительных площадях, в том числе, при укреплении откосов и берегов водоемов, ограничиваются технологические возможности использования наиболее доступного при промышленном производстве рулонного полиэтиленового материала на основе листового полиэтилена низкого давления или смеси полиэтиленов низкого и высокого давления при толщине листов менее 1,2 (мм).
Технический результат изобретения в части способа изготовления полимерной геосотовой решетки и в части, относящейся к полимерной геосотовой решетки заключается в расширении технологических возможностей использования листового полиэтилена с типоразмерным рядом малой толщины при одновременном улучшении его эксплуатационных характеристик к силовым растягивающим напряжениям, возникающих при природно-климатическом и силовом воздействии заполнителя на стенки ячеистой структуры решетки.
Для решения поставленного технического результата предложен способ изготовления полимерной геосотовой решетки, заключающийся в изготовлении мерных полос из модифицированного полиэтиленового материала, в соединении мерных полос с заданными параметрами по длине и ширине попарно между собой сварными швами, в шаговом смещении сварных швов при соединении полосы предыдущей пары со смежной полосой следующей образуемой пары, в формировании пакета параллельно расположенных мерных полос геосотовой решетки, согласно изобретения, изготовление мерных полос из модифицированного полиэтиленового материала осуществляют из листового полиэтилена толщиной 0,8-1,1 (мм) и плотностью 0,910-0.965 (г/см3), который модифицируют электронно-лучевым излучением мощностью 0,7-0,9 МэВ при токе излучения 45-80 мА, удельной скорости обработки 0,077-0,1 м (мин*мА).
Согласно изобретению, сварку мерных полос осуществляют с использованием ультразвуковой сварки при частоте ультразвука 18-30 кГц, времени сварки - 1,0-3,0 сек, времени удержания давления - 0,1-2,0 сек., времени задержки - 0,5-1,5 сек.
Для решения поставленного технического результата предложена полимерная геосотовая решетка, содержащая пакет из параллельно расположенных идентичных по длине и ширине мерных полос на основе листового полиэтилена, соседние полосы соединены между собой по их длине в шахматном порядке поперечно-ориентированными к продольным осям полос сварными швами для образования при растягивании пакета в направлении нормальном к поверхности мерных полос полых ячеек геосотовой пространственной структуры, согласно изобретению, используют радиационно модифицированные при электронно-лучевом излучении мерные полосы толщиной 0,8-1,1 (мм), прочностью при растяжении 18-19 кН/м
Согласно изобретению, используют мерные полосы при ширине 50-300(мм).
При реализации данного изобретения в части, касающейся способа изготовления полимерной геосотовой решетки и полимерной геосотовой решетки на его основе расширяются технологические возможности использования листового полиэтилена плотностью 0.910-0,965 г/см3, что характерно для листовых полиэтиленов низкого давления или из смеси полиэтиленов низкого и высокого давления, при типоразмерном ряде листов малой толщины с одновременном улучшением при этом эксплуатационных характеристик геосотовых решеток к силовым растягивающим напряжениям, возникающих при природно-климатическом и силовом воздействии заполнителя на стенки ячеистой структуры решетки.
Данные обстоятельства объясняются тем, что при изготовлении полимерной геосотовой решетки используют листовой полиэтилен радиационно модифицированный электронно-лучевым излучением с указанными по изобретению физическими параметрами по мощности излучения и скорости обработки, что улучшает физические свойства листового полиэтилена и особенно листовых полимеров малой толщины, используемых при изготовлении полимерных геосотовых решеток.
Из уровня техники известно, что улучшение физических свойств полимерных материалов на основе полиолефинов, в частности, полиэтиленов обеспечивают за счет модификации внутренней молекулярной структуры материала. Эффективными способами модифицирования полиолефинов является введение в их составы, например, наполнителей неорганической природы (углерод, аэросилы, оксиды и сульфиды металлов, см. например, патент RU №2129189), добавок органических соединений, а также обработка листовых полимерных материалов ионизирующим излучением, которое является наиболее универсальным способом модифицирования по производительности и технологичности.
