Изобретение относится к области технологий синтеза, т.е. изготовления трехмерных физических объектов добавочным нанесением (наслоением) с использованием, в частности, полимерных материалов, а точнее к технологиям струйной 3D печати, вспомогательным операциям указанных технологий и оборудованию для осуществления вспомогательных операций, а именно к способу контроля печати первого слоя на 3D принтере.
Из уровня техники известно устройство для обнаружения дефицита материала и блокировки материала для 3D-принтера на основе FDM контроля печати, способ работы которого может быть выбран в качестве наиболее близкого аналога заявленного способа (см. CN 106079449 A, 09.11.2016). Схема обнаружения недостатка материала и блокировки материала содержит устройство обнаружения дефицита материала и устройство блокировки материала, в котором устройство обнаружения дефицита материала и устройства блокировки материала содержит шаговый двигатель, фотоэлектрический датчик, трубку, материал проволоки и сопло и дополнительно содержит схему обнаружения аномалий и одночиповый микрокомпьютер.
Недостатком указанного системы является то, что она имеет жесткую, не гибкую логику работы, так как на выходе системы имеется только два значения :логический ноль( при возникновении ошибки принтер прекращает работу и переходит в режим ожидания оператора) и логическая единица (принтер работает в нормальном режиме). Система, описанная в наиболее близком аналоге, не обеспечивает возможности разделения ошибок, а только фиксирует их, также система не предназначена для самостоятельной стабилизации работы. И главное, указанная в качестве наиболее близкого аналога система не предназначена для контроля первого слоя печати, который обеспечивает достижение его максимальной адгезии не только исключением дефицита нити, но и исключением ситуации, когда нить будет подаваться в чрезмерном количестве.
Техническим результатом заявленного способа является повышение гибкости настроек, обеспечение возможности регулирования процессом и достижение максимальной адгезии первого слоя печати.
Заявленный технический результат достигается посредством создания способа контроля печати первого слоя на 3D принтере включающего подачу материала пластика через блок контроля нити, который посредством энкодера и датчика энкокодера измеряет параметры проходящей через него нити и передает их в модуль управления 3D принтером, где измеренные параметры сравнивают с номинальным значением параметра, вычисленного для того же промежутка времени, в котором данный параметр измерялся и, в зависимости от соотношения измеренного и номинального значения параметра, изменяют расстояние между рабочим столом 3D принетра и его соплом, механизм подачи нити подает нить в термоизолятор, нить нагревают в нагревательном блоке и продавливают нить через сопло на рабочий стол, где производится печать контура, который размещается вокруг предполагаемого контура печатаемой детали, в ходе печати которого проводят выравнивание рабочего стола, используя систему контроля высоты первого слоя для получения информации о высоте сопла над рабочей платформой по всему периметру, таким образом, определив нахождения всех крайних точек рабочей платформы в требуемом допуске, если все крайние точки находятся в допуске, то система оповещает об успешном выполнении операции, если некоторые точки определяются вне допуска, то система оповещает пользователя, что необходимо произвести выравнивание рабочей платформы относительно плоскости перемещения печатающей головки.
В частном варианте выполнения способа диск энкодера создает максимальное трение с пластиковой нитью, при этом количество нити отсчитывают фотодатчиком, который применяют в качестве датчика отсчета количества нити.
В частном варианте выполнения способа блок энкодера считывает информацию магнитным датчиком с магнитного диска энкодера, при этом магнитный датчик применяют в качестве датчика отсчета количества нити.
В частном варианте выполнения способа в качестве параметра, измеряемого блоком контроля нити, может быть выбрано количество импульсов выдавленного пластика или длина пройденного пластика.
