Область техники
Настоящее изобретение относится к способу и установке для производства тонкого листа из магния или магниевого сплава и, более конкретно, к способу производства тонкого листа из магния или магниевого сплава и установке для производства тонкого листа из магния или магниевого сплава путем литья и последующей прокатки магния или магниевого сплава.
Предшествующий уровень техники
Поскольку магний по своим запасам широко распространен по сравнению с другими металлами и имеет меньшую удельную массу, чем алюминий и железо, значительное внимание уделяется его применению для изготовления легких деталей. Хотя реальная прочность магния меньше, чем прочность алюминия и железа, он обладает высокой удельной прочностью, поскольку он имеет малую массу и, следовательно, может использоваться вместо алюминия там, где требуется такая же прочность. Соответственно, ожидается, что магний будет применяться в таких изделиях, как медицинское оборудование, бытовая техника и т.п., массу которых следует уменьшить.
Кроме того, магний обладает такими великолепными характеристиками, что он может предотвращать электромагнитные помехи от электронного оборудования, поскольку он обладает прекрасными свойствами экранирования электромагнитного излучения, обладает прекрасной способностью поглощать колебания и способен уменьшать шум.
Более того, магний обладает прекрасной устойчивостью к деформации и удару, благодаря чему его можно легко обрабатывать. Кроме того, поскольку магний имеет низкую температуру плавления и легко может использоваться повторно, он обладает превосходными характеристиками в качестве металла, способствующего экологической защите Земли.
В этой связи до сих пор продукцию из металлического магния изготавливали путем кокильного литья и тиксотропного литья (литья под давлением), но эффективное изготовление такой продукции обработкой давлением является трудным. Соответственно, магний нельзя формовать без использования литейной формы и поэтому его применяют только для изготовления ограниченного ассортимента продукции. То есть в настоящее время магний не может занять свое место на рынке при его применении в продукции различного назначения, изготовленной методом обработки давлением, поскольку не существует устоявшейся технологии эффективного производства тонкого магниевого металлического листа.
Кроме того, при производстве описанной выше продукции из металлического магния в процессе формовки магния в металлическом кокиле создается множество ненужных деталей, таких как литники и т.п., которые вызывают проблемы, заключающиеся в том, что ухудшаются выходы годных материалов, и в том, что в литых магниевых изделиях возникают газовые раковины, образованные захваченными в них газовыми пузырьками.
Для решения указанных проблем в выложенной заявке на патент Японии № 2001-294966 раскрывается способ производства тонкого магниевого металлического листа, который может быть легко сформирован путем изготовления магниевого металлического листа методом литья под давлением и последующей прокатки этого металлического листа.
Когда такой магниевый металлический листовой элемент прокатывают, как описано выше, пустоты, присутствовавшие внутри листового элемента при его отливке, будут сдавливаться и сокращаться в размере или исчезать. В результате можно получить тонкий магниевый металлический лист без газовых раковин в нем.
Однако в способе, раскрытом в выложенной заявке на патент Японии № 2001-294966, после изготовления магниевого металлического листового элемента методом литья под давлением он должен быть подвергнут процессу обрезки при его прокатке и поэтому такой листовой элемент прокатывают при комнатной температуре.
То есть, поскольку магниевый металлический листовой элемент прокатывают при комнатной температуре, он прессуется и деформируется прокатным станом в направлении толщины с таким обжатием, чтобы не разрушить этот листовой элемент. Поскольку это означает, что листовой элемент нельзя деформировать до требуемой толщины из-за ограниченного обжатия, как описано выше, нельзя сказать, что вышеописанный способ отличается высокой производительностью.
В качестве способа решения вышеуказанной проблемы также рассматривалась возможность горячей прокатки или горячей экструзии листового элемента для его деформации. Однако для выполнения горячей прокатки или горячей экструзии расходуется огромное количество тепловой энергии, что влечет за собой техническую проблему плохой производительности.
