Это изобретение относится к способу производства проволоки. Более конкретно, это изобретение относится к способу производства проволоки путем этапов формирования металлической фольги, последующей резки фольги для формирования одной или более жил проволоки и профилирования жил для придания проволоке необходимой формы и размеров поперечного сечения. Это изобретение, в частности, пригодно для изготовления медной проволоки.
Предпосылки создания изобретения
Обычный способ производства медной проволоки включает следующие этапы. Электролитная медь (электроочищенная, электровыделенная или обе) расплавляется, отливается в форме бруса и подвергается горячей прокатке для получения конфигурации стержня. Затем стержень подвергается холодной обработке, проходя через волочильные матрицы, которые последовательно уменьшают диаметр, одновременно увеличивая длину проволоки. В типичном процессе производства производитель стержней отливает расплавленную электролитную медь в брусок, имеющий, по существу, трапецеидальное поперечное сечение, с закругленными кромками и площадью сечения около 45,16 см2; этот брусок проходит подготовительный этап для выравнивания углов, после чего он пропускается через 12 клетей прокатного стана, из которых он выходит в форме медного стержня диаметром 7,94 мм. Затем диаметр медного стержня уменьшается до нужного размера проволоки путем пропускания стержня через стандартные круглые волочильные матрицы. Как правило, эти уменьшения диаметра происходят в расположенных последовательно станках с завершающим этапом отжига и, в некоторых случаях, с промежуточными этапами отжига, выполняемыми для смягчения обрабатываемой проволоки.
Обычный способ производства медной проволоки требует значительных затрат энергии и больших трудовых и материальных затрат. Операции плавки, отливки и горячей прокатки подвергают продукт окислению и потенциальному загрязнению инородными веществами, такими как огнеупорные материалы и материалы, из которых изготовлены прокатные ролики, что впоследствии может вызвать проблемы при протяжке проволоки, в основном, в форме разрывов проволоки.
Благодаря достоинствам способа согласно изобретению металлическая проволока изготовляется упрощенным и менее дорогим способом, по сравнению с предшествующим уровнем техники. В одном варианте воплощения изобретения в способе согласно изобретению в качестве сырья применяется зерненая медь, окись меди или вторично переработанная медь; этот способ не требует использования этапов предшествующего уровня техники, предусматривающих первоначальное изготовление медных катодов, последующей плавки, разливки и горячей прокатки катодов для создания запаса медных стержней.
Краткое описание сущности изобретения
Это изобретение относится к способу производства металлической проволоки, содержащему: (А) формирование металлической фольги; (В) резку фольги для формирования, по меньшей мере, одной жилы проволоки; и (C) профилирование жилы проволоки для придания жиле необходимых размеров и конфигурации сечения. Это изобретение, в частности, пригодно для изготовления медной проволоки, в особенности, медной проволоки с очень малым или сверхмалым диаметром, например с диаметрами, лежащими в пределах от около 0,005 мм до около 0,5 мм.
Краткое описание чертежей
На прилагаемых чертежах одинаковые детали и признаки обозначены одинаковыми цифрами.
На фиг. 1 изображена технологическая схема, иллюстрирующая один вариант воплощения изобретения, в котором медь осаждается в виде гальванического покрова на вертикально расположенном катоде, образуя медную фольгу, затем фольга подвергается продольной резке и снимается с катода в виде жилы медной проволоки, после чего медная проволока профилируется для придания медной проволоке необходимой формы и размеров сечения;
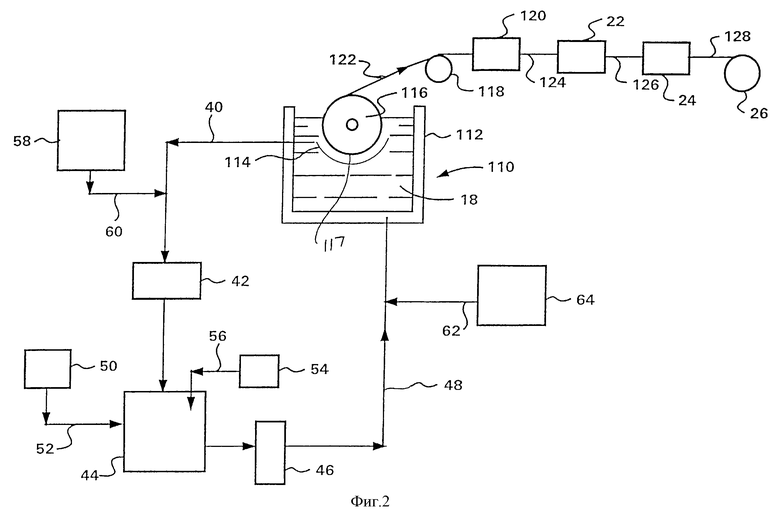
фиг. 2 изображает технологическую схему, иллюстрирующую другой вариант воплощения изобретения, в котором медь осаждается в виде гальванического покрова на горизонтально расположенном катоде, образуя медную фольгу, после чего фольга снимается с катода, режется с формированием одной или более жил медной проволоки, после чего жилы медной проволоки профилируются для придания медной проволоке необходимой формы и размеров сечения; и
фиг. 3-20 изображают формы поперечных сечений проволоки, изготовленной в соответствии с изобретением.
Описание предпочтительных вариантов воплощения изобретения
Проволока, изготовленная способом согласно изобретению, может быть из любого металла или металлического сплава, который первоначально может формироваться в металлическую фольгу. Примеры таких металлов включают медь, золото, серебро, олово, хром, цинк, никель, платину, палладий, железо, алюминий, сталь, свинец, латунь, бронзу и сплавы указанных металлов. Примеры таких сплавов включают сплавы меди с цинком, меди с серебром, меди с оловом и цинком, меди с фосфором, хрома с молибденом, никеля с хромом, никеля с фосфором и т.п. В особенности предпочтительны медь и сплавы на основе меди.
