Изобретение относится к области машиностроения, в частности к нанесению покрытий в вакууме, и может быть использовано для нанесения многослойного функционально-ориентированного износостойкого покрытия на лопатки газотурбинных двигателей.
Известно изобретение, которое относится к защитной маске, выполненной в виде зонального защитного экрана, с помощью которого реализуется способ нанесения однослойного износостойкого покрытия на лопатку турбомашины или газотурбинного двигателя, который включает процесс нанесения покрытия постоянной толщины на перо лопатки при помощи зонального защитного экрана, при этом для реализации процесса нанесения покрытия, маска выполняется, по меньшей мере, из одной детали, повторяющей форму соответственно хвостовика или бандажных полок (см. патент RU 2369443 С2, С23С 14/04, опубл. 10.10.2009. Бюл. №28).
Недостатком данного способа нанесения однослойного износостойкого покрытия на лопатку турбомашины или газотурбинного двигателя, является то, что с помощью предлагаемой маски можно наносить однослойное или многослойное профильное покрытие только постоянной толщины. При этом, так как маска повторяет форму хвостовика или бандажных полок, не возможно выполнять нанесение многослойного покрытия переменной толщины на рабочую поверхность лопатки в зависимости от действия неравномерного абразивно-эрозионного износа, возникающего при эксплуатации газотурбинного двигателя. При эксплуатации лопаток газотурбинного двигателя на рабочих поверхностях лопатки действуют неравномерные абразивно-эрозионные воздействия, которые приводят к неравномерным износам элементов лопатки и их разрушению. Это не позволяет решать вопросы повышения ресурса лопатки газотурбинного двигателя и увеличения числа восстановлений работоспособности лопатки.
Наиболее близким к заявленному техническому решению является способ нанесения износостойкого покрытия на лопатку газотурбинного двигателя, работающей в условиях действия неравномерного абразивно-эрозионного износа, включающий процесс нанесения покрытия постоянной толщины на перо лопатки при помощи изолирования части ее поверхности - не подлежащей нанесению на нее покрытия, которое выполняется с помощью зонального защитного экрана, изготовленного в виде листов с прорезями, позволяющими выполнять нанесение покрытия только на пазы замков лопаток (см. патент RU 2296181 С2, С23С 14/04, опубл. 27.03.2007. Бюл. №9).
Недостатком данного способа нанесения износостойкого покрытия на лопатку газотурбинного двигателя, является то, что процесс нанесения покрытия постоянной толщины на перо лопатки выполняется при помощи изолирования части ее поверхности с помощью зонального защитного экрана, изготовленного в виде листов с прорезями. Это дает возможность наносить покрытие только на пазы замков лопаток и не позволяет реализовывать многослойное покрытие переменной толщины на рабочей поверхности пера лопатки в зависимости от действия неравномерного абразивно-эрозионного износа, возникающего при эксплуатации. Постоянная толщина покрытия не позволяет компенсировать переменный износ рабочей поверхности лопатки. При этом в случае выполнения покрытия постоянной толщины на лопатке и действия неравномерного абразивно-эрозионного износа ее рабочей поверхности при эксплуатации происходит износ тела лопатки в зонах входной и периферийных кромок при отсутствии полного износа покрытия в зонах удаленных от этих зон. В этом условии происходит полный выход лопатки из строя из-за катастрофического износа элементов пера лопатки в зоне входной кромки. Это не позволяет решать вопросы повышения ресурса лопаток газотурбинного двигателя.
Технической задачей настоящего изобретения является создание механизма и алгоритма формирования технологическими методами функционально-ориентированного многослойного покрытия переменной толщины из слоев постоянной толщины с различными топографическими параметрами пространственного контура границ каждого слоя в зависимости от действия неравномерного абразивно-эрозионного износа элементов и поверхностей тела пера лопатки при эксплуатации.
Данная техническая задача решается за счет того, что заявленный способ нанесения функционально-ориентированного многослойного износостойкого вакуумного ионно-плазменного нитрид титанового покрытия на лопатку газотурбинного двигателя, имеющего переменную толщину, включает нанесение слоя покрытия из нитрида титана на перо лопатки с использованием защитного экрана, при этом каждый слой покрытия из нитрида титана формируют постоянной толщины с использованием защитного экрана с отображенным на него пространственным контуром границ износа опытного однослойного покрытия постоянной толщины, имеющего одинаковые с наносимым покрытием физико-химические свойства. Отображение пространственного контура границ на каждый защитный экран выполняют последовательно через равные промежутки времени. Для нанесения каждого слоя покрытия из нитрида титана постоянной толщины защитные экраны с отображенными пространственными контурами границ каждого слоя устанавливают на лопатку в обратной последовательности относительно последовательности отображений пространственного контура границ износа опытного покрытия. Толщина каждого наносимого слоя из нитрида титана определяется толщиной опытного покрытия, при этом первый слой покрытия наносят без защитного экрана.
