Область изобретения
Настоящее изобретение относится к литью типа по выплавляемой модели и более конкретно к огнеупорному сердечнику для изготовления полой лопатки турбинного двигателя посредством литья по выплавляемой модели.
Предшествующий уровень техники
В известном способе, турбинный двигатель имеет камеру сгорания, в которой воздух и топливо смешиваются перед их сгоранием. Газ, получающийся в результате от сгорания, протекает ниже по потоку от камеры сгорания, впоследствии подаваясь в турбину высокого давления и турбину низкого давления. Каждая турбина имеет один или более рядов стационарных лопаток, составляющих направляющие лопасти, перемежающиеся одним или более рядов движущихся лопаток, составляющих лопасти (оперенные лопатками диски или «блиски»), в которых все лопатки разнесены по окружности вокруг ротора турбины. Лопатки турбины подвергаются очень высоким температурам газа сгорания, температуры могут достигать величин, значительно выше температур, которые лопатки в контакте с газом могут выдерживать без повреждения, что означает, что их необходимо непрерывно охлаждать посредством соответствующих встроенных холодильных контуров, где такой контур включает многочисленные полости, где желательно обеспечить охлаждение, что является эффективным и точным без значительного увеличения расхода воздуха и без ухудшения характеристики двигателя. Полые лопатки, образованные таким образом, изготовляются посредством так называемого способа литья «по выплавляемой модели», который требует использования сердечника или части модели, имеющей наружную поверхность, которая соответствует внутренней поверхности завершенной лопатки, как описано в заявке FR 2 961 552, поданной на имя Заявителя.
В технологиях, применяемых в настоящее время, огнеупорный сердечник, изготовленный из керамики, помещают в форму, и затем металл или металлический сплав отливают между формой и сердечником для того, чтобы отформовать лопатку. При охлаждении, благодаря разнице коэффициентов термического расширения для металла и сердечника, металлическая лопатка дает усадку более, чем керамический сердечник, так что керамический сердечник затем прилагает силы на металлическую лопатку, что дает рост напряжений в нем. При монокристаллических лопатках, напряжения, которые возникают, могут привести к рекристаллизации, что несовместимо с используемой лопаткой.
Задачей изобретения является, по меньшей мере, частичное устранение указанных недостатков предшествующего уровня техники.
Сущность изобретения
Для решения поставленной задачи предложен огнеупорный сердечник для изготовления полой лопатки турбинного двигателя, использующего технологию литья по выплавляемой модели, причем сердечник содержит основной корпус и по меньшей мере один кожух, соединенный с основным корпусом и ограничивающий полость между основным корпусом и кожухом, причем кожух скомпонован, чтобы входить в контакт с лопаткой перед изготовлением.
В настоящем изобретении термин «огнеупорный» обозначает материал, который выдерживает высокие температуры достаточно, чтобы быть подходящим для использования при литье по выплавляемой модели лопатки турбинного двигателя. Огнеупорный материал, составляющий сердечник, может быть керамическим материалом, например, огнеупорным материалом на основе глинозема (Al2O3), кремнезема (SiO2) или оксида циркония (ZrO2). Огнеупорный сердечник может быть также изготовлен из огнеупорного металла. Как пример, огнеупорный сердечник может по существу содержать один из следующих элементов: Si, Hf, Ta, B, W, Ti, Nb, Zr, Mo, V. Вдобавок, огнеупорный сердечник имеет механические свойства, что он является эластичным и хрупким.
В случае, когда не установлено нечто противоположное, артикли ʺaʺ или ʺtheʺ кожух используются ниже, чтобы означать по меньшей мере «один» или «по меньшей мере один» или, более того, «каждый» кожух. Наоборот, типичное использование множественного может включать единичное.
Сердечник простирается в продольном направлении. Продольное направление сердечника соответствует продольному направлению лопатки, это направление простирается от основания лопатки до кончика лопатки. Разрезы, перпендикулярные продольному направлению, называются поперечными разрезами. На виде в поперечном разрезе полость закрыта с тем, чтобы металл мог быть отлит вокруг сердечника, и таким образом вокруг корпуса, без проникновения в полость.
Кожух может быть пригнан к основному корпусу или может быть изготовлен как единое целое с основным корпусом.
