Изобретение касается способа нанесения гальванического покрытия на кристаллизатор установки непрерывной разливки, согласно признакам пункта 1 формулы.
Кристаллизаторы установок непрерывной разливки подвергаются в производстве эксплуатации постоянному абразивному изнашиванию, так что формовочная полость кристаллизатора становится все больше, а вместе с ней растут отклонения поперечного размера разливаемых заготовок. Поэтому после определенного числа рабочих циклов соответствующий кристаллизатор установки непрерывной разливки должен быть заменен на новый или подвергнут обработке для компенсации износа.
Известны различные методы упомянутой обработки кристаллизаторов, предназначенные для восстановления первоначальной геометрии и, соответственно, требуемого размера формовочной полости кристаллизатора. Обработка может, например, происходить в виде взрывного формования кристаллизатора на оправке. Этот метод является не только сложным, дорогим и загрязняющим окружающую среду, но и вызывает также деформацию наружной формы кристаллизатора, что оказывает негативное воздействие на охлаждение кристаллизатора вследствие увеличения водяного зазора, имеющегося по периметру кристаллизатора. Указанный недостаток имеют также другие известные способы прессования для восстановления формы кристаллизаторов, при которых сначала обжимают кристаллизаторы снаружи, а затем приводят формовочную полость кристаллизатора к первоначальным размерам посредством внутренней шлифовки или внутреннего фрезерования.
Наконец, из документа EP-A-0282759 известно приведение формовочной полости кристаллизатора установки непрерывной разливки к заданным размерам с помощью нанесения гальванического покрытия на ограничивающие формовочную полость внутренние поверхности кристаллизатора. В этом способе служащий катодом кристаллизатор погружают в гальваническую ванну (Cu-сульфатная ванна) вместе с перфорированным анодным коробом, заполненным растворимыми кусками меди (кубики, шарики, шайбы) и расположенным в формовочной полости кристаллизатора. При воздействии постоянного тока имеет место выделение меди из гальванической ванны и ее осаждение на поверхности кристаллизатора, причем выделенная из гальванической ванны медь замещается растворенной из анода медью. В этом способе погружения в гальваническую ванну достигается относительно низкая плотность тока, например, около 15 А/дм2. При нанесении покрытия погружением в гальваническую ванну для большинства полигональных в поперечном сечении формовочных полостей возникает опасность, что в областях углов толщина слоя покрытия недостаточна, в частности толщина слоя достигает только от около 1/4 до 1/10 ее величины в остальных областях. Неравномерное нанесение покрытия частично можно устранить при помощи специальной геометрии анода. Это означает, что необходима дальнейшая механическая обработка кристаллизатора.
При изготовлении толстых слоев дополнительно возникает опасность образования в угловых областях скрытых полостей, из-за чего кристаллизатор установки непрерывной разливки становится непригодным к применению. Следующий недостаток нанесения гальванического покрытия погружением состоит в том, что внешние поверхности кристаллизатора должны быть покрыты инертным в условиях гальванической обработки материалом.
В настоящем изобретении решается задача предложить способ указанного выше типа, при котором наиболее просто может быть восстановлена или заново изготовлена формовочная полость заданных размеров у кристаллизаторов для установок непрерывной разливки, в частности, с полигональной в поперечном сечении формовочной полостью, без возникновения проблемных зон в угловых областях формовочной полости. Далее, должно быть достигнуто, чтобы внешние размеры обрабатываемых кристаллизаторов установок непрерывной разливки, по возможности, оставались неизменными.
Эта задача решена, согласно изобретению, в способе с отличительными признаками пункта 1 формулы.
Предпочтительные варианты изобретения приведены в зависимых пунктах формулы изобретения.
В способе, согласно изобретению, при наличии нерастворимого анода через формовочную полость кристаллизатора установки непрерывной разливки, образующего катод, пропускают гидродинамически управляемый поток электролита, причем электролит поставляет материал покрытия, при этом могут быть нанесены - как тонкий слой износостойкого материала точного размера, при котором не требуется последующая обработка, так и толстый слой (при котором требуется минимальная последующая обработка), - причем нанесение покрытия проходит равномерно, без угловых отклонений. Существенное преимущество способа, согласно изобретению, заключается в том, что при нанесении гальванического покрытия в контакте с электролитом находятся лишь внутренние поверхности формовочной полости кристаллизатора и поэтому не требуется специальных покрытий на внешней поверхности кристаллизатора установки непрерывной разливки. При этом возможна также периодическая смена полюсов анод/катод, при которой достигают пульсирующего осаждения покрывающего материала и за счет этого возможно влияние на процесс нанесения покрытия.