В частных случаях осуществления изобретения толщину любого наносимого слоя многослойного покрытия изменяют пропорционально в зависимости от величины изменения длительности промежутка времени между отображениями пространственного контура границ износа опытного покрытия на защитные экраны. Толщину любого наносимого слоя многослойного покрытия изменяют пропорционально в зависимости от величины изменения параметров его стойкости.
Техническим результатом, обеспечиваемым приведенной совокупностью признаков является то, что предлагаемый способ позволяет создавать функционально-ориентированное покрытие, сформированное в виде многослойного покрытия переменной толщины из слоев постоянной толщины с различными топографическими параметрами пространственного контура границ каждого слоя, параметры которого определяются в зависимости от особенностей эксплуатации опытного покрытия постоянной толщины. Данное покрытие функционально ориентировано на особенности эксплуатации и действие неравномерного абразивно-эрозионного износа элементов лопатки, который происходит в газотурбинном двигателе. Здесь, геометрические параметры каждого слоя, а именно толщина и топографические параметры пространственного контура границ, определяются на базе результатов испытаний опытного покрытия постоянной толщины в эксплуатационных условиях. При этом толщина и физико-технические свойства опытного и наносимого покрытия одинаковы. Предлагаемый способ является алгоритмом в технологическом обеспечении процесса нанесения функционально-ориентированного износостойкого покрытия на лопатку газотурбинного двигателя, работающей в условиях действия неравномерного абразивно-эрозионного износа.
