Область техники, к которой относится изобретение
Настоящее изобретение относится к способу и устройству для нанесения гальванического покрытия.
Уровень техники
В патентном документе D1 описан способ нанесения гальванического покрытия, в соответствии с которым изделия 6 с наносимым гальваническим покрытием, размещенные поверх упругого элемента 4, встряхиваются (приводятся в движение), как это можно понять из фиг.1-3, в соответствии с деформацией расширения и сжатия упругого элемента 4, размещенного на днище технологического резервуара 1, и, кроме того, описано, что нанесение гальванического покрытия основано на прохождении электрического тока между первым электродом 7, размещенным на упругом элементе 4, и вторым электродом 12. Это встряхивание и нанесение гальванического покрытия осуществляются одновременно. Деформация упругого элемента 4 обеспечивается пневмоцилиндром. Фиг.2 в указанном документе иллюстрирует положение отвода вниз штока упомянутого пневмоцилиндра, и фиг.3 документа иллюстрирует состояние штока, выдвинутого вперед вверх. Путем совершения циклов с положениями, соответствующими фиг.2 и фиг.3, детали 6 с наносимым гальваническим покрытием будут приведены в движение.
В соответствии с описанием в патентном документе D2, в параграфе 0052, размещенные в барабане 2 трубки 1 шлифуются находящимися в барабане твердыми телами 7 во время нанесения гальванического покрытия из меди.
В патентном документе D3 описано устройство для нанесения гальванического покрытия, в котором гальваническое покрытие изделий осуществляется с использованием центробежной силы, которая создается при вращении гальванической камеры. Указанная гальваническая камера 4 содержит вращающееся устройство 11, снабженное катодом 10, трубчатым элементом 3 и анодом 13, который свободно (с зазором) соединен с трубчатым элементом 3, размещенным внутри вращающего устройства 11. Вращающееся устройство 11 приводится в действие с помощью приводного электродвигателя 18. При приведении в действие вращающееся устройство 11 вращается, и изделия 1, находящиеся во внутреннем объеме вращающегося устройства, подлежащие нанесению гальванического покрытия, под действием центробежной силы принудительно входят в контакт с катодом 10. Слой гальванического покрытия будет образован на внешней поверхности изделия, подлежащего покрытию, обращенной к аноду 13, в соответствии с протеканием электрического тока между катодом 10 и анодом 13. В параграфе 0038 рассматриваемого патентного документа отмечено, что вращающееся устройство 11 регулируется с возможностью вращения в определенном направлении, остановки вращения, вращения в обратном направлении и остановки вращения в обратном направлении.
В патентном документе D4 описано устройство для нанесения гальванического покрытия, подобное описанному в D3. В патентном документе D4 в гальваническую камеру вводят перемешивающую среду для предотвращения соединения электропроводящей среды с изделиями, подлежащими гальваническому покрытию.
Для небольших металлических деталей, имеющих вес несколько грамм, таких, как пуговицы для одежды или бегунки для застежек-молний, нанесение гальванических покрытий обычно осуществляют в барабане, как это описано, например, в патентном документе D5.
Список патентных документов
D1 – выложенная заявка на патент Японии № 2015-63711,
D2 – выложенная заявка на патент Японии № 2013-119650,
D3 – патент Японии № 5741944,
D4 – патент Японии № 4725051,
D5 – выложенная заявка на патент Японии № 1-139799.
Раскрытие изобретения
Техническая проблема
При нанесении гальванических покрытий в барабане существует проблема недостаточного сцепления (когезии) между слоем нанесенного гальванического покрытия и базовой деталью (деталью, подлежащей нанесению покрытия) из-за наличия границы раздела между слоем нанесенного гальванического покрытия и базовой деталью.
Решение проблемы
Способ нанесения гальванического покрытия в соответствии с одним аспектом настоящего изобретения может включать:
стадию приведения в движение множества базовых деталей (51), которые были погружены в раствор электролита внутри гальванической ванны (10), так что базовые детали перемещаются в окружном направлении вдоль внутренней стенки (19) гальванической ванны (10); и
стадию нанесения гальванического покрытия на множество базовых деталей (51), которые перемещаются в окружном направлении в растворе электролита внутри гальванической ванны (10), при этом
перемещение множества базовых деталей (51) в окружном направлении может быть вызвано перемещением магнитных тел (30) в окружном направлении в растворе электролита внутри гальванической ванны (10) или может быть вызвано вращением приводящего в движение элемента (46), размещенного на нижней стороне гальванической ванны (10), при этом
по меньшей мере одна из множества базовых деталей (51), которые перемещаются в окружном направлении в растворе электролита внутри гальванической ванны (10), может соприкасаться с нижним катодом (21), размещенным на нижней стороне гальванической ванны (10), и базовая деталь (51), находящаяся выше относительно указанной базовой детали (51), соприкасающейся с нижним катодом (21), может быть электрически соединена с указанным нижним катодом (21) посредством по меньшей мере указанной базовой детали (51), соприкасающейся с нижним катодом (21).
В некоторых воплощениях, нижний катод (21) может проходить в окружном направлении вблизи внутренней стенки (19), обеспеченной на нижней стороне трубчатой части (11) гальванической ванны (10).
В некоторых воплощениях верхний анод (22), размещенный выше относительно нижнего катода (21), может быть расположен вдоль окружного направления.
В некоторых воплощениях приводящий в движение элемент (46) может быть установлен с возможностью вращения на нижней стороне гальванической ванны (10) и может образовать по меньшей мере часть нижней части гальванической ванны (10).
В некоторых воплощениях гальваническая ванна (10) может содержать трубчатую часть (11), и эта трубчатая часть (11) является неподвижным элементом.
В некоторых воплощениях магнитные тела (30) могут представлять собой стержнеобразные или иглообразные элементы.
В некоторых воплощениях максимальное число оборотов в минуту базовых деталей (51) внутри гальванической ванны, может составлять менее 40 об/мин.
В некоторых воплощениях базовая деталь (51) может содержать один или большее количество металлических элементов базовой детали, при этом
слой (52) гальванического покрытия может быть сформирован непосредственно на базовой детали (51) посредством стадии осаждения гальванического покрытия, при этом нанесенный слой (52) гальванического покрытия содержит по меньшей мере первый металлический элемент слоя гальванического покрытия и второй металлический элемент слоя гальванического покрытия, который отличается от первого металлического элемента слоя гальванического покрытия, при этом
второй металлический элемент слоя гальванического покрытия может представлять собой металлический элемент, идентичный по меньшей мере одному из одного или большего количества металлических элементов базовой детали, и при этом
содержание второго металлического элемента слоя гальванического покрытия в слое (52) гальванического покрытия может непрерывно уменьшаться при удалении от базовой детали (51) в направлении слоя (52) толщины гальванического покрытия и/или между базовой деталью (51) и слоем (52) гальванического покрытия не существует отчетливая граница раздела.
В некоторых воплощениях толщина части слоя (52) гальванического покрытия, на которой содержание второго металлического элемента слоя гальванического покрытия непрерывно уменьшается при удалении от базовой детали (51) в направлении толщины, может быть равна или больше 10 нм или 20 нм или 60 нм.
В некоторых воплощениях толщина части слоя (52) гальванического покрытия, на которой содержание второго металлического элемента слоя гальванического покрытия непрерывно уменьшается при удалении от базовой детали (51) в направлении толщины, может быть равна или меньше 80 нм, или 60 нм, или 30 нм, или 20 нм.
В некоторых воплощениях содержание первого металлического элемента слоя гальванического покрытия у поверхности слоя (52) гальванического покрытия может составлять менее 100% или 90%.
В некоторых воплощениях толщина слоя (52) гальванического покрытия может составлять 150 нм или 100 нм или менее.
В некоторых воплощениях слой (52) гальванического покрытия может иметь противоположную поверхность (52s), которая расположена оппозитно базовой детали (51), при этом уменьшение содержания второго металлического элемента слоя гальванического покрытия в слое (52) гальванического покрытия может продолжаться в направлении толщины слоя (52) гальванического покрытия вплоть до противоположной поверхности (52s) или до толщины слоя, близкой к противоположной поверхности (52s).
В некоторых воплощениях базовая деталь (51) может содержать множество металлических элементов базовой детали и слой (52) гальванического покрытия может содержать множество вторых металлических элементов слоя гальванического покрытия, и соответствующие содержания вторых металлических элементов слоя гальванического покрытия в слое (52) гальванического покрытия могут уменьшаться с удалением от базовой детали (51) в направлении толщины слоя (52) гальванического покрытия.
В некоторых воплощениях содержание первого металлического элемента слоя гальванического покрытия в слое (52) гальванического покрытия может быть уменьшено по мере приближения к базовой детали (51) в направлении толщины слоя (52) гальванического покрытия.
В некоторых воплощениях базовая деталь (51) может быть выполнена из металла или сплава, по меньшей мере содержащего медь в качестве металлического элемента базовой детали.
В некоторых воплощениях слой (52) гальванического покрытия может быть металлом или сплавом, по меньшей мере содержащим олово в качестве первого металлического элемента слоя гальванического покрытия.
В некоторых воплощениях слой (52) гальванического покрытия может иметь противоположную поверхность (52s), которая расположена оппозитно базовой детали (51) и на указанной противоположной поверхности (52s) могут быть двухмерно плотно образованы участки подобные частицам и/или шишковидные участки.
В некоторых воплощениях изделие (5) с нанесенным гальваническим покрытием, содержащее базовую деталь (51) и слой (52) гальванического покрытия, может быть по меньшей мере частью детали (7) одежды.
Устройство для нанесения гальванического покрытия в соответствии с некоторыми аспектами настоящего изобретения может содержать:
гальваническую ванну (10), заполненную раствором электролита, при этом гальваническая ванна (10) содержит нижний катод (21), размещенный на нижней стороне гальванической ванны (10), и верхний анод (22), расположенный выше относительно нижнего катода (21);
средство (40) приведения в движение, которое обеспечивает перемещение множества базовых деталей (51), погруженных в раствор электролита внутри гальванической ванны (10), в окружном направлении вдоль внутренней стенки (19) гальванической ванны (10), при этом
перемещение множества базовых деталей (51) в окружном направлении может быть вызвано перемещением магнитных тел (30) в окружном направлении в растворе электролита внутри гальванической ванны (10) или может быть вызвано вращением приводящего в движение элемента (46), размещенного на нижней стороне гальванической ванны (10); и
по меньшей мере одна из множества базовых деталей (51), которые перемещаются в окружном направлении в растворе электролита внутри гальванической ванны (10), может соприкасаться с нижним катодом (21), и базовая деталь (51), расположенная выше относительно указанной базовой детали (51), которая соприкасается с нижним катодом (21), может быть электрически соединена с нижним катодом (21) посредством по меньшей мере указанной базовой детали (51), соприкасающейся с нижним катодом (21).
В некоторых воплощениях средство (40) приведения в движение может оказывать магнитное воздействие на множество магнитных тел (30), находящихся в растворе электролита в гальванической ванне (10) для обеспечения перемещения множества магнитных тел (30) в окружном направлении, вызывая тем самым перемещение множества базовых деталей (51) в окружном направлении.
В некоторых воплощениях упомянутое средство (40) приведения в движение может содержать: приводящий в движение элемент (46), установленный с возможностью вращения на нижней стороне гальванической ванны (10); и средство (47) вращения, которое обеспечивает вращение приводящего в движение элемента (46).
В некоторых воплощениях приводящий в движение элемент (46) может содержать ряд радиальных выступающих вверх лопаток (463).
В некоторых воплощениях гальваническая ванна (10) может содержать трубчатую часть (11) с отверстием (18) на ее верхней части, которое позволяет осуществлять загрузку или извлечение базовых деталей (51), а нижний катод (21) может проходить в окружном направлении вблизи внутренней стенки на нижней стороне трубчатой части (11).
В некоторых воплощениях трубчатая часть (11) может быть неподвижным элементом.
В некоторых воплощениях максимальное число оборотов в минуту базовых деталей (51) внутри гальванической ванны (10), может составлять менее 40 об/мин.
Устройство для нанесения гальванического покрытия в соответствии с некоторыми аспектами настоящего изобретения является любым из описанных выше устройств для нанесения гальванического покрытия, в котором базовая деталь (51) содержит один или большее количество металлических элементов базовой детали, при этом слой (52) гальванического покрытия может быть сформирован непосредственно на базовой детали (51) и содержит по меньшей мере первый металлический элемент слоя гальванического покрытия и второй металлический элемент слоя гальванического покрытия, который отличается от первого металлического элемента слоя гальванического покрытия, причем второй металлический элемент слоя гальванического покрытия может быть металлическим элементом, идентичным по меньшей мере одному из одного или большего числа металлических элементов базовой детали, и содержание второго металлического элемента слоя гальванической покрытия в слое (52) гальванического покрытия может непрерывно уменьшаться по мере удаления от базовой детали (51) в направлении толщины слоя (52) гальванического покрытия и/или не существует отчетливая граница раздела между базовой деталью (51) и слоем (52) гальванического покрытия.
Положительные эффекты изобретения
В соответствии с одним аспектом настоящего изобретения могут быть обеспечены изделия с гальванически покрытием с улучшенным сцеплением слоя гальванического покрытия с базовой деталью.
Краткое описание чертежей
На фиг.1 представлен вид в перспективе колпачка изделия с гальваническим покрытием в соответствии с аспектом настоящего изобретения.
На фиг.2 представлен вид в перспективе детали одежды, к основной части которой прикреплен колпачок в качестве изделия с гальваническим покрытием в соответствии с одним аспектом настоящего изобретения.
На фиг.3 представлен схематический вид, иллюстрирующий структуру слоев изделия с гальваническим покрытием в соответствии с одним аспектом настоящего изобретения, иллюстрирующий базовую деталь и слой гальванического покрытия, сформированный непосредственно на базовой детали.
На фиг.4 представлена графическая зависимость, иллюстрирующая изменение содержания соответствующих металлических элементов изделия с гальваническим покрытием в направлении толщины слоя гальванического покрытия в соответствии с одним аспектом настоящего изобретения. Как видно, содержание второго металлического элемента (Cu, Zn) слоя гальванического покрытия в слое гальванического покрытия непрерывно уменьшается по мере удаления от базовой детали в направлении толщины слоя гальванического покрытия. Содержание первого металлического элемента (Sn) слоя гальванического покрытия уменьшается с приближением к базовой детали в направлении толщины слоя гальванического покрытия.
Фиг.5 иллюстрирует распределение элементов в поперечном сечении изделия с гальваническим покрытием в соответствии с аспектом настоящего изобретения, которое показывает, что в слое гальванического покрытия присутствует первый металлический элемент (Sn) гальванического покрытия; металлический элемент (Cu) базовой детали присутствует в базовой детали и в слое гальванического покрытия; и металлический элемент (Zn) базовой детали присутствует в базовой детали и в слое гальванического покрытия. Распределение элементов показывает, что Cu присутствует намного ближе к поверхности слоя гальванического покрытия, чем Zn.
Фиг.6 иллюстрирует ТЕМ-изображение (изображение, полученное методом просвечивающей электронной микроскопии) поперечного сечения изделия с гальваническим покрытием в соответствии с аспектом настоящего изобретения, которое показывает, что между базовой деталью и слоем гальванического покрытия не существует отчетливая граница раздела.
На фиг.7 представлено SEM-изображение (изображение, полученное сканирующим электронным микроскопом), отображающее состояние поверхности слоя гальванического покрытия, соответствующего аспекту настоящего изобретения, и демонстрирующее образование на поверхности двумерных и плотно расположенных участков, подобных твердым частицам и/или шишковидных участков.
Фиг.8 иллюстрирует ТЕМ-изображение поперечного сечения изделия с обычным гальваническим покрытием, которое показывает, что между базовой деталью и слоем гальванического покрытия существует явно выраженная граница раздела.
Фиг.9 иллюстрирует распределение элементов в поперечном сечении изделия с обычным гальваническим покрытием, которое показывает, что в слое гальванического покрытия присутствует металлический элемент (Sn) гальванического покрытия; металлический элемент слоя гальванического покрытия и металлический элемент (Cu) базовой детали присутствуют в базовой детали и слое гальванического покрытия; металлический элемент (Zn) базовой детали присутствует в базовой детали. Это показывает, что металлический элемент Zn базовой детали не присутствует в слое гальванического покрытия.
На фиг.10 представлено SEM-изображение, демонстрирующее состояние поверхности слоя гальванического покрытия изделия с обычным гальваническим покрытием, и показывающее, что в покрытии образуются трещины и точечные дефекты.
На фиг.11 схематически представлена графическая зависимость, отображающая изменение содержания соответствующих металлических элементов изделия с гальваническим покрытием в направлении толщины слоя гальванического покрытия в соответствии с аспектом настоящего изобретения. Содержание второго металлического элемента (Zn) слоя гальванического покрытия в слое гальванического покрытия непрерывно уменьшается по мере удаления от базовой детали в направлении толщины слоя гальванического покрытия. Содержание первого металлического элемента (Cu) слоя гальванической покрытия в слое гальванического покрытия уменьшается с приближением к базовому изделию в направлении толщины слоя гальванического покрытия.
На фиг.12 схематически представлена графическая зависимость, отображающая изменение содержания соответствующих металлических элементов изделия с гальваническим покрытием в направлении толщины слоя гальванического покрытия в соответствии с аспектом настоящего изобретения. Содержание второго металлического элемента (Cu) слоя гальванического покрытия в слое гальванического покрытия непрерывно уменьшается по мере удаления от базовой детали в направлении толщины слоя гальванического покрытия. Содержание первого металлического элемента (Zn) слоя гальванического покрытия в слое гальванического покрытия уменьшается с приближением к базовому изделию в направлении толщины слоя гальванического покрытия.
На фиг.13 схематически представлена графическая зависимость, отображающая изменение содержания соответствующих металлических элементов изделия с гальваническим покрытием в направлении толщины слоя гальванического покрытия в соответствии с аспектом настоящего изобретения. Содержание второго металлического элемента (Cu, Zn) слоя гальванического покрытия в слое гальванического покрытия непрерывно и резко уменьшается по мере удаления от базовой детали в направлении толщины слоя гальванического покрытия. Содержание первого металлического элемента (Sn) слоя гальванического покрытия в слое гальванического покрытия уменьшается с приближением к базовому изделию в направлении толщины слоя гальванического покрытия. Кроме того, толщина слоя гальванического покрытия уменьшается по сравнению со случаем, иллюстрируемым на фиг.4.
На фиг.14 схематически представлена графическая зависимость для случая, в котором слой гальванического покрытия образован меньшей толщины, чем на фиг.13.
Фиг.15 схематически отображает структуру слоя в изделии с гальваническим покрытием в соответствии с аспектом настоящего изобретения, и показывает, что слой гальванического покрытия, сформированный непосредственно на базовой детали включает основной слой гальванического покрытия и поверхностный слой гальванического покрытия.
На фиг.16 схематически представлена графическая зависимость, иллюстрирующая изменение содержания соответствующих металлических элементов изделия с гальваническим покрытием в направлении толщины слоя гальванического покрытия в соответствии с аспектом настоящего изобретения. Основной слой гальванического покрытия образован из первого металлического элемента (Sn) слоя гальванического покрытия. Поверхностный слой гальванического покрытия образован из другого первого металлического элемента (Cu) слоя гальванического покрытия.
На фиг.17 схематически представлена графическая зависимость, иллюстрирующая изменение содержания соответствующих металлических элементов изделия с гальваническим покрытием в направлении толщины слоя гальванического покрытия в соответствии с аспектом настоящего изобретения. Содержание второго металлического элемента (Zn) слоя гальванического покрытия в слое гальванического покрытия непрерывно уменьшается с удалением от базовой детали в направлении толщины слоя гальванического покрытия. Содержание первого металлического элемента (Cu) слоя гальванического покрытия в слое гальванического покрытия непрерывно уменьшается с приближением к базовой детали в направлении толщины слоя гальванического покрытия.
На фиг.18 схематически представлена графическая зависимость, иллюстрирующая изменение содержания соответствующих металлических элементов изделия с гальваническим покрытием в направлении толщины слоя гальванического покрытия в соответствии с аспектом настоящего изобретения. Содержание второго металлического элемента (Fe) слоя гальванического покрытия в слое гальванического покрытия непрерывно уменьшается с удалением от базовой детали в направлении толщины слоя гальванического покрытия. Содержание первого металлического элемента (Cu) слоя гальванического покрытия в слое гальванического покрытия непрерывно уменьшается с приближением к базовой детали в направлении толщины слоя гальванического покрытия.
На фиг.19 представлена технологическая блок-схема, иллюстрирующая не ограничивающий пример осуществления способа изготовления изделий с гальваническим покрытием в соответствии с одним аспектом настоящего изобретения.
На фиг.20 представлено схематическое изображение не ограничивающего примера выполнения устройства для нанесения гальванического покрытия, которое может быть использовано для изготовления изделий с гальваническим покрытием в соответствии с одним аспектом настоящего изобретения.
На фиг.21 показан схематический вид сверху гальванической ванны устройства для нанесения гальванического покрытия в соответствии с одним аспектом настоящего изобретения, иллюстрирующий пример выполнения и размещения катода и анода в гальванической ванне и, кроме того, отображающий элемент с низким трением, размещенный на нижней части гальванической ванны.
На фиг.22 представлен схематический вид в разрезе по линии X22-X22 на фиг.21 устройства для нанесения гальванического покрытия.
На фиг.23 схематически представлена графическая зависимость, иллюстрирующая увеличение максимального числа оборотов в минуту базовой детали с течением времени проведения стадий приведения базовых деталей в движение и нанесения гальванического покрытия.
На фиг.24 представлено схематическое изображение не ограничивающего примера выполнения устройства для нанесения гальванического покрытия, которое может быть использовано для изготовления изделий с гальваническим покрытием в соответствии с одним аспектом настоящего изобретения.
На фиг.25 представлен схематический вид сверху приводящего в движение элемента, используемого в устройстве для нанесения гальванического покрытия, показанного на фиг.24, который показывает, что приводящий в движение элемент содержит ряд радиально расположенных выступающих вверх лопаток.
На фиг.26 представлено схематическое изображение устройства для нанесения гальванического покрытия в соответствии с другим воплощением настоящего изобретения, иллюстрирующее пример, в котором используется полый или не полый цилиндр, размещенный в центре гальванической ванны.
На фиг.27 представлено схематическое изображение устройства для нанесения гальванического покрытия в соответствии с ещё одним воплощением настоящего изобретения, иллюстрирующее пример, в котором катод и анод выполнены иным образом.