Металлическую фольгу изготовляют с использованием одного или двух технических приемов. Кованую или прокатанную металлическую фольгу производят механическим уменьшением толщины полосы или болванки из металла в ходе процесса, такого как прокатка. Гальваническую фольгу получают путем электролитического осаждения металла на катодном барабане и последующего отслаивания осажденной полосы с катода.
Металлическая фольга, как правило, имеет номинальную толщину приблизительно в пределах от 0,005 мм до 0,5 мм, и в одном варианте воплощения изобретения приблизительно от 0,10 мм до 0,36 мм. Толщина медной фольги иногда выражается в форме веса, и типичными (значениями) веса для фольги согласно настоящему изобретению являются значения веса или толщины приблизительно в пределах от 0,0038 до 0,42 г/см2. Пригодной медной фольгой является фольга, имеющая вес приблизительно от 0,09 до 0,3 г/см2. Медная фольга, являющаяся гальваническим покровом, особенно предпочтительна.
В одном варианте воплощения изобретения гальваническую медную фольгу получают в гальванопластической ванне, оснащенной катодом и анодом. Катод может быть установлен вертикально или горизонтально и выполнен в форме цилиндрического сердечника. Анод расположен рядом с катодом и имеет изогнутую конфигурацию, повторяющую конфигурацию катода для обеспечения равномерного промежутка между анодом и катодом. Промежуток между катодом и анодом, в целом, составляет приблизительно от 0,3 до 2 см. В одном варианте воплощения изобретения, анод нерастворимый и изготовлен из свинца, свинцового сплава или титана, покрытого металлом платиновой группы (например, Pt, Pd, lr, Ru) или их окислов. Катод имеет гладкую поверхность для приема электролитически осажденной меди, и поверхность, в одном варианте воплощения изобретения, изготовлена из нержавеющей стали, нержавеющей стали, имеющей хромовое покрытие, или титана.
В одном варианте воплощения изобретения гальванический покров из медной фольги формируется на горизонтально установленном вращающемся цилиндрическом катоде, после чего отслаивается в виде тонкого полотна при вращении барабана. Тонкое полотно медной фольги разрезается, образуя одну или более жил медной проволоки, и затем жилы медной проволоки профилируются для получения необходимой формы и размеров поперечного сечения.
В одном варианте воплощения изобретения медная фольга электролитически осаждается на вертикально установленный катод, формируя тонкую цилиндрическую оболочку из меди вокруг катода. Эта цилиндрическая оболочка из меди подвергается продольной резке, формируя тонкую жилу медной проволоки, которая отслаивается от катода и после этого профилируется для получения необходимой формы и размеров поперечного сечения.
В одном варианте воплощения изобретения раствор медного электролита протекает в промежутке между анодом и катодом, и электрический ток применяется для приложения эффективного напряжения между анодом и катодом для осаждения меди на катоде. Электрический ток может быть постоянным током или переменным током со смещением постоянного тока. Скорость потока раствора электролита, проходящего через промежуток между анодом и катодом, в целом, лежит в пределах, примерно, от 0,2 до 5 м/сек, и в одном варианте воплощения изобретения примерно от 1 до 3 м/сек. Раствор электролита имеет концентрацию чистой серной кислоты, в целом, примерно, в пределах от 70 до 170 г/л, и в одном варианте воплощения изобретения примерно от 80 до 120 г/л. Температура раствора электролита в гальванопластической ванне, в целом, лежит примерно, в пределах от 25 до 100oC, и в одном варианте воплощения изобретения примерно от 40 до 70oC. Концентрация ионов меди, в целом, лежит в пределах примерно от 40 до 150 г/л, и в одном варианте воплощения изобретения примерно от 70 до 130 г/л, и в одном варианте воплощения изобретения примерно от 90 до 110 г/л. Концентрация ионов чистого хлорида, в целом, составляет примерно до 330 частиц на миллион, и в одном варианте воплощения изобретения примерно до 150 частиц на миллион, и в одном варианте воплощения изобретения примерно до 100 частиц на миллион. В одном варианте воплощения изобретения концентрация ионов чистого хлорида составляет примерно до 20 частиц на миллион и в одном варианте воплощения изобретения до около 10 частиц на миллион, и в одном варианте воплощения изобретения примерно до 5 частиц на миллион, и в одном варианте воплощения изобретения примерно до 2 частиц на миллион, и в одном варианте воплощения изобретения примерно до 1 частицы на миллион. В одном варианте воплощения изобретения, концентрация ионов чистого хлорида составляет менее чем примерно 0,5 частиц на миллион или менее чем, примерно, 0,2 частиц на миллион, или менее чем, примерно, 0,1 частиц на миллион и в одном варианте воплощения изобретения она равна нулю или, по существу, нулю. Уровень примесей составляет, в целом, не более чем около 20 г/л, и типично, не более чем примерно 10 г/л. Плотность тока, в целом, лежит в пределах примерно от 538 до около 32280 А/м2, и в одном варианте воплощения изобретения примерно от 4304 до 19368 А/м2.
В одном варианте воплощения изобретения, медь выделяется при электролитическом осаждении с использованием вертикально установленного катода, вращающегося с окружной скоростью, составляющей до около, 400 м/сек, и в одном варианте воплощения изобретения приблизительно от 10 до 175 м/сек, и в одном варианте воплощения изобретения приблизительно от 50 до 75 м/сек, и в одном варианте воплощения изобретения приблизительно от 60 до 70 м/сек. В одном варианте воплощения изобретения, восходящий поток раствора электролита течет между вертикально установленными анодом и катодом со скоростью, лежащей приблизительно в пределах от 0,1 до 10 м/сек, и в одном варианте воплощения изобретения приблизительно от 1 до 4 м/сек, и в одном варианте воплощения изобретения приблизительно от 2 до 3 м/сек.