В этом случае, функционально-ориентированное покрытие позволяет полностью адаптировать свойства лопатки (толщина покрытия и его топографические параметры на поверхности) при нанесения покрытия в зависимости от действия эксплуатационных функций, а именно абразивно-эрозионного воздействия. Это позволяет решать вопросы полного использования покрытия лопатки из условия его постоянного сохранения на поверхностях лопатки. А также при длительной эксплуатации лопатки создаются условия единовременного разрушения данного покрытия в заданный период времени в условиях действия неравномерного износа. В этом случае, реализуется исключение износа и разрушения тела лопатки до полного единовременного износа всего покрытия на поверхностях и элементах лопатки. В целом, функционально-ориентированное покрытие позволяет повысить общий ресурс лопаток, увеличить их межремонтный ресурс и количество восстановлений лопаток при ремонтах газотурбинных двигателей.
Сущность изобретения поясняется чертежами, на которых изображено:
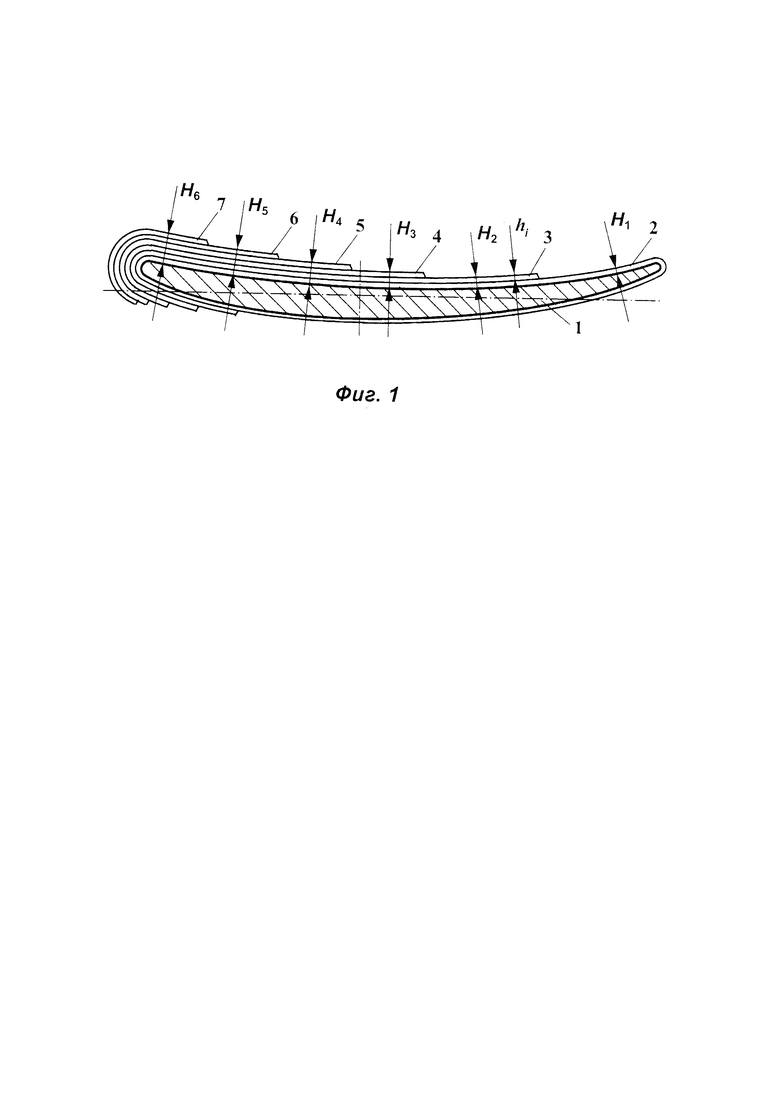
- на фиг. 1 - представлено поперечное сечение пера лопатки с функционально-ориентированным многослойным покрытием переменной толщины, сформированным, например, из 6-ти слоев постоянной толщины;
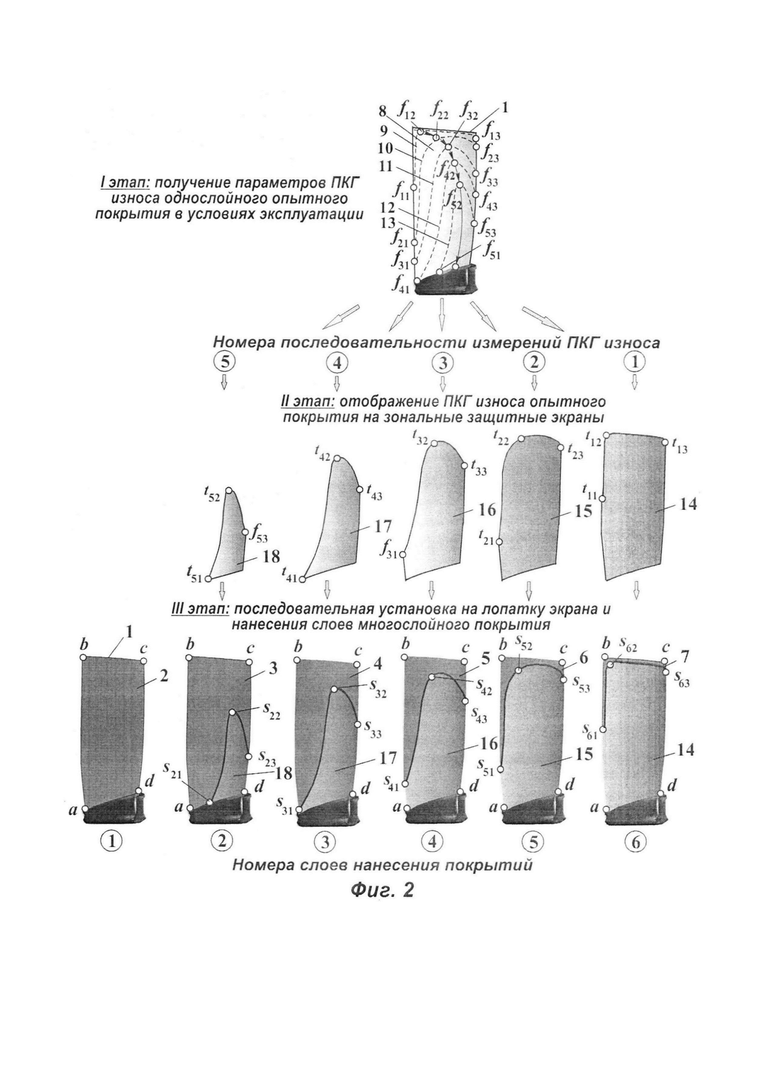
- на фиг. 2 - представлена схема (алгоритм) поэтапной реализации способа нанесения функционально-ориентированного износостойкого покрытия на лопатку газотурбинного двигателя, например для 6-ти слойного покрытия;
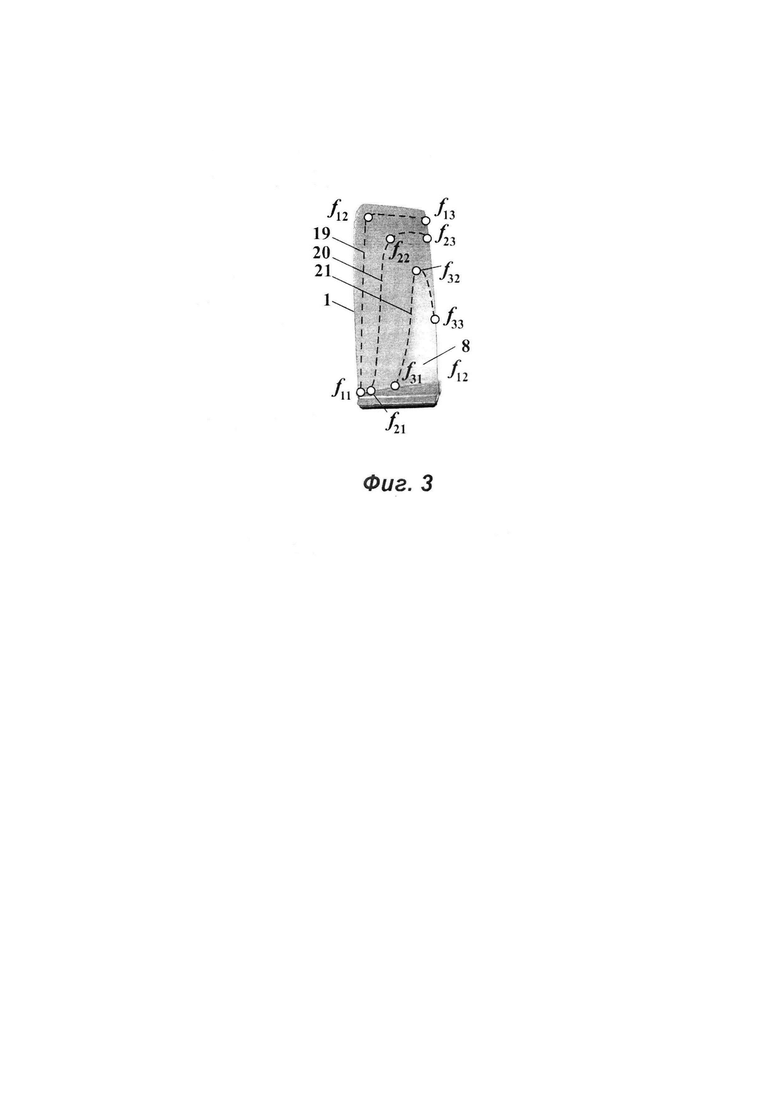
- на фиг. 3 - общий вид лопатки компрессора с изображением пространственных контуров границ износа (ПКГ) опытного покрытия постоянной толщины в условиях эксплуатации, представленных для трех случаев измерений его топографических параметров через равные промежутки времени;
- на фиг. 4 - общий вид лопатки компрессора с четырьмя нитрид титановыми покрытиями, формируемыми в соответствии с предлагаемым способом.
На рис. 1, …, рис. 4 показано: Н1, Н2, Н3, H4, H5, Н6 - общая
толщина многослойного покрытия в зависимости от количества однослойных износостойких покрытий; hi - толщина любого однослойного покрытия постоянной толщины;