Особым преимуществом способа является то, что механические свойства, как, например твердость и, в частности, также структура наносимого покрытия, могут во всех областях кристаллизатора поддерживаться равномерными. Покрытие наносится быстрее, чем при обычном способе. Может быть также в значительной мере предотвращено образование наплывов на покрываемых поверхностях.
Далее, изобретение будет подробнее пояснено со ссылками на чертеж, на котором показана принципиальная схема осуществления способа, согласно изобретению.
На чертеже чисто схематически представлено устройство 1, которое предназначено для нанесения износостойкого гальванического покрытия на внутренние поверхности 4, ограничивающие формовочную полость 3 кристаллизатора 2 установки непрерывной разливки для получения или восстановления формовочной полости заданных размеров. Формовочная полость 3 может иметь, например, прямоугольное или квадратное поперечное сечение и, таким образом, может быть ограничена четырьмя внутренними поверхностями 4. Однако речь может идти и о кристаллизаторе с другим поперечным сечением формовочной полости (например, круглым, многоугольным, продольно-угловым) или о так называемом Dogbone, кристаллизаторе с утолщением на конце.
К кристаллизатору 2 установки непрерывной разливки с торцевых сторон присоединены головная и донная детали 5,6, связанные между собой с помощью проходящего сквозь формовочную полость анода 7.
На торцевых поверхностях кристаллизатора 2 установлены уплотнительные элементы 8, 9, которые герметизируют формовочную полость 3. Анод 7 также герметично вставлен в головную и донную детали 5, 6 посредством уплотнений 13, 14. Как донная деталь 6, так и головная деталь 5 оборудованы каждая, по меньшей мере, одним и, преимущественно, несколькими отверстиями 11, 12 (на чертеже показаны соответствующие отверстия 11, 12, которые являются входными или выходными отверстиями соответственно для ввода или вывода предназначенного для нанесения гальванического покрытия электролита 25 внутрь или наружу из образующей реакторный объем герметичной формовочной полости 3). Электролит гидродинамически контролируемо перекачивают из накопителя 15 с помощью насоса 16 снизу через донную деталь 6 в реакторный объем и переливом (без давления) отводят из головной детали 5 обратно к сборному контейнеру 15 и, соответственно, насосу 16. В электролит 25 из контейнера 18 добавляют порции материала покрытия в виде оксида.
Кристаллизатор 2 установки непрерывной разливки, служащий катодом, и анод 7 с обозначенными крыльями 7' могут быть присоединены к источнику постоянного тока 20 и образуют при этом цепь постоянного тока. Уплотнительные элементы 8, 9, и уплотнения 13, 14 являются электрическими изоляторами. Анод по форме своего поперечного сечения соответствует форме поперечного сечения формовочной полости 3. Для полигональных формовочных полостей применяют соответствующие призматические аноды. Анод состоит, в частности, из титанового материала, покрытого платиной или смешанной керамикой, или состоит из свинца. Он может быть также выполнен как многоразовый анод. В аноде может также содержаться и материал покрытия, как, например, медь, никель или хром, причем это может быть предусмотрено в форме массива или кусочков.
Способ, согласно изобретению, подходит для нанесения покрытий, например, из меди, никеля или хрома. Материал покрытия поставляется только через электролит 25. Анод, как таковой, является нерастворимым. Речь может идти, например, о покрытых платиной анодах из титана, об анодах из свинцовых листов, покрытой смешанной керамике и других материалах. В качестве электролитов могут применяться метансульфокислотные, цианидные или сернокислотные типы электролитов. С этими высокоскоростными электролитами при интенсивном движении электролита может быть достигнута плотность тока от 2 до 40 А/дм2.
При эффективном гидродинамическом управлении потоком электролита через реакторный объем может быть нанесен как тонкий слой износостойкого материала точного размера без необходимой последующей обработки, так и толстый слой (при котором необходима минимальная последующая обработка), причем нанесение покрытия проходит равномерно, без угловых отклонений. Способ, согласно изобретению, предоставляет значительные преимущества, в особенности, при нанесении хромового покрытия, поскольку именно для хрома при обычном нанесении гальванического покрытия возникают особенно сильные проблемы в области углов (слой в 5-10 раз меньше, чем в других областях), причем хром может быть подвергнут последующей обработке только шлифованием.
С помощью способа, согласно изобретению, при котором материал покрытия поставляется только электролитом 25, может быть достигнуто также пульсирующее осаждение материала покрытия, поскольку, вместе с гидродинамическим управлением, возможна также периодическая смена полюсов анод/катод и можно оказывать влияние на нанесение покрытия.
Существенное преимущество способа, согласно изобретению, заключается в том, что при нанесении гальванического покрытия в контакт с электролитом 25 входят лишь внутренние поверхности формовочной полости, и поэтому внешние поверхности кристаллизатора непрерывной разливки не должны специально покрываться.