Воздействие ионизирующих излучений на листовой материал на основе полиэтилена способствует возникновению в нем более сложных пространственных молекулярных структур без изменения химического состава. Свойства полиэтилена, радиационно-модифицированного, зависят от условий модификации (вида облучения, энергии излучения, дозы, атмосферы, давления, температуры). Выбор оптимальных параметров радиационной модификации полиэтиленов приводит к повышению его термостойкости, износостойкости, ударной прочности, к увеличению прочности при растяжении. Процесс радиационной модификации полимеров с использованием электронно лучевого излучения в практическом отношении основан на радиолитическим разрыве менее прочных химических связей между углеродом и водородом с использованием затем «сшивки» связи углерод-углерод, как более прочного соединения, при этом процесс «сшивки» не повреждает полимерной цепочки (см. например, http://nuclphys.sinp.msu.ru/nuc_techn/el_ac/application.html#1.2. Практическое применение электронных ускорителей).
С учетом известного уровня техники, относящегося к технологическим процессам модификации полимерных материалов, в частности, на основе листовых полиэтиленов, при создании изобретения была решена техническая задача по оптимизации параметров радиационной модификации электронно-лучевым излучением промышленно выпускаемых листовых полиэтиленов толщиной менее 1,2 (мм), и предпочтительно, на основе полиэтилена низкого давления или смеси полиэтилена низкого и высокого давления, как наиболее оптимальных по плотности конструкционных материалов, в том числе, для целей их использования при изготовлении геосотовых решеток.
Оптимизация параметров радиационной модификации листовых полиэтиленнов при заданной их толщине и плотности обеспечило создание по изобретению геосотовой решетки на основе мерных полос минимальной толщины и при параметрах прочности к напряжениям растяжения сопоставимых с параметрами исходных листовых полиэтиленов толщиной 1,3-2,0 (мм), традиционно используемых для изготовления геосотовых решеток.
При анализе известного уровня техники не выявлено технических решений, имеющих аналогичную заявляемому техническому решению совокупность признаков для решения заявленного технического результата, что свидетельствует о соответствии технического решения критериям изобретения: «новизна», «изобретательский уровень».
При реализации изобретения используют известные материалы и технологическое оборудование, что свидетельствует о соответствии его критерию «промышленная применимость».
Изобретение подтверждается нижеприведенным его описанием и поясняющим рисунками, где на:
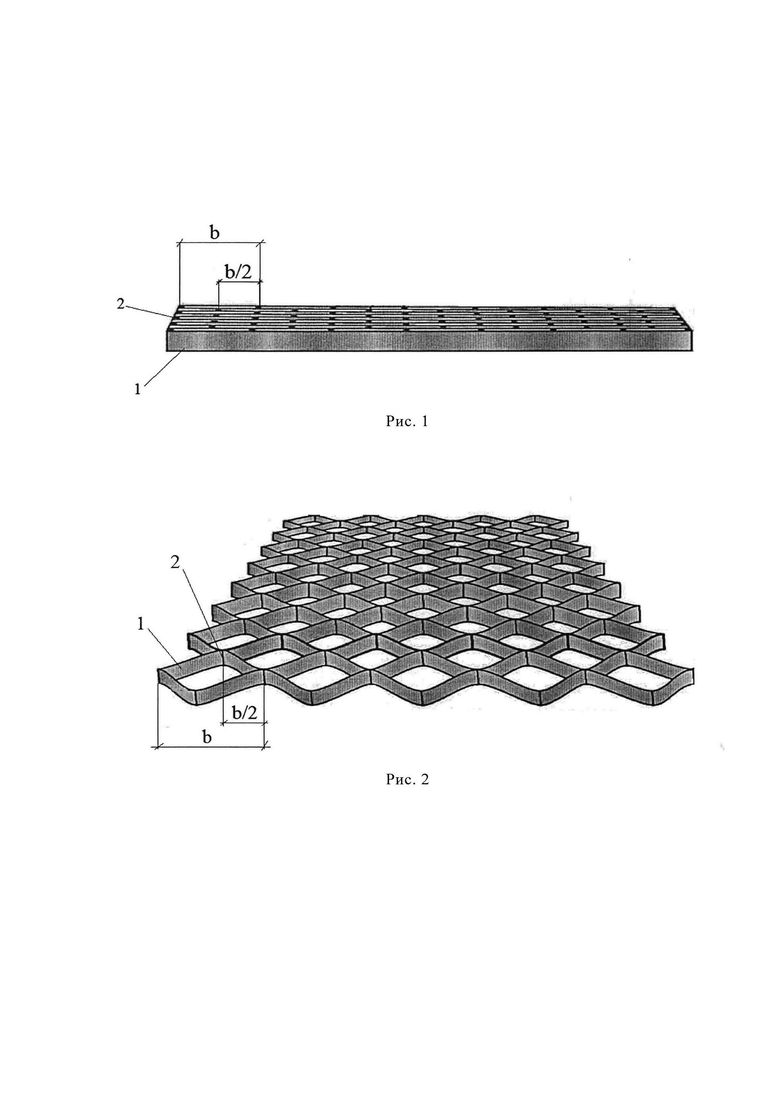
рис. 1 - показан общий вид полимерной геосотовой решетки;
рис. 2 - тоже, что на рис. 1 при растягивании пакета мерных полос.