Заявленное изобретение проиллюстрировано следующими рисунками:
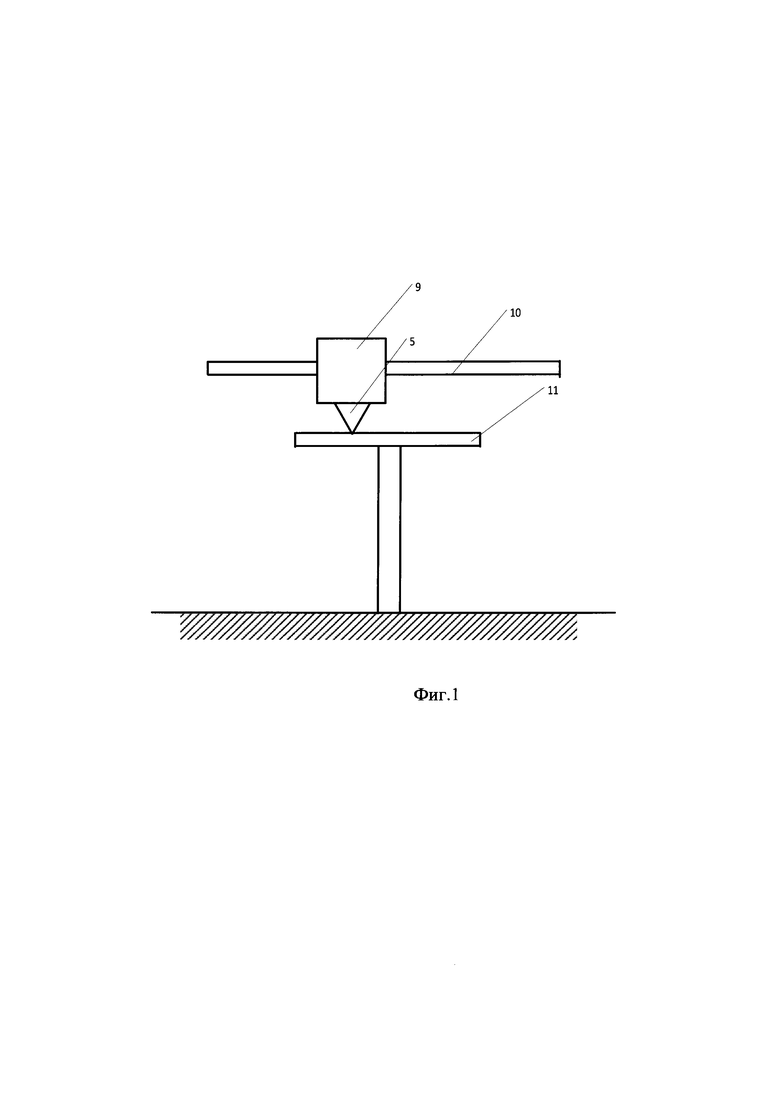
Фиг. 1 - общая схема элементов 3D принтера;
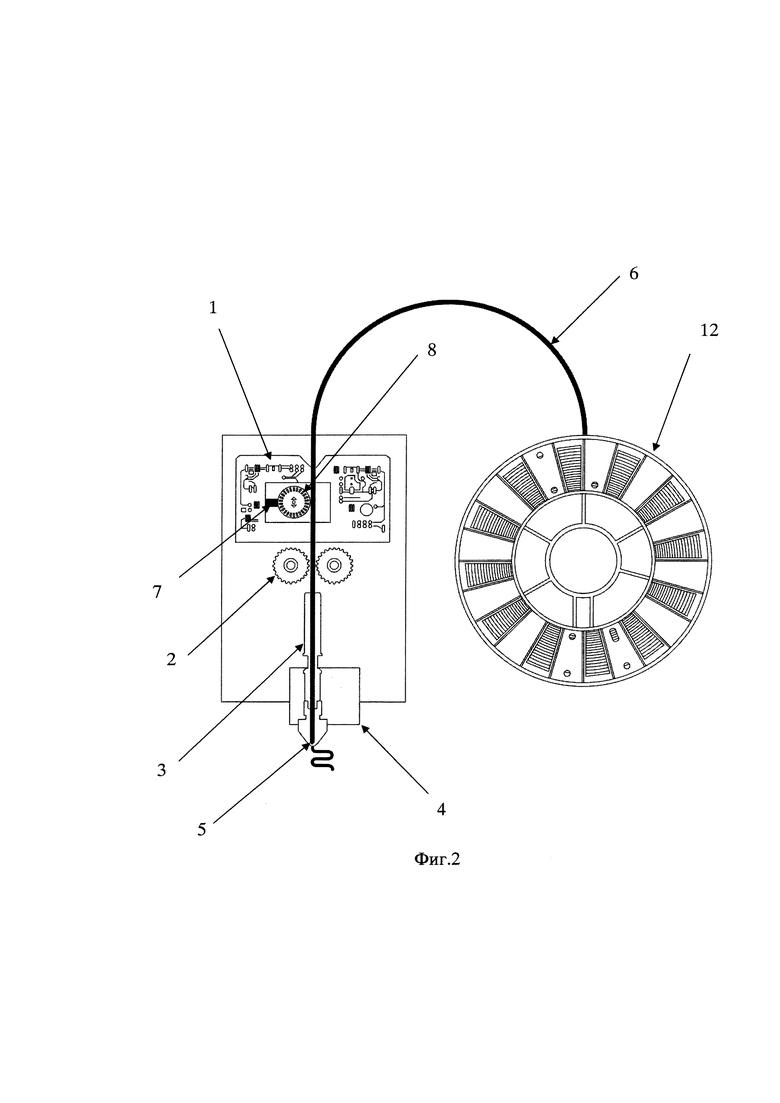
Фиг. 2 - схема элементов печатающей головки;
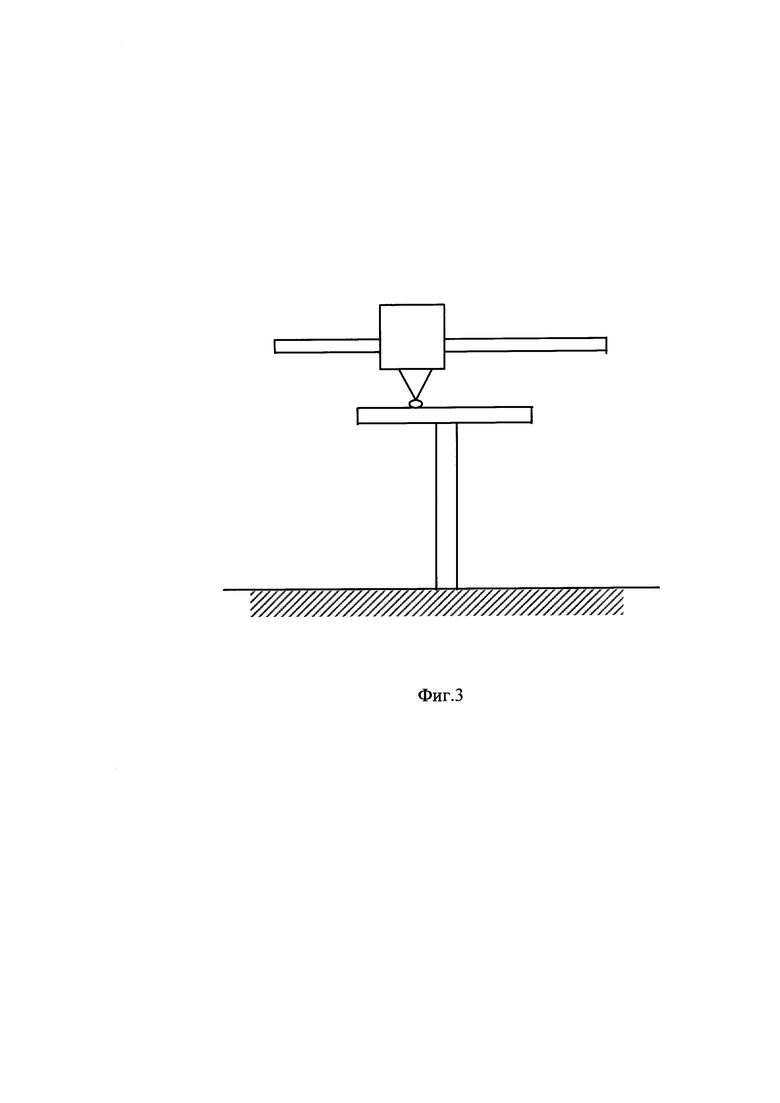
Фиг. 3 - схема моделирования процесса, при которой пластиковая нить подается на верной высоте для обеспечения необходимой адгезии материала;
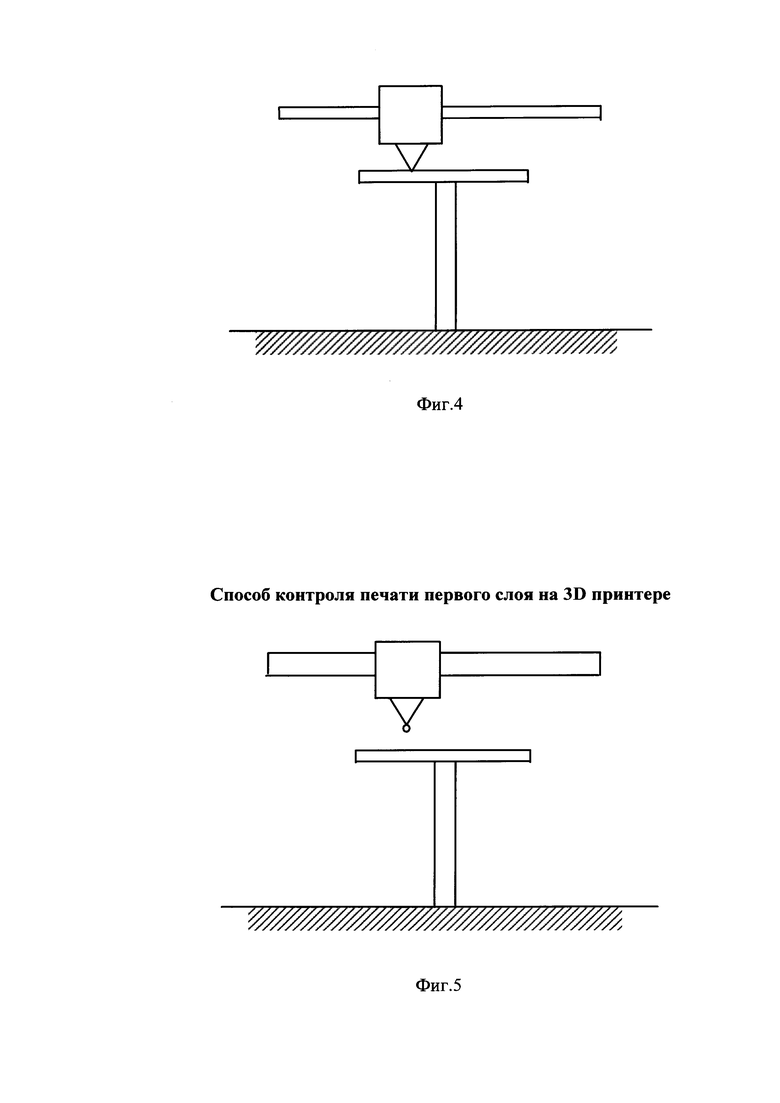
Фиг. 4 - схема моделирования процесса, при которой пластиковая нить подается на слишком низкой высоте;
Фиг. 5 - схема моделирования процесса, при которой сопло находится слишком высоко над рабочей платформой.
На фиг. 1-5:
1 - Блок энкодера
2 - Механизм подачи материала (подающие шестерни или ролики)
3 - Термоизолятор (термобарьер)
4 - Нагревательный блок
5 - Сопло подачи материала
6 - Пластиковая нить ( материал для печати )
7 - Фотодатчик
8 - Диск энкодера с контактным колесом.