При электролитическом осаждении меди, раствор электролита может (необязательно) содержать один или более активных содержащих серу материалов. Термин "активный содержащий серу материал" относится к материалам, в целом, отличающимся наличием атома двухвалентной серы, обе связи которого непосредственно соединены с атомом углерода вместе с одним или более атомов азота, также непосредственно соединенных с атомом углерода. В этой группе соединений, двойная связь может, в некоторых случаях, существовать или чередоваться между атомом серы или азота и атомом углерода. Тиокарбамид является пригодным активным содержащим серу веществом. Пригодны тиокарбамиды, имеющие ядро  или изотиоцианиты, имеющие связь S=C=N-. Также пригодны тиосинамин (аллилтеомочевина) и тиосемикарбазид. Активное содержащее серу вещество должно быть растворимым в растворе электролита и совместимым с другими составляющими. Концентрация активного содержащего серу вещества в растворе электролита при электролитическом осаждении в одном варианте воплощения изобретения составляет, предпочтительно приблизительно до 20 частиц на миллион и в пределах приблизительно от 0,1 до 15 частиц на миллион.
или изотиоцианиты, имеющие связь S=C=N-. Также пригодны тиосинамин (аллилтеомочевина) и тиосемикарбазид. Активное содержащее серу вещество должно быть растворимым в растворе электролита и совместимым с другими составляющими. Концентрация активного содержащего серу вещества в растворе электролита при электролитическом осаждении в одном варианте воплощения изобретения составляет, предпочтительно приблизительно до 20 частиц на миллион и в пределах приблизительно от 0,1 до 15 частиц на миллион.
Медный раствор электролита может также (необязательно) содержать один или более желатинов. Применяемые здесь желатины являются неоднородными смесями растворимых в воде протеинов производных коллагена. Предпочтительным желатином является костяный клей, поскольку он относительно дешев, коммерчески доступен и удобен в обращении. Концентрация желатина в растворе электролита, в целом, достигает около 20 частей на миллион, и в одном варианте воплощения изобретения до около 10 частей на миллион, и в одном варианте воплощения изобретения в пределах приблизительно от 0,2 до 10 частей на миллион.
Медный раствор электролита может также (необязательно) содержать другие добавки, известные из предшествующего уровня техники, для регулирования качеств электролитически осажденной фольги. Примеры включают сахарин, кофеин, меляссу, гуаргум, гуммиарабик, полиалкиленгликоли (например, полиэтиленгликоль, полипропиленгликоль, полиизопропиленгликоль и т.д.), дитиотреитол, аминокислоты (например, пролин, гидроксипролин, цистин и т.д.), акриламид, сульфопропилдисульфид, тетраэтилтиурамдисульфид, бензилхлорид, эпихлоргидрин, хлорогидроксилпропилсульфонат, алкиленовые окиси (например, окись этилена, окись пропилена и т.д.), сульфоналкансульфонаты, тиокарбамолдисульфид, селеновая кислота или смесь двух или более этих компонентов. В одном варианте воплощения изобретения, эти добавки используются в концентрации, достигающей около 20 частей на тысячу и, в одном варианте воплощения изобретения до около 10 частей на тысячу.
В одном варианте воплощения изобретения, медный раствор электролита не содержит каких-либо органических добавок.
При электролитическом осаждении меди, предпочтительно поддерживать отношение приложенной плотности тока (I) к плотности тока, ограниченной диффузией (IL) приблизительно до уровня 0,4, и в одном варианте воплощения изобретения приблизительно до уровня 0,3. То есть I/IL, предпочтительно, должно быть около 0,4 или менее, и в одном варианте воплощения изобретения около 0,3 или менее. Приложенная плотность тока (I) представляет собой число ампер, прикладываемых на единицу площади поверхности электрода. Плотность тока, ограниченная диффузией (IL), соответствует максимальной плотности, при которой может осуществляться осаждение меди. Максимальная скорость осаждения ограничена тем, как быстро ионы меди могут диффундировать к поверхности катода, заменяя осевшие ранее ионы. Это может быть вычислено при помощи уравнения
Символы, использованные в данном уравнении, и их значения описаны ниже:
Символы - Значения
I Плотность тока - A/см2
IL Плотность тока, ограниченная диффузией - A/см2
n Эквивалентный заряд - Эквивалент/Моль
F Постоянная Фарадея - 96487 А•сек/эквивалент
C• Объемная концентрация ионов меди - Моль/см3
D Коэффициент диффузии - см2/сек
δ Толщина концентрированного пограничного слоя - см
t Число передачи меди - бесконечно малая величина
Толщина δ пограничного слоя является функцией вязкости, коэффициента диффузии и скорости потока. В одном варианте воплощения изобретения, пригодны следующие значения параметров для электролитического осаждения медной фольги:
Параметр - Значение
I (А/см2) - 1,0
n (эквивалент/Моль) - 2
D (см2/сек) - 3,5•10-5
C• (Моль/см3), Cu+2 (CuS04) - 1,49•10-3
Температура (•C) - 60
Чистая серная кислота (г/л) - 90
Кинематическая вязкость (см2/сек) - 0,0159
Расход потока (см/сек) - 200
В одном варианте воплощения изобретения, применяется вращающийся катод, и медная фольга отслаивается от катода при его вращении. Фольга режется с использованием одного или нескольких этапов резки для образования множества жил или полос из меди, имеющих приблизительно прямоугольные поперечные сечения. В одном варианте воплощения изобретения применяются два последовательных этапа резки. В одном варианте воплощения изобретения, фольга имеет толщину в пределах приблизительно от 0,025 до 1,27 мм или приблизительно от 0,102 до 0,254 мм. Фольга разрезается на жилы, имеющие ширину приблизительно от 6,35 до 25,4 мм или приблизительно от 7,62 до 17,78 мм или около 12,7 мм. Эти жилы затем разрезаются до ширины, составляющей от 1 до 3 значений толщины фольги, и в одном варианте воплощения изобретения отношение ширины и толщины составляет приблизительно от 1,5:1 до 2:1. В одном варианте воплощения изобретения, фольга разрезается на жилы, имеющие сечение около 0,2 х 6,35 мм, после чего разрезается до получения сечения, составляющего приблизительно 0,2 х 0,3 мм. Затем жила прокатывается или протягивается до получения жилы с необходимой конфигурацией и размерами поперечного сечения.