При реализации изобретения используют рулонный листовой полиэтилен низкого давления (ПЭНД - полиэтилен высокой плотности) с толщиной листов 0,8-1,1 (мм) или листовой материал на основе смеси полиэтиленов низкого и высокого давления при плотности 0,910-0.965 (г/см3), рулон которого получают экструзионно-каландоровым методом с шириной листа, например, 1500 (мм). Указанные параметры рулонного листового полиэтилена по толщине определены из условия величины допуска ±0,1-0,2 (мм) по данному параметру.
Технологическое оборудование для радиационной модификации исходного рулонного листового полиэтилена, в состав которого входит:
ускоритель электронно-лучевой непрерывного действия типа ЭЛВ,
транспортная тележка для размотки рулонного материала с протягиванием под выпускным окном ускорителя и намотки в рулон на другую транспортную тележку.
Высоковольтный ускоритель электронов непрерывного действия типа ЭЛВ-6М имеет адаптированные параметры выпускного фольгового окна для обработки рулона листового материала, в частности, при ширине листа 1500 (мм). Рабочее напряжение высоковольтного ускорителя электронов: 0,7-1,3 МэВ; максимальный рабочий ток пучка до 80 мА;
технологическое оборудование для ультразвуковой сварки мерных листов полиэтилена для образования пакета (см. рис. 1) параллельно расположенных полос. Метод сварки - прессовый. Используют сварочную установку модели TJ-HJ15, электропитание - 50 Гц, мощность установки - 37 кВт при мощности каждого сварочного аппарата от 1,7-2,4 кВт и частоте ультразвука - 18-30 кГц, габаритные параметры установки: 11,5 м(Д)×3,5 м(Ш)×2,2 м (В).
Технологический процесс изготовления полимерной геосотовой решетки осуществляют в следующей последовательности:
1. рулонный листовой полиэтилен с параметрами по толщине рулона 0,8-1,1 (мм), по ширине рулона 1500 (мм), плотности 0,910-0,965 (г/см3) [данный параметр, предпочтительно, соответствует товарному обозначению ПЭНД - полиэтилен высокой плотности] сматывают с транспортной тележки и протягивают в направлении высоковольтного ускорителя электронов непрерывного действия к выпускному фольговому окну с удельной скоростью обработки 0,077-0,1 м/(мин*мА), на выходе из которого на обрабатываемый материал воздействуют электронно-лучевым излучением мощностью 0,7-0,9 МэВ при токе излучения пучка 45-80 мА, осуществляют радиационную модификацию полимерной структуры обрабатываемого материала, глубина обработки которого соответствует не менее 90% от толщины листового полиэтилена. Удельная скорость обработки зависит от линейной скорости приведенной к току излучения пучка.
Заданные по изобретению параметры радиационной модификации электронно-лучевым излучением оптимальны для листовых полиэтиленов толщиной 0,8-1,1 (мм) и плотности 0,910-0,965 (г/см3). Уменьшение или увеличение указанных параметров при радиационной модификации данного типа термопластов приведет либо:
к неэффективности разрыва межатомных связей полимерной структуры, а следовательно, и к неэффективности сшивки полимерной цепочки углерод-углерод. В результате полученные из данного радиационного модифицированного листового полиэтилена заданной толщины мерные полосы будут иметь не стабильные характеристики по прочности к силовым растягивающим напряжениям, возникающих при природно-климатическом и силовом воздействии заполнителя на стенки ячеистой структуры решетки,
либо к проявлению декструкционных процессов в радиационно модифицированном листовом полиэтилене, которые проявляются в виде трещин и разрывов.