На фиг.28 представлено схематическое изображение устройства для нанесения гальванического покрытия в соответствии с другим воплощением настоящего изобретения, иллюстрирующее выполнение приводящего в движение элемента в виде пластины.
На фиг.29 на виде сверху схематически изображена застежка молния для понимания разнообразия изделий с гальваническим покрытием.
Осуществление изобретений
Далее будут рассмотрены не ограничивающие примеры воплощений настоящего изобретения со ссылками на фиг.1-29.
Один или большее число примеров воплощений и соответствующие признаки, включенные в рассматриваемый пример воплощения, не являются взаимно исключающими друг друга. Специалист может надлежащим образом скомбинировать соответствующие примеры воплощений и/или соответствующие признаки, не требуя излишней информации, выходящей за пределы описания изобретения. Специалисту будет также понятен синергетический эффект, достигаемый в результате такого комбинирования. Привлечение дополнительных описаний, помимо примеров воплощений, будет практически исключено. Сопровождающие чертежи служат, преимущественно, для иллюстрации изобретения и в целях удобства иллюстрации могут быть, по возможности, упрощенными.
Большое число признаков изобретения, описанных ниже в отношении изделия с гальваническим покрытием и/или способа изготовления изделий с гальваническим покрытием, и способа нанесения гальванического покрытия и/или устройства для нанесения гальванического покрытия, могут быть истолкованы, наряду с комбинацией признаков, как индивидуальный признак, независимый от других признаков. Индивидуальный признак может быть истолкован как независимый индивидуальный признак при отсутствии необходимости использования его комбинирования с другими признаками, но этот признак может быть представлен как комбинация с одним или большим числом других индивидуальных признаков. Описание всех возможных комбинаций индивидуальных признаков, как понятно специалисту в данной области техники, будет слишком продолжительным и поэтому будет опущено. Индивидуальные признаки могут быть кратко представлены такими фразами, как «в некоторых воплощениях», «в некоторых случаях» и «в некоторых примерах». Индивидуальные признаки будут истолкованы как универсальные признаки, эффективные не только для изделия с нанесенным гальваническим покрытием и/или способа изготовления изделий с гальваническим покрытием и/или устройства для нанесения гальванического покрытия, иллюстрируемых, например, на фигурах, но эффективные также для других изделий с нанесенным гальваническим покрытием и/или способов изготовления изделий с гальваническим покрытием и других различных способов нанесения гальванического покрытия и/или устройств для нанесения гальванического покрытия.
Термины, такие как «первый», «второй» и «третий», добавляются для того, чтобы можно было логически различить существительные, к которым они добавлены. Например, термин «первый» не будет использован для обозначения присутствия «только одного» существительного, к которому добавлено «первый» (если определенно не указано иное). Например, фраза «множество вторых металлических элементов слоя гальванического покрытия» будет предполагать наличие множества металлических элементов в качестве второго металлического элемента слоя гальванического покрытия. Термины «первый», «второй» и «третий» не будут использованы, чтобы показать, что существительные, к которым они добавлены, отличаются одно от другого (если определенно не указано иное). Например, из фразы «третий металлический элемент является металлическим элементом, идентичным по меньшей мере одному из одного или большего количества первых металлических элементов», следует понимать, что упомянутый третий металлический элемент может быть идентичным первому металлическому элементу.
На фиг.1 представлен схематический вид в перспективе колпачка изделия 5 с гальваническим покрытием. Фиг.2 на схематическом виде в перспективе иллюстрирует деталь 7 одежды, в которой к основной части 6 прикреплен колпачок в качестве изделия 5 с гальваническим покрытием. На фиг.3 представлен схематический вид, иллюстрирующий структуру слоев изделия 5 с гальваническим покрытием, на котором показана базовая деталь 51 и слой 52 гальванического покрытия, сформированный непосредственно на базовой детали 51. Следует отметить, что граница 53 раздела между базовой деталью 51 и слоем 52 гальванического покрытия показана сплошной линией, но в действительности четкой границы раздела не существует. Базовая деталь 51 содержит один или более металлических элементов базовой детали. Слой 52 гальванического покрытия содержит один или большее число первых металлических элементов слоя гальванического покрытия. Слой 52 гальванического покрытия содержит металлический элемент базовой детали в дополнение к металлическому элементу слоя гальванического покрытия. На фиг.4 представлена графическая зависимость, иллюстрирующая изменение содержания соответствующих металлических элементов в изделии 5 с гальваническим покрытием в направлении толщины слоя 52 гальванического покрытия. Содержание второго металлического элемента (Cu, Zn) слоя гальванического покрытия в слое 52 гальванического покрытия непрерывно уменьшается с удалением от базовой детали 51 в направлении толщины слоя 52 гальванического покрытия. Содержание первого металлического элемента (Sn) слоя гальванического покрытия уменьшается с приближением к базовой детали 51 в направлении толщины слоя 52 гальванического покрытия.
Фиг.5 иллюстрирует распределение элементов в поперечном сечении изделия 5 с гальваническим покрытием в соответствии с аспектом настоящего изобретения, которое показывает, что в слое 52 гальванического покрытия присутствует первый металлический элемент (Sn) слоя гальванического покрытия; металлический элемент (Cu) базовой детали присутствует в базовой детали 51 и слое 52 гальванического покрытия; и металлический элемент (Zn) базовой детали присутствует в базовой детали 51 и в слое 52 гальванического покрытия. Представленное распределение показывает, что Cu присутствует намного ближе к поверхности слоя 52 гальванического покрытия, чем Zn.
Фиг.6 иллюстрирует ТЕМ-изображение поперечного сечения изделия 5 с гальваническим покрытием в соответствии с аспектом настоящего изобретения и показывает, что между базовой деталью 51 и слоем 52 гальванического покрытия не существует отчетливая граница раздела. На фиг.7 представлено SEM-изображение (изображение, полученное сканирующим электронным микроскопом), показывающее состояние поверхности слоя 52 гальванического покрытия, и показывающее, что на поверхности образуются двумерные и плотно расположенные участки, подобные твердым частицам, и/или шишковидные участки.
В некоторых воплощениях изделие 5 с гальваническим покрытием содержит базовую деталь 51 и слой 52 гальванического покрытия, который сформирован непосредственно на базовой детали 51. Упомянутое изделие 5 с гальваническим покрытием может быть изделием, в котором базовая деталь покрыта по меньшей мере слоем 52 гальванического покрытия. Упомянутое изделие 5 с гальваническим покрытием может быть по меньшей мере частью детали 7 одежды, но не обязательно ограничено этим случаем. В некоторых случаях примеров на фиг.1 и фиг.2 изделие 5 с гальваническим покрытием является элементом детали 7 одежды и объединено с другим элементом с образованием детали 7 одежды. Изделие 5 с гальваническим покрытием в некоторых случаях примеров на фиг.1 и фиг.3 содержит базовую деталь 51 чашеобразной формы, которая является колпачком, и слой 52 гальванического покрытия, образованный на поверхности базовой детали 51 или покрывающий всю поверхность базовой детали 51. В случае, иллюстрируемом на фиг.2, изделие 5 с гальваническим покрытием, показанное на фиг.1, прикреплено к основной части 6 с образованием детали 7 одежды. Следует отметить, что, в области техники, касающейся деталей одежды, существует высокий спрос на детали одежды, имеющие широкое разнообразие металлических окрасок и металлических блесков, изготавливаемые при сдерживании материальных и/или производственных затрат.
В некоторых случаях примеров, иллюстрируемых на фиг.3 и фиг.4, базовая деталь 51 содержит один или большее число металлических элементов базовой детали. Слой 52 гальванического покрытия содержит по меньшей мере первый металлический элемент слоя гальванического покрытия и второй металлический элемент слоя гальванического покрытия, который отличается от первого металлического элемента слоя гальванического покрытия. В том случае, если базовая деталь 51 выполнена из чистого металла, базовая деталь 51 содержит один металлический элемент базовой детали. В случае, когда базовая деталь 51 выполнена из сплава, базовая деталь содержит два или большее количество металлических элементов базовой детали. Имеют место случаи, в которых незначительное количество случайных примесей или металлов включаются в процессе изготовления или очистки металлического продукта из чистого металла или сплава и т.п. Например, в случае, когда базовая деталь 51 изготовлена из латуни (CuZn), в базовую деталь 51 может быть включено следовое количество другого металла или сплава. Например, следовое количество другого металла, иного чем Sn, может быть включено в Sn-электрод для нанесения гальванического покрытия. Следует понимать, что как металлический элемент базовой детали, так и металлический элемент слоя гальванического покрытия, указанные в настоящем описании, не следует считать подразумевающими такой случайный металл. Металлическим элементом базовой детали может быть любой из различных металлических элементов. Первым и вторым металлическим элементом слоя гальванического покрытия или другими металлическими элементами слоя гальванического покрытия может быть любой из различных металлических элементов.
В некоторых случаях, как можно понять из фиг.3 и фиг.4, второй металлической элемент слоя гальванического покрытия, включенный в слой 52 гальванического покрытия, представляет собой металлический элемент, который является идентичным по меньшей мере одному из одного или большего числа металлических элементов базовой детали. В примере на фиг.4 первым металлическим элементом слоя гальванического покрытия является Sn, а вторым металлическим элементом слоя гальванического покрытия - Cu и/или Zn. Первый металлический элемент слоя гальванического покрытия (Sn в примере на фиг.4) отличается от по меньшей мере одного металлического элемента базовой детали (Cu и Zn в примере на фиг.4). В некоторых случаях первый металлической элемент слоя гальванического покрытия, включенный в слой 52 гальванического покрытия, отличается от по меньшей мере одного из множества металлических элементов базовой детали (это достаточного хорошо можно понять из фиг.11 и т.д.).
Из представленного на фиг.4 и фиг.5 не ограничивающего примера понятно, что в некоторых случаях содержание второго металлического элемента слоя гальванического покрытия (Cu и Zn в примере на фиг.4) в слое 52 гальванического покрытия непрерывно уменьшается с удалением от базовой детали 51 в направлении толщины слоя 52 гальванического покрытия. Дополнительно или в качестве альтернативы, как можно хорошо понять из иллюстрации не ограничивающего примера на фиг.6, между базовой деталью 51 и слоем 52 гальванического покрытия не существует явно выраженная граница раздела. В таком случае может быть достигнуто улучшенное сцепление между базовой деталью 51 и слоем 52 гальванического покрытия. Благодаря такому улучшенному сцеплению может быть уменьшена вероятность разделения границы раздела между базовой деталью 51 и слоем 52 гальванического покрытия, и/или, например, может быть обеспечена возможность утоньшения слоя 52 гальванического покрытия. Необходимо отметить, что первый металлический элемент слоя гальванического покрытия происходит из ионов металла, находящегося в растворе электролита во время нанесения гальванического покрытия, но изобретение не обязательно ограничено этим. Второй металлический элемент слоя гальванического покрытия происходит из металлического элемента базовой детали, содержащегося в базовой детали 51.
Как можно понять из описания настоящего изобретения в целом, если необходимо, слой гальванического покрытия может быть определен как слой, содержащий металл, осажденный на базовую деталь путем нанесения гальванического покрытия в направлении толщины. В настоящем изобретении слой гальванического покрытия может содержать металл, иной по сравнению с металлом, осажденным на базовую деталь с помощью гальванического метода. Описанный выше металлический элемент слоя гальванического покрытия представляет собой металлический элемент, образующий слой гальванического покрытия, другими словами, металлический элемент, включенный в слой гальванического покрытия. Второй металлический элемент слоя гальванического покрытия может происходить из состава базовой детали. С другой стороны, отсутствует необходимость, чтобы первый металлический элемент слоя гальванического покрытия происходил из состава базовой детали. В частности, без намерения ограничить изобретение следует отметить, что первый металлический элемент слоя гальванического покрытия может представлять собой металлический элемент, осажденный на базовую деталь в качестве по меньшей мере части слоя гальванического покрытия. Например, первый металлический элемент слоя гальванического покрытия является одинаковым с металлическим элементом осажденных ионов металла, которые были введены в раствор электролита отдельно от базовой детали и переместились к базовой детали благодаря гальваническому процессу. Второй металлический элемент слоя гальванического покрытия не ограничен осаждением на базовую деталь иным образом по сравнению с первым металлическим элементом слоя гальванического покрытия. Второй металлический элемент слоя гальванического покрытия может быть металлическим элементом базовой детали, который находился в базовой детали или был включен в базовую деталь, подлежащую нанесению гальванического покрытия, и/или может быть металлическим элементом базовой детали, который элюирован из базовой детали, подлежащей нанесению гальванического покрытия, и затем осажден на базовую деталь. Металлический элемент базовой детали может представлять собой металлический элемент, который формирует базовую деталь, другими словами, металлический элемент, включенный в базовую деталь.
Из не ограничивающего примера, иллюстрируемого на фиг.4 и 5, можно понять, что в некоторых случаях содержание металлического элемента на поверхности слоя гальванического покрытия может быть легко изменено путем изменения толщины слоя гальванического покрытия. Например, содержание металлического элемента на поверхности слоя гальванического покрытия на фиг.4, имеющего толщину Т1, и содержание металлического элемента на поверхности слоя гальванического покрытия на фиг.4, имеющего толщину Т2, является различным. Конфигурация слоя гальванического покрытия может быть изменена путем изменения толщины слоя гальванического покрытия, и, таким образом, может быть легко достигнута вариация слоев гальванического покрытия. Вариация слоя гальванического покрытия может быть вариацией химического свойства, электрического свойства и/или физического свойства в соответствии с содержанием элемента. Вариация слоя гальванического покрытия может быть вариацией окраски слоя гальванического покрытия. В некоторых случаях может быть легко достигнута вариация металлической окраски или металлического блеска деталей одежды. Следует отметить, что граница L1 раздела между слоем гальванического покрытия и базовой деталью показана на фиг.4. На фиг.4 содержание первого металлического элемента (Sn) слоя гальванического покрытия не достигает в точности нулевой величины в зоне базовой детали, находящейся ниже границы L1 раздела. Однако это обусловлено погрешностями измерений и выходных данных. Из распределения элементов на фиг.5 можно понять, что в зоне нахождения базовой детали 51 первый металлический элемент (Sn) слоя гальванического покрытия отсутствует.
Как можно понять из не ограничивающего примера, иллюстрируемого на фиг.4 и фиг.5, в некоторых случаях содержание первого металлического элемента (Sn) слоя гальванического покрытия уменьшается с приближением к базовой детали 51 в направлении толщины слоя 52 гальванического покрытия. Из не ограничивающего примера, иллюстрируемого на фиг.4, можно понять, что в некоторых случаях кривая, показывающая изменение содержания первого металлического элемента слоя гальванического покрытия в направлении толщины слоя 52 гальванического покрытия, и кривая, показывающая изменение содержания металлического элемента базовой детали в направлении толщины слоя 52 гальванического покрытия, пересекаются. Другими словами, большее количество первого металлического элемента слоя гальванического покрытия присутствует вблизи противоположной поверхности 52s слоя 52 гальванического покрытия, расположенной оппозитно поверхности базовой детали 51, и большее количество второго металлического элемента слоя гальванического покрытия присутствует в зоне слоя 52 гальванического покрытия вблизи базовой детали 51. В настоящем изобретении противоположная поверхность 52s слоя гальванического покрытия именуется также поверхностью слоя 52 гальванического покрытия.
Из не ограничивающего примера, иллюстрируемого на фиг.4, можно понять, что в некоторых случаях уменьшение содержания второго металлического элемента слоя гальванического покрытия в слое 52 гальванического покрытия продолжается вплоть до противоположной поверхности 52s или до близости к упомянутой противоположной поверхности 52s в направлении толщины слоя 52 гальванического покрытия. Другими словами, в некоторых воплощениях слой 52 гальванического покрытия не формируют большей толщины, в результате чего изменение содержания металлического элемента базовой детали прекращается. Утоньшение слоя 52 гальванического покрытия способствует уменьшению количества металлического материала, использованного для формирования слоя гальванического покрытия.
Из не ограничивающего примера, иллюстрируемого на фиг.4, можно понять, что в некоторых случаях базовая деталь 51 содержит множество количество металлических элементов базовой детали, слой 52 гальванического покрытия содержит множество металлических элементов базовой детали, и соответствующие содержания вторых металлических элементов слоя гальванического покрытия в слое 52 гальванического покрытия уменьшаются с удалением от базовой детали 51 в направлении толщины слоя 52 гальванического покрытия. Представляется возможным случай, в котором базовая деталь 51 содержит три или большее число металлических элементов базовой детали. Представляется также возможным случай, в котором слой 52 гальванического покрытия содержит два или три или большее число металлических элементов слоя гальванического покрытия.
Следует отметить, что содержание элемента может быть выражено в атомных процентах (ат.%). Другими словами, большой величине содержания элемента соответствует большая величина атомного процентного содержания этого элемента. Определение атомного процента может быть осуществлено с помощью спектроанализатора JAMP9500F, производимого компанией JEOL Ltd, использующего метод Оже электронной спектроскопии.
Металлический элемент базовой детали и первый металлический элемент слоя гальванического покрытия может представлять собой любой из различных металлических элементов, и в качестве примера базовая деталь 51 изготовлена из латуни (CuZn), и металлическими элементами базовой детали являются медь (Cu) и цинк (Zn). В некоторых случаях, базовая деталь выполнена из металла или сплава по меньшей мере содержащего медь в качестве металлического элемента базовой детали. В некоторых случаях слой 52 гальванического покрытия образован металлом или сплавом, содержащим по меньшей мере олово (Sn) в качестве первого металлического элемента слоя гальванического покрытия. В некоторых случаях, включающих пример на фиг.4 и другие примеры, базовая деталь 51 содержит множество металлических элементов базовой детали (например, Cu и Sn), а слой 52 гальванического покрытия содержит множество вторых металлических элементов слоя гальванического покрытия (например, Cu и Sn). Соответствующие содержания вторых металлических элементов слоя гальванического покрытия (например, Cu и Sn) в слое 52 гальванического покрытия уменьшаются по мере удаления от базовой детали 51 в направлении толщины слоя 52 гальванического покрытия.
Из не ограничивающего примера, иллюстрируемого на фиг.7, можно понять, что в некоторых случаях на противоположной поверхности 52s слоя 52 гальванического покрытия в двухмерно и с большой плотностью образованы участки подобные твердым частицам и/или шишковидные участки. Слой 52 гальванического покрытия может обладать повышенной стойкостью к щелочным и кислотным химическим веществам благодаря превосходному состоянию поверхности. Даже если образованный слой 52 гальванического покрытия тонкий, может быть обеспечена достаточная химическая стойкость этого слоя 52 гальванического покрытия. В некоторых случаях толщина слоя 52 гальванического покрытия составляет 150 нм или 100 нм или менее. Следует отметить, что для изделий с гальваническим покрытием в соответствии с некоторыми воплощениями не существует никаких особых проблем, связанных со сцеплением слоя гальванического покрытия, даже если толщина слоя 52 гальванического покрытия составляет 150 нм или 100 нм или менее. Следовательно, если сохраняется эффективность производства изделий с гальваническим покрытием, толщина слоя может быть установлена минимальной. Исходя из этого, толщина 150 нм или менее или 100 нм или менее может быть предпочтительной, но не является необходимым ограничением изобретения, и интервал времени нанесения гальванического покрытия может быть более продолжительным для увеличения толщины слоя.
Как отмечено выше, в некоторых случаях явно выраженная граница раздела между базовой деталью 51 и слоем 52 гальванического покрытия не существует. Предполагается, что к отсутствию границы раздела приводит умеренное изменение содержания первого и/или второго металлических элементов слоя 52 гальванического покрытия. Для того, чтобы определить толщину слоя 52 гальванического покрытия, необходимо распознать границу раздела между базовой деталью 51 и слоем 52 гальванического покрытия. В настоящем описании границу раздела между базовой деталью 51 и слоем 52 гальванического покрытия определяют на основе измерений, результаты которых представлены на фиг.4 и/или фиг.5. В способе измерения, результаты которого представлены на фиг.4, границу раздела между базовой деталью 51 и слоем 52 гальванического покрытия определяют как расстояние от поверхности слоя 52 гальванического покрытия, на котором в базовой детали 51 достигается предварительно заданное содержание металлического элемента базовой детали. В способе измерения, результаты которого представлены на фиг.5, границу раздела между базовой деталью 51 и слоем 52 гальванического покрытия определяют с использованием распределения первого металлического элемента слоя гальванического покрытия и/или распределения металлического элемента базовой детали. Например, в том случае, если для изготовления базовой детали 51 используют латунь с отношением содержаний элементов Cu:Zn=80:20, граница раздела может быть определена по координате, в которой атомное процентное содержание Cu достигает приблизительно 80 ат.%, а атомное процентное содержание Zn достигает приблизительно 20 ат.%. Однако изменение атомных процентов на фиг.4, конечно, включает погрешность, поскольку получено в результате анализа элементов материала, которые выделяют при травлении в измерительном устройстве. Граница раздела между базовой деталью 51 и слоем 52 гальванического покрытия может быть определена надлежащим образом с учетом такой погрешности измерения.
Для изделий, которые воплощают настоящее изобретение, границу раздела между базовой деталью 51 и слоем 52 гальванического покрытия определяют следующим образом. Границей раздела между базовой деталью 51 и слоем 52 гальванического покрытия следует считать позицию, в которой атомный процент основного металлического элемента базовой детали достигает величины 98% от максимального содержания основного металлического элемента базовой детали в базовой детали 51. В том случае, если базовая деталь 51 содержит единственный металлический элемент базовой детали, основным металлическим элементом базовой детали в базовой детали 51 является этот единственный металлический элемент базовой детали. В том случае, если базовая деталь 51 содержит множество металлических элементов базовой детали, основным металлическим элементом базовой детали в базовой детали 51 является металлический элемент с максимальным содержанием, т.е. максимальным атомным процентом. Например, в том случае, если для изготовления базовой детали 51 используется латунь с содержанием элементов Cu:Zn=80:20, позиция, в которой атомный процент меди Cu, имеющей максимальное содержание металлического ингредиента (максимальный атомный процент металлического ингредиента), достигает 98% от максимальной величины 80 ат.%.
При использовании традиционных методов нанесения гальванических покрытий в барабане или покрытия деталей на подвесках существует отчетливая граница раздела, в отличие от изделий в соответствии с настоящим изобретением, в которых граница раздела отсутствует, и поэтому положение этой границы раздела определяется для этих методов как граница раздела между базовой деталью 51 и слоем 52 гальванического покрытия. В действительности, на поверхности базовой детали имеются мельчайшие выступы и впадины, и поэтому граница раздела между базовой деталью 51 и слоем 52 гальванического покрытия будет определяться положением усредненной высоты (Rc) этих выступов и впадин на указанной поверхности.