В одном варианте воплощения изобретения, осуществляется электролитическое осаждение меди на вращающийся катод, имеющий форму цилиндрического сердечника, до тех пор, пока толщина меди на катоде не достигнет приблизительно от 0,127 до 1,27 мм, или приблизительно от 0,254 до 0,763 мм или около 0,508 мм. После этого электролитическое осаждение прекращается, и поверхность меди моют и сушат. Продольный резак используется для резки меди на тонкую жилу меди, которая затем отслаивается от катода. Продольный резак движется вдоль длины катода при вращении катода. Продольный резак, предпочтительно, прорезает медь на глубину, не достигающую поверхности катода приблизительно 0,025 мм. Ширина отрезанной жилы меди, в одном варианте воплощения изобретения, составляет приблизительно от 0,127 мм до 1,27 мм, или приблизительно от 0,25 до 0,762 мм или около 0,5 мм. В одном варианте воплощения изобретения, медная жила имеет квадратное или, по существу, квадратное поперечное сечение, которое равняется приблизительно от 0,127 х 0,127 мм до 1,27 х 1,27 мм, или приблизительно от 0,25 х 0,25 мм до 0,76 х 0,76 мм, или приблизительно 0,5 х 0,5 мм. Затем медная жила прокатывается или протягивается для придания ей необходимой конфигурации и размеров.
В целом, металлическая проволока, сделанная в соответствии с изобретением, может иметь любую конфигурацию и размеры поперечного сечения. Они включают конфигурации поперечного сечения, показанные на фиг. 3-20. Сюда включены круглые сечения (фиг. 3), квадратные (фиг. 5 и 7), прямоугольные (фиг. 4), плоские (фиг. 8), плоские с ребрами (фиг. 18), конфигурации в виде гоночного трека (фиг. 6), многоугольные (фиг. 13-16), крестообразные (фиг. 9, 11, 12 и 19), звездообразные (фиг. 10), полукруглые (фиг. 17), овальные (фиг. 20) и т.д. Кромки этих сечений могут быть острыми (например, как на фиг. 4, 5, 13-16) или закругленными (например, как на фиг. 6-9, 11 и 12). Эти типы проволоки могут изготовляться при помощи одной или серии профилирующих головок Тюрка (Turks), применяемых для получения необходимой конфигурации и размеров. Они могут иметь диаметры поперечных сечений или размеры в пределах приблизительно от 0,005 мм до 0,5 мм, и в одном варианте воплощения изобретения, приблизительно от 0,025 до 0,25 мм, и в одном варианте воплощения изобретения приблизительно от 0,025 до 0,127 мм.
В одном варианте воплощения изобретения, жилы металлической проволоки прокатываются с использованием одной или серии профилирующих прокатных головок Тюрка, при этом в каждой профилирующей головке жилы протягиваются через две пары противостоящих жестко закрепленных формовочных роликов. В одном варианте воплощения изобретения, эти ролики имеют канавки, обеспечивающие получение конфигураций (например, прямоугольных, квадратных и т.д.) с закругленными кромками. Могут применяться прокатные головки Тюрка с силовым приводом. Скорость прокатки прокатными головками Тюрка может быть приблизительно от 0,5 до 25,4 м/сек, и в одном варианте воплощения изобретения приблизительно от 1,52 м/сек, и в одном варианте воплощения изобретения приблизительно около 3,05 м/сек.
В одном варианте воплощения изобретения, жилы проволоки последовательно проходят через три профилирующие головки Тюрка для преобразования проволоки с прямоугольным поперечным сечением в проволоку с квадратным поперечным сечением. В первой головке жилы прокатываются с преобразованием сечения 0,127 х 0,254 мм в сечение 0,132 х 0,244 мм. Во второй головке жилы прокатываются с преобразованием сечения 0,132 х 0,244 мм в сечение 0,137 х 0,178 мм. В третьей головке жилы прокатываются с преобразованием сечения 0,137 х 0,178 мм в сечение 0,142 х 0,142 мм.
В одном варианте воплощения изобретения жилы последовательно проходят через две прокатные головки Тюрка. В первой головке жилы прокатываются с преобразованием сечения 0,203 х 0,254 мм в сечение 0,221 х 0,236 мм. Во второй головке жилы прокатываются с преобразованием сечения 0,221 х 0,236 мм в сечение 0,229 х 0,229 мм.
Жилы проволоки могут очищаться с использованием известных химических, механических способов или электролитическим полированием. В одном варианте воплощения изобретения, жилы медной проволоки, вырезанные из медной фольги или полученные продольной резкой и отслаиванием с катода, очищаются с использованием химического, электролитического или механического способа до того, как они подаются в прокатные головки Тюрка для дополнительного профилирования. Химическая очистка может выполняться путем пропуска проволоки через кислотную ванну или ванну для травления с азотной кислотой или горячей (например, с температурой приблизительно от 25 до 70oC) серной кислотой. Электролитическое полирование может выполняться при помощи электрического тока и серной кислоты. Механическая очистка может выполняться с использованием щеток и т.п. для удаления заусенцев и подобных неровностей с поверхности проволоки. В одном варианте воплощения изобретения, проволока очищается при помощи раствора каустической соды, моется, прополаскивается, протравливается с использованием горячей (например, с температурой около 35oC) серной кислоты, полируется электролитическим способом при помощи серной кислоты, прополаскивается и сушится.
В одном варианте воплощения изобретения, жилы металлической проволоки, изготовленные в соответствии с изобретением, имеют относительно небольшую длину (например, приблизительно от 152,5 м до 1525 м, и в одном варианте воплощения изобретения приблизительно от 305 м до 915 м, и в одном варианте воплощения изобретения около 610 м), и эти жилы проволоки привариваются к другим произведенным подобным способом жилам проволоки с использованием известных технических приемов (например, сваркой встык) для производства жил проволоки, имеющих относительно большую длину (например, превышающую приблизительно 30500 м, или превышающую приблизительно 61000 м, или превышающую примерно 1000000 м или более).