9 - Печатающая головка.
10 - Направляющая рельса, по которой перемещается печатающая головка.
11 - Рабочий стол.
12 - Катушка рабочего материала.
Заявленный способ контроля печати первого слоя на 3D принтере позволяет решить поставленную техническую задачу применением одновременно двух приемов: контроля высоты печати первого слоя, (контроль прижима первого слоя) и контроля равномерности калибровки рабочего стола.
Контроль высоты печати первого слоя обеспечивает максимально верную адгезию (прижим или прилипание) первого слоя детали к столу. Данная функция обеспечивает стабильность получения положительного результата в результате печати. Если первый слой будет иметь недостаточную адгезию или слишком высокую, то либо в процессе печати деталь может отслоиться от рабочего стола и процесс печати будет испорчен, либо печатающая головка может забиться, в результате чего подача материала прекратиться и процесс печати будет также испорчен.
Контроль равномерности калибровки рабочего стола обеспечивает возможность пользователю полностью в автоматическом режиме произвести тест калибровки равномерности стола, для достижения максимальной адгезии по всей поверхности стола. В результате этой проверки, в случае успеха, можно стартовать печать, либо дать рекомендации пользователю, что необходимо произвести выравнивание рабочего стола относительно плоскости перемещения печатающей головки.
В процессе печати 3D принтере первого слоя возможно несколько вариантов событий:
Пластиковая нить подается на верной высоте для обеспечения необходимой адгезии материала (фиг. 3).
Пластиковая нить подается на слишком низкой высоте (фиг. 4), в результате чего сопло находится слишком близко к рабочей платформе и пластиковая нить из сопла не может подаваться или подается в слишком малом количестве. В результате чего может произойти блокировка (забивание) печатающей головки.