Полость, образованная посредством кожуха и основного корпуса, не является пористой, но является скорее макроскопической полостью. В частности, в поперечном разрезе, средний размер полости составляет порядка от нескольких десятых миллиметра до нескольких миллиметров.
Благодаря полости, кожух может разрушаться, когда он подвергается воздействию сил, которые приложены к наружной стороне полости, в особенности сил, вызываемых усадкой металла, когда он охлаждается. Разрушение кожуха высвобождает пространство, которое дает возможность металлу давать усадку свободно, посредством этого имея эффект понижения остаточных напряжений в металле в продолжение охлаждения. Благодаря такому сердечнику, становится возможным отливать полые монокристаллические лопатки, в то же время предотвращая любую рекристаллизацию в связи с избыточными напряжениями в металле, даже для форм лопатки, в которых нормально присутствуют высокие концентрации напряжений.
Кроме того, кожух также подвергается воздействию сил, в то время как металл отливается. Тем не менее, те силы много меньше, чем силы, действующие на кожух в продолжение охлаждения металла. Принимая во внимание общие знания специалиста в данной области техники, таким образом возможно придавать нужные размеры кожуху с тем, чтобы он выдерживал отливку металла и разрушался с момента определенного уровня напряжения, в то время как металл охлаждается.
Настоящее изобретение также обеспечивает изготовление сердечника, как описано выше, посредством технологии послойного синтеза, например, стереолитографии.
В некоторых вариантах исполнения кожух ограничивает объем, который является выпуклым. Необходимо напомнить, что объем (или поверхность), которая является выпуклой, представляет собой объем (или поверхность), такую, что для любых двух точек такого объема (или такой поверхности) сегмент прямой линии, соединяющей те две точки вместе, содержится полностью внутри объема (или поверхности). В частности, как видно в одном из любых поперечных разрезов, кожух ограничивает поверхность, которая является выпуклой. Такая форма является выгодной, поскольку напряжения концентрируются в зонах высокой кривизны.
В некоторых вариантах осуществления основной корпус является твердым. В настоящем изобретении термин «твердый» означает, что основной корпус не имеет никаких отверстий и не является пористым. В этих вариантах осуществления основной корпус является плотным и компактным. Таким образом, несмотря на присутствие полости, огнеупорный сердечник, как целый, сохраняет достаточную жесткость при изгибе. Вдобавок, зоны, в которых присутствуют полости, то есть кожухи, используются только в зонах лопатки, которые подвергаются высоким уровням напряжения во время охлаждения.
В некоторых вариантах осуществления основной корпус должен входить в контакт с лопаткой, в особенности с ее частями, где напряжения в продолжение охлаждения ниже, чем в частях, которые должны входить в контакт с кожухом. Например, основной корпус может быть должен входить в контакт с частями лопатки, которые по существу являются плоскими. В таких вариантах осуществления кожух не должен окружать весь основной корпус.
В некоторых вариантах осуществления огнеупорный сердечник дополнительно содержит по меньшей мере первый участок арматуры, расположенный внутри полости, простирающийся от одной точки кожуха до другой точки кожуха. Первый участок арматуры не совпадает с основным корпусом и кожухом. Первый участок арматуры может простираться на всей высоте сердечника или только на части высоты сердечника. Первый участок арматуры может включать одну или более канавок. Первый участок арматуры может быть плоским или не плоским. Форма первого участка арматуры может быть определена на основе общего знания специалиста в данной области техники, как функция величин, желательных для определенных критериев, как например, предел прочности на разрыв, предел упругости и так далее. Огнеупорный сердечник может иметь множество первых участков арматуры.
В некоторых вариантах осуществления огнеупорный сердечник дополнительно содержит по меньшей мере второй участок арматуры, расположенный внутри полости и простирающийся от точки кожуха до точки первого участка арматуры. Таким образом, первый и второй участки арматуры образуют конструкцию для армирования кожуха. Второй участок арматуры может иметь некоторые или все характеристики, отмеченные выше для первого участка арматуры. В качестве примера, первый и второй участки арматуры могут быть расположены так, что вместе их поперечный разрез имеет обычно Т-образную форму.