f11 f12 f13 f21 f22 f23, f31 f32 f33, f41 f42 f43, f51 f52 f53 - пространственные контуры границ (ПКГ) абразивно-эрозионного износа однослойного опытного покрытия постоянной толщины в условиях эксплуатации, соответственно для 1-го, 2-го, 3-го, 4-го, 5-го измерений топографических параметров; t11 t12 t13, t21 t22 t23, t31 t32 t33, t41 t42 t43, t51 t52 t53 - пространственные контуры границ (ПКГ) зональных защитных экранов, соответственно для 1-го, 2-го, 3-го, 4-го, 5-го номеров; S21 S22 S23, S31 S32 S33, S41 S42 S43, S51 S52 S53, S61 S62 S63 - пространственные контуры границ (ПКГ) наносимых слоев покрытий, соответственно для 2-го, 3-го, 4-го, 5-го, 6-го слоев; a b c d - контур пера лопатки.
Способ нанесения функционально-ориентированного износостойкого покрытия на лопатку газотурбинного двигателя реализуется следующим образом.
При эксплуатации лопатки газотурбинного двигателя происходит неравномерный абразивно-эрозионный износ элементов и поверхностей пера лопатки, особенно это проявляется у лопаток вертолетных авиационных двигателей. Для компенсации неравномерного износа необходимо наносить на перо лопатки специальное функционально-ориентированное покрытие, которое бы компенсировало действие этих неравномерностей. В этом случае, на поверхностях и элементах пера лопатки 1 (фиг. 1) необходимо формировать многослойное покрытие переменной толщины, например, состоящее из 6-ти покрытий с толщиной Н1, Н2, H3, H4, H5, H6 из слоев 2, 3, 4, 5, 6, 7 постоянной толщины hi. При этом каждый слой покрытия должен реализовываться с различными топографическими параметрами пространственного контура границ (ПКГ) каждого слоя. Это выполняется с использованием нескольких зональных защитных экранов, пространственный контур границ каждого, из которых определяется по результатам абразивно-эрозионного износа однослойного опытного покрытия постоянной толщины на лопатке в условиях эксплуатации.