Анод и/или кристаллизатор установки непрерывной разливки могут быть выполнены вращающимися вокруг их продольной оси, так что может стать возможным вращение во время нанесения покрытия и при этом - улучшенное нанесение покрытия.
Кристаллизатор 2 установки непрерывной разливки перед нанесением покрытия очищают посредством промывания, в частности, каскадной промывкой, что подробнее не рассматривается. Кристаллизатор для нанесения покрытия и, преимущественно, для промывания герметизатором.
Кристаллизатор состоит из одного металлического материала или соединения таких материалов как медь, алюминий или никель, из пластмассы или соединения синтетических материалов, или керамического материала, или других материалов.
Кроме того, может быть предусмотрен выпрямитель, с помощью которого возможно переключение направления тока с целью достижения равномерного нанесения покрытия.
Далее, при использовании меди как материала покрытия, для реакции берут покупной оксид меди, у которого понижают слишком высокое содержание хлора с помощью процесса промывки/растворения.
Кристаллизатор 2 установки непрерывной разливки может быть покрыт при необходимости - только в определенных областях, - или усиленно, т.е. с большей толщиной слоя в этих областях, в которых при эксплуатации появляется сравнительно более высокий износ, например, в области поверхности расплава, в которой, в особенности, из-за покровного материала, возникает дополнительный износ. Таким образом, можно добиться эффективного нанесения покрытия. Такого несплошного покрытия можно достичь путем частичного прикрывания анода или с помощью дисковых не токопроводящих экранов, или посредством других подобных мероприятий.
Во время процесса нанесения покрытия могут быть генерированы электромагнитные поля от подробно не показанных магнитов, через которые могут быть направлены и проведены частицы материала покрытия таким образом, что в определенных областях, преимущественно, в краевых областях кристаллизатора непрерывной разливки, может быть осажден слой одинаковой толщины, как и в остальных областях.
Изобретение в достаточной мере представлено вышеуказанными типами исполнения. Разумеется, оно могло бы быть рассмотрено еще и в других вариантах.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЭЛЕМЕНТ КРИСТАЛЛИЗАТОРА ДЛЯ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ, СПОСОБ НАНЕСЕНИЯ ПОКРЫТИЯ НА НАРУЖНУЮ ПОВЕРХНОСТЬ ОХЛАЖДАЕМОЙ СТЕНКИ ЭЛЕМЕНТА КРИСТАЛЛИЗАТОРА И СПОСОБ ВОССТАНОВЛЕНИЯ СЕРЕБРЯНОГО ПОКРЫТИЯ (ВАРИАНТЫ) | 1997 |
|
RU2181315C2 |