Сопло находится слишком высоко над рабочей платформой (фиг. 5), в результате чего пластиковая нить не касается рабочей платформы и не имеет необходимой адгезии к ней. В результате чего печатаемая модель не может сформировать требуемую геометрию.
Контроль высоты печати первого слоя реализуется посредством устройства, содержащего блок контроля нити-блок энкодера 1, который состоит из диска энкодера с контактным колесом 8 для создания максимального трения с пластиковой нитью. Так же блок энкодера может быть построен на магнитном диске и специальном датчике определения положения этого магнитного диска (так же с контактным колесом).
Механизм подачи материала 2 подает пластик в процессе печати. Пластиковая нить 6 проходит по каналу через термоизолятор 3, нагревается в нагревательном блоке 4 и продавливается через сопло подачи материала 5 образуя на выходе из сопла тонкую нить и которой в результате строится печатаемая модель.
В процессе печати, пластиковая нить 6 проходит через блок энкодера 1 и, в нем, соприкасается с диском энкодера 8. В результате плотного соприкосновения и максимального трения с контактным колесом, поступательное движение пластиковой нити преобразуется в вращательное движение диска энкодера 8. Фотодатчик 7 отслеживает вращение диска 8, в результате чего система отсчитывает, сколько пластиковой нити прошло через нее.
Блок контроля может отсчитывать количество импульсов за N мм (настраиваемое значение, которое определяет чувствительность системы ) выдавленного пластика или рассчитывая длину пройденного пластика (количества, обьема, и. т.д или их производных). Далее количество импульсов делится на номинальное значение за тот же промежуток времени, получая при этом значение коэффициент соотношения измеренной и номинальной величин, который передается в модуль управления.
В качестве примера можно привести систему, где модуль управления имеет 3 уставки:
1. Уставка свободной подачи.
2. Уставка затруднительной подачи.
3. Уставка частичной блокировки подачи.
Сравнивая коэффициент соотношения с уставками, модуль принимает решение о увеличении, уменьшении или сохранении прежнего значения зазора между соплом и рабочим столом 3D принтера.
Модуль управления 3D принтером может иметь уставку полной блокировки подачи, которую применяют при отсутствии подачи пластика.
Вышеописанный пример алгоритма может меняться от системы к системе.
В каждой печатающей головке блок энкодера калибруется и исходя из полученных данных, возможно определить все три ситуации и среагировать на них корректировкой высоты первого слоя.
Контроль равномерности калибровки рабочего стола осуществляется следующим образом.
Для печати на всей плоскости рабочей платформы, она должна быть равномерно откалибрована по всему периметру. Допуск равномерности должен быть в пределах толщины слоя печати, если это условие не будет соблюдено, например, одна сторона будет выше допуска, а другая ниже, тогда с одной стороны печатающая головка будет подавать материал над рабочей платформы, в результате чего не будет необходимо адгезии, а с другой стороны высота между соплом и рабочей платформой будет настолько низкой, что материал не сможет подаваться из сопла вовсе.
Для решения данной проблемы предлагается провести старт печати детали и произвести выравнивание в процессе печати самой детали. Выравнивание, в частном случае выполнения способа, производят посредством формирования специального обрамления, которое печатается в приоритете перед деталью. Пока принтер допечатает данную «юбку» высота первого слоя будет выравнена. Выравнивание также возможно произвести в процессе печати первого слоя.
Для этого используют систему контроля высоты первого слоя для получения информации о высоте сопла над рабочей платформой по всему периметру, таким образом, определив нахождения всех крайних точек рабочей платформы в требуемом допуске.
В случае если все крайние точки находятся в допуске, то система оповещает об успешном выполнении операции. Если некоторые точки определяются вне допуска, то система оповещает пользователя, что необходимо произвести выравнивание рабочей платформы относительно плоскости перемещения печатающей головки (калибровку рабочей платформы).