Процесс нанесения функционально-ориентированного покрытия выполняется в три этапа (фиг. 2).
Сначала, на первом этапе, предварительно производится испытание в условиях эксплуатации газотурбинного двигателя опытного однослойного покрытия 8 постоянной толщины на пере лопатки 1, имеющего физико-механические свойства и свою толщину hi, одинаковые с наносимым функционально-ориентированным покрытием каждого слоя 2, 3, 4, 5, 6, 7. При этом выполняются замеры топографических параметров пространственного контура границ 9, 10, 11, 12, 13 не износившейся части опытного покрытия на поверхности пера лопатки, которые показаны на фиг. 2 точками f11 f12 f13 f21 f22 f23, f31 f32 f33, f41 f42 f43, f51 f52 f53, через равные промежутки времени за весь период ресурса этого покрытия при эксплуатации газотурбинного двигателя заданной модели.
Затем, на втором этапе, выполняется отображение топографических параметров пространственного контура границ износа 9, 10, 11, 12, 13 на различные зональные защитные экраны 14, 15, 16, 17, 18, соответственно. При этом реализуются на каждом из них свои пространственные контуры границ t11 t12 t13, t21 t22 t23, t31 t32 t33, t41 t42 t43, t51 t52 t53, за весь период ресурса опытного покрытия 8.
Далее, на третьем этапе, выполняется последовательный процесс нанесения каждого слоя покрытий. При этом первое покрытие 19 на пере лопатки наносится без зонального защитного экрана, а покрытия 20, 21, 22, 23, 24 выполняются с зональными защитными экранами, на которых отображены пространственные контуры границ. В этом случае, зональные защитные экраны 14, 15, 16, 17, 18, устанавливаются на лопатку 1 в обратной последовательности относительно последовательности измерений топографических параметров отображений пространственного контура границ износа 9, 10, 11, 12, 13 опытного покрытия, а толщина каждого наносимого слоя 2, 3, 4, 5, 6, 7 многослойного покрытия определяется толщиной опытного покрытия 8. Поэтому на пере лопатки 1 получают многослойное функционально-ориентированное покрытие переменной толщины из слоев постоянной толщины 2, 3, 4, 5, 6, 7 с различными топографическими параметрами пространственного контура границ каждого слоя, а именно а b с d (1-й слой), а b с S23 S22 S21 a, (2-й слой), s31 b с S33 S32 S31 (3-й слой), S41 b с S43 S42 S41 (4-й слой), S51 b с S53 S52 S51 (5-й слой), S61 b с S63 S62 S61 (6-й слой), зависящими от особенностей эксплуатации лопатки в газотурбинном двигателе.
В процессе нанесении покрытия, толщина hi любого наносимого слоя 2, 3, 4, 5, 6, 7 многослойного покрытия может пропорционально изменяться в зависимости от величины изменения длительности промежутка времени между измерениями топографических параметров отображений 9, 10, 11, 12, 13 пространственного контура границ износа опытного покрытия 8 на зональные защитные экраны 14, 15, 16, 17, 18.
А также, толщина hi любого наносимого слоя 2, 3, 4, 5, 6, 7 многослойного покрытия может пропорционально изменяться в зависимости от величины изменения параметров его стойкости, например, в зависимости от изменения параметров микротвердости.
Кроме того, в процессе нанесения многослойного покрытия, зональные защитные экраны 14, 15, 16, 17, 18 устанавливаются на лопатку 1 в соответствии с последовательностью измерений топографических параметров отображений пространственного контура границ износа опытного покрытия 8, в этом случае последний слой покрытия наносится без зонального защитного экрана.
Пример конкретного выполнения способа.
Для повышения ресурса лопатки компрессора газотурбинного двигателя на перо лопатки наносится функционально-ориентированное многослойное износостойкое вакуумное ионно-плазменное нитрид титановое покрытие.
Например, для рабочих лопаток ротора третьей ступени вертолетного двигателя наносится четырехслойное покрытие с помощью трех зональных защитных экранов. Для каждой ступени ротора, количество слоев покрытий определяется индивидуально на основании испытаний опытного покрытия на каждой ступени ротора. При этом толщина и физико-механические свойства опытного и наносимых слоев функционально-ориентированного покрытия идентичны.