В одном варианте воплощения изобретения, жилы проволоки, изготовленной в соответствии с изобретением, протягиваются сквозь матрицу для получения жил с круглым поперечным сечением. Матрица может иметь конфигурацию пропуска, переходящую (например, от квадратного, овального, прямоугольного и т.д.) к круглому сечению, где поступающая жила проволоки контактирует с матрицей в волочильном конусе вдоль точек, лежащих на плоскости, и выходит из матрицы вдоль точек, лежащих на плоскости. Внутренний угол, в одном варианте воплощения изобретения, составляет около 8, 12, 16, 24o или другие известные по предшествующему уровню техники углы. В одном варианте воплощения изобретения, до протягивания жилы очищаются и свариваются (как было описано выше). В одном варианте воплощения изобретения, жила проволоки, имеющая квадратное сечение 0,142 х 0,142 мм, протягивается сквозь матрицу с одним проходом для получения проволоки с круглым сечением и диаметром сечения 0,142 мм (N 35 согласно американскому сортаменту проволоки AWG).
Протянутая металлическая проволока, в особенности медная проволока, изготовленная в соответствии с изобретением, имеет, в одном варианте воплощения изобретения, круглое поперечное сечение и диаметр приблизительно в пределах от 0,005 до 0,5 мм, и в одном варианте воплощения изобретения приблизительно от 0,0254 до 0,254 мм, и в одном варианте воплощения изобретения от 0,0254 до 0,127 мм.
В одном варианте воплощения изобретения металлическая проволока покрывается одним или более следующих покрытий:
(1) Свинец или свинцовый сплав (80% Pb, 20% Sn) B189 (по стандарту Американского общества по испытанию материалов ASTM);
(2) Никель B355 (по стандарту ASTM);
(3) Серебро B298 (по стандарту ASTM),
(4) Олово B33 (по стандарту ASTM).
Эти покрытия наносятся для: (а) сохранения пригодности к пайке для проволоки, предназначенной для электрических цепей, (b) создания барьера между металлом и изолирующими материалами, такими как резина, которые могли бы вступать в реакцию с металлом и прилипать к нему (таким образом, затрудняя зачистку изоляции с проволоки для создания электрического соединения) или (c) предотвращения окисления металла при применении в условиях высоких температур.
Наиболее распространены покрытия из сплава олова и свинца и покрытия из чистого олова; никель и серебро применяются в специальных и высокотемпературных вариантах изготовления проволоки.
Металлическая проволока может покрываться при помощи горячего погружения в ванну с расплавленным металлом, гальванопокрытием или плакированием. В одном варианте воплощения изобретения используется непрерывный процесс; это позволяет наносить покрытие в ходе протягивания проволоки, сразу после него.
Витая проволока может изготовляться путем скручивания или сплетения нескольких жил проволоки вместе для получения гибкого провода. Различные степени гибкости для данной допустимой нагрузки могут быть получены варьированием количества, размера и расположения отдельных жил. Сплошная проволока, коаксиальная жила, жгут жил и пучок жил обеспечивают повышение степеней гибкости; относительно последних трех категорий, большее количество более тонких жил проволоки может обеспечивать большую гибкость.
Витая проволока и кабель может изготовляться устройствами, известными как "пучкователи" или "скручивающие станки". Обычные пучкователи используются для свивания проволоки малого диаметра от 0,16 мм (N 34 по AWG) до 2,588 мм (N 10 по AWG). Отдельные жилы проволоки сматываются с выдающих моталок, расположенных рядом с устройством, и подаются на рычаги бегуна, вращающегося вокруг наматывающей моталки для скручивания жил. Скорость вращения рычага относительно скорости намотки регулирует длину шага скрутки в пучке. Для изготовления небольших, портативных, гибких кабелей, отдельные жилы обычно имеют диаметр от 0,254 мм (N 30 по AWG) до 0,044 мм (N 44 по AWG), и в каждом кабеле может быть до 30000 жил.
Может применяться трубчатый пучкователь, который имеет до 18 выдающих моталок, установленных внутри устройства. Проволока сматывается с каждой моталки, тогда как последняя остается в горизонтальной плоскости, будучи продетой сквозь трубчатый барабан и скручивается вместе с другими жилами проволоки за счет вращательного движения барабана. На наматываемом конце жила проходит через сходящуюся матрицу для формирования окончательной конфигурации пучка. Законченный пучок наматывается на катушку, которая также содержится внутри устройства.
В одном варианте воплощения изобретения, проволока покрывается изоляцией или обшивкой. Могут использоваться три типа изоляционных или обшивочных материалов. Это полимерные материалы, лаковая эмаль и промасленная бумага.
В одном варианте воплощения изобретения, применяемыми полимерами являются хлористый поливинил (PVC), полиэтилен, этиленпропиленовая резина (EPR), силиконовая резина, политетрафторэтилен (PTFE) и фторированный этиленпропилен (FEP). Покрытия из полиамида применяются, когда важнейшей проблемой является пожарная безопасность, в электропроводке пассажирских транспортных средств. Может использоваться натуральный каучук. Синтетические каучуки могут использоваться тогда, когда должна поддерживаться хорошая гибкость, как в случаях с кабелями для сварки и горного дела.
Пригодны многие разновидности PVC. Они включают несколько огнеупорных. PVC имеет хорошую диэлектрическую прочность и гибкость и особенно пригоден, поскольку он является одним из наименее дорогих обычных изолирующих и оплеточных материалов. Он используется, главным образом, в области связи, с кабелями управления, в электропроводке зданий и силовых кабелях низкого напряжения. Изоляция из PVC обычно избирается в вариантах применения, требующих длительной работы при низких температурах до 75oC.
