Предлагаемое изобретение относится к области технологии изготовления стеклокерамических изделий и служит для снижения внутренних напряжений, возникающих в стеклокерамических изделиях в процессе их изготовления.
При изготовлении стеклокерамических изделий из высококонцентрированной вяжущей суспензии на основе кварцевого или литийалюмосиликатного стекла (шликера) на стадии обжига возникают структурные и термические внутренние напряжения.
Известен способ снижения внутренних напряжений путем приложения внешней механической нагрузки (Кудрявцев П.И. Остаточные напряжения и прочность соединений. М.: Машиностроение, 1964 г., стр. 66-68; Бобренко В.М., Вангели М.С., Куценко А.Н. Акустические методы контроля напряженного состояния материала деталей машин. –Кишинев: Штиица. -1981. -146с.). При этом напряжения, вызываемые внешней нагрузкой, складываются с внутренними напряжениями, и вызывают местную пластическую деформацию. Пластическая деформация в определенной мере снимает внутренние напряжения или приводит к их перераспределению по поперечному сечению изделия. Однако известно, что данный способ снятия внутренних напряжений может быть применен только к изделиям из пластических материалов. Применение данного способа к стеклокерамическим изделиям невозможно.
Наиболее близким к предлагаемому способу снижения внутренних напряжений является «Способ снятия остаточных напряжений в сварных соединениях металлов» по патенту РФ №2280547, МПК B23K 28/00, C21D 9/50, публикация от 27.07.2006 г. При этом в околошовную зону вводятся ультразвуковые колебания в диапазоне частот 22,1-22,7 кГц мощностью 1 кВт. Энергия ультразвуковых колебаний оказывает воздействие на процесс кристаллизации металла сварного шва, измельчает зерна металла и повышает однородность структуры. Недостатком данного способа является неэффективность воздействия ультразвуковых колебаний данной частоты и мощности для снижения внутренних напряжений в изделиях из конструкционной керамики.
Задачей изобретения является снижение внутренних напряжений в изделиях из стеклокерамики.
Технический результат достигается тем, что предложен способ ультразвуковой обработки изделий из стеклокерамики, включающий внешнее воздействие ультразвуковыми колебаниями, отличающийся тем, что ультразвуковые колебания мощностью 1,5-2 кВт и частой 19-22 кГц прикладывают к поверхности стеклокерамического изделия, при этом ультразвуковой преобразователь прижимают к поверхности стеклокерамического изделия с усилием 0,03 кг/см2 и перемещают вдоль горизонтальной и вертикальной осей поверхности изделия с шагом, равным половине диаметра ультразвукового преобразователя.
Способ иллюстрирует схема, представленная на фиг. 9.
На поверхности обожжённого изделия из стеклокерамики 1 располагается ультразвуковой преобразователь 2, подключенный к генератору электрических колебаний 4 линиями связи 3, режимы работы которого задаются на панели управления генератора. Ультразвуковой генератор мощностью 1,5-2 кВт, возбуждающий ультразвуковой преобразователь включается до начала процесса снижения остаточных напряжений и выключается после его завершения. Волновод ультразвукового преобразователя, передающий сформированную ультразвуковым преобразователем ультразвуковую волну частотой 19-22 кГц, прижимается к поверхности стеклокерамического изделия усилием 0,03 кг/см2 и перемещается вдоль горизонтальной и вертикальной осей поверхности с шагом, равным половине диаметра ультразвукового преобразователя. Время обработки поверхности стеклокерамического изделия, расположенной под волноводом ультразвукового преобразователя, составляет не более 1 секунды. Время обработки всей поверхности стеклокерамического изделия составляет не более 10 минут.
Механизм ультразвуковой обработки стенок стеклокерамических изделий заключается в том, что воздействие ультразвука приводит к повышению внутренней энергии материала за счет повышения степени возбуждения колебаний структуры стеклокерамических изделий, точечных дефектов.