На фиг. 3 представлен общий вид лопатки 1 компрессора с изображением пространственных контуров границ износа (ПКГ) 19, 20, 21 опытного покрытия 8 постоянной толщины h = 4,5 мкм в условиях эксплуатации. На пере лопатки 1, параметры износа опытного покрытия представлены для трех случаев измерений топографических параметров пространственных контуров границ износа, которые выполнялись через равные промежутки времени Tj = 1000 часов эксплуатации лопатки в газотурбинном двигателе. Здесь, пространственные контуры границ износа покрытия представлены тремя штриховыми линиями 19, 20, 21, обозначенными точками f11 f12 f13, f21 f22 f23, f31 f32 f33. Установление топографических параметров f11 f12 f13, f21 f22 f23, f31 f32 f33 пространственного контура границ 19, 20, 21 износа опытно однослойного покрытия 8 является первым этапом реализации данного способа.
На втором этапе, выполняется отображение топографических параметров f11 f12 f13, f21 f22 f23, f31 f32 f33 полученных пространственных контуров границ 19, 20, 21 износа опытного однослойного покрытия 8 на зональные защитные экраны и выполняется их изготовление с топографическими параметрами t11 t12 t13, t21 t22 t23, t31 t32 t33 пространственного контура границ экранов (фиг. 2).
Далее, на третьем этапе, в соответствии с п. 1 предлагаемого способа (фиг. 2), выполняется нанесение 1-го слоя покрытия на перо лопатки 1 без зонального защитного экрана, затем устанавливается 1-й зональный защитный экран и наносится 2-й слой покрытия, потом устанавливается 2-й зональный защитный экран и наносится 3-й слой покрытия, в заключение устанавливается 3-й зональный защитный экран и наносится 4-й слой покрытия. В результате на рабочих поверхностях лопатки формируется многослойное функционально-ориентированное износостойкое покрытие переменной толщины из слоев постоянной толщины с различными топографическими параметрами пространственного контура границ каждого слоя, выполненными в зависимости от особенностей действия неравномерного абразивно-эрозионного износа элементов и поверхностей лопатки газотурбинного двигателя.
На фиг. 4 представлен общий вид лопатки компрессора с четырьмя нитрид титановыми покрытиями, формируемыми в соответствии с предлагаемым способом п. 4 формулы изобретения. А именно, в процессе нанесения многослойного покрытия, зональные защитные экраны устанавливались на лопатку в соответствии с последовательностью измерений топографических параметров отображений пространственного контура границ износа опытного покрытия. При этом последний слой покрытия наносился без зонального защитного экрана.
В данном случае, покрытие наносилось на вакуумной ионно-плазменной установке тремя катодами, выполненными из титана марки ВТ 1-0. Микротвердость покрытия Нμ = 23-25 ГПа, толщина каждого слоя покрытия hi = 4,5 мкм, длительность нанесения каждого слоя покрытия = 6,75 мин. Структура основных переходов при нанесении каждого слоя покрытия состояла из следующих операций: установка лопатки с зональным защитным экраном в вакуумную камеру, ионная очитка поверхностей лопатки, ее нагрев, металлизация, нанесение слоя покрытия и охлаждение. Перед нанесением каждого слоя покрытия, для улучшения параметров адгезии и когезии покрытия, поверхности лопатки и покрытия после нанесения полировались, а также выполнялась ультразвуковая очитка ее поверхностей.
Предлагаемый способ нанесения покрытия позволяет реализовывать функционально-ориентированное покрытие на пере лопатки в зависимости от особенностей его эксплуатации в газотурбинном двигателе. Это выполняется на основе разработанного технологического алгоритма, выполняемого посредством трех этапов:
- выполняется получение параметров пространственного контура границ (ПКГ) износа однослойного опытного покрытия в условиях эксплуатации лопатки;
- выполняется отображение пространственного контура (ПКГ) границ износа опытного покрытия на лопатке на зональные защитные экраны и их изготовление;
- производится последовательная установка на лопатку зональных защитных экранов и нанесение слоев постоянной толщины многослойного покрытия переменной толщины.
Функционально-ориентированное износостойкое многослойное покрытие лопатки газотурбинного двигателя, работающей в условиях действия неравномерного абразивно-эрозионного износа, полностью исключает разрушение тела пера лопатки в период эксплуатации, повышает общий ресурс, межремонтный ресурс лопатки и количество восстановлений лопатки посредством этих покрытий при ремонтах. Кроме того, функционально-ориентированное покрытие лопатки имеет способность полностью разрушаться в заданный период времени, что исключает процесс его удаления в процессе ремонта лопатки с последующим нанесением нового покрытия.