2. Из радиационного модифицированного электронно-лучевым излучением рулонного листового полиэтилена изготавливают идентичные по ширине и длине мерные полосы. Параметры мерных полос по толщине 0,8-1,1 (мм), по ширине 50-300 (мм) [конкретно параметры по ширине полос определяются по технологическим требованиям изготовления геосотовых решеток].
Для изготовления идентичных по ширине мерных полос используют стандартное для этих целей станочное оборудование, осуществляющее продольное протягивание рулонного материала через ножевое устройство, предварительно настроенное на заданную ширину резки мерных полос. Затем осуществляют поперечную резку полученных по ширине полос на заданную их технологическую длину. Полученные после резки листового полиэтилена мерные полосы измеряются с помощью мерительного инструмента (линейки или рулетки металлические) по ширине и длине с целью определения идентичности геометрических параметров полученных полос с величиной допуска при измерении не более ±1,0(мм).
При реализации изобретения были изготовлены модифицированные электронно-лучевым излучением мерные полосы шириной 50-300 (мм) и при толщине используемого листового полиэтилена 1,0 и 1,1 (мм) и при плотности 0.940 (г/см3).
3. Полученные из радиационно модифицированного листового полиэтилена мерные полосы заданной ширины и длины подаются в установку ультразвуковой сварки.
Метод ультразвуковой сварки на основе материалов из полимеров наиболее оптимален для неразъемного соединения деталей из данного материала с помощью локальной направленности энергии, выделяющейся в зоне контакта свариваемых деталей
При реализации технологического процесса экспериментально оптимизированы режимы ультразвукового воздействия сварочного оборудования на мерные полосы из радиационно модифицированного при электронно-лучевом излучении листового полиэтилена плотностью 0,910-0,965 (г/см3) при толщине листа 0,8-1,1 (мм), которые при частоте ультразвука - 18-30 кГц, имеют следующие параметры:
время сварки - 1,0-3,0 сек, время удержания давления - 0,1-2,0 сек., время задержки - 0,5-1,5 сек.
При названных параметрах ультразвукового воздействия на мерные полосы и при заданных их физико-механических показателей обеспечивается стабильность формирования линейно ориентированных сварных швов при соединении мерных полос, исключается их деформация и выплески расплавленного материала при тепловом воздействии на используемый по изобретению материал.
С использованием сварочной установки указанной выше модели из изготовленных мерных полос заданной толщины, ширины и длины были изготовлены пакеты геосотовых решеток, формирование которых было осуществлено по традиционной технологии, заключающейся в соединении мерных полос 1 с заданными параметрами по длине и ширине попарно между собой сварными швами 2, в шаговом «b/2» смещении сварных швов при соединении полосы предыдущей пары со смежной полосой следующей образуемой пары, где «b» расстояние между сварными швами 2 каждой образуемой пары полос.
В результате реализации данного технологического процесса были получены геосотовые решетки на основе пакетов из параллельно расположенных идентичных по длине и ширине радиационно модифицированных при электронно-лучевом излучении мерных полос 1 толщиной 1,0 и 1,1 (мм), на основе листового полиэтилена плотностью 0,940 (г/см3), соседние полосы пакета соединены между собой по их длине в шахматном порядке поперечно-ориентированными к продольным осям полос заданной ширины сварными швами 2 для образования при растягивании пакета в направлении нормальном к поверхности мерных полос полых ячеек геосотовой пространственной структуры (см. рис. 2). При формировании пакетов геосотовых решеток используют мерные полосы шириной 50-300(мм).
Изготовленные при реализации изобретения геосотовые решетки при толщине мерных полос 1,0 и 1,1 (мм), ширине полос 50-300 (мм) и контрольные образцы геосотовых решеток оценивали по физико-механическим показателям, характеризующих их эксплуатационную надежность.
В качестве контрольных образцов использовали:
образец №1 - геосотовые решетки, пакеты которых сформированы из мерных полос при толщине 1,0 и 1,1 (мм), ширине 50-300 (мм) и которые изготовлены из исходного не радиационного модифицированного листового полиэтилена плотностью 0,940 (г/см3);
образцы №2-6 - геосотовые решетки, пакеты которых сформированы из мерных полос при толщине 1,3-2,0 (мм), ширине 50-300 (мм) и которые изготовлены из исходного не радиационного модифицированного листового полиэтилена плотностью 0,940 (г/см3).