Полиэтилен, благодаря его низкой и стабильной диэлектрической постоянной, применим, когда требуются лучшие электрические свойства. Он стоек к истиранию и растворителям. Он используется, главным образом, для соединительной проводки, в области связи и для высоковольтных кабелей. Полиэтилен с поперечной связью (XLPE), который получен добавлением перекисей в полиэтилен и последующей вулканизацией смеси, дает лучшую термостойкость, лучшие механические свойства, большую долговечность и неподверженность образованию трещин под воздействием внешних напряжений. Специальный подбор состава может обеспечивать огнестойкость полиэтилена с поперечной связью. Нормальная максимальная, воздействующая длительный период времени рабочая температура составляет около 90oC.
PTFE и FEP используются для изоляции электропроводки реактивных самолетов, проводки электронного оборудования и специальных кабелей управления, где важны термостойкость, стойкость к растворителям и высокая надежность. Эти электрические кабели могут работать при температурах, достигающих около 250oC.
Эти полимерные соединения могут наноситься на проволоку при помощи экструзии. Экструдерами являются устройства, которые преобразуют гранулы или порошки из термопластических полимеров в непрерывные покрытия. Изолирующее соединение загружается в бункер, который подает его в длинную нагретую камеру. Непрерывно вращающийся винт перемещает гранулы в горячую зону, где полимер размягчается и становится жидким. В конце камеры расплавленное соединение вытесняется через небольшую матрицу поверх движущейся проволоки, которая также проходит через отверстие матрицы. Когда изолированная проволока покидает экструдер, она подвергается водяному охлаждению и наматывается на катушки. Проволока, покрытая EPR и XLPE, предпочтительно, проходит через вулканизационную камеру до ее охлаждения для завершения процесса образования поперечных связей.
Покрытая пленкой проволока, как правило, тонкая обмоточная проволока, в целом, содержит медную проволоку, покрытую тонкой, гибкой пленкой лаковой эмали. Эти изолированные медные жилы проволоки используются для изготовления электромагнитных катушек в электрических устройствах и должны выдерживать высокие пробивные напряжения. Диапазон температурных параметров составляет приблизительно от 105 до 220oC, в зависимости от состава лаковой эмали. Пригодные лаковые эмали основаны на поливинилацеталях, сложных полиэфирах и эпоксидных смолах.
Оборудование для покрытия лаковой эмалью предназначено для одновременного изолирования больших количеств жил проволоки. В одном варианте воплощения изобретения, жилы проволоки проходят через аппликатор лаковой эмали, который накладывает жидкую лаковую эмаль на проволоку и контролирует толщину покрытия. Затем проволока проходит через серию печей для вулканизации покрытия, и окончательно обработанная проволока собирается на катушках. Для получения толстослойного покрытия из лаковой эмали, может быть необходимо пропустить проволоку через устройство несколько раз. Также пригодны способы порошкового покрытия. Они устраняют необходимость извлечения растворителей, которая характерна для вулканизации обычных лаковых эмалей, и, таким образом, облегчает задачу производителя соответствовать стандартам Законодательства об охране здоровья потребителей (OSHA) и стандартам ЕРА. Электростатические распылители, псевдоожиженные слои и тому подобные средства могут использоваться для нанесения таких порошковых слоев.
Теперь, со ссылками на проиллюстрированные варианты воплощения изобретения и, в первую очередь, на фиг. 1, будет описан способ производства медной проволоки, в котором медь осаждается электролитическим путем на катоде, формируя тонкую цилиндрическую оболочку из меди вокруг катода; эта цилиндрическая оболочка из меди затем подвергается продольной резке для формирования тонкой жилы медной проволоки, которая отслаивается с катода и после этого профилируется для получения проволоки с необходимой конфигурацией и размерами сечения (например, круглым сечением с диаметром приблизительно от 0,005 до 0,5 мм). Устройство, используемое для реализации этого способа, включает электролитическую камеру 10, включающую емкость 12, вертикально установленный цилиндрический анод 14 и вертикально установленный цилиндрический катод 16. Емкость 12 содержит раствор электролита 18. Также включены продольный резак 20, профилирующая головка 22 Тюрка, матрица 24 и катушка 26. Катод 16, показанный пунктиром, погружен в электролит 18 в емкости 12; он также показан, будучи извлеченным из емкости 12 и расположенным у продольного резака 20. Когда катод 16 находится в емкости 12, анод 14 и катод 16 устанавливаются соосно, при этом катод 16 располагается внутри анода 14. Катод 16 вращается с окружной скоростью, достигающей до 400 м/сек, и в одном варианте воплощения изобретения приблизительно от 10 до 175 м/сек, и в одном варианте воплощения изобретения приблизительно от 50 до 75 м/сек, и в одном варианте воплощения изобретения приблизительно от 60 до 70 м/сек. Раствор электролита 18 течет вверх между катодом 16 и анодом 14 со скоростью приблизительно в пределах от 0,1 до 10 м/сек, и в одном варианте воплощения изобретения приблизительно от 1 до 4 м/сек, и в одном варианте воплощения изобретения приблизительно от 2 до 3 м/сек.
Напряжение прилагается между анодом 14 и катодом 16 для электролитического осаждения меди на катод. В одном варианте воплощения изобретения, применяемый ток является постоянным током, и в одном варианте воплощения изобретения это переменный ток со смещением постоянного тока. На периферийной поверхности 17 катода 16 к ионам меди в электролите 18 присоединяются электроны, благодаря чему металлическая медь осаждается в форме цилиндрической оболочки 28 из меди вокруг поверхности 17 катода 16. Электролитическое осаждение меди на катоде 16 продолжается до тех пор, пока толщина оболочки 28 из меди не достигает необходимого уровня, например, приблизительно от 0,127 до 1,27 мм. После этого электролитическое осаждение прекращается. Катод 16 извлекается из емкости 12. Медная оболочка 28 отмывается и высушивается. Продольный резак 20 движется вдоль винта 32, при вращении катода 16 вокруг его центральной оси при помощи опорного и приводного элемента 34. Вращающееся лезвие 35 прорезает медную оболочку 28 до глубины, отстоящей приблизительно на 0,0254 мм от поверхности 17 катода 16. Жила 36 проволоки, которая имеет прямоугольное поперечное сечение, отслаивается от катода 16, пропускается сквозь профилирующую головку 22 Тюрка, где она прокатывается для преобразования конфигурации поперечного сечения проволоки в квадратную конфигурацию. После этого проволока протягивается сквозь матрицу 24, в которой конфигурация поперечного сечения преобразуется в круглое сечение. Затем проволока наматывается на катушку 26.