В некоторых вариантах осуществления по меньшей мере один из участков арматуры включает промежуточную часть, образующую зону предпочтительного разрушения. Присутствие зоны предпочтительного разрушения служит для того, чтобы контролировать точку, у которой участок арматуры разрушается и таким образом, чтобы точно определить предел прочности на разрыв кожуха.
Промежуточная часть может образовать часть первого участка арматуры и/или второго участка арматуры. Например, промежуточная часть, образующая зону предпочтительного разрушения, может быть помещена у пересечения между первым и вторым участками арматуры. Таким образом, армирующая конструкция, опирающая кожух, разрушается, когда промежуточная часть разрушается.
Например, промежуточная часть, образующая зону предпочтительного разрушения, может быть в форме утончения в участке(ах) арматуры или вместо этого выемкой по меньшей мере в одном из участков арматуры.
В некоторых вариантах осуществления один или каждый участок арматуры присутствует в поперечном сечении при соотношении сторон по меньшей мере 2, предпочтительно по меньшей мере 2,5, более предпочтительно по меньшей мере 3, более предпочтительно по меньшей мере 3,5, более предпочтительно по меньшей мере 4. Вдобавок, предпочтительно для соотношения сторон быть не более, чем 50, более предпочтительно не более, чем 40, более предпочтительно не более, чем 30, более предпочтительно не более, чем 20, более предпочтительно не более, чем 10. Соотношение сторон представляет собой отношение наибольшей длины, разделенной на наименьшую длину. Оно определяет прочность участка арматуры, в особенности, когда он подвергается воздействию сил сжатия, тяги и/или изгиба.
В некоторых вариантах осуществления полость обычно находится в форме трубы, причем полость закрыта вблизи от концов трубы. Предпочтительно, концы полости закрыты в частях кожуха, которые не входят в контакт с металлом. Наоборот, для кожуха предпочтительно оставаться локально полым в его части, которая должна входить в контакт с металлом.
Таким образом, полость может быть закрыта с тем, чтобы металл не мог проникать внутрь частей кожуха, которые должны входить в контакт с металлом.
Например, когда огнеупорный сердечник изготовлен посредством технологии послойного синтеза, концы полости могут быть закрыты в продолжение указанной технологии послойного синтеза.
В некоторых вариантах осуществления основной корпус и кожух представляют собой единое целое. Основной корпус и кожух изготовляются из того же самого материала и совместно они могут содержать непрерывность материала. Альтернативно, кожух может быть отделен и пригнан к основному корпусу.
Настоящее изобретение также обеспечивает способ изготовления для изготовления полой лопатки турбинного двигателя, используя технологию литья по выплавляемой модели, с огнеупорным сердечником, как описано выше.
В некоторых осуществлениях способа, перед введением воска на огнеупорный сердечник, огнеупорный сердечник вручную покрывают воском. Первоначальное покрытие образует первый слой воска, который может покрывать сердечник непосредственно. После того, как он покрыт, первый слой воска образует буферный слой, служащий, чтобы ослаблять силы, фактически действующие на огнеупорный сердечник. Это гарантирует, что сердечник выдерживает напряжения, вырабатываемые посредством усадки воска, который впоследствии вводится на огнеупорный сердечник в большем количестве.