В качестве средства решения вышеописанной проблемы известен способ формирования непрерывной металлической листовой заготовки посредством непрерывного процесса путем формирования металлической суспензии, которая обладает свойством тиксотропности и содержит твердую фазу, с помощью охлаждения расплавленного магниевого металла и последующего дальнейшего охлаждения и прокатки этой металлической суспензии (см. выложенную заявку на патент Японии № 2002-283007). В этом способе, однако, поскольку расплавленный магний охлаждают до такой степени, чтобы придать ему свойство тиксотропности, и затем подают на пару валков и отливают посредством них, доля твердой фазы в расплавленном металле, подаваемом на пару литейных валков, является высокой (20% или более, а типичное свойство тиксотропности обычно проявляется при примерно 50%). Поскольку расплавленный магниевый металл, в котором, как описано выше, сосуществуют твердая фаза и жидкая фаза, обладает высокой вязкостью, расплавленный металл необходимо отверждать в разливочном стакане для его подачи к паре литейных валков, в результате чего существует высокая вероятность забивания разливочного стакана расплавленным металлом. Соответственно, этот способ также имеет техническую проблему, заключающуюся в том, что выходы годной продукции являются низкими, а производительность - плохой.
Раскрытие изобретения
Настоящее изобретение было создано с учетом вышеописанных обстоятельств и поэтому целью изобретения является создание способа и установки для производства тонкого листа из магния или магниевого сплава, с помощью которых можно эффективно производить тонкий лист из магния или магниевого сплава обработкой давлением, причем без необходимости вновь генерировать тепло при прокатке, путем непрерывного выполнения литья и прокатки и которые обладают высокой производительностью. Целью настоящего изобретения также является создание средств производства, способных гибко подстраиваться к меняющемуся графику по объему производства за счет предусматривания прерывистого осуществления процесса литья и процесса прокатки.
Для решения вышеуказанных проблем способ производства тонкого листа из магния или магниевого сплава (в нижеследующем описании и формуле магний и магниевый сплав именуются общим понятием «магниевый металл») согласно настоящему изобретению представляет собой способ производства тонкого магниевого металлического листа путем литья расплавленного магниевого металла в листовой элемент посредством пары валков и последующей прокатки этого листового элемента. Предложенный способ производства характеризуется тем, что включает в себя по меньшей мере процесс литья, при котором подают расплавленный магниевый металл между по меньшей мере одной парой валков и отливают расплавленный металл в листовой элемент, имеющий заданную толщину, и отверждают его при заданной температуре, и процесс прокатки, при котором прокатывают отлитый листовой элемент путем приложения к нему давления посредством по меньшей мере одной пары валков для получения тонкого магниевого металлического листа, имеющего заданную толщину.
Согласно настоящему изобретению, реализуемому так, как описано выше, поскольку магниевый металлический листовой элемент имеет температуру, подходящую для прокатки в процессе прокатки, имеется возможность деформировать этот листовой элемент в тонкий лист путем приложения к нему давления с желаемым обжатием, не беспокоясь о разрушении. То есть, поскольку используется тепло, применяемое для формирования листового элемента в процессе литья, нет необходимости вновь генерировать тепловую энергию для прокатки, что позволяет эффективно производить тонкий магниевый металлический лист.
Кроме того, предложенный способ производства тонкого магниевого металлического листа характеризуется тем, что расплавленный магниевый металл непосредственно перед его поступлением в процесс литья находится в диапазоне температур от температуры, при которой занимаемая в магниевом металле доля твердой фазы составляет 10 мас.% или менее, до температуры на 40°C выше температуры плавления магниевого металла. Кроме того, способ производства тонкого магниевого металлического листа характеризуется тем, что смесь твердой/жидкой фаз магниевого металла быстро охлаждают со скоростью 5×102°С или более до или после процесса литья. При описанной выше работе предотвращается отверждение расплавленного металла у канала вытягивания расплавленного металла, а также обеспечивается возможность производства листового элемента, имеющего однородную структуру металла.
Кроме того, для решения вышеописанных проблем установка для производства тонкого магниевого металлического листа согласно настоящему изобретению представляет собой установку для производства тонкого магниевого металлического листа путем плавления магниевого металла и его последующей прокатки. Установка для производства тонкого магниевого металлического листа характеризуется тем, что включает в себя, по меньшей мере, ванну расплавленного металла для хранения расплавленного металла, полученного путем плавления магниевого металла, участок литейных валков для литья листового элемента, отверждаемого при заданной температуре, путем вытягивания расплавленного металла из ванны расплавленного металла и приложения давления к расплавленному металлу посредством по меньшей мере одной пары валков, и участок прокатных валков для прокатки отлитого листового элемента путем приложения давления к листовому элементу посредством по меньшей мере одной пары валков для получения тонкого магниевого металлического листа, имеющего заданную толщину.