Зная скорости продольных и поперечных ультразвуковых волн, а также плотность материала ρ (из припуска), можно вычислить модуль упругости E (модуль Юнга), коэффициент Пуассона γ, модуль сдвига G, K, К' - модули объемного сжатия, λ, μ - коэффициенты Ламе, a, b, c - модули акустоупругости (модули Мурнагана) по приведенным ниже формулам:
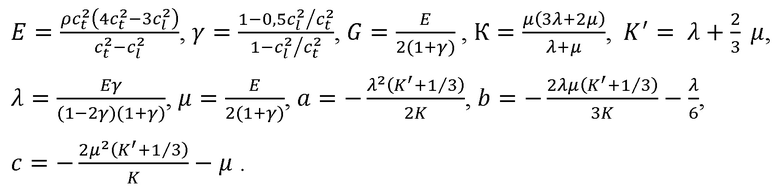
При изменении скорости продольных и поперечных ультразвуковых волн, за счет ультразвуковой обработки изделий из стеклокерамики, изменяются модули и коэффициенты, приведенные выше. Экспериментальные и расчетные результаты исследований показывают уменьшение внутренних напряжений при ультразвуковой обработке изделий из стеклокерамики.
Пример 1.
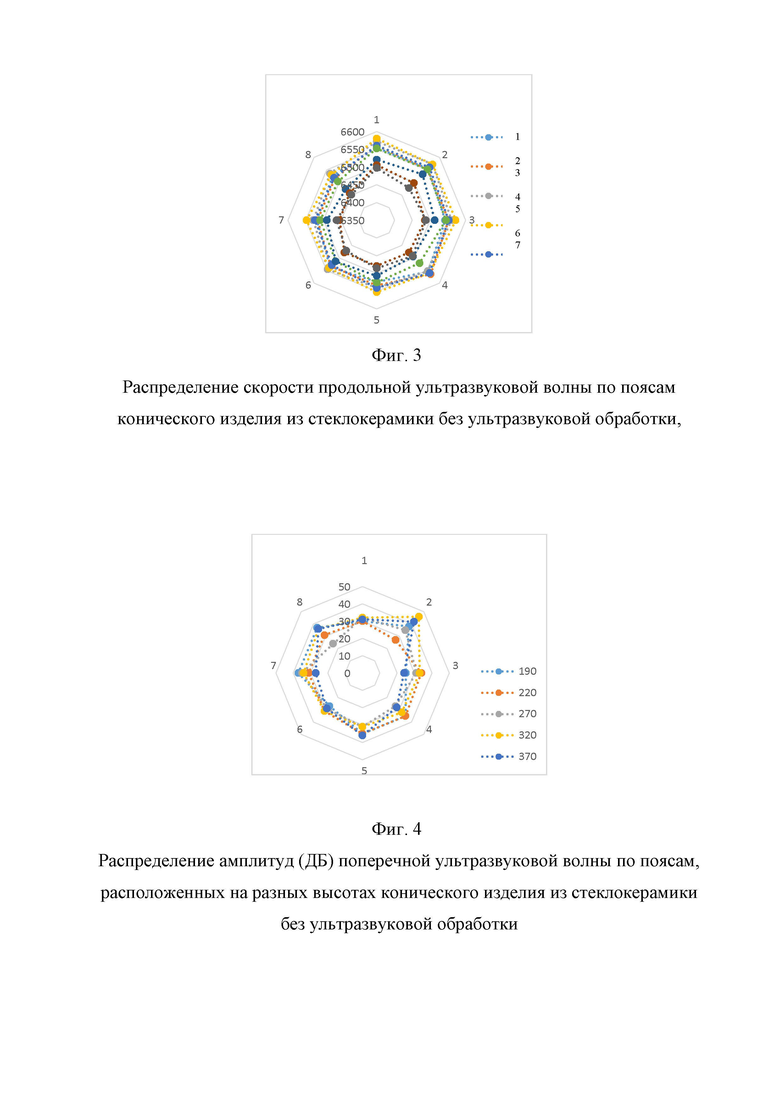
На фигурах 1-4 показано распределение скоростей продольных и поперечных ультразвуковых волн по образующим и по поясам конического стеклокерамического изделия без его ультразвуковой обработки. На фигуре 1 показано изменение скорости продольной ультразвуковой волны по образующим конического изделия из стеклокерамики без ультразвуковой обработки. Скорость изменяется от 6550 м/сек до 6750 м/сек. На фигуре 2 показано изменение скорости поперечной ультразвуковой волны по образующим конического изделия из стеклокерамики без ультразвуковой обработки. Скорость изменяется от 3700 м/сек до 4100 м/сек. На фигуре 3 показано распределение скорости продольной ультразвуковой волны по поясам конического изделия из стеклокерамики без ультразвуковой обработки. Скорость изменяется от 6350 м/сек до 6550 м/сек. На фигуре 4 приведено распределение амплитуд поперечной ультразвуковой волны по поясам, расположенных на разных высотах конического изделия из стеклокерамики без ультразвуковой обработки. Амплитуды изменяются от 20 дБ до 50 дБ. На всех фигурах есть участки с резким изменением скоростей и амплитуд ультразвуковых волн. Такие резкие изменения, согласно теории акустоупругости, говорят о наличии внутренних напряжений.