Как отмечено выше, в некоторых случаях содержание второго металлического элемента слоя гальванического покрытия в слое 52 гальванического покрытия умеренно изменяется и/или отчетливой границы раздела между базовой деталью 51 и слоем 52 гальванического покрытия не существует. Со ссылками на фиг.8-10 описание будет продолжено в отношении традиционных изделий с гальваническим покрытием, которые не содержат такой слой 52 гальванического покрытия. На фиг.8 представлено полученное с помощью просвечивающего электронного микроскопа (ТЕМ изображение) изображение разреза традиционного изделия с гальваническим покрытием, которое показывает, что между базовой деталью 51 и слоем 52 гальванического покрытия существует граница раздела. На фиг.9 представлено изображение, которое показывает распределение элементов в разрезе традиционного изделия с гальваническим покрытием. Как видно, в слое гальванического покрытия присутствует металлический элемент (Sn) слоя гальванического покрытия; металлический элемент слоя гальванического покрытия и металлический элемент (Cu) базовой детали присутствует в базовой детали и в слое гальванического покрытия; и в базовой детали присутствует металлический элемент (Zn) базовой детали. Это свидетельствует о том, что металлический элемент (Zn) базовой детали не присутствует в слое гальванического покрытия. Как показано на фиг.8-9, в традиционном методе нанесения гальванического покрытия в барабане, возможно получение толщины слоя более 200 нм для улучшения цветового тона или состояния поверхности гальванического покрытия, и, кроме того, слой гальванического покрытия просто наслоен на базовую деталь. В результате граница раздела между базовой деталью 51 и слоем 52 гальванического покрытия может быть легко различима визуально. Следует отметить, что в действительности на поверхности базовой детали имеются мельчайшие выступы и впадины и, следовательно, границей раздела может быть поверхность этих выступов и впадин. В том случае, если толщина слоя гальванического покрытия выражена численной величиной, положение средней высоты (Rc) выступов и впадин на этой поверхности только лишь для удобства определяется как граница раздела между базовой деталью 51 и слоем 52 гальванического покрытия. На фиг.10 представлено SEM изображение (полученное сканирующим электронным микроскопом), демонстрирующее состояние поверхности слоя гальванического покрытия обычного изделия с гальваническим покрытием и показывающее, что образуются трещины и точечные дефекты-раковины.
На фиг.8-10 базовая деталь изготовлена из латуни (CuZn), слой гальванического покрытия образован из сплава CuSn. Слой гальванического покрытия из указанного сплава CuSn имеет толщину 250 нм, проценты содержания элементов Cu и Sn по существу одинаковы. Как показано на фиг.8, между базовой деталью 51 и слоем 52 гальванического покрытия существует явная граница раздела, как это можно понять из различия в металлических структурах базовой детали и слоя гальванического покрытия. Как показано на фиг.9, слой гальванического покрытия не содержит Zn - металлический элемент базовой детали. Причина, по которой слой гальванического покрытия содержит Cu, заключается в том, что Cu является металлическим элементом слоя гальванического покрытия. Как показано на фиг.10, на поверхности слоя гальванического покрытия имеются трещины D1 и точечные раковины D2. Если в указанные трещины D1 и точечные раковины D2 поступает щелочное или кислотное химическое вещество, может развиваться коррозия или происходить разрушение слоя гальванического покрытия. Для того чтобы полностью справиться с этими и/или другими техническими проблемами, может потребоваться толщина слоя гальванического покрытия равная или превышающая 10000 нм. Для изделий с гальваническим покрытием, основанным на обычном уровне производства с приемлемой массой, толщину слоя гальванического покрытия устанавливают с превышением интервала от 100 нм до 200 нм, например, устанавливают равной 250 нм, и, таким образом, такие технические проблемы, как отслаивание слоя гальванического покрытия или окисление или изменение цвета ослабляются в некоторой степени, достаточной для практического использования изделия.
Слой гальванического покрытия обычного изделия с гальваническим покрытием на фиг.8-10 образован путем нанесения гальванического покрытия в барабане. Гальваническое покрытие в барабане представляет собой способ, в котором изделия, подлежащие нанесению покрытия, т.е. базовые детали в настоящем изобретении, направляют в барабан (вращающийся решетчатый барабан), погруженный в гальваническую ванну, и гальваническое покрытие осуществляют при вращении барабана. Преимущество такого решения заключается в возможности одновременного нанесения гальванического покрытия на большое количество изделий. Слой гальванического покрытия на изделии с гальваническим покрытием в соответствии с воплощением на фиг.1-7 образован с помощью не ограничивающего примера способа, описанного ниже со ссылками на фиг.19-28, но не обязательно ограничен этим способом. Специалист в данной области техники может усовершенствовать существующий метод гальванического покрытия в барабане или изобрести полностью иной способ для получения слоя гальванического покрытия в соответствии с настоящим изобретением.
Изделие с гальваническим покрытием в соответствии с примером воплощения на фиг.1-7 может быть способно решить одну или большее количество проблем изделия с традиционным гальваническим покрытием согласно фиг.8-10. То есть, изделие с гальваническим покрытием в соответствии с примером воплощения, соответствующим фиг.1-7, может способствовать решению известной проблемы неудовлетворительного сцепления, обусловленного существованием границы раздела между базовой деталью и слоем гальванического покрытия. Если между базовой деталью и слоем гальванического покрытия существует граница раздела, даже если этот слой гальванического покрытия был образован большей толщины, отслаивание покрытия всё равно может происходить. Дополнительно или в качестве альтернативы, изделие с гальваническим покрытием в соответствии с примером воплощения, иллюстрируемым на фиг.1-7, может способствовать решению известной проблемы толстого слоя гальванического покрытия. Кроме того, дополнительно или в качестве альтернативы, изделие с гальваническим покрытием в соответствии с примером воплощения, иллюстрируемым на фиг.1-7, может способствовать решению известной проблемы образования трещин и/или мелких точечных дефектов на поверхности слоя гальванического покрытия.
Здесь и далее, будут рассмотрены, главным образом, вариации содержания металлического элемента со ссылками на фиг.11-18. На фиг.11 представлена графическая зависимость, иллюстрирующая изменение содержания соответствующих металлических элементов изделия с гальваническим покрытием в направлении толщины слоя гальванического покрытия. На фиг.11 базовая деталь 51 изготовлена из латуни (CuZn), и первый металлический элемент слоя гальванического покрытия представляет собой медь (Cu). Как можно понять из фиг.11, содержание второго металлического элемента (Zn) слоя гальванического покрытия непрерывно уменьшается с удалением от базовой детали в направлении толщины слоя гальванического покрытия. В случае, иллюстрируемом на фиг.11, изменение содержания металлического элемента (Cu), происходящего из базовой детали 51, в слое гальванического покрытия не может быть установлено, поскольку первый металлический элемент слоя гальванического покрытия представляет собой медь (Cu).
Содержание металлического элемента (Cu) уменьшается по мере приближения к базовой детали в направлении толщины слоя гальванического покрытия. Изменение содержания металлического элемента (Cu) в слое гальванического покрытия на фиг.11 представляет собой общее изменение содержания меди (Cu), которая является металлическим элементом базовой детали и первым металлическим элементом слоя гальванического покрытия. Однако очевидно, что большее количество первого металлического элемента слоя гальванического покрытия присутствует у поверхности слоя 52 гальванического покрытия. Следовательно, изменение содержания металлического элемента (Cu) в слое гальванического покрытия на фиг.11 подтверждает, что содержание первого металлического элемента (Cu) слоя гальванического покрытия уменьшается с приближением к базовой детали в направлении толщины слоя гальванического покрытия.
На фиг.12 схематически представлена графическая зависимость, иллюстрирующая изменение содержания соответствующих металлических элементов изделия с гальваническим покрытием в направлении толщины слоя гальванического покрытия. Базовая деталь 51 на фиг.12 изготовлена из латуни (CuZn), а первый металлический элемент слоя гальванического покрытия представляет собой цинк (Zn). Из фиг.12 видно, что содержание второго металлического элемента (Cu) слоя гальванического покрытия в слое гальванического покрытия непрерывно уменьшается по мере удаления от базовой детали в направлении толщины слоя гальванического покрытия. В случае, иллюстрируемом на фиг.12, первый металлический элемент слоя гальванического покрытия представляет собой цинк (Zn), и поэтому невозможно наблюдать изменение содержания металлического элемента (Zn), происходящего из базовой детали 51, в слое гальванического покрытия. Уменьшенное содержание металлического элемента (Zn) вблизи базовой детали в направлении толщины слоя гальванического покрытия подтверждает, что содержание первого металлического элемента (Zn) слоя гальванического покрытия уменьшается с приближением к базовой детали в направлении толщины слоя гальванического покрытия.
На фиг.13 схематически представлена графическая зависимость, иллюстрирующая изменение содержания соответствующих металлических элементов изделия с гальваническим покрытием в направлении толщины слоя гальванического покрытия в соответствии с одним аспектом настоящего изобретения. Базовая деталь 51 на фиг.13 изготовлена из латуни (CuZn), а первый металлический элемент слоя гальванического покрытия представляет собой олово (Sn).
Содержание второго металлического элемента (Cu или Zn) слоя гальванического покрытия в слое гальванического покрытия непрерывно и резко уменьшается по мере удаления от базовой детали в направлении толщины слоя гальванического покрытия. Содержание первого металлического элемента (Sn) слоя гальванического покрытия уменьшается с приближением к базовой детали 51 в направлении толщины слоя гальванического покрытия. В случае, иллюстрируемом на фиг.13, для формирования слоя гальванического покрытия используется устройство, которое отличается от используемого для получения фиг.4, и может быть достигнут важный результат, который заключается в том, что толщина слоя гальванического покрытия в этом случае может быть меньше толщины слоя гальванического покрытия, соответствующего случаю на фиг.4.
Следует отметить, что толщина слоя гальванического покрытия не должна быть обязательно ограничена толщинами слоев в рассмотренных выше соответствующих примерах. Например, в случае на фиг.13, если толщина слоя гальванического покрытия задана более 20 нм, то может быть получено изделие с гальваническим покрытием, имеющим видимую окраску намного ближе к цвету серебра, который является цветом материала Sn. Напротив, если толщина слоя гальванического покрытия задана менее 20 нм, то может быть получено изделие с гальваническим покрытием, имеющим видимую окраску намного ближе к желтому цвету, т.е. цвету латуни, из которой изготовлена базовая деталь 51.
Фиг.14 иллюстрирует, в частности, пример, в котором толщина слоя гальванического покрытия, в отличие от фиг.13, задана равной 10 нм. Изделие с гальваническим покрытием в этом случае может иметь внешнюю окраску с немного увеличенным содержанием желтого цвета по сравнению с изделием с гальваническим покрытием на фиг.13, которое имеет светлый золотой цвет. В таком виде, даже в случае воплощения настоящего изобретения, в котором толщину слоя задают равной 10 нм, будет получено конкурентоспособное изделие с гальваническим покрытием, по сравнению с традиционным нанесением гальванического покрытия в барабане, с точки зрения сцепления слоя с деталью.
На фиг.15 схематически представлена структура слоя изделия с гальваническим покрытием, которая показывает, что слой гальванического покрытия, сформированный непосредственно на базовой детали, содержит основной слой гальванического покрытия и поверхностный слой гальванического покрытия. На фиг.16 схематически представлена графическая зависимость, иллюстрирующая изменение содержания соответствующих металлических элементов в изделии с гальваническим покрытием в направлении толщины слоя гальванического покрытия в соответствии с одним аспектом настоящего изобретения. Слой гальванического покрытия на фиг.16 образован из основного слоя гальванического покрытия и поверхностного слоя гальванического покрытия, которые показаны на фиг.15. Базовая деталь 51 на фиг.16 изготовлена из латуни (CuZn<ТАК?>), первый металлический элемент основного слоя гальванического покрытия представляет собой олово (Sn), а первый металлический элемент поверхностного слоя гальванического покрытия – медь (Cu). Содержание второго металлического элемента (Cu или Zn) слоя гальванического покрытия в слое гальванического покрытия непрерывно уменьшается по мере удаления от базовой детали в направлении толщины слоя гальванического покрытия. Содержание первого металлического элемента слоя гальванического покрытия (Sn) в основном слое гальванического покрытия непрерывно уменьшается с приближением к базовой детали 51 в направлении толщины слоя гальванического покрытия.
Содержание второго металлического элемента (Zn) слоя гальванического покрытия в поверхностном слое гальванического покрытия непрерывно уменьшается по мере удаления от основного слоя гальванического покрытия в направлении толщины слоя гальванического покрытия, и подобным образом содержание первого металлического элемента (Sn) основного слоя гальванического покрытия непрерывно уменьшается. В случае на фиг.16 первый металлический элемент поверхностного слоя гальванического покрытия представляет собой медь (Cu), и, таким образом, отсутствует возможность установить, каким образом изменяется содержание металлического элемента (Cu), который происходит из базовой детали 51, в поверхностном слое гальванического покрытия. Уменьшенное содержание металлического элемента (Cu) поверхностного слоя гальванического покрытия вблизи основного слоя гальванического покрытия в направлении толщины слоя гальванического покрытия показывает, что содержание металлического элемента (Cu), происходящего из базовой детали 51, в поверхностном слое гальванического покрытия, уменьшается с приближением к основному слою гальванического покрытия в направлении толщины поверхностного слоя гальванического покрытия.
Выше были рассмотрены, главным образом, примеры, в которых для изготовления базовой детали 51 используют латунь, но предусмотрена возможность использования другого металла (например, цинка или нержавеющей стали), сплава или чистого металла (такого как цинк). Предусмотрено также, что в некоторых случаях слой гальванического покрытия формируется в виде одного единственного слоя, двух слоев или трех слоев или большего количества слоев. Положение поверхности слоя 52 гальванического покрытия показано позицией «52s» на фиг.4, 11-14 и 16-18.
На фиг.17 схематически представлена графическая зависимость, иллюстрирующая изменение содержания соответствующих металлических элементов изделия с гальваническим покрытием в направлении толщины слоя гальванического покрытия. Базовая деталь 51 на фиг.17 изготовлена из цинка (Zn), и первый металлический элемент слоя гальванического покрытия представляет собой медь (Cu). Содержание второго элемента (Zn) металлического покрытия в слое металлического покрытия непрерывно уменьшается с удалением от базовой детали в направлении толщины слоя гальванического покрытия. Содержание первого металлического элемента (Cu) слоя металлического покрытия уменьшается с приближением к базовой детали в направлении толщины слоя гальванического покрытия.
На фиг.18 схематически представлена графическая зависимость, иллюстрирующая изменение содержания соответствующих металлических элементов изделия с гальваническим покрытием в направлении толщины слоя гальванического покрытия. Базовая деталь 51 на фиг.18 изготовлена из нержавеющей стали и содержит металлический элемент (Fe) базовой детали. Первый металлический элемент слоя гальванического покрытия представляет собой медь (Cu). Содержание второго элемента (Fe) слоя гальванического покрытия в слое гальванического покрытия непрерывно уменьшается с удалением от базовой детали в направлении толщины слоя гальванического покрытия. Содержание первого металлического элемента (Cu) слоя гальванического покрытия уменьшается с приближением к базовой детали в направлении толщины слоя гальванического покрытия.
Из приведенного выше описания можно понять, что в некоторых случаях толщина части слоя 52 гальванического покрытия, в которой содержание второго металлического элемента слоя гальванического покрытия непрерывно уменьшается с удалением от базовой детали 51 в направлении толщины слоя 52 гальванического покрытия, составляет 10 нм или 20 нм или 60 нм или более. Фиг.17 показывает, что содержание второго металлического элемента (Zn) слоя гальванического покрытия непрерывно уменьшается в области значений толщины, составляющей 60 нм и/или 400 нм или более. Фиг.18 показывает, что содержание второго металлического элемента (Fe) слоя гальванического покрытия непрерывно уменьшается в области значений толщины, составляющей 60 нм и/или 100 нм или более. Из фиг.4 видно, что содержание второго металлического элемента (Cu) слоя гальванического покрытия непрерывно уменьшается в области значений толщины, составляющей 60 нм или более. Из фиг.4 видно, что содержание второго металлического элемента (Zn) слоя гальванического покрытия непрерывно уменьшается в области значений толщины, составляющей 40 нм или более. Фиг.11 и фиг.12 подобны фиг.4. Фиг.13 показывает, что содержание второго металлического элемента (Cu, Zn) слоя гальванического покрытия непрерывно и резко уменьшается в области значений толщины, составляющей 10 нм и/или 20 нм или более.
Из приведенного выше описания можно понять, что в некоторых случаях толщина части слоя 52 гальванического покрытия, в которой содержание второго металлического элемента слоя гальванического покрытия непрерывно уменьшается с удалением от базовой детали 51 в направлении толщины слоя 52 гальванического покрытия, составляет 80 нм или 60 нм или 30 нм или 20 нм или менее. Фиг.4 показывает, что содержание второго металлического элемента (Cu, Zn) слоя гальванического покрытия непрерывно уменьшается в области значений толщины, составляющей 80 нм и/или 60 нм или менее. То же самое применимо к фиг.11 и фиг.12. Фиг.13 показывает, что содержание второго металлического элемента (Cu, Zn) слоя гальванического покрытия непрерывно и резко уменьшается в области значений толщины, составляющей 30 нм и/или 20 нм или менее.
Из приведенного выше описания можно понять, что в некоторых случаях содержание первого металлического элемента слоя гальванического покрытия на поверхности слоя 52 гальванического покрытия составляет менее 100% или 90%. Содержание первого металлического элемента слоя гальванического покрытия на верхней поверхности слоя 52 гальванического покрытия составляет менее 100% из-за присутствия в слое гальванического покрытия второго металлического элемента слоя гальванического покрытия. Содержание первого металлического элемента слоя гальванического покрытия на поверхности слоя 52 гальванического покрытия теоретически составляет менее 100% или менее 90%, даже принимая во внимание инородные включения или погрешности измерения. Например, в воплощении, иллюстрируемом на фиг.13, нанесение гальванического покрытия заканчивается, когда содержание первого металлического элемента Sn слоя гальванического покрытия достигает 35%. При традиционном методе гальванического покрытия в барабане содержание металлического элемента слоя гальванического покрытия на поверхности изделия с гальваническим покрытием во время окончания нанесения покрытия будет составлять 100% в идеале или 90% или более, даже принимая во внимание инородные включения или погрешности измерения. Изделия с гальваническим покрытием, имеющие немного отличающуюся видимую окраску, могут быть легко получены путем прекращения процесса гальванического покрытия в состоянии нанесения покрытия с желаемой видимой окраской цвета.
Далее будут описаны способ изготовления не ограничивающего примера изделий с гальваническим покрытием (или способ нанесения гальванического покрытия) и конструктивное выполнение устройства для нанесения гальванического покрытия, используемого для этих способов, со ссылками на фиг.19-28. Следует отметить, что фиг.19-28 и их описание не являются какими-либо ограничениями для описанных выше изделий с гальваническим покрытием. На фиг.19 представлена технологическая блок-схема, иллюстрирующая пример не ограничивающий способа изготовления изделий с гальваническим покрытием. На фиг.20 схематически представлено выполнение не ограничивающего примера устройства для нанесения гальванического покрытия, которое может быть использовано для изготовления изделий с гальваническим покрытием. На фиг.21 представлен вид сверху гальванической ванны устройства для нанесения гальванического покрытия, на котором показан пример взаимного размещения и выполнения катода и анода в гальванической ванне и, кроме того, показан элемент с низким коэффициентом трения, размещенный на нижней части гальванической ванны. На фиг.22 представлен схематический частичный разрез устройства для нанесения гальванического покрытия по линии Х22-Х22 на фиг.21. На фиг.23 представлена графическая зависимость, показывающая увеличение максимального числа оборотов в минуту базовой детали с течением времени проведения стадий приведения в движение и нанесения гальванического покрытия. На фиг.24 представлено схематическое изображение не ограничивающего примера устройства для нанесения гальванического покрытия, которое может быть использовано для изготовления изделий с гальваническим покрытием. На фиг.25 представлен схематический вид сверху приводящего в движение элемента, используемого в устройстве для нанесения гальванического покрытия, показанного на фиг.24, который иллюстрирует приводящий в движение элемент, выполненный с рядом радиально расположенных выступающих вверх лопаток. На фиг.26 представлено схематическое изображение устройства для нанесения гальванического покрытия в соответствии с другим воплощением настоящего изобретения, иллюстрирующее пример, в котором используется полый или не полый цилиндр, размещенный в центре гальванической ванны. На фиг.27 представлено схематическое изображение устройства для нанесения гальванического покрытия в соответствии с другим воплощением настоящего изобретения, иллюстрирующее пример, в котором катод и анод выполнены иным образом.
На фиг.28 представлено схематическое изображение устройства для нанесения гальванического покрытия, иллюстрирующее выполнение приводящего в движение элемента в виде пластины.
Как показано на фиг.19, способ изготовления изделий с гальваническим покрытием может включать стадию загрузки в гальваническую ванну базовых деталей, каждая из которых содержит металлический элемент в базовой детали, и стадию перемещения базовых деталей в окружном направлении и нанесения гальванического покрытия на базовые детали в гальванической ванне. Слой гальванического покрытия, содержащий первый металлический элемент слоя гальванического покрытия, который отличается от металлического элемента базовой детали, сформирован непосредственно на базовой детали с использованием способа гальванического нанесения покрытия. В соответствии с изложенным выше сформированный слой гальванического покрытия как таковой дополнительно содержит металлический элемент базовой детали. Как описано выше, в слое гальванического покрытия содержание второго металлического элемента слоя гальванического покрытия уменьшается с удалением от базовой детали в направлении толщины слоя гальванического покрытия и/или не существует отчетливая граница раздела между базовой деталью и слоем гальванического покрытия. Другие признаки, описанные в отношении изделия 5 с гальваническим покрытием, будут актуальными для изделия с гальваническим покрытием, рассмотренного в этом параграфе. Исходя из нижеследующего описания, изложенное выше: «стадия перемещения базовых деталей в окружном направлении и нанесения гальванического покрытия на базовые детали в гальванической ванне» — можно понять как включающее стадию приведения в движение множества базовых деталей, погруженных в раствор электролита внутри гальванической ванны, так, чтобы эти детали перемещались в окружном направлении вдоль внутренней стенки гальванической ванны.