При такой конструкции, поскольку листовой элемент из магниевого металла, используемый на участке прокатных валков, имеет температуру, пригодную для прокатки, так же, как и в описанном выше способе производства тонкого магниевого металлического листа, имеется возможность деформировать листовой элемент в тонкий лист путем приложения к нему давления с желаемым обжатием, не беспокоясь о разрушении. То есть, поскольку используется тепло, применяемое при литье для формирования листового элемента, нет необходимости вновь генерировать тепловую энергию для прокатки, что позволяет эффективно производить тонкий магниевый металлический лист.
Кроме того, является предпочтительным, когда участок литейных валков включает в себя по меньшей мере один нижний литейный валок, предназначенный для того, чтобы вызывать отверждение и прилипание расплавленного металла, хранящегося в ванне расплавленного металла, вокруг его поверхности катания и вытягивание расплавленного металла наружу из ванны расплавленного металла за счет его усилия вращения, верхний литейный валок, предназначенный для формования расплавленного металла, вытянутого наружу из ванны расплавленного металла, путем прижимания его отвердевшей поверхности вниз к нижнему литейному валку, и узел привода вращения для приведения во вращение каждого из верхнего и нижнего литейных валков, а также предпочтительно, когда может быть отрегулирована температура поверхностей катания верхнего и нижнего литейных валков и может быть изменен зазор между верхним и нижним литейными валками (раскрыв валков). При такой конструкции можно легко задавать температуру и толщину отливаемого листового элемента, которые пригодны для прокатки, в результате чего можно эффективно формировать листовой элемент.