Экономический эффект при использовании предлагаемого способа получается за счет того, что обеспечивается следующее:
- расширяются технологические возможности процесса, и создается возможность нанесения функционально-ориентированного многослойного покрытия переменной толщины из слоев постоянной толщины с различными топографическими параметрами пространственного контура границ каждого слоя, в зависимости от особенностей действия неравномерного абразивно-эрозионного износа поверхностного слоя лопатки;
- функционально-ориентированное покрытие пера лопатки позволяет полностью адаптировать свойства лопатки при изготовлении к особенностям ее эксплуатации в газотурбинном двигателе, обеспечить заданный требуемый или предельный эксплуатационный потенциал лопаток;
- повышается общий и межремонтный ресурс лопаток, а также увеличивается количество восстановлений лопаток при ремонтах.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ НАНЕСЕНИЯ ИЗНОСОСТОЙКИХ ПОКРЫТИЙ НА ЛОПАТКИ КОМПРЕССОРА ГТД | 2009 |
|
RU2430992C2 |
| СПОСОБ НАНЕСЕНИЯ ЗАЩИТНОГО ПОКРЫТИЯ НА ЛОПАТКИ БЛИСКА ИЗ ТИТАНОВОГО СПЛАВА | 2018 |
|
RU2692356C1 |
| СПОСОБ НАНЕСЕНИЯ ЗАЩИТНОГО МНОГОСЛОЙНОГО ПОКРЫТИЯ НА ЛОПАТКИ БЛИСКА ГАЗОТУРБИННОГО ДВИГАТЕЛЯ ИЗ ТИТАНОВОГО СПЛАВА ОТ ПЫЛЕАБРАЗИВНОЙ ЭРОЗИИ | 2017 |
|
RU2677041C1 |
| СПОСОБ ЗАЩИТЫ ПЕРА ЛОПАТКИ КОМПРЕССОРА ГАЗОТУРБИННОГО ДВИГАТЕЛЯ ИЗ ТИТАНОВЫХ СПЛАВОВ ОТ ГАЗОАБРАЗИВНОГО ИЗНОСА | 2023 |
|
RU2806569C1 |
| СПОСОБ ЗАЩИТЫ ЛОПАТОК ГАЗОТУРБИННОГО ДВИГАТЕЛЯ ИЗ ТИТАНОВЫХ СПЛАВОВ С УЛЬТРАМЕЛКОЗЕРНИСТОЙ СТРУКТУРОЙ ОТ ПЫЛЕАБРАЗИВНОЙ ЭРОЗИИ | 2021 |
|
RU2769799C1 |
| СПОСОБ ПОЛУЧЕНИЯ ИОННО-ПЛАЗМЕННОГО НАНОСЛОЙНОГО ПОКРЫТИЯ НА ЛОПАТКАХ ТУРБОМАШИН ИЗ ТИТАНОВЫХ СПЛАВОВ | 2008 |
|
RU2388685C1 |
| Способ защиты лопаток компрессора газотурбинного двигателя из титановых сплавов от пылеабразивной эрозии | 2021 |
|
RU2768945C1 |
| СПОСОБ ПОЛУЧЕНИЯ ИОННО-ПЛАЗМЕННОГО НАНОСЛОЙНОГО ПОКРЫТИЯ НА ЛОПАТКАХ ТУРБОМАШИН ИЗ ЛЕГИРОВАННЫХ СТАЛЕЙ | 2008 |
|
RU2413035C2 |
| СПОСОБ ЗАЩИТЫ ЛОПАТОК КОМПРЕССОРА ГАЗОТУРБИННОГО ДВИГАТЕЛЯ ИЗ ТИТАНОВЫХ СПЛАВОВ ОТ ПЫЛЕАБРАЗИВНОЙ ЭРОЗИИ | 2013 |
|
RU2552202C2 |
| СПОСОБ НАНЕСЕНИЯ ЗАЩИТНОГО МНОГОСЛОЙНОГО ПОКРЫТИЯ НА ЛОПАТКИ МОНОКОЛЕСА ИЗ ТИТАНОВОГО СПЛАВА | 2018 |
|
RU2685896C1 |
Изобретение относится к области машиностроения, в частности к нанесению покрытий в вакууме, и может быть использовано для нанесения многослойного функционально-ориентированного износостойкого покрытия на лопатки газотурбинных двигателей. Способ нанесения функционально-ориентированного многослойного износостойкого вакуумного ионно-плазменного нитридтитанового покрытия на лопатку газотурбинного двигателя, имеющего переменную толщину, включает нанесение слоя покрытия из нитрида титана на перо лопатки с использованием защитного экрана, при этом каждый слой покрытия из нитрида титана формируют постоянной толщины с использованием защитного экрана с отображенным на него пространственным контуром границ износа опытного однослойного покрытия постоянной толщины, имеющего одинаковые с наносимым покрытием физико-химические свойства. Отображение пространственного контура границ на каждый защитный экран выполняют последовательно через равные промежутки времени, причем для нанесения каждого слоя покрытия из нитрида