Устройство 1 для нанесения гальванического покрытия в соответствии с некоторыми примерами воплощения, представленными на фиг.20 и 24, содержит гальваническую ванну 10, заполненную раствором электролита, и средство 40 приведения в движение, которое вызывает перемещение множества базовых деталей, погруженных в раствор электролита, заполняющий гальваническую ванну 10. Раствор электролита может представлять собой, например, цианидный электролит. Базовая деталь 51 в некоторых случаях может быть названа деталью, подлежащей гальваническому покрытию. Перемещение базовых деталей 51 в окружном направлении происходит в соответствии с активированием средства 40 приведения в движение, и, кроме того, одновременно осуществляется нанесение гальванического покрытия. В некоторых случаях средство 40 приведения в движение вызывает перемещение множества базовых деталей 51, погруженных в раствор электролита в гальванической ванне 10, в окружном направлении вдоль внутренней стенки 19 гальванической ванны 10, при этом множество базовых деталей 51 удерживаются по существу в погруженном состоянии.
Средство 40 приведения в движение в некоторых примерах на фиг.20 магнитно воздействует на множество магнитных тел 30 в растворе электролита в гальванической ванне 10 для перемещения множества магнитных тел 30. При перемещении магнитные тела 30 соударяются с базовой деталью 51. Импульс магнитных тел 30 передается базовым деталям 51, и базовые детали 51 также начинают перемещаться. Благодаря непрерывным или периодическим столкновениям между магнитными телами 30 и базовыми деталями 51 движение базовых деталей 51 поддерживается или облегчается. Благодаря контактам и столкновениям между базовыми деталями 51 и контактам и столкновениям между базовыми деталями 51 и магнитными телами 30 базовые детали 51 и слои 52 гальванического покрытия шлифуются.
В некоторых случаях примера, иллюстрируемого на фиг.24, средство 40 приведения в движение побуждает множество базовых деталей 51 перемещаться в окружном направлении за счет вращения приводящего в движение элемента 46, размещенного на нижней стороне гальванической ванны 10. Средство 40 приведения в движение содержит приводящий в движение элемент 46, который размещен с возможностью вращения на нижней стороне гальванической ванны 10, и средство 47 вращения для придания вращения приводящему в движение элементу 46. В соответствии с вращением приводящего в движение элемента 46 каждая базовая деталь 51 перемещается в окружном направлении. Базовые детали 51 и слои 52 гальванического покрытия приобретают шлифованную поверхность за счет контактов и столкновений между базовыми деталями 51 перед формированием слоев 52 гальванического покрытия или столкновений между базовыми деталями, на которых нарастают слои 52 гальванического покрытия.
В некоторых случаях приводящий в движение элемент 46 установлен с возможностью вращения на нижней стороне гальванической ванны 10, и образует по меньшей мере часть нижней части гальванической ванны 10. В соответствии с вращением приводящего в движение элемента 46 по меньшей мере часть нижней части гальванической ванны 10 вращается относительно трубчатой части 11 гальванической ванны 10.
В некоторых случаях гальваническая ванна 10 содержит трубчатую часть 11 и нижнюю часть (12). Трубчатая часть 11 выполнена в виде цилиндрической трубы с отверстием 18 в верхней части, которое обеспечивает загрузку и извлечение базовых деталей 51. Нижний конец трубчатой части 11 снабжен нижней частью 12. Гальваническая ванна 10 и трубчатая часть 11 являются неподвижными элементами. Трубчатая часть 11 выполнена таким образом, что центральная ось трубчатой части 11 совпадает с осью АХ5 вращения, рассмотренной ниже. Центральная ось трубчатой части 11 и ось АХ5 вращения в некоторых случаях совпадают с вертикальным направлением. Следовательно, множество базовых деталей 51, загруженных в гальваническую ванну 10, погружаются вертикально вниз в раствор электролита и осаждаются на нижней части 12.
В некоторых случаях, устройство 1 для нанесения гальванического покрытия снабжено нижним катодом 21, размещенным на нижней стороне гальванической ванны 10, и верхним анодом 22, размещенным выше относительно нижнего катода 21. Нижняя сторона соответствует направлению, в котором погружается базовая деталь 51 при загрузке в раствор электролита в гальванической ванне 10. Нижний катод 21 соединен с анодом источника 90 электрического питания, а верхний анод 22 соединен с катодом источника 90 электрического питания.
Ионы металла высвобождаются или элюируют из верхнего анода 22 в раствор электролита, или ионы металла, которые уже были в растворе электролита, получают электроны из базовой детали 51, которая соприкасается непосредственно с нижним катодом 21, или получают электроны из базовых деталей 51, которые электрически соединены с нижним катодом 21 посредством других базовых деталей 51. Ионы металла осаждаются на базовую деталь 51, когда присоединяют электроны, и таким образом формируется слой гальванического покрытия. Базовая деталь 51, которая соприкасается с нижним катодом 21, может поставлять электроны, передаваемые из нижнего катода 21 этой базовой детали 51, ионам металла. Базовая деталь 51, которая не контактирует непосредственно с нижним катодом 21 и электрически соединена с нижним катодом 21 посредством другой одной или большего количества базовых деталей 51, может поставлять электроны, происходящие из нижнего катода 21 и переданные через другую одну или большее количество базовых деталей 51, к ионам металла.
В некоторых воплощениях множество базовых деталей 51 перемещаются в окружном направлении и при этом поддерживаются по существу в погруженном состоянии в растворе электролита, содержащемся в гальванической ванне 10. По меньшей мере одна из множества базовых деталей 51 соприкасается с нижним катодом 21, и базовые детали, находящиеся выше относительно базовой детали 51, соприкасающейся с нижним катодом 21, электрически соединены с нижним катодом 21 посредством по меньшей мере указанных базовых деталей 51, контактирующих с нижним катодом 21. Другими словами, множество базовых деталей 21 может включать множество базовых деталей, принадлежащих первому подмножеству, которое электрически соединено с нижним катодом 21 за счет контакта с нижним катодом 21, и множество базовых деталей 51, принадлежащих второму подмножеству, которое не соприкасается с нижним катодом и электрически соединено с нижним катодом 21 посредством по меньшей мере одной базовой детали 51, принадлежащей первому подмножеству. Множество базовых деталей 51 может включать также множество базовых деталей 51, принадлежащих третьему подмножеству, которое электрически соединено с нижним катодом 21 посредством по меньшей мере одной базовой детали 51, принадлежащей первому подмножеству, и по меньшей мере одной базовой детали 51, принадлежащей второму подмножеству. Круговое движение базовых деталей 51, поддерживаемых по существу в погруженном состоянии, показывает, что большое количество базовых деталей 51 не плавают на поверхности раствора электролита. Круговое перемещение базовых деталей 51, находящихся по существу в погруженном состоянии, не исключает, а включает временное плавание на поверхности базовых деталей 51 вследствие непреднамеренной турбулентности потока раствора электролита или столкновений между базовыми деталями 51. В конкретном случае круговое движение базовых деталей 51, находящихся по существу в погруженном состоянии, показывает, что в то время как раствор электролита или базовые детали 51 перемещаются с максимальной скоростью циркуляции, большая часть базовых деталей 51 соприкасается с нижней частью гальванической ванны 10 или другими базовыми деталями 51, за исключением совсем небольшого количества базовых деталей 51, которые временно плавают на поверхности вследствие непреднамеренной турбулентности потока раствора электролита или столкновений между базовыми деталями 51. Соответственно, представляется возможным обеспечить электрическое соединение между базовой деталью 51 и нижним катодом 21 и избежать нахождения базовых деталей 51 в состоянии отсутствия подвода электрической энергии.
В обычном способе нанесения гальванического покрытия в барабане множество базовых деталей 51 приводят в движение и наносят гальваническое покрытие при вращении барабана с заданной скоростью вращения в интервале от 3 до 8 об/мин, и, следовательно, производство гладких и однотонных деталей с гальваническим покрытием занимает более длительный период времени. Напротив, в соответствии со способом согласно настоящему изобретению может быть обеспечено сокращение необходимого периода времени производства гладких и однотонных деталей с гальваническим покрытием. В некоторых случаях указанный период времени нанесения гальванического покрытия составляет половину от периода времени, необходимого в случае нанесения покрытия в барабане.
Нижний катод 21 расположен в окружном направлении вблизи внутренней стенки 19 на нижней стороне трубчатой части 11 (см., например, фиг.21). Нижний катод 21 может быть электродом кольцеобразной формы, размещенным на нижней стороне гальванической ванны 10. В том случае, если нижний электрод 21 представляет собой кольцеобразный электрод, может быть обеспечен достаточный контакт между базовыми деталями 51 и нижним катодом 21 при перемещении множества базовых деталей 51 в окружном направлении. Следует отметить, что окружным является направление вдоль внутренней стенки 19 гальванической ванны 10, и оно не ограничено направлением, основанным на форме правильной окружности, и может включать любое направление, основанное на овальной или иных формах. Следует отметить, что нижний катод предпочтительно может иметь форму кольца, но может иметь и другую форму, подобную стержню, пластине, может иметь сферическую форму и т.д. Вся нижняя часть 12 гальванической ванны 10 или её часть может быть катодом.
Верхний анод 22 проходит в окружном направлении, и поэтому можно избежать или уменьшить различие в скорости нарастания слоя гальванического покрытия в окружном направлении. Более конкретно, верхний анод 22 проходит в окружном направлении со стороны отверстия 18 трубчатой части 11. Верхний анод 22 представляет собой кольцеобразный электрод, размещенный в верхней части гальванической ванны 10. В некоторых случаях, верхний анод представляет собой металлическую проволоку, которая может быть легко заменена новой металлической проволокой, но изобретение не обязательно ограничивается таким выполнением анода. В другом примере верхний анод 22 может быть подобен сфере, пластине или щепе. Для изготовления верхнего анода 22 могут быть использованы различные типы металла или материала. Например, может быть использован один или большее число металлов из группы, включающей углерод, нержавеющую сталь, медь, олово, цинк, латунь, титан, золото, серебро, никель, хром, свинец, палладий, кобальт, платину, рутений и родий. С течением времени нанесения гальванического покрытия верхний анод 22 элютирует в раствор электролита, и его объем и вес со временем будут уменьшаться. Следует отметить, что расположение анода и катода в окружном направлении не означает идеальную окружность и включает форму выполнения, в которой электрод проходит в окружном направлении частично, с промежутками.
Желаемый окончательный цвет может быть достигнут путем надлежащего выбора типа материала верхнего анода 22 и состава раствора электролита. Например, базовую деталь 51 покрывают слоем гальванического покрытия, имеющим цвет золота, черный цвет, цвет серебра, светлой меди, темной меди или коричневый цвет.
Для изготовления нижнего катода 21 могут быть использованы различные типы металла. Например, может быть использован один или большее число металлов из группы, включающей нержавеющую сталь, медь, олово, цинк, углерод, титан, золото, серебро, никель, хром, свинец, палладий, кобальт, платину, рутений и родий. Слой гальванического покрытия в равной степени нарастает на нижнем катоде 21. Поэтому в некоторых случаях слой гальванического покрытия удаляют, или нижний катод 21 заменяют в надлежащий момент времени.
Устройство 1 для нанесения гальванического покрытия, кроме того, в некоторых случаях содержит крышку 15. Крышка 15 выполнена с отверстиями, обеспечивающими пропускание через них электрического кабеля, который соединен с верхним анодом 22. Высоту размещения верхнего анода 22 в направлении глубины гальванической ванны 10 находят путем определения зазора между крышкой 15 и верхним анодом 22. Другими словами, крышку 15 накладывают на гальваническую ванну 10 так, что верхний анод 22 располагается в гальванической ванне 10 на подходящей высоте.
В некоторых случаях примера, иллюстрируемого на фиг.20, в дополнение ко множеству базовых деталей 51 в гальваническую ванну 10 погружают множество магнитных тел 30. Как описано выше, средство 40 приведения в движение, показанное на фиг.20, не оказывают непосредственного воздействия на базовые детали 51 для перемещения базовых деталей 51, но воздействуют на базовые детали 51 посредством множества магнитных тел 30. В некоторых случаях единичное магнитное тело 30 является достаточно малым по сравнению с единичной базовой деталью 51. Тип магнитных тел 30 может быть различным. В качестве примера, магнитные тела могут быть в виде элементов подобных стержням или иглам. В другом примере, магнитные тела 30 могут быть подобными сфере, телу с прямоугольными гранями, кубу или пирамиде. Магнитные тела обычно могут быть выполнены из нержавеющей стали, но не обязательно ограничены таким выполнением. Если магнитное тело 30 представляет собой элемент, подобный стержню или игле, выполненный из нержавеющей стали, во время столкновений с базовыми деталями 51 самая внешняя поверхность слоя гальванического покрытия может быть эффективно отшлифована. Следует отметить, что верхний анод 22 может быть подвешен без использования крышки 15, с помощью элемента в виде стержня.
В некоторых случаях осуществления примера, иллюстрируемого на фиг.20, перемещение множества базовых деталей 51 в окружном направлении вызывается средствами 40 приведения в движение посредством магнитного воздействия на множество магнитных тел 30 в растворе электролита в гальванической ванне 10, так, чтобы заставить множество магнитных тел 30 перемещаться в окружном направлении. Перемещение множества базовых деталей 51 в окружном направлении происходит совместно с перемещением магнитных тел 30 в растворе электролита в гальванической ванне 10 в окружном направлении. Когда магнитные тела 30 перемещаются в окружном направлении, эти магнитные тела 30 обладают импульсом большим, чем у базовой детали 51. Это способствует эффективной шлифовке растущего слоя гальванического покрытия.
В некоторых случаях средство 40 приведения в движение содержит двигатель 41 с электрическим приводом, осью 42 вращения, вращающуюся пластину 43 и один или большее количество постоянных магнитов 44. Вращательное усилие, создаваемое двигателем 41 с электрическим приводом, непосредственно или опосредованно передается оси 42 вращения, и вращающаяся пластина 43, прикрепленная к оси 42 вращения, вращается, при этом постоянный магнит 44, размещенный на вращающейся пластине 43, вращается в окружном направлении. Предусмотрено наличие системы передачи вращательного движения, например, включающей в себя бесконечный приводной ремень и т.п., размещенной между двигателем 41 с электрическим приводом и осью 42 вращения. Конкретное выполнение средств 40 приведения в движения может быть определено надлежащим образом специалистом в данной области техники.
В некоторых случаях средство 40 приведения в движение может включать магнитную цепь. За счет надлежащего проектирования магнитной цепи магнитные тела 30 могут перемещаться в окружном направлении при отсутствии вращения каких-либо физических элементов.
Постоянный магнит прикреплен к верхней поверхности вращающейся пластины 43 так, что полюс N направлен, например, вертикально вверх. Магнитные тела притягиваются постоянным магнитом 44. Следовательно, постоянный магнит 44 увлекает за собой магнитные тела при движении постоянного магнита 44 в окружном направлении. В результате этого происходит перемещение магнитных тел 30 в окружном направлении, и, таким образом, вызывается перемещение базовых деталей 51 в окружном направлении.
В некоторых случаях примера, иллюстрируемого на фиг.24, приводящий в движение элемент 46 содержат часть 461 в форме диска, образующую по меньшей мере часть нижней части гальванической ванны 10, и ось 462 вращения, прикрепленную к части 461 в форме диска. Верхняя поверхность указанной части 461 в форме диска соответствует поверхности нижней части 12 гальванической ванны 10. Центр верхней поверхности части 461 в форме диска снабжен выступом 464, выступающим вверх в вертикальном направлении. В качестве примера, иллюстрируемого на фиг.25, на верхней поверхности части 461 в форме диска размещен ряд радиально расположенных лопаток 463, которые выступают вверх, т.е. в вертикальном направлении. Лопатки 463 расположены в радиальном направлении вокруг центра части 461 в форме диска.
Перемещение множества базовых деталей 51 в окружном направлении происходит в соответствии с вращением приводящего в движение элемента 46, размещенного на нижней стороне гальванической ванны 10. При вращении приводящего в движение элемента 46 вокруг оси АХ5 вращения лопатки 463 также вращаются вокруг оси АХ5 вращения. Если сосредоточить внимание на одной лопатке 463, эта одна лопатка 463 перемещается в окружном направлении, обуславливая движение раствора электролита и вызывая движение базовых деталей 51 в окружном направлении. Лопатка 463 может непосредственно контактировать или соударяться с базовыми деталями 51. В некоторых случаях лопатка 463 имеет меньшую высоту от верхней поверхности части 461 в форме диска. Это способствует плавному вращению приводящего в движение элемента 46. В результате обеспечивается равномерное перемещение базовых деталей 51 в гальванической ванне. Следует отметить, что трубчатая часть 11 гальванической ванны 10 является неподвижным элементом.
Наклонный участок, имеющийся на внешней в радиальном направлении области части 461 в форме диска, наложен сверху на фланцевый участок 119, проходящий радиально внутрь и расположенный на нижнем конце трубчатой части 11 гальванической ванны 10. С пространством, образованным между указанным наклонным участком части 461 в форме диска и фланцевым участком 119 соединена сливная трубка, не показанная на фигуре. Раствор электролита в гальванической ванне 10 можно сливать путем открытия и закрытия сливной трубки.
Средство 47 вращения содержит двигатель 41 с электрическим приводом и ремень 472 передачи движущей силы. Вращение передается от двигателя 471 с электрическим приводом оси 462 вращения приводящего в движение элемента 46 посредством приводного ремня 472 передачи движущей силы. Соответственно, вращается ось 462 вращения, вращается часть 461 в форме диска, соединенная с осью 462 вращения, и лопатка 463 на верхней поверхности части 461 в форме диска перемещается в окружном направлении. Соответственно, множество базовых деталей 51, которые погружены и опустились на часть 461 в форме диска приводящего в движение элемента 46, находящихся в растворе электролита гальванической ванны 10, свободно перемещаются в окружном направлении.
В некоторых случаях, как можно понять из примеров, иллюстрируемых на фиг.21 и 22, на поверхности нижней части 12 гальванической ванны, в радиальном направлении внутрь относительно нижнего катода 21, размещен элемент 13 с низким коэффициентом трения. Этот элемент способствует перемещению базовых деталей 51, находящихся на нижней части 12. В некоторых случаях, дополнительно или в качестве альтернативы, элемент с низким коэффициентом трения размещен на внутренней стенке 19 гальванической ванны 10. Например, элемент с низким коэффициентом трения представляет собой лист, выполненный из полимера, такого, например, как полиэтилен, полипропилен, поливинилхлорид или полиуретан.
В некоторых случаях воплощений, представленных на фиг.20 и 24, приведение в движение базовых деталей и нанесение гальванического покрытия осуществляются одновременно в устройстве 1 для нанесения гальванического покрытия. Во время проведения стадии приведения в движение поверхности базовых деталей 51 шлифуются, и поверхности слоя 52 гальванического покрытия на базовых деталях 51 также шлифуются. В устройстве на фиг.20 магнитные тела 30 соударяются с базовыми деталями 51, и, кроме того, базовые детали 51 соударяются друг с другом, таким образом, процесс нанесения гальванического покрытия продолжается в то время, как условия на поверхности изменяются. Считается, что это обуславливает непрерывное изменение содержания второго металлического элемента слоя гальванического покрытия, иллюстрируемое выше. В устройстве, представленном на фиг.24, регулируют число оборотов в минуту, и базовые детали 51 соударяются друг с другом с заданной или большей частотой так, что процесс нанесения гальванического покрытия продолжается с одновременным изменением условий на поверхности. Соответственно, считается, что это обуславливает непрерывное изменение содержания второго металлического элемента слоя гальванического покрытия, иллюстрируемое выше. Следует отметить, что слой гальванического покрытия, показанный на фиг.4, 11, 12 и 16-18, сформирован с использованием устройства 1 для нанесения гальванического покрытия, представленного на фиг. 20. Слой гальванического покрытия, представленный на фиг.13 и 14, сформирован с помощью устройства 1 для нанесения гальванического покрытия, представленного на фиг.24.
Можно заключить, что шлифование слоев гальванического покрытия во время их наращивания противоречит основной цели - наращиванию слоя покрытия. Однако в случае, когда слои гальванического покрытия шлифуют в процессе их формирования, степень гладкости поверхности увеличивается в области малых толщин слоя покрытия. В результате это может привести к получению тонких слоев гальванического покрытия с желаемым конечным внешним видом, другими словами с желаемой ровностью и блеском. Утоньшение слоя гальванического покрытия может привести к сокращению времени и затрат энергии, необходимых для нанесения гальванического покрытия, и может привести к значительному снижению цены единичного продукта – изделия 5 с гальваническим покрытием и/или детали 7 одежды.
В некоторых случаях на начальной фазе стадии приведения в движение и нанесения гальванического покрытия степень гладкости базовых деталей 51 является очень низкой. Поэтому множество базовых изделий 51, погруженных в раствор, содержащийся в гальванической ванне 10, несмотря на столкновения с магнитными телами 30, не перемещаются из-за контактного торможения другими ближайшими базовыми деталями 51. Даже в таком случае степень ровности внешней поверхности базовых деталей 51 увеличивается наряду с увеличением числа столкновений с магнитными телами 30, увеличением числа столкновений между базовыми деталями 51 и ростом слоя гальванического покрытия с течением времени, и при этом улучшается перемещение множества базовых деталей 51.
Ниже будет приведено дополнительное описание в отношении изложенного выше со ссылкой на фиг.23. В момент времени t1 переключатель источника 90 энергии переводится в положение ON, и между нижним катодом 21 и верхним анодом прикладывается напряжение. Кроме того, в момент времени t1 двигатель 471 с электрическим приводом переводят в положение ON, ось 42 вращения вращается, и постоянный магнит 44 также вращается в окружном направлении. Магнитные тела 30 увлекаются постоянным магнитом 44 и перемещаются в окружном направлении. Базовые детали 51 попадают под действие магнитных тел 30 и воспринимают их импульс для перемещения в окружном направлении. Однако в интервале между моментами времени t1 и t2 контактное тормозящее взаимодействие между базовыми деталями 51 оказывается слишком большим для перемещения базовых деталей 51 в окружном направлении. Другими словами, максимальное число оборотов в минуту (об/мин) базовых деталей 51 по существу равно нулю.
В интервале между моментами времени t1 и t2 повторяются контакты и столкновения между базовыми деталями 51, и повторяются контакты и столкновения между базовыми деталями 51 и магнитными телами 30, и слой гальванического покрытия нарастает на внешней поверхности базовых деталей 51, при этом степень ровности базовых деталей 51 увеличивается. В результате после момента времени t2 множество базовых деталей 51 постепенно начинает перемещаться вдоль окружного направления, и после момента времени t3 множество базовых деталей 51 ощутимо перемещается вдоль окружного направления. После момента времени t4 перемещение базовых деталей 51 в окружном направлении стабилизируется.