Краткое описание чертежей
В дальнейшем изобретение поясняется описанием неограничительных вариантов его осуществления, приводимым со ссылками на сопровождающие чертежи, на которых:
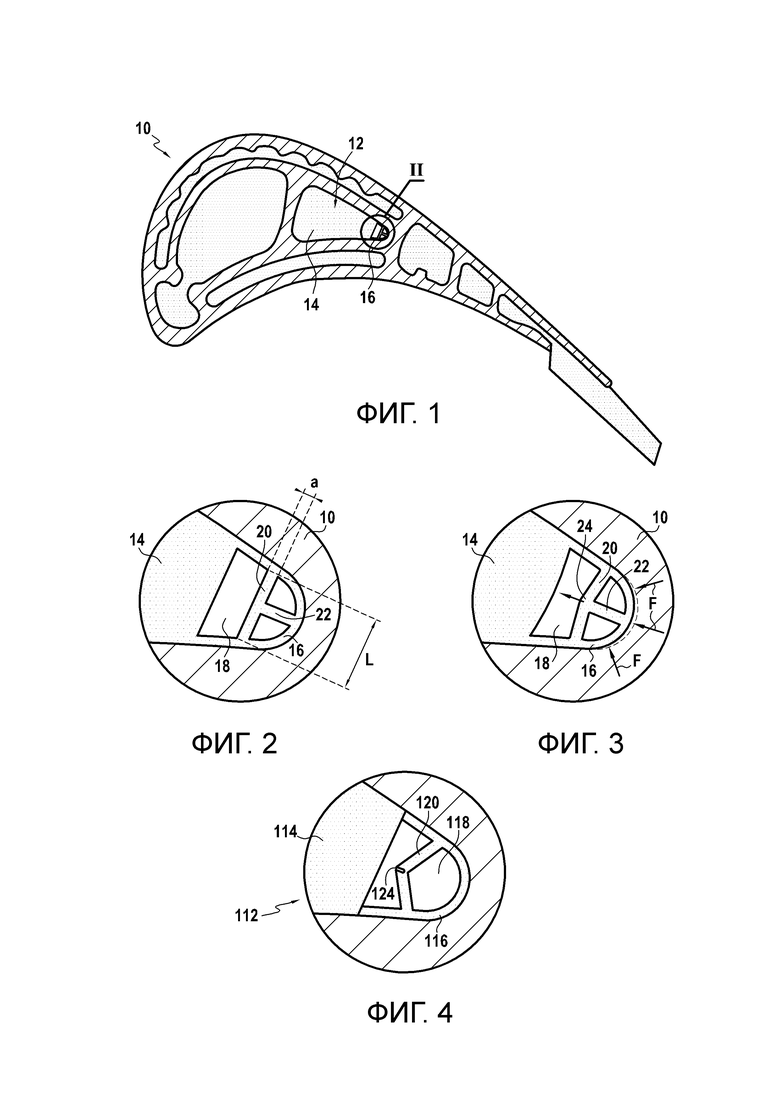
Фиг.1 представляет собой схематический вид в поперечном разрезе отливки лопатки вокруг огнеупорного сердечника в первом варианте осуществления;
Фиг.2 показывает деталь Фиг.1;
Фиг.3 представляет собой вид, аналогичный Фиг.2, где металл лопатки прилагает силы на огнеупорный сердечник в продолжение охлаждения, которое следует за затвердеванием металла; и
Фиг.4 представляет собой схематический вид узла огнеупорного сердечника во втором варианте осуществления.
Подробное описание изобретения
Фиг.1 представляет собой схематический вид в поперечном разрезе отливки лопатки 10 вокруг огнеупорного сердечника 12 в первом варианте осуществления. В настоящем примере, лопатка 10 представляет собой лопатку турбины, однако огнеупорный сердечник 12 мог также быть использован, чтобы отливать другие типы лопатки.
В настоящем варианте осуществления огнеупорный сердечник 12 изготовлен из керамики и он таким образом называется ниже «керамическим» сердечником 12. Более точно, в этом примере огнеупорный сердечник 12 имеет следующий состав (проценты по весу): грубый стекловидный кремнезем от 58% до 69%, тонкий стекловидный кремнезем от 8% до 19%, циркон (ZrSiO4) 20% и кристобалит 3%. Тем не менее, как отмечено выше, огнеупорный сердечник 12 мог равно быть изготовлен из некоторого другого материала, типично огнеупорного металла или огнеупорного металлического сплава.
Как отмечено выше, лопатка 10 является полой с тем, чтобы позволить ей быть охлажденной посредством внешнего потока воздуха. Керамический сердечник 12 служит, чтобы образовать внутренние полости в лопатке, причем наружная поверхность керамического сердечника соответствует по существу внутренней поверхности лопатки 10.
Керамический сердечник 12 содержит основной корпус 14 и кожух 16. В этом примере керамический сердечник 12 включает один кожух 16, но он мог иметь более, чем один. Основной корпус 14 и кожух 16 описаны подробно со ссылкой на Фиг.2, которая показывает деталь Фиг.1.