Физико-механические показатели исследуемых контрольных образцов геосотовых решеток и георешеток, полученных при реализации изобретения показаны в ниже приведенной таблице 1.
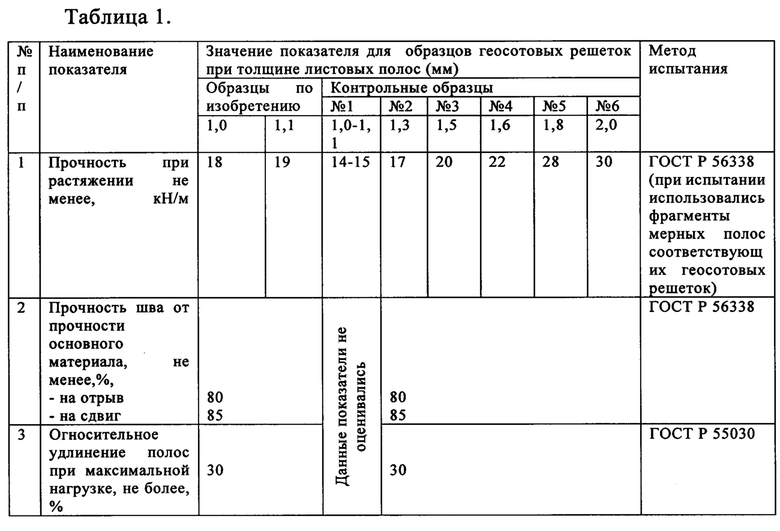
Представленные в таблице 1 физико-механические показатели подтверждают, что основными оценочными показателями эксплуатационной надежности геосотовых решеток являются:
прочность к растягивающим напряжениям мерных полимерных полос, предназначенных для изготовления данных решеток, а также прочность сварных швов на сдвиг и разрыв.
Приведенные физико-механические показатели исследуемых контрольных образцов геосотовых решеток и георешеток, полученных при реализации изобретения свидетельствуют, что изготовление геосотовых решеток из радиационно-модифицированных электроннолучевым излучением мерных полос на основе листового полиэтилена плотностью 0,910-0,965 (г/см3) толщиной 0,8-1,1 (мм) их прочность при растяжении в среднем повышается на 30% относительно исходного листового полиэтилена при указанных параметрах плотности и толщины и практически сопоставима с параметрами прочности к напряжениям растяжения и с параметрами прочности сварных швов для исходных листовых полиэтиленов толщиной 1,3-2,0 (мм), традиционно используемых для изготовления геосотовых решеток.
Таким образом, использование радиационно модифицированного электронно-лучевым излучением листового полиэтилена заданной плотности обеспечило создание по изобретению геосотовой решетки высокой эксплуатационной надежности при толщине ее мерных полос 0,8-1,1 (мм), что позволило расширить технологические возможности применения промышленных листовых полиэтиленов с типоразмерным рядом малой толщины и что особенно актуально для таких параметров их эксплуатации, как вес и транспортабельность.