В дополнение к этому является предпочтительным, чтобы в такой установке для производства тонкого магниевого металлического листа угол между воображаемой линией, соединяющей ось вращения нижнего литейного валка и ось вращения верхнего литейного валка, и вертикальной линией (этот угол называется углом наклона α) был регулируемым. Когда угол наклона α выходит из заданного диапазона, отливаемый магниевый металлический листовой элемент подвержен расслаиванию или разрыву, поскольку в структуре металла этого листового элемента сохраняются напряжения и тем самым ухудшается производительность. Кроме того, когда применяются разные магниевые металлы, имеющие различный состав или разную толщину, для них легко можно задавать оптимальные условия за счет обеспечения возможности корректировки угла между этой парой валков, благодаря чему можно создать установку с превосходной технологичностью (гибкостью).
Краткое описание чертежей
Фиг.1 представляет собой схематический вид в сечении, показывающий общую конструкцию установки для производства тонкого магниевого металлического листа;
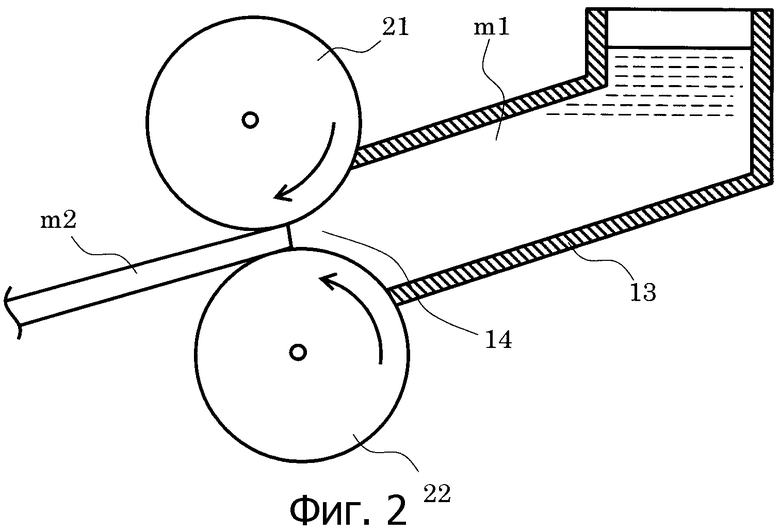
Фиг.2 представляет собой частичный схематический вид в сечении, показывающий другой вариант участка подачи расплавленного металла в установке по настоящему изобретению;
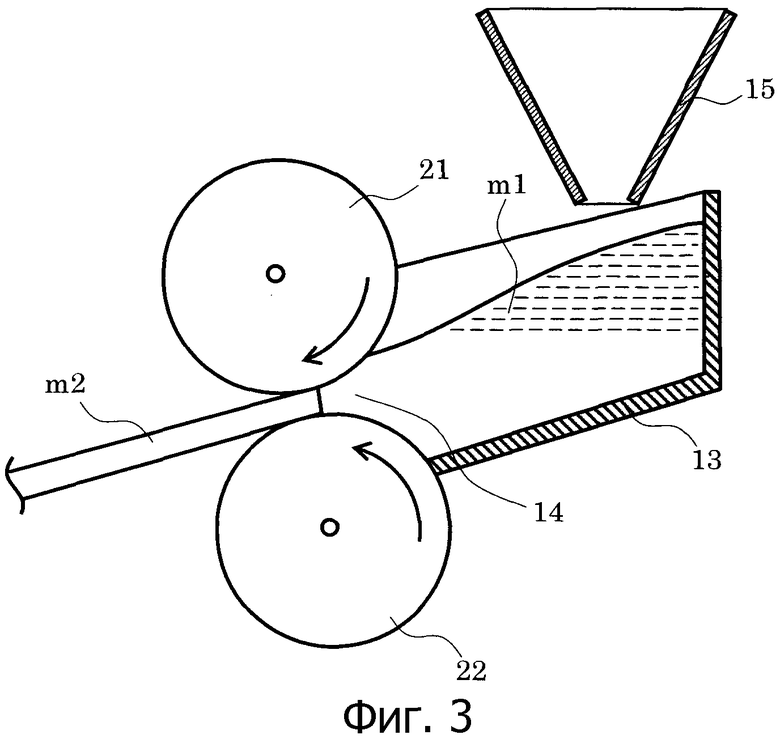
Фиг.3 представляет собой схематический вид в сечении, показывающий пример с использованием элемента подачи расплавленного металла на участке подачи расплавленного металла в установке по настоящему изобретению;
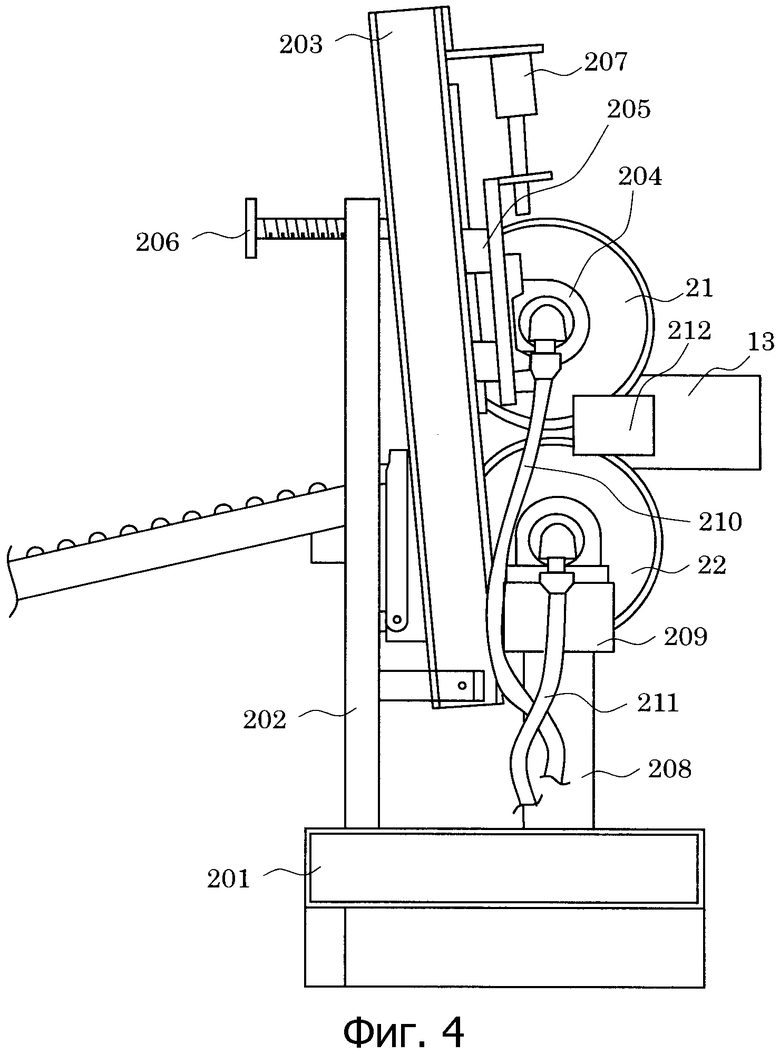
Фиг.4 представляет собой вид в вертикальной проекции сбоку участка литейных валков, выступающего в качестве главной части фиг.1;
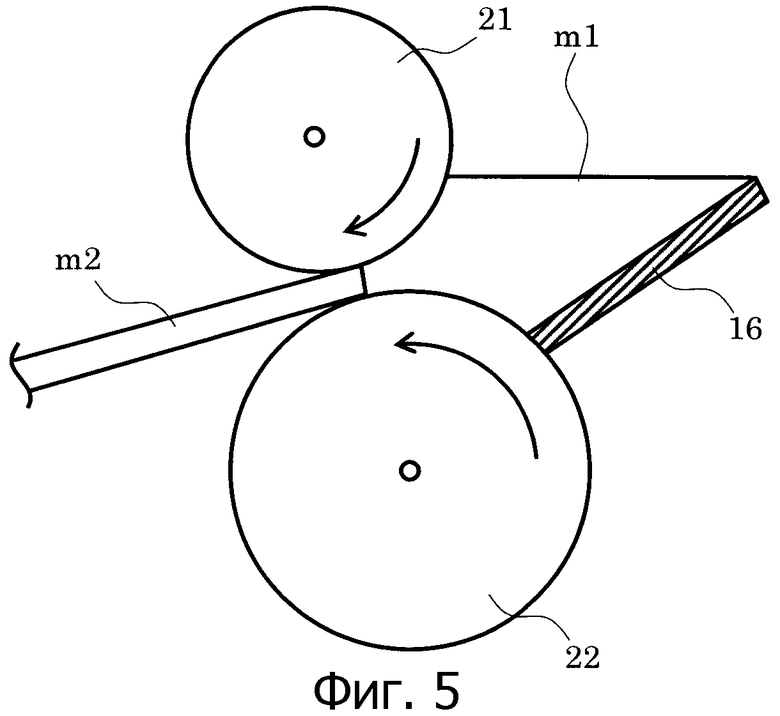
Фиг.5 представляет собой концептуальный вид участка литейных валков согласно другому варианту реализации настоящего изобретения;
Фиг.6 представляет собой частичный концептуальный вид, показывающий другой пример участка транспортировки в установке по настоящему изобретению; и
Фиг.7 представляет собой концептуальный вид установки для производства тонкого магниевого металлического листа, показывающий другой вариант реализации участка литейных валков.
Наилучшие варианты реализации настоящего изобретения