Кожух 16 соединен с основным корпусом 14. Таким образом, кожух 16 взаимодействует с основным корпусом 14, чтобы ограничить полость 18. Полость 18 таким образом помещена между основным корпусом 14 и кожухом 16. Кожух 16 образует стенку, которая является относительно тонкой по сравнению с основным корпусом. Кроме того, как показано на Фиг.2, кожух 16 скомпонован, чтобы входить в контакт с лопаткой 10 в продолжение изготовления. Кроме того, в отличие от кожуха 16, основной корпус 14 является твердым.
Как показано на Фиг.1, присутствие кожуха 16 является выгодным в районах высокой кривизны в охлаждающих каналах лопатки. Конкретно, в районах высокой кривизны присутствуют особенно высокие концентрации напряжений. Таким образом, кожух 16 ограничивает объем, который является выпуклым, или по меньшей мере в поперечном сечении (то есть, в плоскости Фиг.1 и 2) кожух 16 ограничивает поверхность, которая является выпуклой.
В настоящем варианте осуществления керамический сердечник 12 имеет первый участок арматуры 20 и второй участок арматуры 22. Первый участок арматуры 20 расположен внутри полости 20. В этом примере первый участок арматуры 20 является прямолинейным в поперечном сечении. Первый участок арматуры 20 простирается от одной точки кожуха 16 до другой точки кожуха 16, таким образом пересекая полость 18. Второй участок арматуры 22 расположен внутри полости 18. В этом примере второй участок арматуры 22 является прямолинейным в поперечном сечении. Первый участок арматуры 20 простирается от точки кожуха 16 до точки первого участка арматуры 20. В этом случае первый участок арматуры 20 и второй участок арматуры 22 вместе представляют поперечное сечение, которое обычно имеет Т-образную форму. Кроме того, первый участок арматуры 20 и второй участок арматуры 22 в этом примере простираются по всей длине керамического сердечника 12 (то есть, его длине в продольном направлении вдоль оси, перпендикулярной к плоскости Фиг.2).
В поперечном сечении, показанном на Фиг.2, первый участок арматуры 20 присутствует при соотношении сторон L/a около 6,6. Второй участок арматуры 22 присутствует при соотношении сторон около 4. В любом случае предпочтительно для каждого участка арматуры иметь соотношение сторон, находящееся в диапазоне от 2 до 50.
Для того, чтобы предотвратить металл от проникновения в полость 18 во время отливки лопатки 10, также предпочтительно закрывать полость 18. Кроме того, для того, чтобы гарантировать, что закрытая часть не приведет к тому, что преимущество полости 18 потеряется, предпочтительно для полости быть закрытой вблизи от ее концов в продольном направлении, предпочтительно в частях кожуха, которые не входят в контакт с металлом в то время, как он охлаждается. В варианте осуществления, в котором керамический сердечник изготовляется посредством технологии послойного синтеза, закрытые части могут быть изготовлены непрерывно с кожухом и основным корпусом, вместе с любыми участками арматуры.
В продолжение охлаждения лопатки 10 после того, как металл был отлит, лопатка 10 и керамический сердечник 12 дают усадку различно в связи с их различными коэффициентами термического расширения. Металлическая лопатки 10 дает усадку более, чем керамический сердечник 12, и она прилагает силы F на керамический сердечник, как показано схематически на Фиг.3, которые действуют по направлению к основному корпусу 14. Под действием этих сил, которые являются особенно интенсивными в зонах высокой кривизны в лопатке 10, кожух 16 и участки арматуры 20, 22 деформируются. В особенности, на первом и втором участках арматуры присутствует промежуточная часть 24 у их пересечения, в котором образуется зона предпочтительного разрушения. Промежуточная часть 24 имеет размеры с тем, чтобы она составляла первую точку разрушения под действием сил в связи с усадкой лопатки 10. Здесь природа зоны предпочтительного разрушения промежуточной части 24 гарантируется в этом примере посредством Т-образного пересечения между первым и вторым участками арматуры 20 и 22 с промежуточной частью 24, помещенного в пересечение между первым и вторым участками арматуры 20 и 22.
Когда силы F превышают определенный предел, как предварительно определено формой и материалами керамического сердечника 12, промежуточная часть 24 разрушается, посредством этого ослабляя армирующую конструкцию, образованную участками арматуры 20 и 22 и разрушая кожух 16. В результате керамический сердечник 12 более не составляет помеху лопатке 10 давать усадку легко в местоположении, где кожух 16 не разрушен. Следовательно, остаточные напряжения в лопатке 10 значительно уменьшаются и явление рекристаллизации может быть предотвращено.