Процесс осаждения обедняет содержание ионов меди и органических добавок в растворе электролита 18. Эти составляющие постоянно пополняются. Раствор электролита 18 извлекается из емкости 12 по линии 40 и рециркулирует через фильтр 42, девулканизатор 44 и фильтр 46, после чего вновь вводится в емкость 12 по линии 48. Серная кислота из емкости 50 подается в девулканизатор 44 по линии 52. Медь из емкости 54 подается в девулканизатор 44 по каналу 56. В одном варианте воплощения изобретения, медь помещается в девулканизатор 44 в форме зерненой меди, бракованной медной проволоки, окиси меди или медного лома. В девулканизаторе 44 медь растворяется серной кислотой и воздухом, образуя раствор, содержащий ионы меди. Органические добавки вводятся в рециркулирующий раствор по линии 40 из емкости 58 по линии 60. В одном варианте воплощения изобретения, активное содержащее серу вещество добавляется в рециркулирующий раствор путем подачи в линию 48 по линии 62 из емкости 64. Темп подачи этих органических добавок составляет, в одном варианте воплощения изобретения, приблизительно до 14 мг/мин/кА, и в одном варианте воплощения изобретения приблизительно от 0,2 до 6 мг/мин/кА, и в одном варианте воплощения изобретения приблизительно от 1,5 до 2,5 мг/мин/кА. В одном варианте воплощения изобретения, органические добавки не добавляются.
Вариант воплощения изобретения, проиллюстрированный на фиг. 2, идентичен варианту, показанному на фиг. 1, за исключением того, что электролитическая ванна 10, показанная на фиг. 1, заменена электролитической ванной 110, показанной на фиг. 2; емкость 12 заменена емкостью 112; цилиндрический анод 14 заменен изогнутым анодом 114; вертикально установленный цилиндрический катод 16 заменен горизонтально установленным цилиндрическим катодом 116; и продольный резак 20, винт 32 и опорный и приводной элемент 34 заменены роликом 118 и продольно-резальным устройством 120.
В электролитической ванне 110 напряжение прикладывается между анодом 114 и катодом 116 для обеспечения электролитического осаждения меди на катоде. В одном варианте воплощения изобретения применяется постоянный ток, и в одном варианте воплощения изобретения применяется переменный ток со смещением постоянного тока. К ионам меди в растворе электролита 18 на периферийной поверхности 117 катода 116 присоединяются электроны, посредством чего металлическая медь осаждается в форме слоя медной фольги на поверхности 117. Катод 116 вращается вокруг своей оси, и слой фольги снимается с поверхности 117 катода в виде непрерывного полотна 122. Электролит циркулирует и пополняется так же, как описано выше для варианта воплощения изобретения, показанного на фиг. 1.
Медная фольга 122 отслаивается с катода 116 и проходит поверх ролика 118 и через продольно-резальное устройство 120, где она разрезается на множество непрерывных жил 124 медной проволоки, имеющих поперечные сечения с прямоугольной или, по существу, прямоугольной конфигурацией. В одном варианте воплощения изобретения, медная фольга 122 подается в продольно-резальное устройство 120 в ходе непрерывного процесса. В одном варианте воплощения изобретения, медная фольга отслаивается от катода 116, складируется в форме рулона, и позже подается в продольно-резальное устройство. Прямоугольные жилы 124 подаются из продольно-резального устройства 120 через профилирующую головку 22 Тюрка, где они прокатываются для получения жил 126, имеющих квадратные сечения. Жилы 126 затем протягиваются через матрицу 24, где они преобразуются в медную проволоку 128 с круглыми поперечными сечениями. Медная проволока 128 наматывается на катушку 26.
Следующие примеры приведены для иллюстрации изобретения.
Пример 1
Электролитическая медная фольга весом 0,18 г/см2 изготовлена в электролитической ванне с использованием раствора электролита, имеющего концентрацию ионов меди 50 г/л и концентрацию серной кислоты 80 г/л. Концентрация ионов чистого хлорида равна нулю, и в электролите отсутствуют органические добавки. Фольга режется, затем пропускается через профилирующую головку Тюрка и затем протягивается через матрицу для формирования медной проволоки.
Пример 2
Электролитическая медная фольга, имеющая ширину 2133,6 мм, толщину 0,203 мм и длину 183 м, собирается в рулон. Фольга суживается при помощи серии продольно-резальных устройств от ее первоначальной ширины 2133,6 мм до полос шириной 6,35 мм. Первое продольно-резальное устройство уменьшает ширину от 2133,6 мм до 609,6 мм, второе - от 609,6 мм до 50,8 мм и третье - от 50,8 мм до 6,35 мм. Полосы шириной 6,35 мм разрезаются на полосы шириной 0,305 мм. Эти полосы или резаные медные жилы имеют поперечное сечение размером 0,203 х 0,305 мм. Медная проволока готовится к операциям профилирования и формовки. Подготовка состоит из очистки, мойки, промывки, травления, электролитического полирования, промывки и сушки. Отдельные жилы проволоки свариваются друг с другом и наматываются на катушку для последующего разматывания при дальнейшей обработке. Жилы проволоки очищены и лишены заусенцев. Они профилируются до получения круглого поперечного сечения с использованием комбинации роликов и волочильных матриц. В качестве первого пропуска используется миниатюризированная профилирующая головка Тюрка с силовым приводом для уменьшения размеров сторон жилы от 0,305 мм приблизительно до 0,254-0,279 мм. Следующий пропуск осуществляется через вторую профилирующую головку Тюрка, в которой эти размеры дополнительно уменьшаются приблизительно до 0,203 - 0,254 мм, при этом общая конфигурация сечения становится квадратной. Оба пропуска являются сжимающими относительно размеров, указанных выше, с увеличением поперечного размера (размера в направлении поперечного сечения, перпендикулярном направлению сжатия) и увеличением длины проволоки. Кромки закругляются при каждом пропуске. Затем проволока пропускается через волочильную матрицу, где она округляется и удлиняется и имеет диаметр 0,201 мм (N 32 AWG).