| УСТРОЙСТВО И СПОСОБ НАНЕСЕНИЯ ЭЛЕКТРОЛИТИЧЕСКОГО ПОКРЫТИЯ НА ОБЪЕКТ | 2013 |
|
RU2635058C2 |
| УСТАНОВКА ДЛЯ НАНЕСЕНИЯ ЭЛЕКТРОЛИТИЧЕСКОГО ПОКРЫТИЯ В ВИДЕ МЕТАЛЛИЧЕСКОГО СЛОЯ НА ПОВЕРХНОСТЬ ВАЛКА, ПРЕДНАЗНАЧЕННОГО ДЛЯ НЕПРЕРЫВНОГО ЛИТЬЯ ТОНКИХ МЕТАЛЛИЧЕСКИХ ЛЕНТ | 1997 |
|
RU2188260C2 |
| УСТРОЙСТВО ДЛЯ ВНЕВАННОГО ЭЛЕКТРООСАЖДЕНИЯ ПОКРЫТИЙ | 1989 |
|
RU1702721C |
| ЭЛЕКТРОЛИТ ХРОМИРОВАНИЯ (ВАРИАНТЫ) | 2008 |
|
RU2392356C2 |
| КРИСТАЛЛИЗАТОР ДЛЯ НЕПРЕРЫВНОЙ РАЗЛИВКИ СТАЛИ ДЛЯ ПОЛУЧЕНИЯ БОЛВАНОК И СЛИТКОВ | 2000 |
|
RU2243849C2 |
| Способ плазменно-электрохимического формирования наноструктурированного хромового гладкого покрытия | 2021 |
|
RU2773545C1 |
| СПОСОБ КОНДИЦИОНИРОВАНИЯ НАРУЖНОЙ ПОВЕРХНОСТИ ЭЛЕМЕНТА ИЗЛОЖНИЦЫ ДЛЯ НЕПРЕРЫВНОГО ЛИТЬЯ МЕТАЛЛОВ, ИЗГОТОВЛЕННОГО ИЗ МЕДИ ИЛИ МЕДНОГО СПЛАВА | 1997 |
|
RU2177857C2 |
| Способ плазменно-электрохимического формирования наноструктурированного хромового покрытия и устройство для реализации способа | 2021 |
|
RU2771409C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРОВОЛОКИ | 1996 |
|
RU2149225C1 |
Изобретение относится к способам нанесения покрытия на кристаллизатор установки непрерывной разливки. Способ включает нанесение гальванического покрытия на кристаллизатор, при котором ограничивающие формовочную полость внутренние поверхности кристаллизатора покрывают материалом покрытия для получения или восстановления заданного размера формовочной полости, при этом кристаллизатор используют в качестве катода и применяют расположенный в формовочной полости анод и содержащий материал покрытия электролит, через формовочную полость кристаллизатора пропускают управляемый поток электролита, при этом электролит служит носителем материала покрытия, а посредством выпрямителя, выполненного с возможностью смены полюсов, периодически изменяют направление тока, добиваются равномерного нанесения слоя покрытия. Технический результат: повышение равномерности механических свойств покрытия в формовочной полости кристаллизатора, при этом покрытие может быть нанесено быстрее, чем при обычном методе. 12 з.п. ф-лы, 1 ил.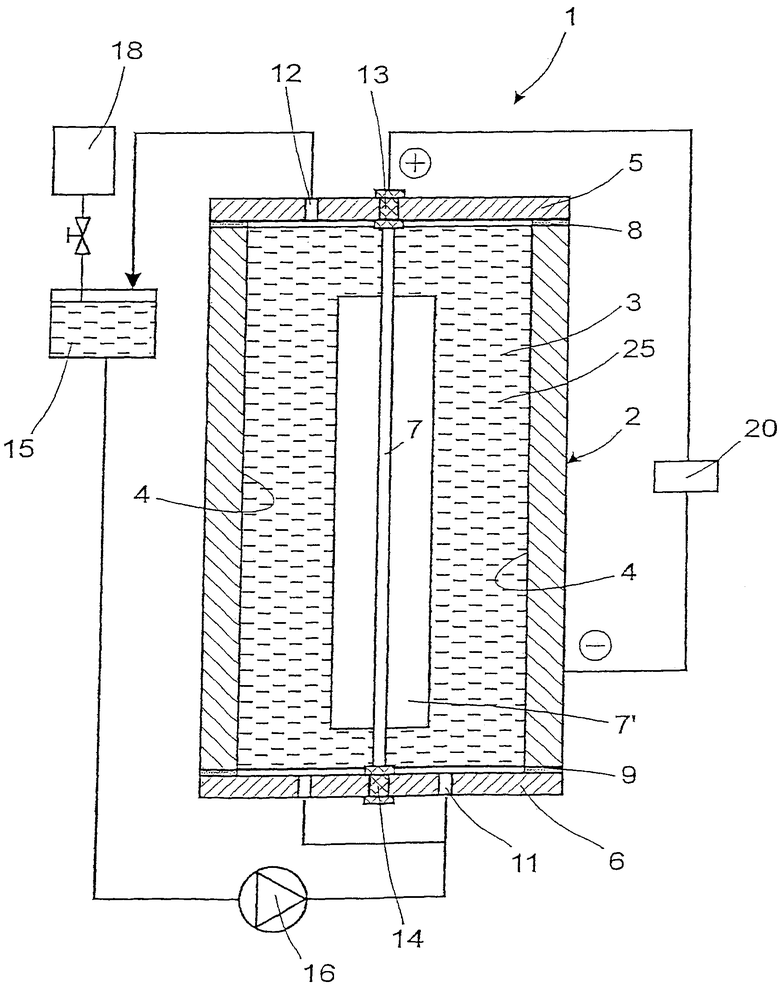
| СПОСОБ ГЕНЕРИРОВАНИЯ СТУПЕНЧАТЫХ ФУНКЦИЙ | 0 |
|
SU282759A1 |
| СПОСОБ ДЕКОРИРОВАНИЯ ПОДЛОЖКИ | 2022 |
|
RU2806098C1 |
| ЭЛЕМЕНТ КРИСТАЛЛИЗАТОРА ДЛЯ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ, СПОСОБ НАНЕСЕНИЯ ПОКРЫТИЯ НА НАРУЖНУЮ ПОВЕРХНОСТЬ ОХЛАЖДАЕМОЙ СТЕНКИ ЭЛЕМЕНТА КРИСТАЛЛИЗАТОРА И СПОСОБ ВОССТАНОВЛЕНИЯ СЕРЕБРЯНОГО ПОКРЫТИЯ (ВАРИАНТЫ) | 1997 |
|
RU2181315C2 |
| УСТРОЙСТВО ДЛЯ ВНЕВАННОГО ЭЛЕКТРООСАЖДЕНИЯ ПОКРЫТИЙ | 1989 |
|
RU1702721C |