Пример 2.
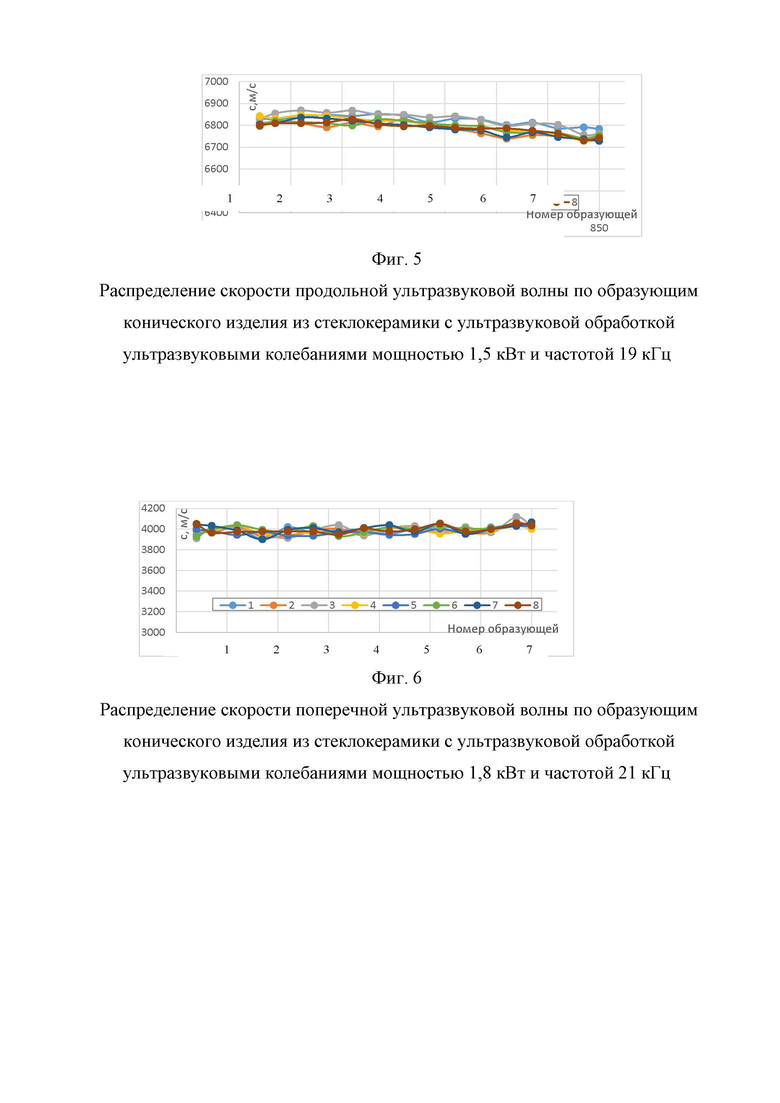
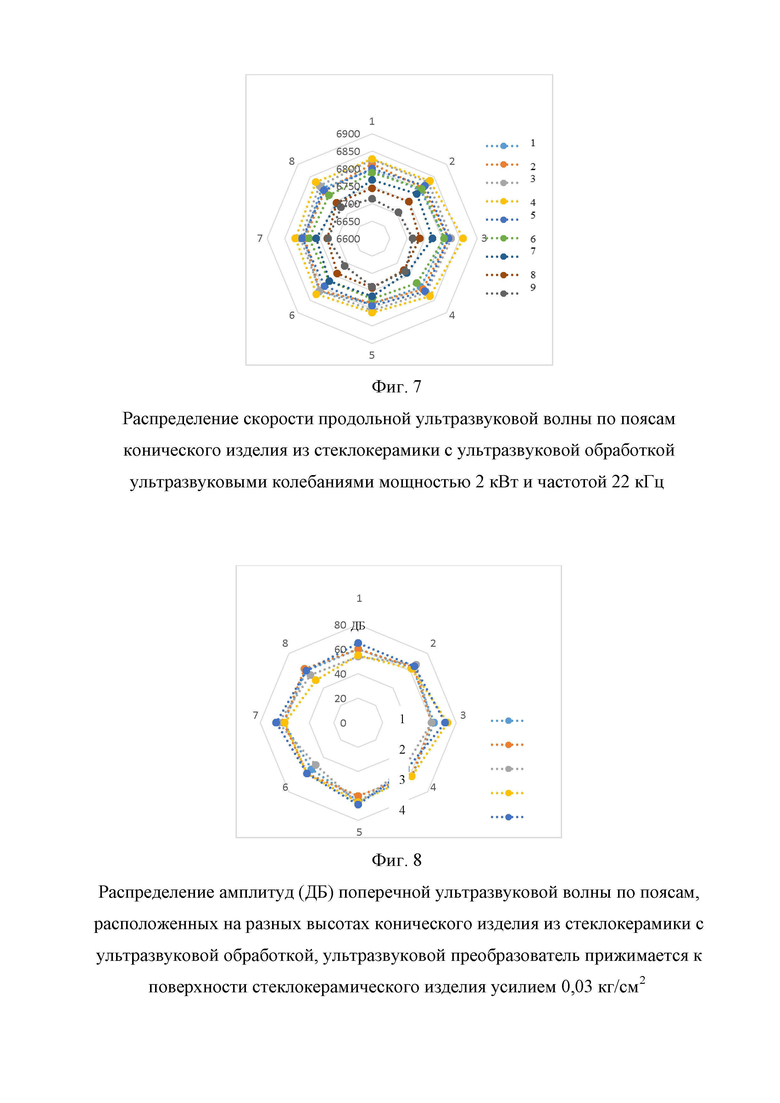
На фигурах 5-8 показано распределение скоростей продольных и поперечных ультразвуковых волн по образующим и по поясам конического стеклокерамического изделия с его ультразвуковой обработкой ультразвуковыми колебаниями мощностью 1,5-2кВт и частотой 19-22 кГц. На фигуре 5 показано изменение скорости продольной ультразвуковой волны по образующим конического изделия из стеклокерамики с его ультразвуковой обработкой ультразвуковыми колебаниями мощностью 1,5 кВт и частотой 19 кГц. Скорость изменяется от 6750 м/сек до 6950 м/сек. На фигуре 6 показано распределение скорости поперечной ультразвуковой волны по образующим конического изделия из стеклокерамики с его ультразвуковой обработкой ультразвуковыми колебаниями мощностью 1,8 кВт и частотой 21 кГц. Скорость изменяется от 3900 м/сек до 4100 м/сек. На фигуре 7 показано распределение скорости продольной ультразвуковой волны по поясам конического изделия из стеклокерамики с ультразвуковой обработкой ультразвуковыми колебаниями мощностью 2 кВт и частотой 22 кГц. Скорость изменяется от 6650 м/сек до 6850 м/сек. На фигуре 8 показано распределение амплитуд (ДБ) поперечной ультразвуковой волны по поясам, расположенных на разных высотах конического изделия из стеклокерамики с ультразвуковой обработкой, при этом ультразвуковой преобразователь прижимается к поверхности стеклокерамического изделия усилием 0,03 кг/см2. Амплитуда возросла до 50-60 дБ. Резких изменений скоростей и амплитуд ультразвуковых волн не обнаружено. Такой эффект связан со снижением внутренних напряжений после ультразвуковой обработки конического изделия из стеклокерамики.