На фиг.23 некоторые вариации изменения максимального числа оборотов в минуту показаны сплошной линией, штрихпунктирной линией и штрихпунктирной линией с двумя точками. Изменение максимального числа оборотов в минуту может зависеть от геометрической формы гальванической ванны 10, ёмкости гальванической ванны 10, количества или массы базовых деталей 51, загруженных в гальваническую ванну 10, и/или числа оборотов двигателя 41 с электрическим приводом и количества или расположения постоянных магнитов 44. Время окончания приведения в движение и нанесения гальванического покрытия надлежащим образом устанавливается специалистом в данной области техники путем проведения экспериментов.
Следует отметить, что упомянутое число оборотов в минуту (об/мин) может быть вычислено следующим образом. Во-первых, измеряется расстояние, на которое перемещается конкретная базовая деталь 51 в окружном направлении в единицу времени. Затем полученный результат преобразуется в «расстояние в минуту». В результате может быть определено число оборотов в минуту. В отношении максимального числа оборотов в минуту предполагается, что для измерений отбирают 10 образцов базовых деталей 51, например, которые при визуальном наблюдении перемещаются относительно быстрее. То есть не представляется возможным, чтобы число оборотов в минуту вычислялось для каждой из множества базовых деталей 51. Поэтому максимальную величину числа оборотов в минуту показывает максимальная величина числа оборотов в минуту, вычисленная для определенных 10 базовых деталей 51. Определение максимального числа оборотов в минуту и конструктивное выполнение, обеспечивающее получение максимального числа оборотов в минуту, отраженные в пунктах формулы, должно быть основано на методе, описанном в этом параграфе.
В некоторых случаях направление перемещения базовых деталей 51 в ходе приведения их в движение меняется на обратное. Соответственно, можно способствовать уменьшению или предотвращению скапливания базовых деталей 51 на нижней части 12 гальванической ванны 10. Например, вращение двигателя 41 с электрическим приводом на стадии приведения в движение останавливают, и изменяют направление вращения двигателя 41 с электрическим приводом на обратное. Соответственно, можно способствовать уменьшению или предотвращению скапливания базовых деталей 51 на нижней части 12 гальванической ванны 10. В способе, в котором базовые детали 51 перемещаются под действием усилия, созданного магнитными телами 30, усилие для перемещения базовых деталей обеспечивается с трудом, и в некоторых случаях, также нелегко привести в движение базовые детали 51. Эту проблему можно избежать или ослабить за счет использования средств 40 приведения в движение, осуществляющих остановку и/или реверсирование движения во время стадии приведения в движение.
Если максимальное число оборотов в минуту базовой детали 51 велико, предполагается, что при перемещении базовых деталей 51 под действием центробежной силы в радиальном направлении наружу, вероятность контакта с нижним катодом 21 гальванической ванны 10 увеличивается. Однако, если максимальное число оборотов в минуту базовой детали 51 велико, существует опасность увеличения вероятности отсутствия подвода энергии к базовым деталям 51. В том случае, если вероятность отсутствия подвода энергии к базовым деталям 51 увеличилась, это может привести к вариации толщины слоя гальванического покрытия соответствующих базовых деталей 51 из множества базовых деталей 51. В связи с этим обстоятельством в настоящем изобретении максимальное число оборотов в минуту базовых деталей 51 в гальванической ванне 10 поддерживается меньше оптимальной величины. Соответственно, вариация толщины слоя гальванического покрытия может быть эффективно уменьшена. Необходимо отметить, что базовые детали 51, находящиеся в условиях отсутствия подвода к ним энергии, не находится в непосредственном контакте с нижним катодом 21 и электрически не соединены с нижним катодом через другие базовые детали 51. Специалисту в данной области техники может быть очевидно, что базовые детали 51, находящиеся в условии отсутствия подвода к ним энергии, могут находиться под негативным влиянием биполярного эффекта.
Для поддерживания по существу погруженного состояния, чем меньше масса базовых деталей 51, которые могут быть одновременно погружены, тем меньше может быть число оборотов в минуту; или для этой цели может быть задан радиус вращения базовых деталей или внутренний радиус гальванической ванны 10.
Максимальной скоростью вращения (об/мин) базовых деталей 51 в гальванической ванне 10 предпочтительно может быть число оборотов в минуту, которое является достаточным для поддерживания по существу погруженного состояния базовых изделий 51. Скорость вращения базовых деталей 51 изменяется в соответствии с загружаемым объемом базовых изделий 51, но в этом случае каждый из двух параметров, или загружаемая масса или число оборотов в минуту, предварительно может быть установлен так, чтобы поддерживалось по существу погруженное состояние базовых деталей. В некоторых случаях раствор электролита составляет от 20 до 30 литров, и загружаемая масса базовых деталей 51 составляет от 10 до 8000 грамм, и в гальванической ванне размещают магнитные тела объемом примерно от 50 см3 до 400 см3.
В некоторых случаях в устройстве для нанесения гальванического покрытия таком, как показано на фиг.20, максимальное число оборотов в минуту базовых деталей 51 в гальванической ванне 10 поддерживается на уровне менее 40 об/мин. В результате вариация толщины гальванического покрытия существенно снижается.
В некоторых случаях в устройстве для нанесения гальванического покрытия таком, как показано на фиг.20, максимальное число оборотов в минуту базовых деталей 51 в гальванической ванне 10 поддерживается на уровне менее 30 об/мин или 25 об/мин или 20 об/мин или 15 об/мин или 10 об/мин.
В некоторых случаях в устройстве для нанесения гальванического покрытия таком, как показано на фиг.24, максимальное число оборотов в минуту базовых деталей 51 в гальванической ванне 10 поддерживается на уровне менее 120 об/мин. В результате вариация толщины гальванического покрытия существенно снижается.
В некоторых случаях в устройстве для нанесения гальванического покрытия таком, как показано на фиг.24, максимальное число оборотов в минуту базовых деталей 51 в гальванической ванне 10 поддерживается на уровне менее 100 об/мин или 80 об/мин или 70 об/мин или 60 об/мин или 50 об/мин. Следует отметить, что в устройстве для нанесения гальванического покрытия таком, как показано на фиг.24 и описано выше, вероятность столкновений между базовыми деталями 51 можно регулировать за счет установления скорости вращения, но можно добавить тела для шлифовки и инициирования столкновений между этими шлифующими телами и базовыми деталями 51.
В некоторых случаях примера конструктивного выполнения устройства, представленного на фиг.26, в центре гальванической ванны 10 установлен полый или не полый цилиндр. Благодаря этому цилиндру траектория движения базовых деталей 51 ограничивается внешней в радиальном направлении стороной, т.е. движением над нижним катодом 21. Это может уменьшить возможность нахождения базовых деталей 51 в условии отсутствия подвода энергии. Следует отметить, что упомянутый цилиндр является нетокопроводящим и немагнитным. Даже в этом случае подобное воплощение может быть эффективным по сравнению с рассмотренным выше.
На фиг.27 представлен пример конструктивного выполнения, в котором нижний катод 21 и верхний анод 22 выполнены и размещены иным образом по сравнению с рассмотренными выше случаями выполнения. Нижний катод 21 выполнен в виде кольцеобразной проволоки. Подобным образом, верхний анод 322 также выполнен в виде кольцеобразной проволоки. Нижний катод закреплен в непосредственной близости от внутренней стенки 19 на нижней стороне гальванической ванны 10. Верхний анод 22 закреплен в непосредственной близости от внутренней стенки 19 со стороны отверстия 18 гальванической ванны 10. Даже в таком случае подобное воплощение, в дополнение к описанному выше, может быть подходящим.
В некоторых случаях примера, иллюстрируемого на фиг.28, приводящий в движение элемент 46 и/или его часть 461 в форме диска выполнены в виде плоской пластины. Кроме того, нижний катод 21 размещен на упомянутой выше фланцевой части 119. Даже в таком случае подобное воплощение, в дополнение к рассмотренному выше, может быть подходящим.
На фиг.29 на виде сверху схематически представлена застежка молния для понимания возможного разнообразия изделий с гальваническим покрытием. Изделием 5 с гальваническим покрытием может быть металлическая деталь, включенная в состав застежки молнии 8, например, ограничитель 81, бегунок 82 и язычок 83.
Демонстрационный пример 1
Демонстрационный пример 1 относится к примеру, в котором используют магнитные тела так, как это описано выше со ссылкой на фиг.20. Была использована гальваническая ванна, имеющая радиус 300 мм, глубину 150 мм, т.е. имеющая емкость 40 литров. Гальваническая ванна была выполнена из металла. К внутренней периферийной поверхности трубчатой части гальванической ванны был прикреплен лист резины, и к нижней части гальванической ванны был прикреплен элемент с низким коэффициентом трения, выполненный из полиэтилена. Обнаженный участок между слоем резины и элементом с низким коэффициентом трения использовали в качестве катода. То есть этот участок гальванической ванны используется в качестве катода. Катод был выполнен в форме сплошного кольца в окружном направлении. Анод был погружен в раствор в подвешенном состоянии. В качестве анода использовали медную проволоку. В качестве магнитных тел использовали штифты из нержавеющей стали. Штифт из нержавеющей стали имел длину 5 мм и диаметр 0,5 мм. Указанные штифты из нержавеющей стали объемом 100 см3 добавили в гальваническую ванну. В качестве базовых деталей были использованы пустотелые заготовки для пуговиц. Заготовка была изготовлена из латуни (Cu:Zn=65:35). Заготовка была обработана посредством проведения стадий обезжиривания и промывки. Масса загруженных пустотелых заготовок составляла 1 кг. Скорость вращения двигателя с электрическим приводом составляла 1800 об/мин. Скорость вращения раствора соответствовала 30 об/мин. Скорость вращения раствора определяли на основе наблюдения движущегося указателя. Скорость вращения пустотелых заготовок составляла менее 40 об/мин. Наблюдения показали, что по существу ко всем пустотелым заготовкам осуществлялся подвод энергии, и в результате был сформирован слой гальванического покрытия равномерной толщины.
Демонстрационный пример 2
Условия проведения опытов были такими же, как и в примере 1, за исключением того, что в ванну были загружены пустотелые заготовки весом 2 кг и штифты из нержавеющей стали объемом 200 см3. В результате наблюдений было отмечено, что по существу все пустотелые заготовки находились в условиях подвода энергии к заготовкам, и был сформирован слой гальванического покрытия равномерной толщины.
Демонстрационный пример 3
Условия проведения опытов были такими же, как и в примере 1, за исключением того, что были загружены пустотелые заготовки весом 3 кг и штифты из нержавеющей стали объемом 250 см3, и направление вращения двигателя с электрическим приводом изменяли на противоположное с периодичностью 30 секунд. Однако часть пустотелых заготовок не перемещалась надлежащим образом, и поэтому ожидалось, что в слое гальванического покрытия будет наблюдаться неоднородность цвета, однако это не подтвердилось.
Сходные результаты были получены при проведении подобных опытов для бегунков застежки-молнии, заменивших пустотелые заготовки пуговиц.
В приведенном выше описании раскрыто изделие с нанесенным гальваническим покрытием, соответствующее приведенному ниже определению.
Приложение 1
Изделие с гальваническим покрытием, содержащее:
базовую деталь (51), которая содержит один или большее количество металлических элементов базовой детали; и
слой (52) гальванического покрытия, который сформирован непосредственно на базовой детали (51), при этом
указанный слой (52) гальванического покрытия содержит по меньшей мере первый металлический элемент слоя гальванического покрытия и второй металлический элемент слоя гальванического покрытия, который отличается от первого металлического элемента слоя гальванического покрытия; при этом
второй металлический элемент слоя гальванического покрытия представляет собой металлический элемент, идентичный по меньшей мере одному из одного или большего числа металлических элементов базовой детали, и при этом
содержание второго металлического элемента слоя гальванического покрытия в слое (52) гальванического покрытия непрерывно уменьшается с удалением от базовой детали (51) в направлении толщины слоя (52) гальванического покрытия и/или не существует отчетливой границы раздела между базовой деталью (51) и слоем (52) гальванического покрытия.
Признаки, изложенные в пп.9-19 формулы изобретения на дату подачи заявки, являются эффективными для изделия с гальваническим покрытием, описанного в Приложении 1.
В приведенном выше описании было отмечено, что базовая деталь содержит один или большее количество металлических элементов базовой детали, и слой гальванического покрытия содержит по меньшей мере первый и второй металлические элементы слоя гальванического покрытия. Если желательно или необходимо, металлический элемент базовой детали, первый металлический элемент слоя гальванического покрытия и второй металлический элемент слоя гальванического покрытия в качестве альтернативы могут быть именованы первым металлическим элементом, вторым металлическим элементом и третьим металлическим элементом. В таком случае изобретение, охарактеризованное в формуле изобретения, может быть переопределено, как показано в следующем приложении.
Приложение 2
Изделие с гальваническим покрытием, содержащее:
базовую деталь (51), которая содержит один или большее количество первых металлических элементов; и
слой (52) гальванического покрытия, который сформирован непосредственно на базовой детали (51), при этом
указанный слой (52) гальванического покрытия содержит по меньшей мере второй металлический элемент и третий металлический элемент, который отличается от второго металлического элемента; при этом
третий металлический элемент представляет собой металлический элемент, идентичный по меньшей мере одному из одного или большего числа первых металлических элементов, и при этом
содержание третьего металлического элемента в слое (52) гальванического покрытия непрерывно уменьшается с удалением от базовой детали (51) в направлении толщины слоя (52) гальванического покрытия и/или не существует отчетливой границы раздела между базовой деталью (51) и слоем (52) гальванического покрытия.
Признаки, изложенные в пп.9-19 формулы изобретения на дату подачи заявки, являются эффективными для изделия с гальваническим покрытием, описанного в Приложении 2 с необходимой заменой используемых терминов.
В приведенном выше описании отмечено, что признак «содержание второго металлического элемента слоя гальванического покрытия непрерывно уменьшается с удалением от базовой детали в направлении толщины слоя гальванического покрытия и/или между базовой деталью и слоем гальванического покрытия не существует отчетливой границы раздела» является одним из некоторых ключевых признаков. Однако следует отметить, что этот ключевой признак не является более значительным или лежит в основе других признаков. Например, могут быть понятными следующие изобретения.
Приложение 3
Изделие с гальваническим покрытием, содержащее
базовую деталь (51); и
слой (52) гальванического покрытия, который сформирован непосредственно на базовой детали (51), при этом
слой (52) гальванического покрытия содержит противоположную поверхность (52s), которая расположена оппозитно базовой детали (51), и на упомянутой противоположной поверхности (52s) двухмерно плотно образованы участки подобные твердым частицам и/или шишковидные участки.
Приложение 4
Изделие с гальваническим покрытием по приложению 3, в котором на упомянутой противоположной поверхности (52s) по существу отсутствуют трещины или точечные дефекты.
Приложение 5
Изделие с гальваническим покрытием по приложению 3 или 4, в котором
базовая деталь (51) содержит один или большее количество металлических элементов базовой детали; при этом
слой (52) гальванического покрытия, содержит по меньшей мере первый металлический элемент слоя гальванического покрытия и второй металлический элемент слоя гальванического покрытия, который отличается от первого металлического элемента слоя гальванического покрытия; при этом
второй металлический элемент слоя гальванического покрытия представляет собой металлический элемент, идентичный по меньшей мере одному из одного или большего числа металлических элементов базовой детали, и при этом
содержание второго металлического элемента слоя гальванического покрытия в слое (52) гальванического покрытия непрерывно уменьшается с удалением от базовой детали (51) в направлении толщины слоя (52) гальванического покрытия и/или не существует отчетливой границы раздела между базовой деталью (51) и слоем (52) гальванического покрытия.
Принимая во внимание вышеизложенное, специалист в данной области техники может добавить к соответствующим воплощениям различные модификации. Цифровые обозначения в пунктах формулы предназначены только для ссылки, а не для узкого толкования объема формулы изобретения.