Керамический сердечник 12 может быть изготовлен посредством технологии послойного синтеза или любым другим способом, подходящим для изготовления кожуха 16 и его участков арматуры 20, 22, если это имеет место. Также возможно изготовить его посредством литья под давлением твердой части керамического сердечника 12 и корпуса 16 отдельно от керамического материала и затем связывания их вместе, например, посредством огнеупорного клея.
Раз керамический сердечник 12 изготовлен, способ литья по выплавляемой модели для изготовления лопатки 10 является традиционным и состоит сначала в формовании пресс-формы для литья под давлением, в которую керамический сердечник 12 помещается перед введением воска. Восковая модель, созданная таким образом, затем погружается в шлам, составленный посредством суспензии керамики для того, чтобы изготовить литейную форму (также называемую формой «кожуха»). Окончательно, воск удаляется, и форма кожуха обжигается с тем, чтобы дать возможность расплавленному металлу быть залитым в нее.
Во время выполнения способа после того, как воск был введен на керамический сердечник 12, охлаждение восковой модели лопатки может дать рост сил, которые аналогичны тем, которые имеют место в продолжение охлаждения металлической лопатки 10. Однако кожух 16 не должен разрушаться на этой ступени. С этой целью первый выбор для специалиста в данной области техники состоит в том, чтобы придать кожуху 16 размеры, например, посредством запуска цифрового моделирования, чтобы гарантировать, что он выдерживает силы, воздействующие посредством воска, как он охлаждается, и что он разрушается только под действием больших сил, которые воздействуют посредством металла, в то время как он охлаждается.
Второй выбор, который может быть использован, как альтернатива или вдобавок, состоит, перед введением воска на керамический сердечник 12, в покрытии вручную керамического сердечника воском. Эта стадия относится к «предварительному покрытию воском» сердечника. Это первоначальное покрытие может быть выполнено непосредственно на поверхности керамического сердечника 12. Покрытие может быть выполнено на всей поверхности керамического сердечника 12, только на кожухе или вместо этого на любой части наружной поверхности керамического сердечника 12. Это первоначальное покрытие образует буферный слой, который служит, чтобы ослабить силы, которые фактически действуют на керамический сердечник 12, посредством этого защищая кожух 16 от разрушения. Вдобавок, первоначальное покрытие воском может быть удалено из сердечника в то же самое время, когда удаляется восковая модель.
Фиг.4 показывает другой вариант осуществления керамического сердечника. Керамический сердечник 112 на Фиг.4 идентичен керамическому сердечнику 12 по первому варианту осуществления за исключением того, что касается участков арматуры и аспектов, изложенных ниже. Таким образом, основной корпус 114, кожух 116 и полость 118 не описаны вновь.
Керамический сердечник 112 имеет первый участок арматуры 120, который является по существу V-образным. Кроме того, первый участок арматуры включает промежуточную часть 124, образующую зону предпочтительного разрушения. Конкретно, промежуточная часть 124 имеет форму выемки в первом участке арматуры. Промежуточная часть 124 таким образом образует зону, в которой напряжение становится концентрированным, посредством этого создавая возрастание в зоне предпочтительного разрушения.
Вдобавок, в этом варианте осуществления керамический сердечник 112 получается посредством способа, в котором основной корпус 114 и кожух 116 изготовляются отдельно, например, посредством литья под давлением керамического материала, и затем собираются вместе, например, посредством клея.
Хотя настоящее изобретение описано для керамического сердечника и лопатки, изготовленной из металла или металлического сплава, возможны многочисленные вариации в форме и материале, причем изобретение остается применимым всякий раз, когда в соответствующих материалах лопатки и сердечника присутствует то же самое явление различной усадки.
Хотя изобретение описано со ссылкой на конкретные варианты осуществления, вдобавок могут быть выполнены модификации без выхода за пределы общих границ изобретения, как ограничено пунктами формулы изобретения. В особенности, индивидуальные характеристики различных вариантов осуществления, показанных и/или отмеченных, могут быть объединены в дополнительных вариантах осуществления. Следовательно, описание и чертежи должны быть рассмотрены в смысле, что они скорее иллюстрируют, чем ограничивают.