титана постоянной толщины защитные экраны с отображенными пространственными контурами границ каждого слоя устанавливают на лопатку в обратной последовательности относительно последовательности отображений пространственного контура границ износа опытного покрытия. Толщина каждого наносимого слоя из нитрида титана определяется толщиной опытного покрытия, а первый слой покрытия наносят без защитного экрана. В частных случаях осуществления изобретения толщину любого наносимого слоя многослойного покрытия изменяют пропорционально в зависимости от величины изменения длительности промежутка времени между отображениями пространственного контура границ износа опытного покрытия на защитные экраны. Толщину любого наносимого слоя многослойного покрытия изменяют пропорционально в зависимости от величины изменения параметров его стойкости. Обеспечивается создание механизма и алгоритма формирования технологическими методами функционально-ориентированного многослойного покрытия переменной толщины из слоев постоянной толщины с различными топографическими параметрами пространственного контура границ каждого слоя в зависимости от действия неравномерного абразивно-эрозионного износа элементов и поверхностей тела пера лопатки при эксплуатации. 2 з.п. ф-лы, 4 ил., 1 пр.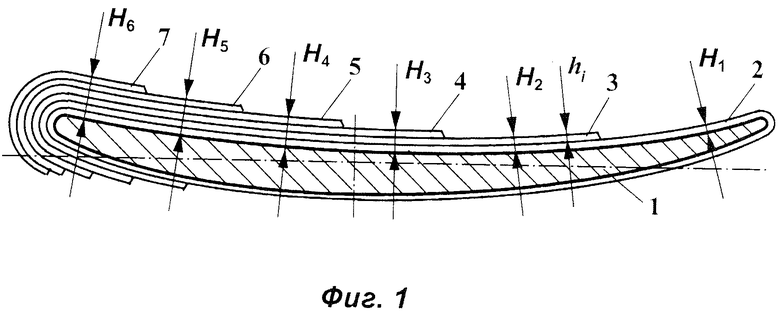
1. Способ нанесения функционально-ориентированного многослойного износостойкого вакуумного ионно-плазменного нитридтитанового покрытия на лопатку газотурбинного двигателя, имеющего переменную толщину, включающий нанесение слоя покрытия из нитрида титана на перо лопатки с использованием защитного экрана, отличающийся тем, что каждый слой покрытия из нитрида титана формируют постоянной толщины с использованием защитного экрана с отображенным на него пространственным контуром границ износа опытного однослойного покрытия постоянной толщины, имеющего одинаковые с наносимым покрытием физико-химические свойства, при этом отображение пространственного контура границ на каждый защитный экран выполняют последовательно через равные промежутки времени, причем для нанесения каждого слоя покрытия из нитрида титана постоянной толщины защитные экраны с отображенными пространственными контурами границ каждого слоя устанавливают на лопатку в обратной последовательности относительно последовательности отображений пространственного контура границ износа опытного покрытия, при этом толщина каждого наносимого слоя из нитрида титана определяется толщиной опытного покрытия, при этом первый слой покрытия наносят без защитного экрана.
2. Способ по п. 1, отличающийся тем, что толщину любого наносимого слоя многослойного покрытия изменяют пропорционально в зависимости от величины изменения длительности промежутка времени между отображениями пространственного контура границ износа опытного покрытия на защитные экраны.
3. Способ по п. 1, отличающийся тем, что толщину любого наносимого слоя многослойного покрытия изменяют пропорционально в зависимости от величины изменения параметров его стойкости.
| US 6605160 B2, 12.08.2003 | |||
| ЗАЩИТНАЯ МАСКА ДЛЯ ОБРАБОТКИ ПОВЕРХНОСТИ ЛОПАТОК ТУРБОМАШИНЫ | 2004 |
|
RU2369443C2 |
| Стенд для испытания мальтийских механизмов | 1987 |
|
SU1497476A1 |
| US 20160333706 A1, 17.11.2016. | |||