Перечень ссылочных номеров позиции
5. изделие с гальваническим покрытием
51 базовая деталь
52 слой гальванического покрытия
| название | год | авторы | номер документа |
|---|---|---|---|
| ГАЛЬВАНИЧЕСКАЯ ВАННА И СПОСОБ ПОЛУЧЕНИЯ ТВЕРДЫХ СТРУКТУРИРОВАННЫХ ХРОМОВЫХ СЛОЕВ | 1999 |
|
RU2202005C2 |
| СИСТЕМА И СПОСОБ НАНЕСЕНИЯ ПОКРЫТИЙ ИЗ МЕТАЛЛИЧЕСКИХ СПЛАВОВ ПОСРЕДСТВОМ ПРИМЕНЕНИЯ ГАЛЬВАНИЧЕСКОЙ ТЕХНОЛОГИИ | 2008 |
|
RU2473718C2 |
| Многослойное коррозионностойкое покрытие на основе бинарного сплава тугоплавкого металла Ni-W | 2017 |
|
RU2701607C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРОВОЛОКИ | 1996 |
|
RU2149225C1 |
| СПОСОБ НАНЕСЕНИЯ ГАЛЬВАНИЧЕСКОГО ПОКРЫТИЯ НА КРИСТАЛЛИЗАТОР УСТАНОВКИ НЕПРЕРЫВНОЙ РАЗЛИВКИ | 2003 |
|
RU2318631C2 |
| Способ электроосаждения покрытий | 1988 |
|
SU1544844A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЫРЧАТОЙ ПЛАСТИНЫ ДЛЯ РАСПЫЛИТЕЛЯ | 2013 |
|
RU2637737C2 |
| СПОСОБ ИЗВЛЕЧЕНИЯ БЛАГОРОДНЫХ МЕТАЛЛОВ ИЗ СОДЕРЖАЩИХ ИХ ПОКРЫТИЙ И ОСНОВНОГО МЕТАЛЛА ИЗ ЭЛЕКТРОННЫХ ДЕТАЛЕЙ, СОДЕРЖАЩИХ ПРОМЕЖУТОЧНЫЙ СЛОЙ С НИКЕЛЕВЫМ ПОКРЫТИЕМ | 2020 |
|
RU2781953C1 |
| РЕЗЬБОВОЕ СОЕДИНЕНИЕ ДЛЯ СТАЛЬНЫХ ТРУБ | 2006 |
|
RU2364781C1 |
| СПОСОБ ЭЛЕКТРОЛИТНО-ПЛАЗМЕННОЙ ОБРАБОТКИ ПОВЕРХНОСТИ МЕТАЛЛОВ | 2013 |
|
RU2537346C1 |
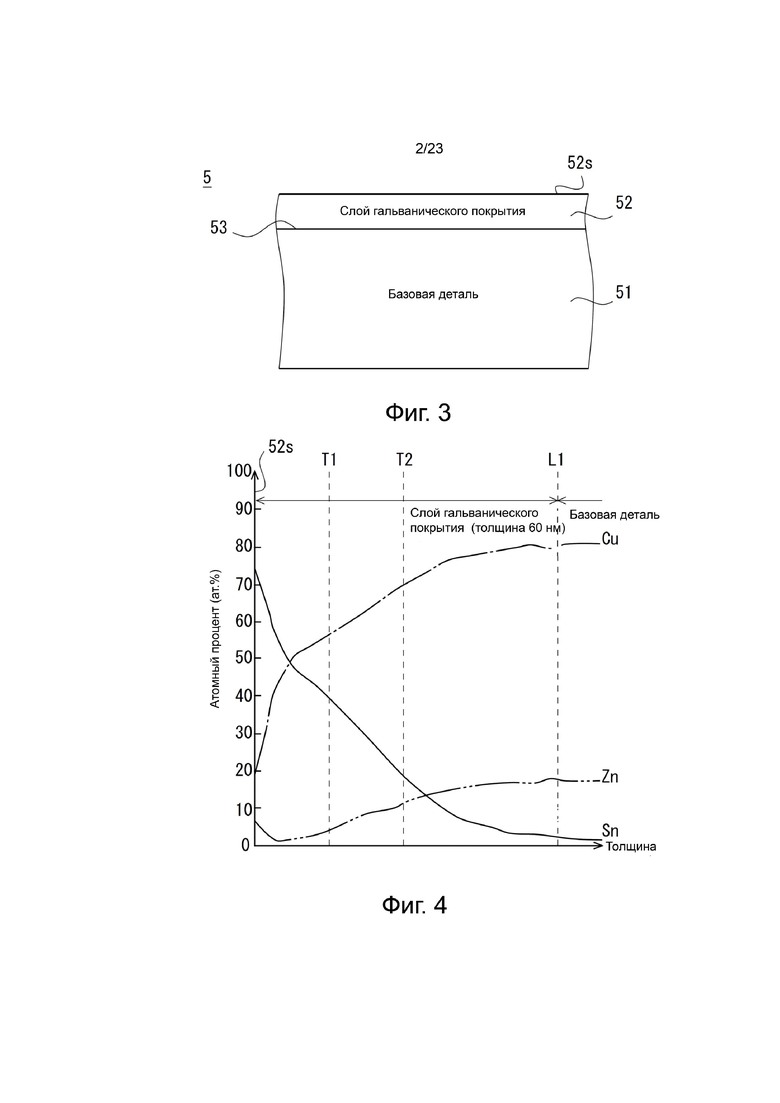
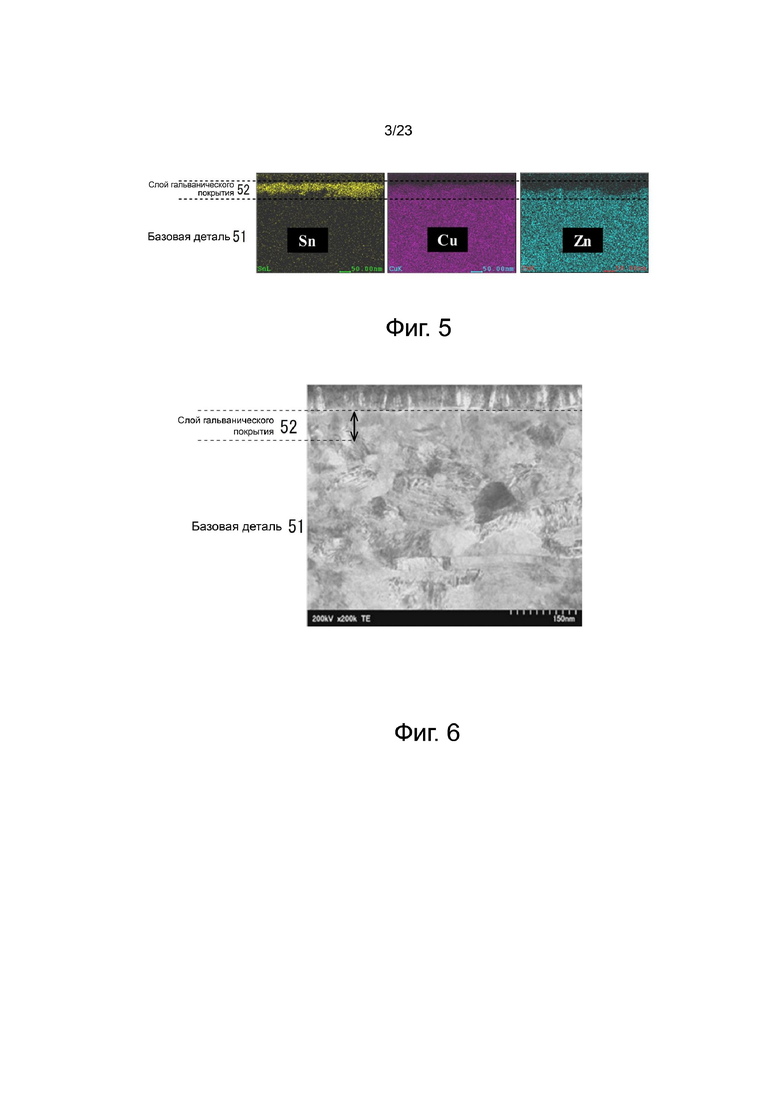
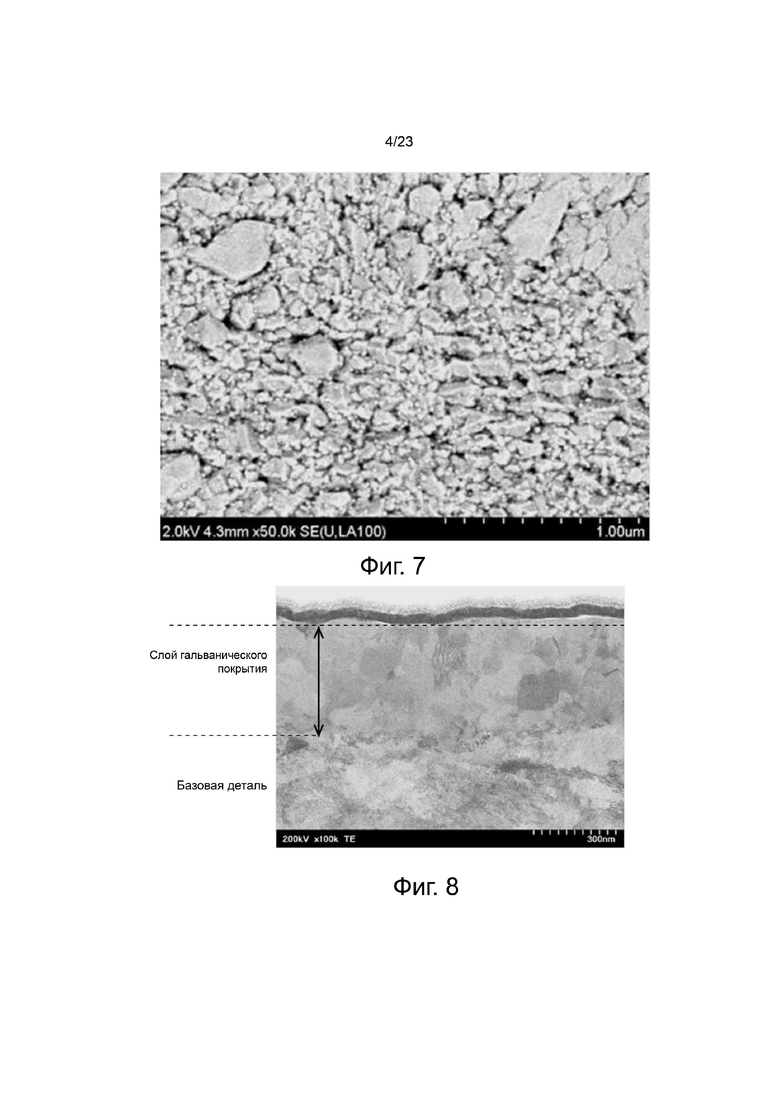
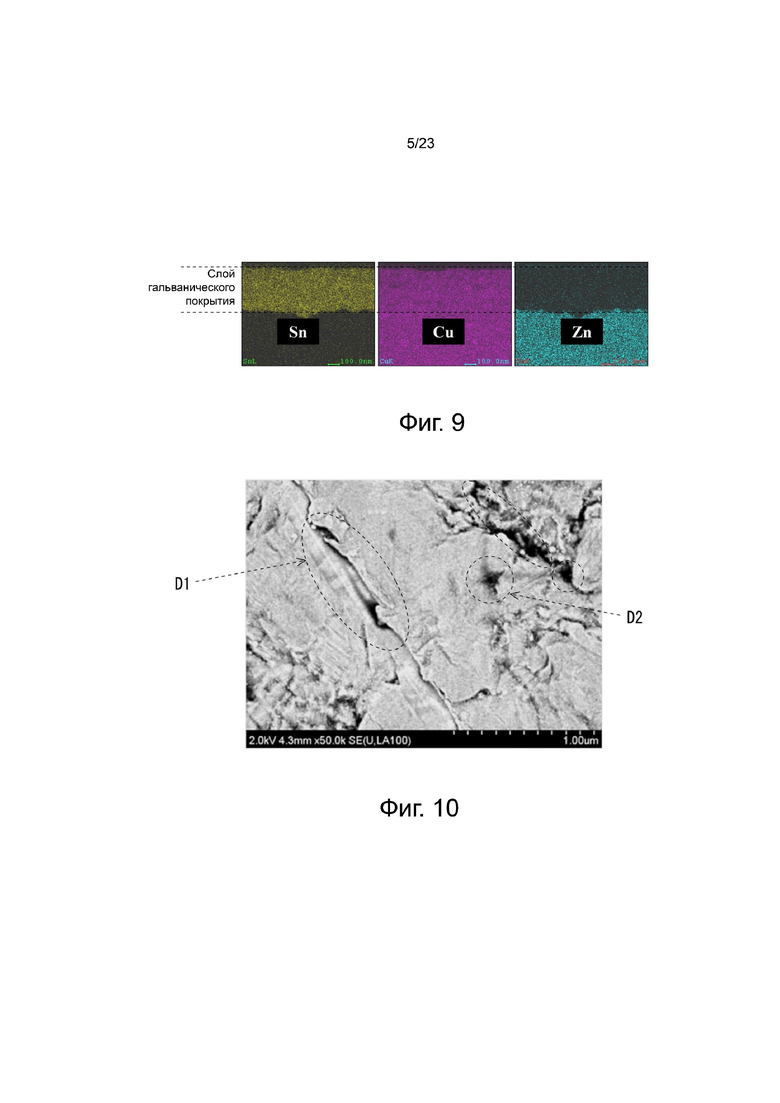
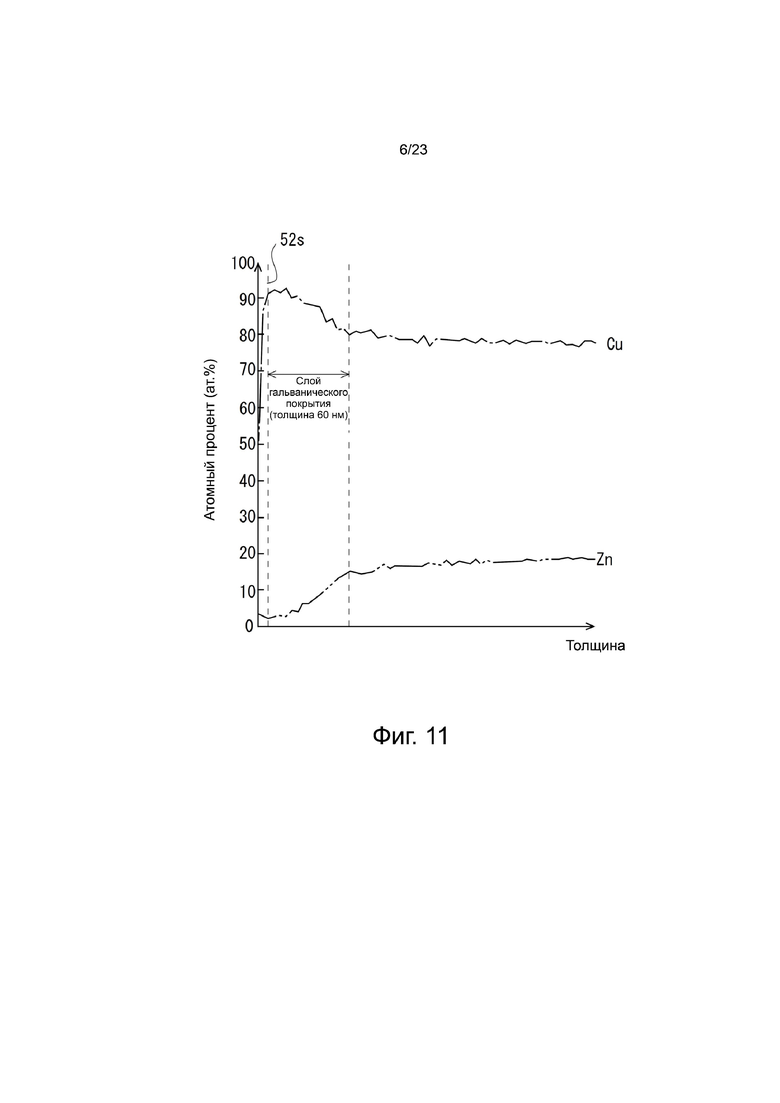
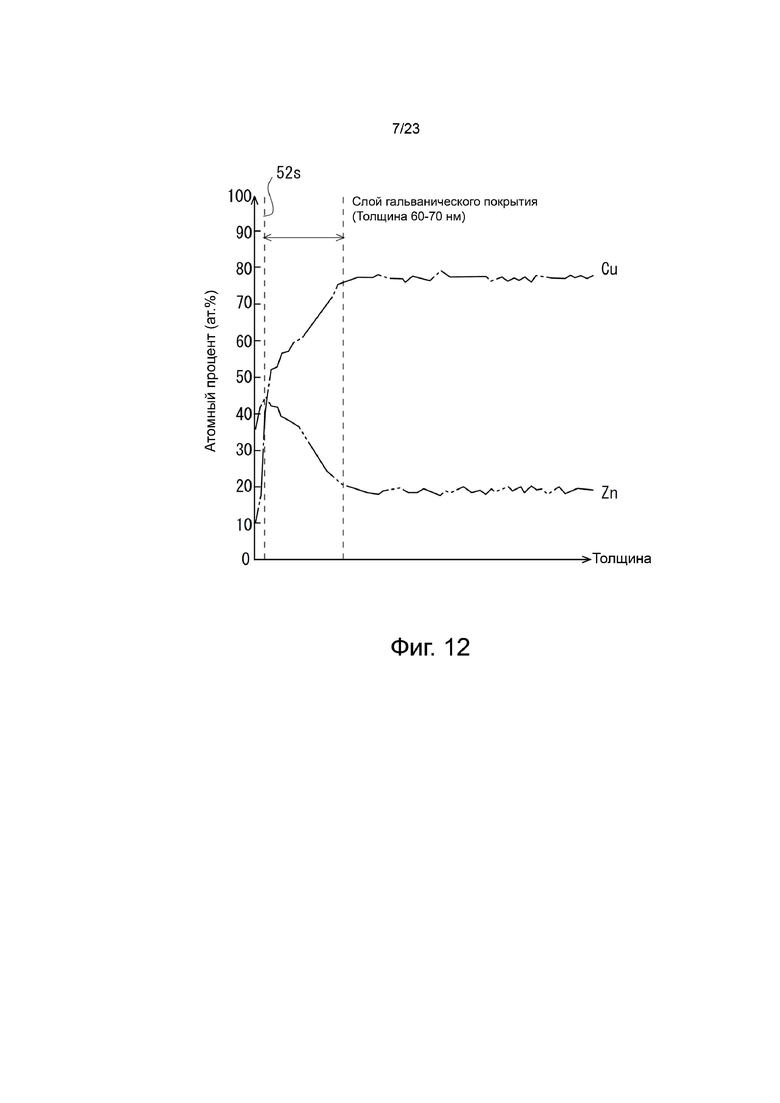
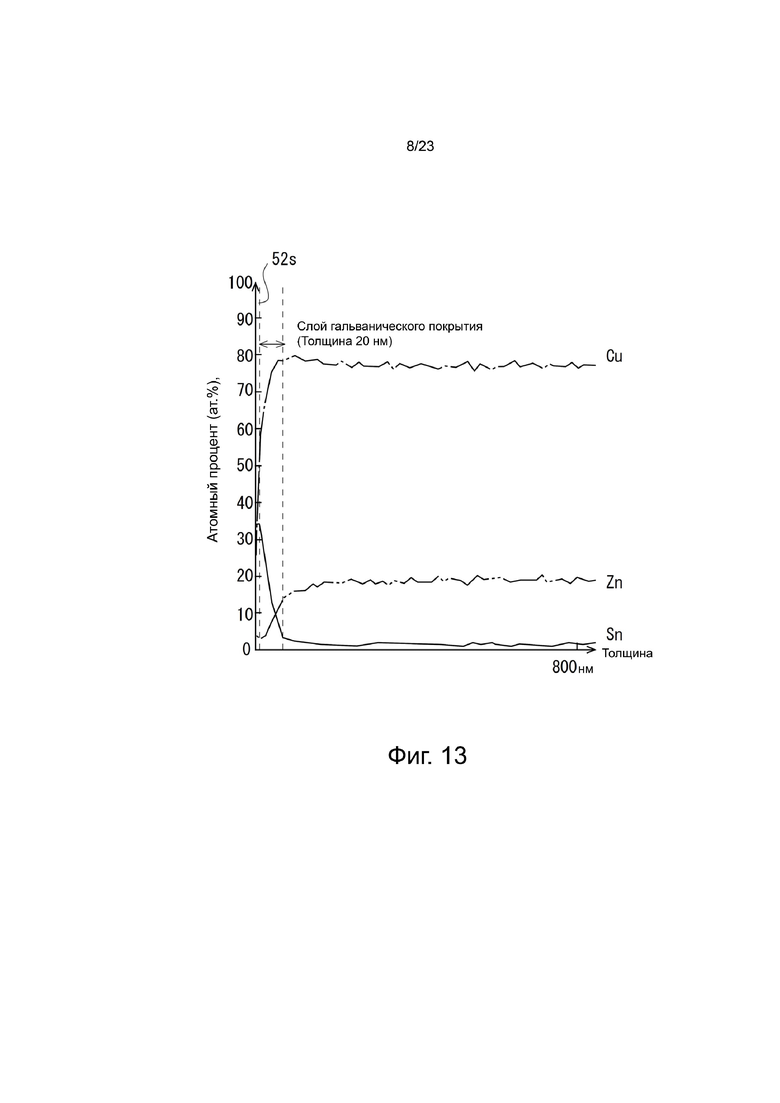
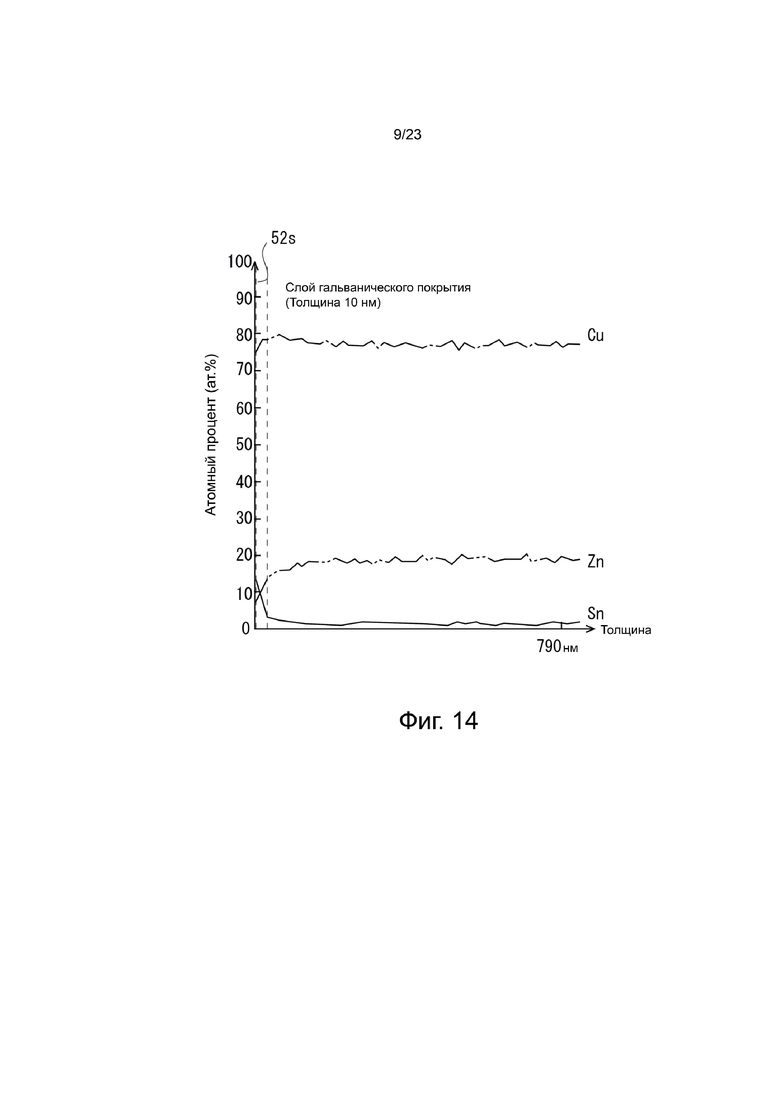
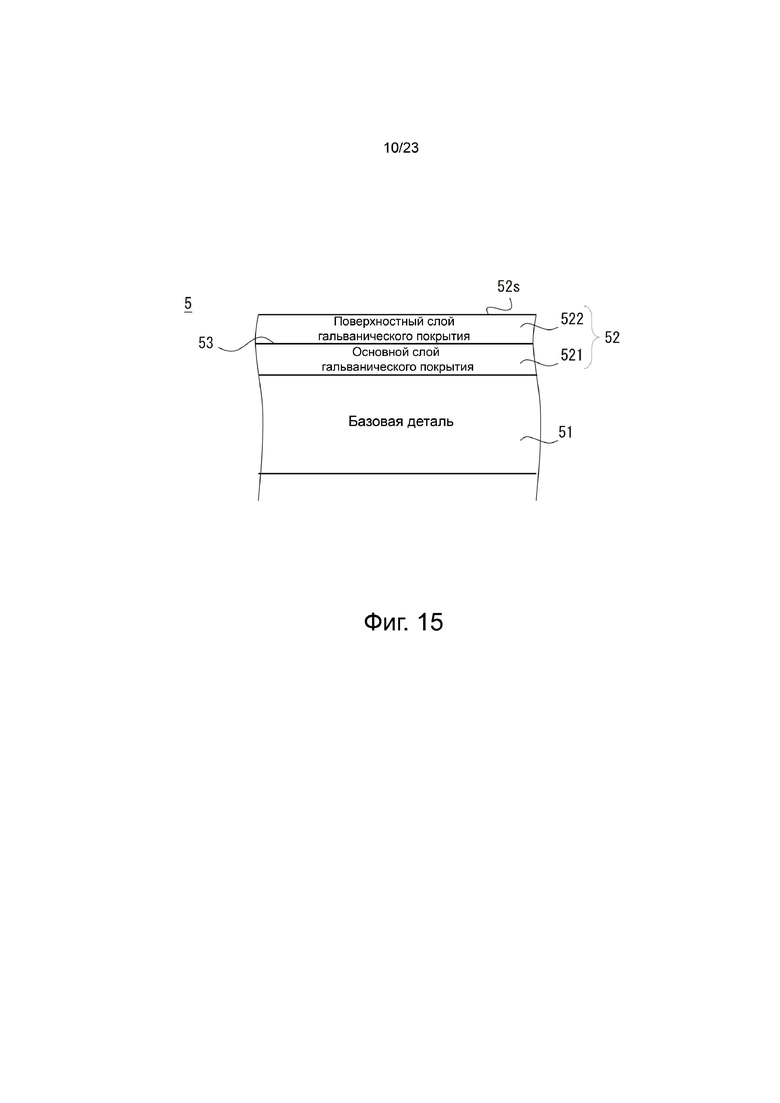
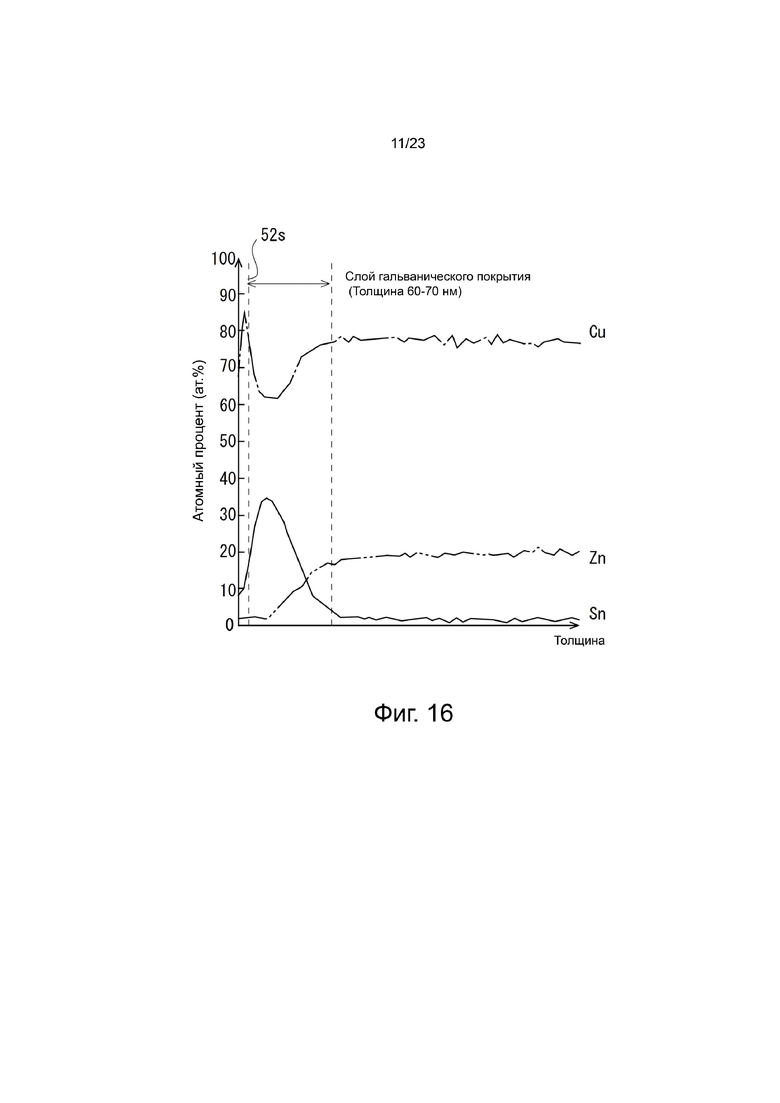
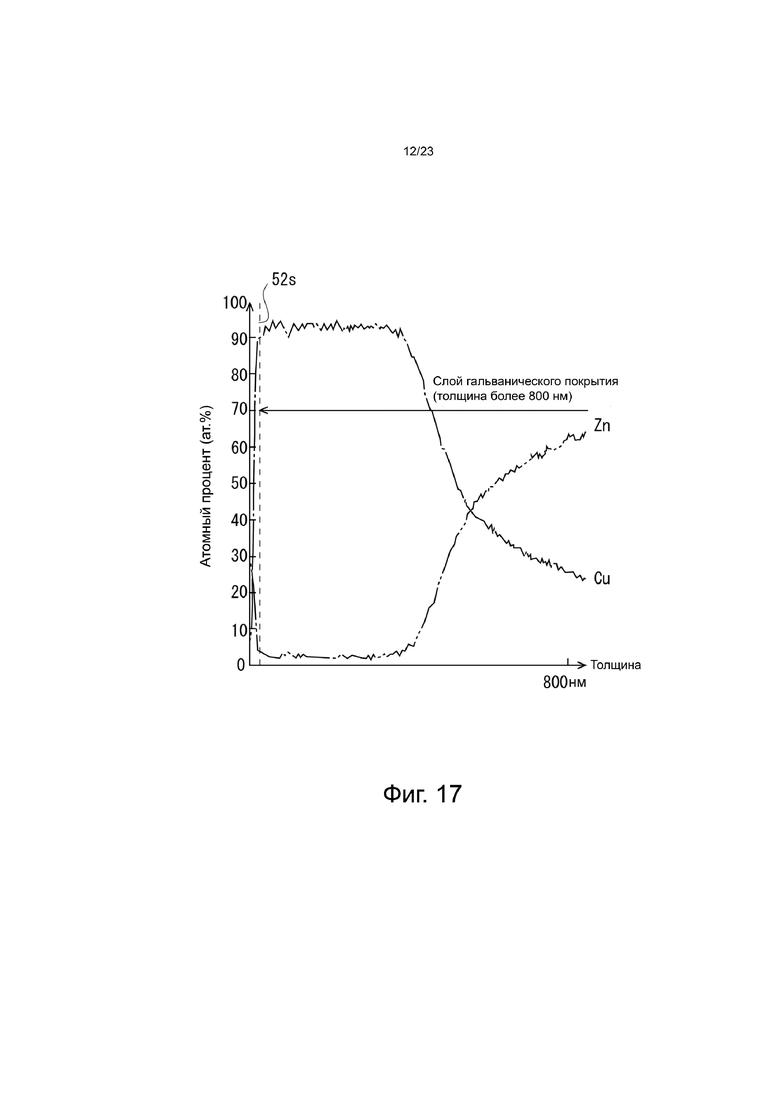
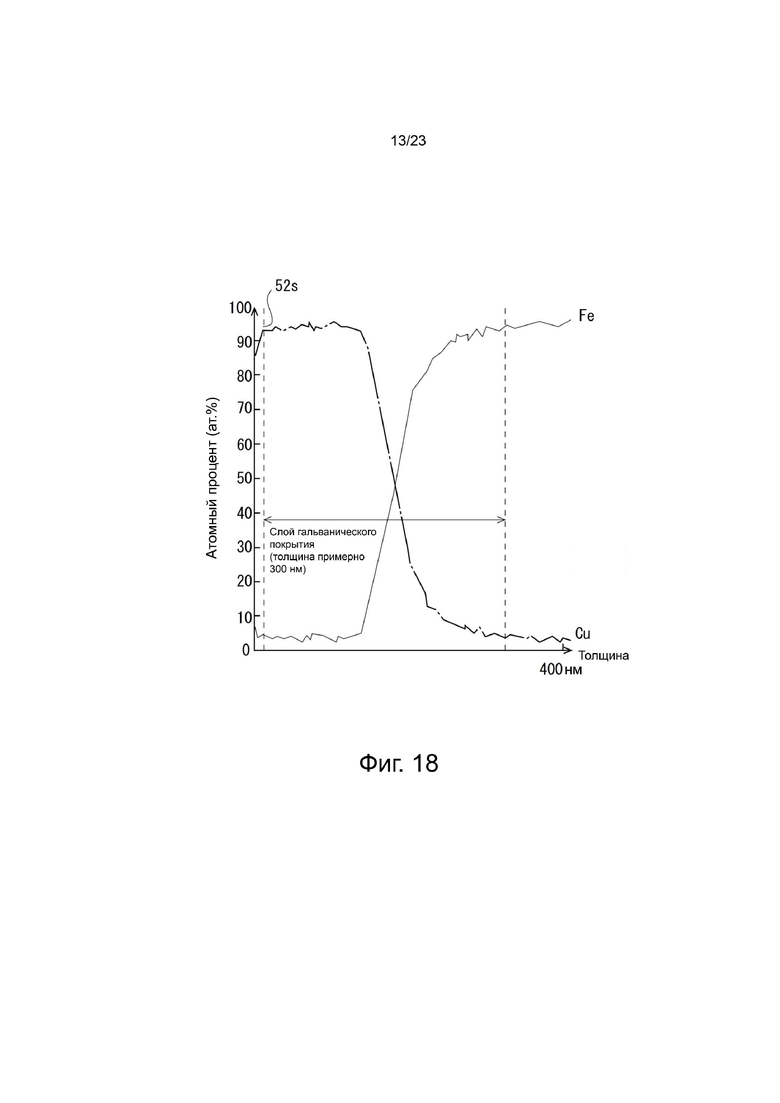
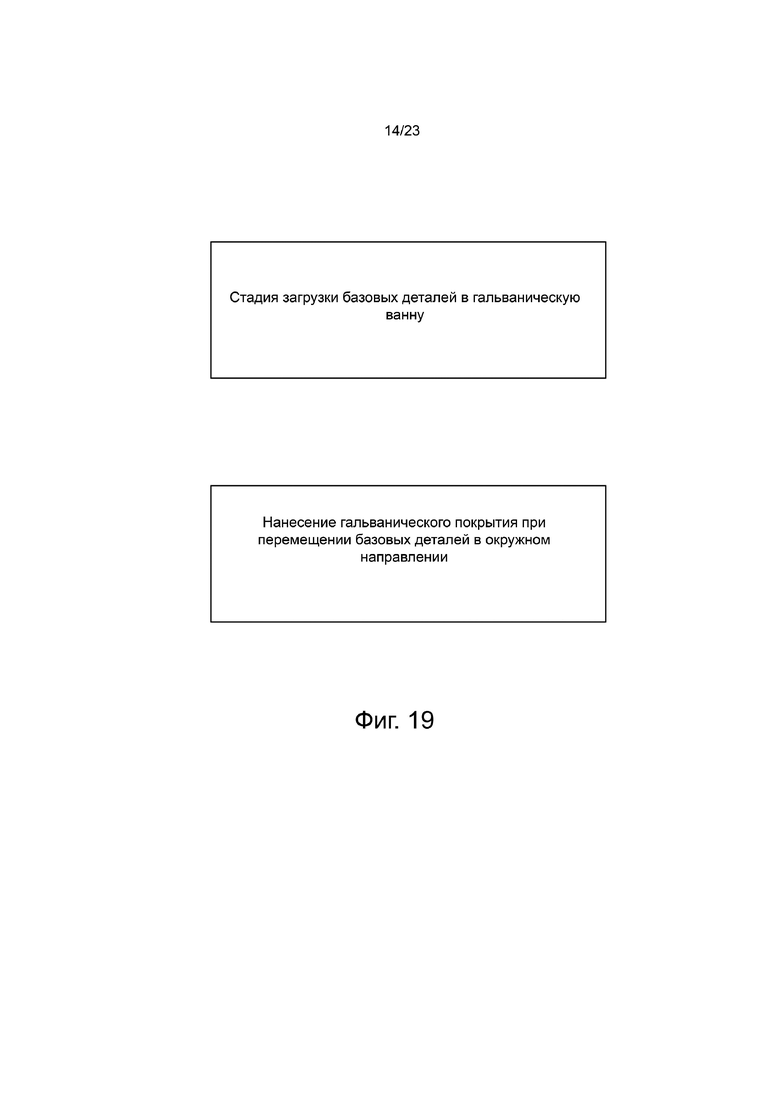
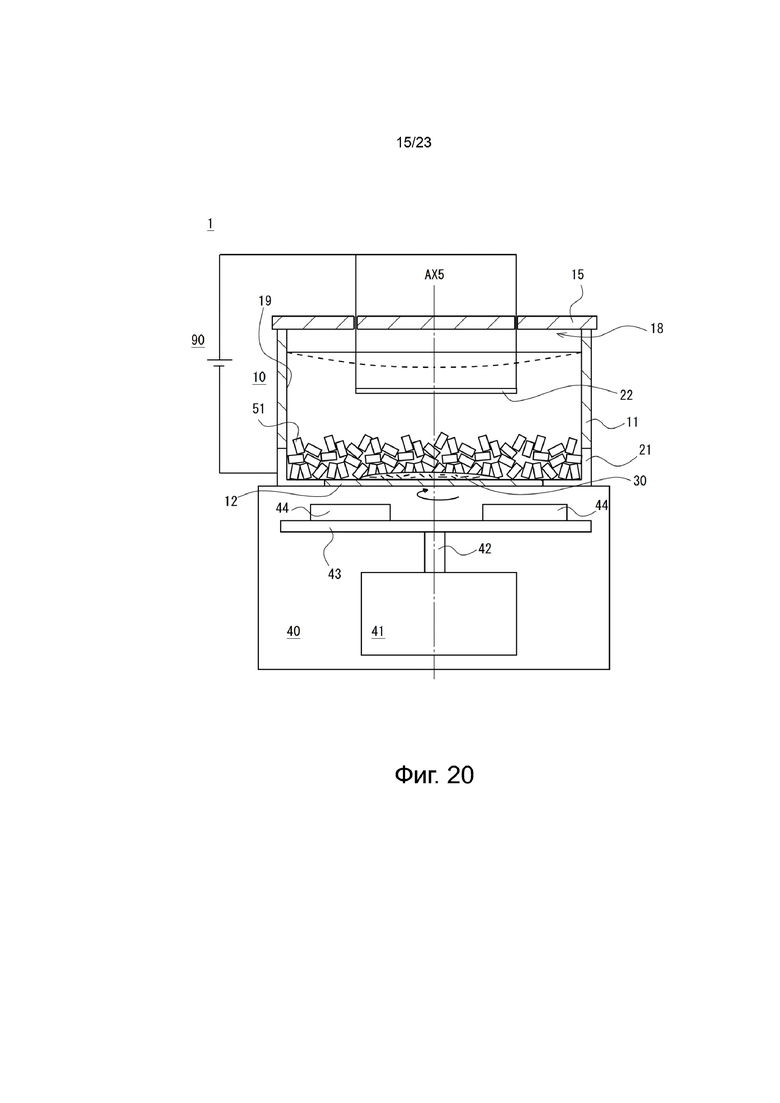
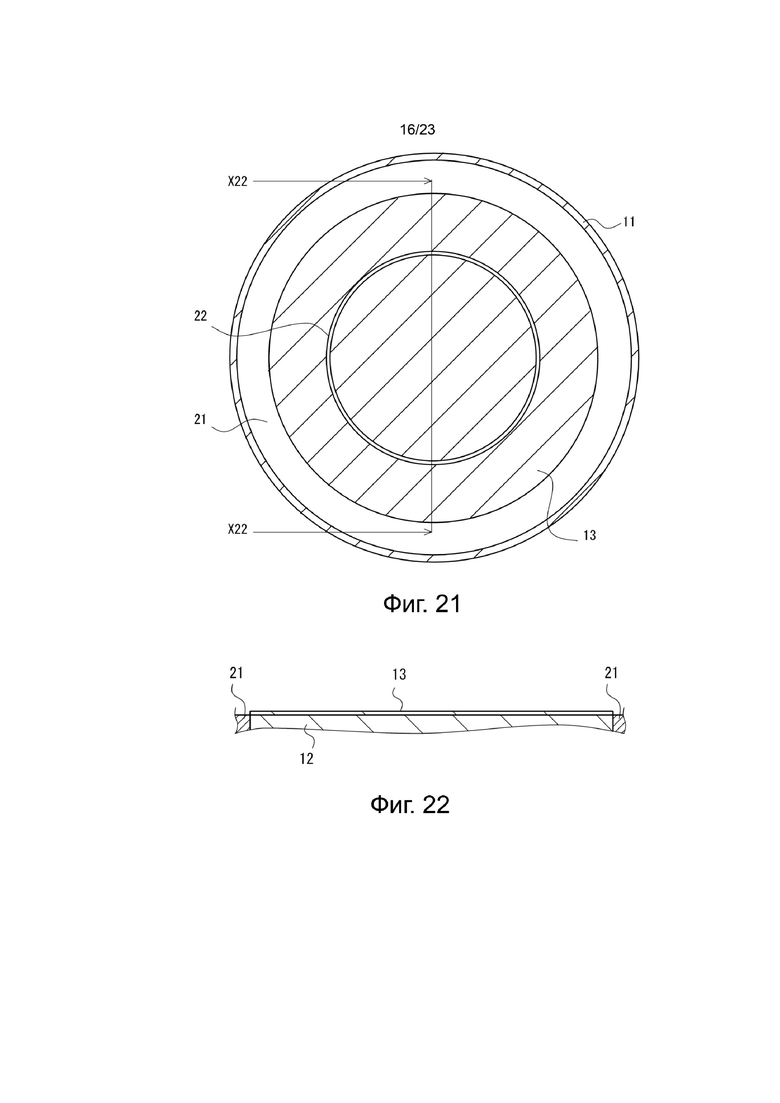
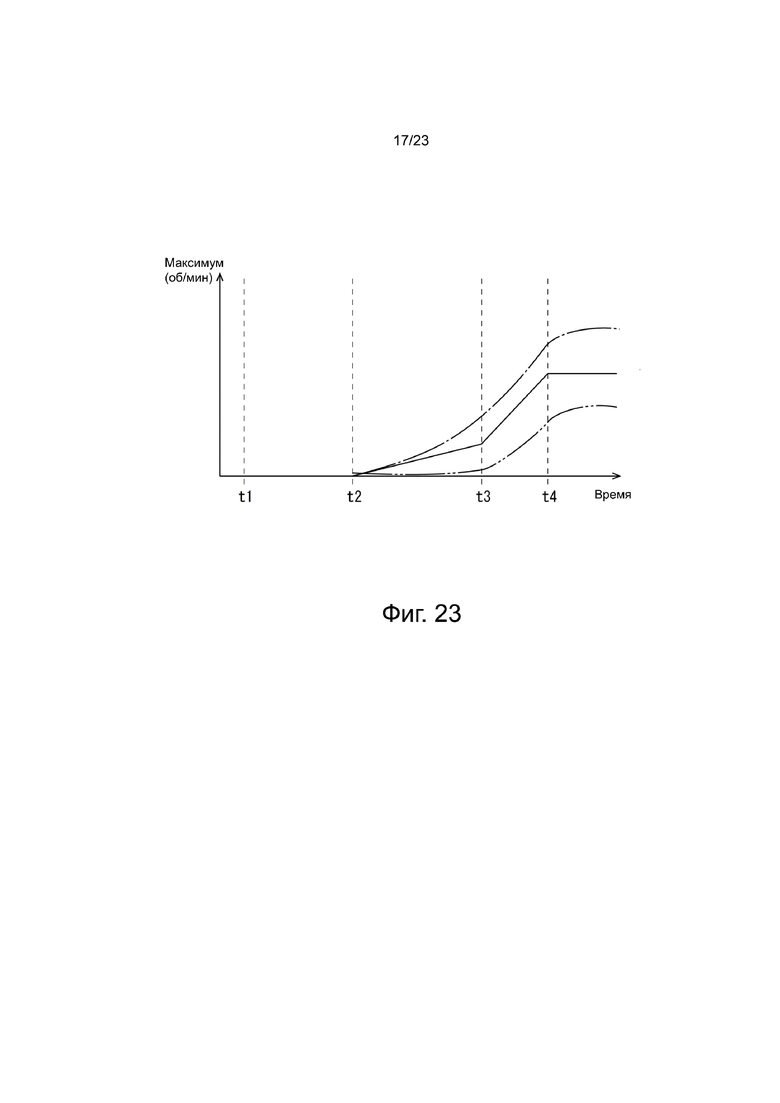
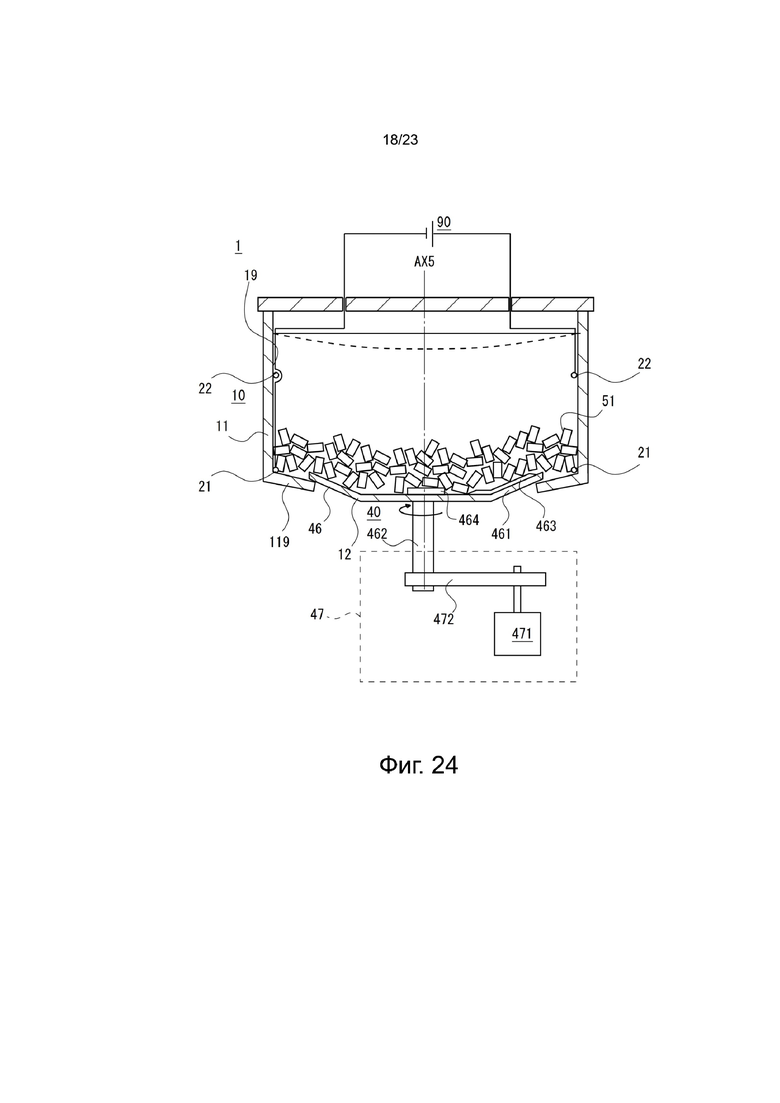
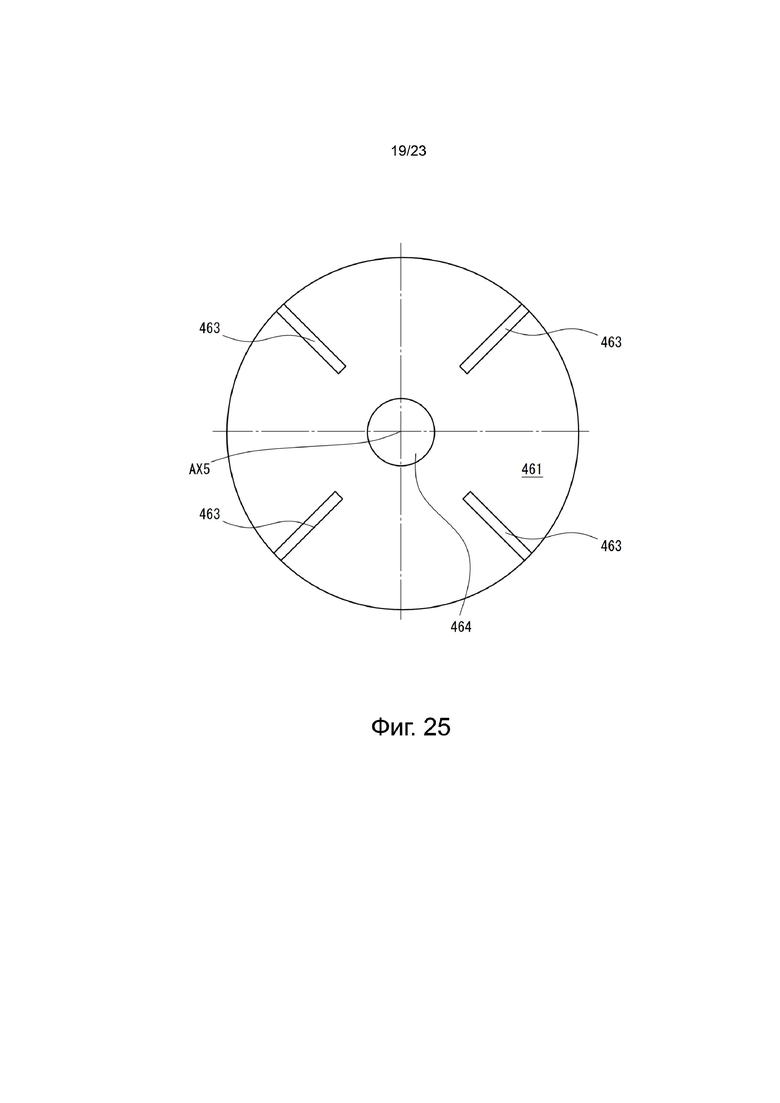
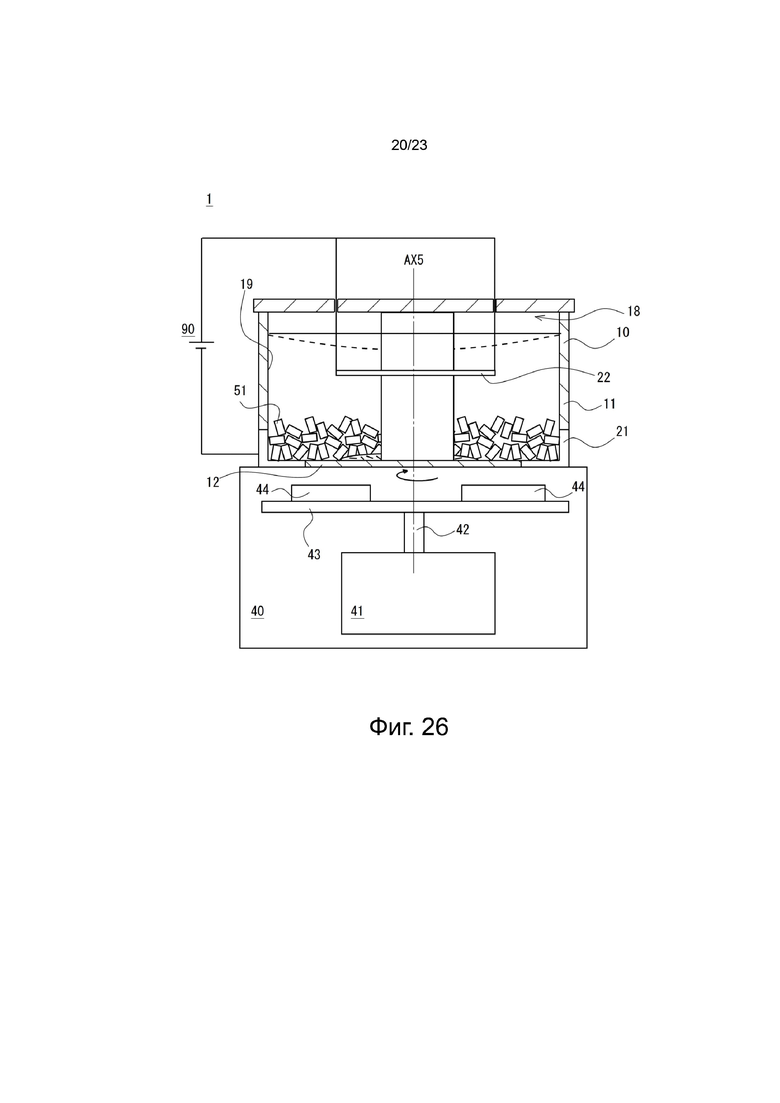
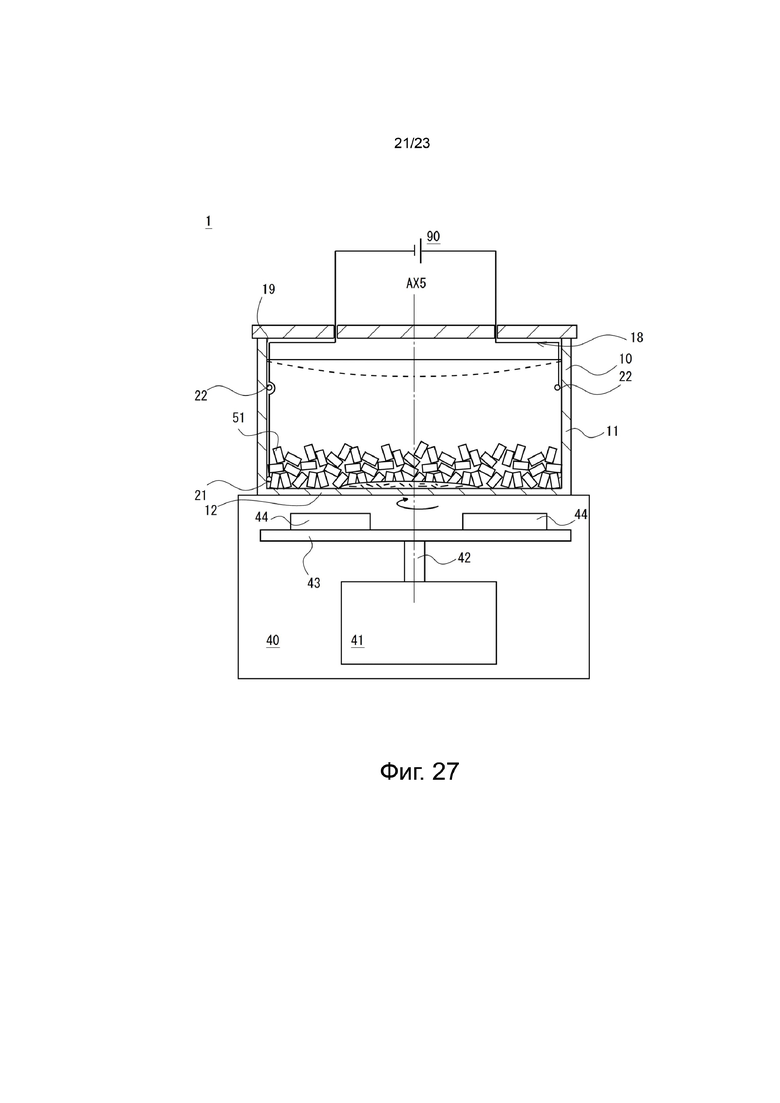
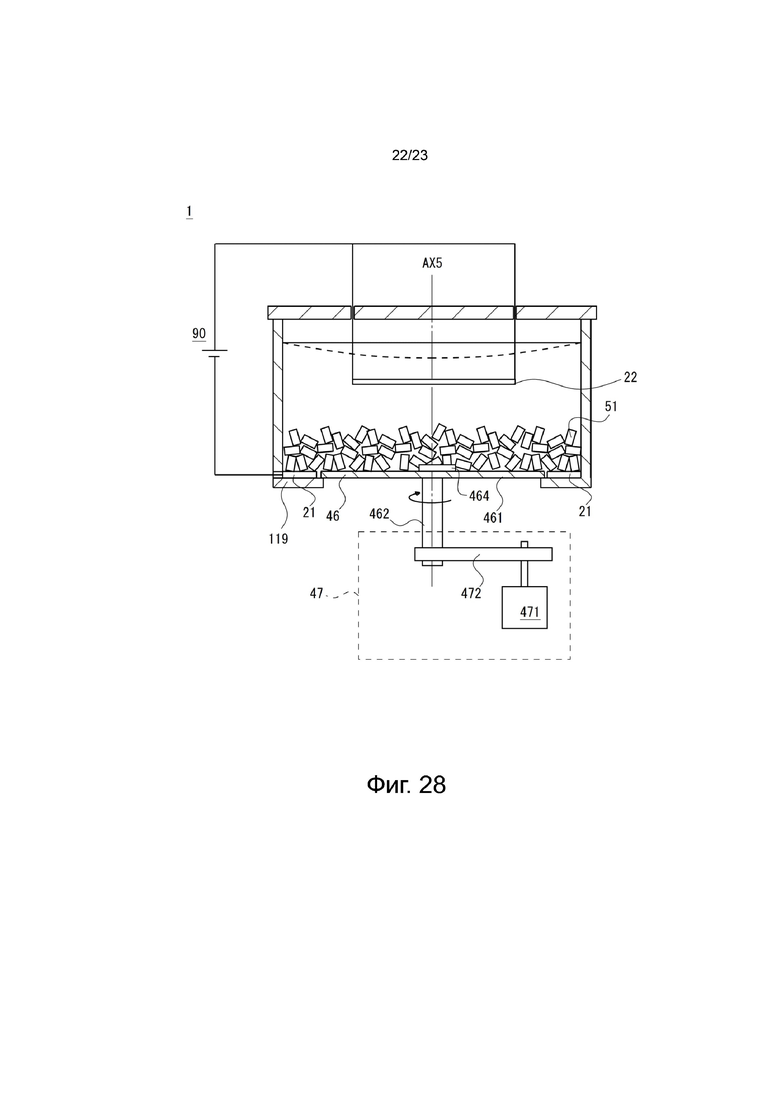
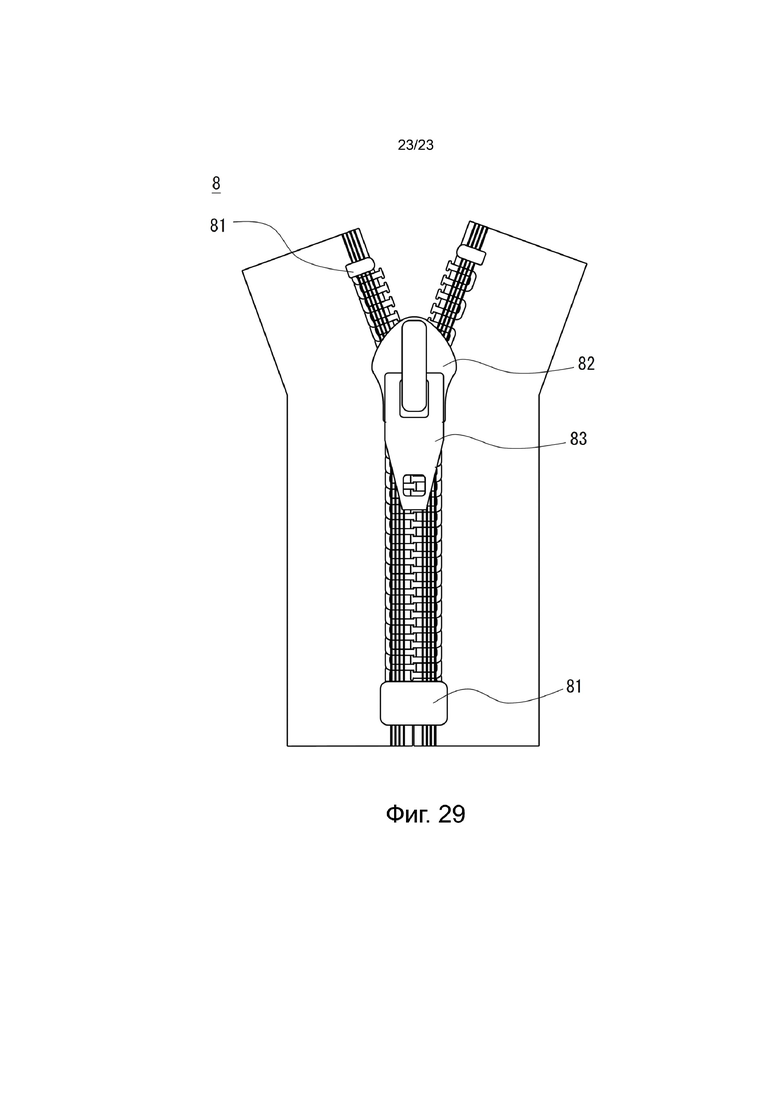
Изобретение относится к области гальванотехники. Способ включает стадию приведения в движение множества деталей, которые погружены в электролит внутри гальванической ванны, так что базовые детали перемещаются в окружном направлении вдоль внутренней стенки ванны; и стадию нанесения гальванического покрытия на множество деталей, которые перемещаются в окружном направлении в растворе электролита внутри ванны. Перемещение множества деталей в окружном направлении вызвано перемещением магнитных тел в окружном направлении в растворе электролита внутри ванны или вызвано вращением приводящего в движение элемента, размещенного на нижней стороне ванны. По меньшей мере одна из множества деталей, которые перемещают в окружном направлении в растворе электролита внутри ванны, соприкасается с нижним катодом, размещенным на нижней стороне ванны, и деталь, расположенная выше относительно указанной детали, соприкасающейся с нижним катодом, электрически соединена с указанным нижним катодом посредством по меньшей мере указанной детали, контактирующей с нижним катодом. Технический результат: улучшение сцепления слоя гальванического покрытия с базовой деталью. 2 н. и 25 з.п. ф-лы, 2 пр., 29 ил.
1. Способ нанесения гальванического покрытия, включающий
стадию приведения в движение множества базовых деталей (51), которые были погружены в раствор электролита внутри гальванической ванны (10), таким образом, что базовые детали перемещаются в окружном направлении вдоль внутренней стенки (19) гальванической ванны (10); и
стадию нанесения гальванического покрытия на множество базовых деталей (51), которые перемещаются в окружном направлении в растворе электролита внутри гальванической ванны (10), при этом
перемещение множества базовых деталей (51) в окружном направлении вызвано перемещением магнитных тел (30) в окружном направлении в растворе электролита внутри гальванической ванны (10) или вызвано вращением приводящего в движение элемента (46), размещенного на нижней стороне гальванической ванны (10), при этом
по меньшей мере одна из множества базовых деталей (51), которые перемещаются в окружном направлении в растворе электролита внутри гальванической ванны (10), соприкасается с нижним катодом (21), размещенным на нижней стороне гальванической ванны (10), и базовая деталь (51), находящаяся выше относительно указанной базовой детали (51), соприкасающейся с нижним катодом (21), электрически соединена с указанным нижним катодом (21) посредством по меньшей мере указанной базовой детали (51), соприкасающейся с нижним катодом (21).
2. Способ нанесения гальванического покрытия по п.1, в котором нижний катод (21) проходит в окружном направлении вблизи внутренней стенки (19), которая находится на нижней стороне трубчатой части (11) гальванической ванны (10).