Учитывая вышеизложенное, можно сделать вывод, что заявленный способ позволит посредством простых технических средств решить проблему контроля первого слоя печати от качества выполнения которого зависит качество выполнения всех остальных слоев.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство контроля печати первого слоя на 3D принтере | 2018 |
|
RU2714333C2 |
| СПОСОБ ПЕЧАТИ НА СТРУЙНОМ 3D-ПРИНТЕРЕ | 2015 |
|
RU2609179C1 |
| 3D-ПРИНТЕР ДЛЯ ПАРАЛЛЕЛЬНОЙ ПЕЧАТИ | 2019 |
|
RU2719528C1 |
| Промышленный 3D-принтер для высокотемпературной печати | 2021 |
|
RU2770997C1 |
| Способ изготовления деталей двигателестроения из композитных материалов с помощью аддитивных технологий | 2023 |
|
RU2823647C1 |
| УСТРОЙСТВО ПЕРЕМЕЩЕНИЯ РАБОЧЕГО СТОЛА ЗD-ПРИНТЕРА | 2014 |
|
RU2567318C1 |
| 3D-принтер | 2022 |
|
RU2800191C1 |
| УСТРОЙСТВО ПЕРЕМЕЩЕНИЯ ПЕЧАТАЮЩЕЙ ГОЛОВКИ ДЛЯ 3D-ПРИНТЕРА | 2014 |
|
RU2552235C1 |
| Способ получения изделия на неотделяемой полимерной подложке методом FDM-печати | 2024 |
|
RU2825940C1 |
| Экструдер для изготовления продукции методом FDM-печати | 2020 |
|
RU2740693C1 |
Изобретение относится к области технологий синтеза, т.е. изготовления трехмерных физических объектов добавочным нанесением (наслоением) с использованием, в частности, полимерных материалов, а точнее к технологиям струйной 3D печати, вспомогательным операциям указанных технологий и оборудованию для осуществления вспомогательных операций, а именно к способу контроля печати первого слоя на 3D принтере. Способ контроля печати первого слоя на 3D принтере включает подачу материала пластика через блок контроля нити, который посредством энкодера измеряет параметры проходящей через него нити и передает их в модуль управления 3D принтером, где измеренные параметры сравнивают с номинальным значением параметра, вычисленного для того же промежутка времени, в котором данный параметр измерялся, и в зависимости от соотношения измеренного и номинального значений параметра изменяют расстояние между рабочим столом 3D принтера и его соплом, при этом модуль управления сравнивает коэффициент соотношения с тремя своими уставками: уставкой свободной подачи, уставкой затруднительной подачи и уставкой частичной блокировки подачи, и принимает решение соответственно об увеличении, уменьшении или сохранении прежнего значения зазора между соплом и рабочим столом 3D принтера. Обеспечивается повышение гибкости настроек, обеспечение возможности регулирования процессом и достижение максимальной адгезии первого слоя печати. 5 з.п. ф-лы, 5 ил.
1. Способ контроля печати первого слоя на 3D принтере, включающий подачу материала пластика через блок контроля нити, который посредством энкодера измеряет параметры проходящей через него нити и передает их в модуль управления 3D принтером, где измеренные параметры сравнивают с номинальным значением параметра, вычисленного для того же промежутка времени, в котором данный параметр измерялся, и в зависимости от соотношения измеренного и номинального значений параметра изменяют расстояние между рабочим столом 3D принтера и его соплом, при этом модуль управления сравнивает коэффициент соотношения с тремя своими уставками: уставкой свободной подачи, уставкой затруднительной подачи и уставкой частичной блокировки подачи, и принимает решение соответственно об увеличении, уменьшении или сохранении прежнего значения зазора между соплом и рабочим столом 3D принтера.
2. Способ контроля по п. 1, отличающийся тем, что при отсутствии подачи пластика модуль управления применяет уставку полной блокировки подачи.
3. Способ контроля по п. 1, отличающийся тем, что материал пластика подается на рабочий стол, где производится печать контура, который размещается вокруг предполагаемого контура печатаемой детали, в ходе печати которого проводят выравнивание рабочего стола, используя систему контроля высоты первого слоя для получения информации о высоте сопла над рабочей платформой по всему периметру, таким образом, определив нахождения всех крайних точек рабочей платформы в требуемом допуске.
4. Способ контроля по п. 1, отличающийся тем, что диск энкодера создает максимальное трение с пластиковой нитью, при этом количество нити отсчитывают фотодатчиком, который применяют в качестве датчика отсчета количества нити.
5. Способ контроля по п. 1, отличающийся тем, что блок энкодера считывает информацию магнитным датчиком с магнитного диска энкодера, при этом магнитный датчик применяют в качестве датчика отсчета количества нити.
6. Способ контроля по п. 1, отличающийся тем, что в качестве параметра, измеряемого блоком контроля нити, может быть выбрано количество импульсов выдавленного пластика или длина пройденного пластика.
| CN 106079449 A, 09.11.2016 | |||
| 0 |
|
SU155702A1 | |
| RU 2015136012 A, 03.03.2017. | |||