Изобретение относится к литейному производству и может быть использовано для изготовления полой лопатки турбинного двигателя. Огнеупорный сердечник (12, 112) для изготовления лопатки (10) c использованием технологии литья по выплавляемой модели содержит основной корпус (14, 114) и по меньшей мере один кожух (16, 116), соединенный с основным корпусом (14, 114) и ограничивающий полость (18, 118) между основным корпусом и кожухом, причем кожух (16, 116) скомпонован таким образом, чтобы входить в контакт с лопаткой (10) в процессе изготовления, а полость (18, 118) выполнена закрытой для того, чтобы материал отливки не проникал в полость во время отливки лопатки (10). Изобретение позволяет повысить прочность лопатки. 2 н. и 9 з.п. ф-лы, 4 ил.
1. Огнеупорный сердечник (12, 112) для изготовления полой лопатки (10) турбинного двигателя, c использованием технологии литья по выплавляемой модели, содержащий основной корпус (14, 114) и по меньшей мере один кожух (16, 116), соединенный с основным корпусом (14, 114) и ограничивающий полость (18, 118) между основным корпусом и кожухом, при этом кожух (16, 116) скомпонован таким образом, чтобы входить в контакт с лопаткой (10) в процессе изготовления, а полость (18, 118) выполнена закрытой для того, чтобы материал отливки не проникал в полость во время отливки лопатки (10).
2. Огнеупорный сердечник (12, 112) по п. 1, в котором кожух (16, 116) ограничивает объем, который является выпуклым.
3. Огнеупорный сердечник (12, 112) по п. 1 или 2, в котором основной корпус является твердым.
4. Огнеупорный сердечник (12, 112) по любому из пп. 1-3, дополнительно содержащий по меньшей мере первый участок арматуры (20, 120), расположенный внутри полости (18, 118), простирающийся от одной точки кожуха (16, 116) до другой точки кожуха.
5. Огнеупорный сердечник (12, 112) по п. 4, дополнительно содержащий по меньшей мере второй участок арматуры (22), расположенный внутри полости (18) и простирающийся от точки кожуха (16, 116) до точки первого участка арматуры (20).
6. Огнеупорный сердечник (12, 112) по п. 4 или 5, в котором по меньшей мере один из участков арматуры (20, 22, 120) содержит промежуточную часть (24, 124), образующую зону предпочтительного разрушения.
7. Огнеупорный сердечник (12, 112) по любому из пп. 4-6, в котором каждый участок арматуры (20, 22, 120) присутствует в поперечном сечении при соотношении сторон, находящемся в диапазоне от 2 до 50.
8. Огнеупорный сердечник (12, 112) по любому из пп. 1-7, в котором полость (18, 118) выполнена в основном в форме трубы, причем полость закрыта вблизи от концов трубы.
9. Огнеупорный сердечник (12, 112) по любому из пп. 1-8, в котором основной корпус (14, 114) и кожух (16, 116) представляют собой единое целое.
10. Способ изготовления полой лопатки (10) турбинного двигателя, с использованием технологии литья по выплавляемой модели, характеризующийся тем, что используют огнеупорный сердечник (12, 112) по любому из пп. 1-9.
11. Способ изготовления по п. 10, в котором, перед введением воска на огнеупорный сердечник (12, 112), огнеупорный сердечник (12, 112) вручную покрывают воском.
| Роторное питающее устройство | 1985 |
|
SU1266706A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КЕРАМИЧЕСКИХ СЕРДЕЧНИКОВ ДЛЯ ЛОПАТОК ГАЗОТУРБИННОГО ДВИГАТЕЛЯ | 2007 |
|
RU2432224C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИТЫХ КЕРАМИЧЕСКИХ СЕРДЕЧНИКОВ ДЛЯ ЛОПАТОК ТУРБОМАШИН | 2005 |
|
RU2374031C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КЕРАМИЧЕСКИХ ФОРМ ПО УДАЛЯЕМЫМ МОДЕЛЯМ | 2007 |
|
RU2337786C1 |