Преимуществом этого изобретения является то, что когда металлическая фольга, в особенности медная фольга, изготовляется с использованием электролитического осаждения, свойства проволоки, произведенной из такой фольги, могут в значительной степени контролироваться составом раствора электролита. Таким образом, например, растворы электролита, не содержащие органических добавок и имеющие концентрацию ионов чистого хлорида меньше 1 частицы на миллион, и в одном варианте воплощения изобретения, равную нулю или, по существу, равную нулю, в частности, пригодны для производства сверхтонкой медной проволоки (например, приблизительно от 0,455 мм до 0,0008 мм, и в одном варианте воплощения изобретения приблизительно 0,001 мм).
Хотя изобретение было описано относительно предпочтительных вариантов его воплощения, должно быть понятно, что при изучении описания для специалистов будут очевидны различные модификации, которые могут вноситься в эти варианты. Таким образом, должно быть понятно, что изложенное здесь изобретение включает такие модификации, лежащие в рамках прилагаемой формулы изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕДНОЙ ПРОВОЛОКИ | 1998 |
|
RU2160793C1 |
| СПОСОБ ПОЛУЧЕНИЯ МЕДНОЙ ПРОВОЛОКИ | 1995 |
|
RU2127332C1 |
| СПОСОБ ПОЛУЧЕНИЯ МЕТАЛЛИЧЕСКОГО ПОРОШКА, ОКСИДОВ МЕДИ И МЕДНОЙ ФОЛЬГИ | 1994 |
|
RU2126312C1 |
| СПОСОБ ПОЛУЧЕНИЯ МЕДНОГО МЕТАЛЛИЧЕСКОГО ПОРОШКА, ОКСИДОВ МЕДИ И МЕДНОЙ ФОЛЬГИ | 1996 |
|
RU2134311C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕДНОЙ ФОЛЬГИ | 1994 |
|
RU2123543C1 |
| ТВЕРДООКСИДНЫЙ ТОПЛИВНЫЙ ЭЛЕМЕНТ С МЕТАЛЛИЧЕСКОЙ ОПОРОЙ | 2014 |
|
RU2672093C2 |
| ГЕРМЕТИЗИРОВАННАЯ КАТОДНАЯ ПОДВЕСНАЯ БАЛКА И СПОСОБ ИЗГОТОВЛЕНИЯ | 2003 |
|
RU2319795C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕДНОЙ ПРОВОЛОКИ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ МЕДНОЙ ПРОВОЛОКИ | 1993 |
|
RU2101394C1 |
| МЕДНАЯ ФОЛЬГА ЭЛЕКТРОЛИТИЧЕСКОГО ОСАЖДЕНИЯ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 1994 |
|
RU2122049C1 |
| ГИБКАЯ МИКРОБАТАРЕЯ | 2018 |
|
RU2682724C1 |













Способ может быть использован для изготовления металлической проволоки. Способ включает формирование металлической фольги, резку указанной фольги для формирования по меньшей мере одной жилы металлической проволоки и профилирование указанной жилы проволоки для придания ей необходимой конфигурации и размеров поперечного сечения. Способ в особенности пригоден для изготовления медной проволоки, особенно медной проволоки, имеющей малый диаметр (например, приблизительно 0,005 - 05 мм), достигается упрощение способа и снижение расходов. 19 з.п. ф-лы, 20 ил.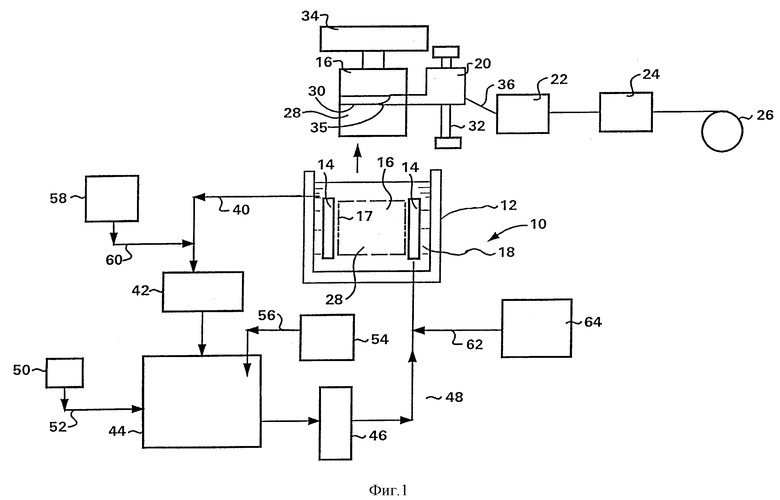
| СПОСОБ ИНГИБИЦИИ ОПУХОЛИ | 1993 |
|
RU2074713C1 |
| Электролитический способ изготовления проволоки и труб различной формы сечения | 1923 |
|
SU1243A1 |
| GB 1398742 A, 25.06.75 | |||
| Муфта включения | 1986 |
|
SU1548550A1 |
| Способ вскрытия продуктивного пласта | 1991 |
|
RU2002035C1 |
| US 4108737 A, 22.08.78 | |||
| US 4193846 A, 18.03.80 | |||
| US 5181770 A, 26.01.93 | |||
| US 5215645 A, 01.01.93 | |||
| Приспособление в пере для письма с целью увеличения на нем запаса чернил и уменьшения скорости их высыхания | 1917 |
|
SU96A1 |