Данный способ можно применить в различных отраслях промышленности, применяющей изделия из стеклокерамики.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ удаления индикаторной проникающей жидкости с поверхности стеклокерамических изделий с использованием ультразвуковых волн | 2020 |
|
RU2749343C1 |
| Способ удаления индикаторной проникающей жидкости с поверхности стеклокерамических изделий | 2022 |
|
RU2787759C1 |
| Способ ультразвуковой пайки | 1978 |
|
SU727351A1 |
| УСТРОЙСТВО ДЛЯ ФОНОПУНКТУРЫ | 1996 |
|
RU2160081C2 |
| Способ определения толщины изделия при одностороннем доступе | 2018 |
|
RU2707199C1 |
| УЛЬТРАЗВУКОВАЯ ЗУБОРЕЗНАЯ ГОЛОВКА | 2020 |
|
RU2734368C1 |
| УЛЬТРАЗВУКОВАЯ КОЛЕБАТЕЛЬНАЯ СИСТЕМА | 2011 |
|
RU2473400C2 |
| СПОСОБ УЛЬТРАЗВУКОВОЙ ИНТЕНСИФИКАЦИИ ДОБЫЧИ НЕФТИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2016 |
|
RU2630012C1 |
| УЛЬТРАЗВУКОВОЙ ГЕНЕРАТОР ВЫСОКОЙ МОЩНОСТИ ДЛЯ ПРИМЕНЕНИЯ В ХИМИЧЕСКИХ РЕАКЦИЯХ | 2004 |
|
RU2352026C2 |
| КОМБИНИРОВАННЫЙ СПОСОБ ОЧИСТКИ НАСОСНО-КОМПРЕССОРНОЙ ТРУБЫ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2016 |
|
RU2627520C1 |


Изобретение относится к области технологии изготовления стеклокерамических изделий и служит для снижения внутренних напряжений, возникающих в стеклокерамических изделиях в процессе их изготовления. Способ включает внешнее воздействие ультразвуковыми колебаниями. Ультразвуковые колебания мощностью 1,5-2 кВт и частотой 19-22 кГц прикладывают к поверхности стеклокерамического изделия. Ультразвуковой преобразователь прижимают к поверхности стеклокерамического изделия с усилием 0,03 кг/см2 и перемещают вдоль горизонтальной и вертикальной осей поверхности изделия с шагом, равным половине диаметра ультразвукового преобразователя. Повышается эффективность воздействия ультразвуковых колебаний на снятие остаточных напряжений. 9 ил.
Способ ультразвуковой обработки изделий из стеклокерамики, включающий внешнее воздействие ультразвуковыми колебаниями, отличающийся тем, что ультразвуковые колебания мощностью 1,5-2 кВт и частотой 19-22 кГц прикладывают к поверхности стеклокерамического изделия, при этом ультразвуковой преобразователь прижимают к поверхности стеклокерамического изделия с усилием 0,03 кг/см2 и перемещают вдоль горизонтальной и вертикальной осей поверхности изделия с шагом, равным половине диаметра ультразвукового преобразователя.
| 0 |
|
SU313677A1 | |
| УЛЬТРАЗВУКОВОЙ ИНСТРУМЕНТ ДЛЯ СНЯТИЯ ОСТАТОЧНЫХ НАПРЯЖЕНИЙ И УПРОЧНЕНИЯ ПОВЕРХНОСТЕЙ МЕТАЛЛОВ | 2004 |
|
RU2252859C1 |
| СПОСОБ РЕЛАКСАЦИИ ОСТАТОЧНЫХ НАПРЯЖЕНИЙ | 2010 |
|
RU2457100C2 |
| СПОСОБ СНЯТИЯ ОСТАТОЧНЫХ НАПРЯЖЕНИЙ В СВАРНЫХ СОЕДИНЕНИЯХ ЦИРКУЛЯЦИОННЫХ ТРУБОПРОВОДОВ АЭС И ТЭС | 2004 |
|
RU2268312C1 |
| АССОЦИАТИВНОЕ ЗАПОМИНАЮЩЕЕ УСТРОЙСТВО | 0 |
|
SU280547A1 |
| СПОСОБ СТАБИЛИЗАЦИИ ОСТАТОЧНЫХ НАПРЯЖЕНИЙ В ПОВЕРХНОСТНОМ СЛОЕ ДЕТАЛИ | 1998 |
|
RU2133282C1 |
| DE 102010002731 A1, 15.09.2011. | |||