3. Способ нанесения гальванического покрытия по п.1 или 2, в котором верхний анод (22), находящийся выше относительно нижнего катода (21), расположен вдоль окружного направления.
4. Способ нанесения гальванического покрытия по любому из пп.1-3, в котором приводящий в движение элемент (46) установлен с возможностью вращения на нижней стороне гальванической ванны (10) и образует по меньшей мере часть нижней части гальванической ванны (10).
5. Способ нанесения гальванического покрытия по любому из пп.1-4, в котором гальваническая ванна (10) содержит трубчатую часть (11), и указанная трубчатая часть (11) является неподвижным элементом.
6. Способ нанесения гальванического покрытия по любому из пп.1-5, в котором магнитные тела (30) представляют собой элементы, подобные стержням, или иглоподобные элементы.
7. Способ нанесения гальванического покрытия по любому из пп.1-6, в котором максимальное число оборотов в минуту базовых деталей (51) внутри гальванической ванны составляет менее 40 об/мин.
8. Способ нанесения гальванического покрытия по любому из пп.1-7, в котором базовая деталь (51) содержит один или большее количество металлических элементов базовой детали, при этом
слой (52) гальванического покрытия сформирован непосредственно на базовой детали (51) посредством стадии осаждения гальванического покрытия, при этом слой (52) гальванического покрытия содержит по меньшей мере первый металлический элемент слоя гальванического покрытия и второй металлический элемент слоя гальванического покрытия, который отличается от первого металлического элемента слоя гальванического покрытия, при этом
второй металлический элемент слоя гальванического покрытия представляет собой металлический элемент, идентичный по меньшей мере одному из одного или большего количества металлических элементов базовой детали, и при этом
содержание второго металлического элемента слоя гальванического покрытия в слое (52) гальванического покрытия непрерывно уменьшается с удалением от базовой детали (51) в направлении толщины слоя (52) гальванического покрытия и/или между базовой деталью (51) и слоем (52) гальванического покрытия не существует отчетливой границы раздела.
9. Способ нанесения гальванического покрытия по п.8, в котором толщина части слоя (52) гальванического покрытия, на которой содержание второго металлического элемента слоя гальванического покрытия непрерывно уменьшается по мере удаления от базовой детали (51) в направлении толщины, равна или более 10 нм, или 20 нм, или 60 нм.
10. Способ нанесения гальванического покрытия по п.8 или 9, в котором толщина части слоя (52) гальванического покрытия, на которой содержание второго металлического элемента слоя гальванического покрытия непрерывно уменьшается по мере удаления от базовой детали (51) в направлении толщины, равна или менее 80 нм, или 60 нм, или 30 нм, или 20 нм.
11. Способ нанесения гальванического покрытия по любому из пп.8-10, в котором содержание первого металлического элемента слоя гальванического покрытия на поверхности слоя (52) гальванического покрытия составляет менее 100% или 90%.
12. Способ нанесения гальванического покрытия по любому из пп.8-11, в котором толщина слоя (52) гальванического покрытия равна или менее 150 нм или 100 нм.
13. Способ нанесения гальванического покрытия по любому из пп.8-12, в котором слой (52) гальванического покрытия имеет противоположную поверхность (52s), которая расположена оппозитно базовой детали (51), при этом уменьшение содержания второго металлического элемента слоя гальванического покрытия в слое (52) гальванического покрытия продолжается вплоть до противоположной поверхности (52s) или до толщины слоя, близкой к указанной противоположенной поверхности (52s) в направлении толщины слоя (52) гальванического покрытия.
14. Способ нанесения гальванического покрытия по любому из пп.8-13, в котором базовая деталь (51) содержит множество металлических элементов базовой детали, слой (52) гальванического покрытия содержит множество вторых металлических элементов слоя гальванического покрытия, и соответствующие содержания вторых металлических элементов слоя гальванического покрытия в слое (52) гальванического покрытия уменьшаются с удалением от базовой детали (51) в направлении толщины слоя (52) гальванического покрытия.
15. Способ нанесения гальванического покрытия по любому из пп.8-14, в котором содержание первого металлического элемента слоя гальванического покрытия в слое (52) гальванического покрытия уменьшается по мере приближения к базовой детали (51) в направлении толщины слоя (52) гальванического покрытия.
16. Способ нанесения гальванического покрытия по любому из пп.8-15, в котором базовая деталь (51) выполнена из металла или сплава, по меньшей мере содержащего медь в качестве металлического элемента базовой детали.
17. Способ нанесения гальванического покрытия по любому из пп.8-16, в котором слой (52) гальванического покрытия представляет собой металл или сплав, по меньшей мере содержащий олово в качестве первого металлического элемента слоя гальванического покрытия.