Изобретение относится к области строительства, а именно к способу изготовления полимерной геосотовой решетки и к конструкции полимерной геосотовой решетки, предназначенной для армирования грунта, и может быть использовано для укрепления слабых оснований промышленных и гражданских сооружений, а также откосов береговых линий и русел водоемов, откосов. Способ изготовления полимерной геосотовой решетки состоит в изготовлении мерных полос из модифицированного полиэтиленового материала, в соединении мерных полос с заданными параметрами по длине и ширине попарно между собой сварными швами, в шаговом смещении сварных швов при соединении полосы предыдущей пары со смежной полосой следующей образуемой пары, в формировании пакета параллельно расположенных мерных полос геосотовой решетки. Мерные полосы из модифицированного полиэтиленового материала изготавливают из листового полиэтилена толщиной 0,8-1,1 мм и плотностью 0,910-0,965 г/см3, который модифицируют электронно-лучевым излучением мощностью 0,7-0,9 МэВ при токе излучения 45-80 мА и удельной скорости обработки 0,077-0,1 м/(мин⋅мА). Технический результат состоит в обеспечении улучшенных физических свойств геосотовой решетки малой толщины, а также обеспечении расширения технологических возможностей использования листового полиэтилена с типоразмерным рядом малой толщины при одновременном улучшении его эксплуатационных характеристик к силовым растягивающим напряжениям, возникающим при природно-климатическом и силовом воздействии заполнителя на стенки ячеистой структуры решетки. 2 н. и 2 з.п. ф-лы, 2 ил., 1 табл.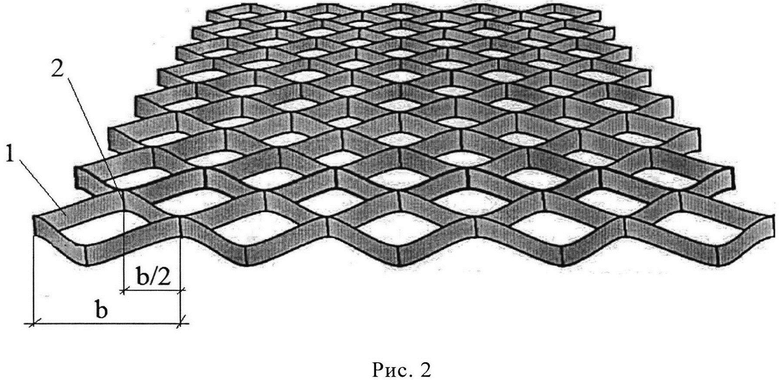
1. Способ изготовления полимерной геосотовой решетки, заключающийся в изготовлении мерных полос из модифицированного полиэтиленового материала, в соединении мерных полос с заданными параметрами по длине и ширине попарно между собой сварными швами, в шаговом смещении сварных швов при соединении полосы предыдущей пары со смежной полосой следующей образуемой пары, в формировании пакета параллельно расположенных мерных полос геосотовой решетки, отличающийся тем, что мерные полосы из модифицированного полиэтиленового материала изготавливают из листового полиэтилена толщиной 0,8-1,1 мм и плотностью 0,910-0,965 г/см3, который модифицируют электронно-лучевым излучением мощностью 0,7-0,9 МэВ при токе излучения 45-80 мА и удельной скорости обработки 0,077-0,1 м/(мин⋅мА).
2. Способ по п. 1, отличающийся тем, что сварку мерных полос осуществляют с использованием ультразвуковой сварки при частоте ультразвука 18-30 кГц, времени сварки - 1,0-3,0 с, времени удержания давления - 0,1-2,0 с, времени задержки - 0,5-1,5 с.
3. Полимерная геосотовая решетка, содержащая пакет из параллельно расположенных идентичных по длине и ширине мерных полос на основе листового полиэтилена, соседние полосы соединены между собой по их длине в шахматном порядке поперечно-ориентированными к продольным осям полос сварными швами для образования при растягивании пакета в направлении нормальном к поверхности мерных полос полых ячеек геосотовой пространственной структуры, отличающаяся тем, что используют мерные полосы толщиной 0,8-1,1 мм, радиационно модифицированные при электронно-лучевом излучении и имеющие прочность при напряжениях растяжении 18-19 кН/м.
4. Полимерная геосотовая решетка по п. 3, отличающаяся тем, что ширина мерных полос составляет 50-300 мм.
| ИННОВАЦИОННАЯ ПРОСТРАНСТВЕННАЯ ПОЛИМЕРНАЯ РЕШЕТКА (ВАРИАНТЫ) | 2011 |
|
RU2459040C9 |
| РЕШЕТКА С ЯЧЕИСТОЙ СТРУКТУРОЙ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 1998 |
|
RU2129189C1 |
| ГЕОКАРКАС | 2000 |
|
RU2166025C1 |
| Армированная георешетка и способ ее получения | 2016 |
|
RU2625058C1 |
| ГЕОЯЧЕЙКА ДЛЯ ВАРИАНТОВ ПРИМЕНЕНИЯ, СВЯЗАННЫХ С ВЫДЕРЖИВАНИЕМ НАГРУЗОК | 2008 |
|
RU2478753C2 |
| Способ обогащения полезных ископаемых флотацией | 1929 |
|
SU14781A1 |