18. Способ нанесения гальванического покрытия по любому из пп.8-17, в котором слой (52) гальванического покрытия имеет противоположную поверхность (52s), которая расположена оппозитно базовой детали (51), и на указанной противоположной поверхности двухмерно плотно сформированы участки, подобные твердым частицам, и/или шишковидные участки.
19. Способ нанесения гальванического покрытия по любому из пп.8-18, в котором изделие (5) с нанесенным гальваническим покрытием, содержащее базовую деталь (51) и слой (52) гальванического покрытия, представляет собой по меньшей мере часть детали (7) одежды.
20. Устройство для нанесения гальванического покрытия, содержащее
гальваническую ванну (10), заполненную раствором электролита, при этом гальваническая ванна (10) содержит нижний катод (21), размещенный на нижней стороне гальванической ванны (10), и верхний анод (22), расположенный выше относительно нижнего катода (21);
средство (40) приведения в движение, которое вызывает перемещение множества базовых деталей (51), погруженных в раствор электролита внутри гальванической ванны (10), в окружном направлении вдоль внутренней стенки (19) гальванической ванны (10), при этом
перемещение множества базовых деталей (51) вдоль окружного направления вызвано перемещением магнитных тел (30) в окружном направлении в растворе электролита внутри гальванической ванны (10) или вызвано вращением приводящего в движение элемента (46), размещенного на нижней стороне гальванической ванны (10); и
по меньшей мере одна из множества базовых деталей (51), которые перемещаются в окружном направлении в растворе электролита внутри гальванической ванны (10), соприкасается с нижним катодом (21), и базовая деталь (51), находящаяся выше относительно указанной базовой детали (51), которая соприкасается с нижним катодом (21), электрически соединена с нижним катодом (21) посредством по меньшей мере указанной базовой детали (51), соприкасающейся с нижним катодом (21).
21. Устройство для нанесения гальванического покрытия по п.20, в котором средство (40) приведения в движение оказывает магнитное воздействие на множество магнитных тел (30) в растворе электролита внутри гальванической ванны (10) для перемещения множества магнитных тел (30) в окружном направлении, вызывая тем самым перемещение множества базовых деталей (51) в окружном направлении.
22. Устройство для нанесения гальванического покрытия по п.20, в котором средство (40) приведения в движение содержит приводящий в движение элемент (46), установленный с возможностью вращения на нижней стороне гальванической ванны (10); и средство (47) вращения, которое обеспечивает вращение приводящего в движение элемента (46).
23. Устройство для нанесения гальванического покрытия по п.22, в котором приводящий в движение элемент (46) содержит ряд радиально расположенных выступающих вверх лопаток (463).
24. Устройство для нанесения гальванического покрытия по любому из пп.20-23, в котором гальваническая ванна (10) содержит трубчатую часть (11), имеющую отверстие (18) в верхней части, которое обеспечивает загрузку или извлечение базовых деталей (51), а нижний катод (21) проходит вдоль окружного направления вблизи внутренней стенки (19) на нижней стороне трубчатой части (11).
25. Устройство для нанесения гальванического покрытия по п.24, в котором трубчатая часть (11) является неподвижным элементом.
26. Устройство для нанесения гальванического покрытия по любому из пп.20-25, в котором максимальное число оборотов в минуту базовых элементов (51) внутри гальванической ванны (10) составляет менее 40 об/мин.
27. Устройство для нанесения гальванического покрытия по любому из пп.20-26, в котором базовая деталь (51) содержит один или большее количество металлических элементов базовой детали, при этом
слой (52) гальванического покрытия сформирован непосредственно на базовой детали (51) и содержит по меньшей мере первый металлический элемент слоя гальванического покрытия и второй металлический элемент слоя гальванического покрытия, который отличается от первого металлического элемента слоя гальванического покрытия, при этом
второй металлический элемент слоя гальванического покрытия представляет собой металлический элемент, идентичный по меньшей мере одному из одного или большего количества металлических элементов базовой детали, и
содержание второго металлического элемента слоя гальванического покрытия в слое (52) гальванического покрытия непрерывно уменьшается по мере удаления от базовой детали (51) в направлении толщины слоя (52) гальванического покрытия, и/или между базовой деталью (51) и слоем (52) гальванического покрытия отсутствует отчетливая граница раздела.
| 0 |
|
SU153631A1 | |
| УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ ГАЛЬВАНИЧЕСКИХ ПОКРЫТИЙ | 2011 |
|
RU2464361C1 |
| WO 2016075828 A1, 19.05.2016. | |||