Ниже следует описание способа и установки для производства тонкого магниевого металлического листа согласно настоящему изобретению на основе варианта реализации, показанного на фиг.1.
Установка согласно первому варианту реализации
На фиг.1 представлен схематический вид в вертикальной проекции сбоку, показывающий общую конструкцию установки для производства тонкого магниевого металлического листа согласно одному варианту реализации настоящего изобретения.
Позиция 1 на фиг.1 обозначает установку для производства тонкого магниевого металлического листа. Установка 1 для производства тонкого магниевого металлического листа по существу состоит из участка 10 подачи расплавленного металла, участка 20 литейных валков, участка 30 транспортировки листового элемента, участка 40 прокатных валков и участка 50 обработки.
Участок подачи расплавленного металла
Участок 10 подачи расплавленного металла в установке 1 для производства тонкого магниевого металлического листа представляет собой механизм для подачи магниевого металла, расплавленного в плавильном устройстве (не показано), к участку 20 литейных валков, состоящему из пары валков для литья магниевого металла, при этом участок 10 подачи расплавленного металла состоит из металлоприемника 11 и ванны 13 расплавленного металла.
Металлоприемник 11 принимает и хранит в себе расплавленный металл m0, представляющий собой магниевый металл в расплавленном состоянии, таким образом, чтобы поддерживать его температуру, и выполнен с возможностью введения расплавленного металла m0 в ванну 13 расплавленного металла.
Далее, ванна 13 расплавленного металла используется для хранения расплавленного металла m1 и сконструирована так, что расплавленный металл m1 вытягивается из нее участком 20 литейных валков через вытяжной канал 13а, выполненный на одной стороне ванны 13 расплавленного металла.
Хотя дно ванны 13 расплавленного металла может располагаться параллельно горизонтальной поверхности, предпочтительно, чтобы ее дно было наклонено под заданным углом относительно горизонтальной поверхности. На фиг.1 угол β между дном ванны 13 расплавленного металла и горизонтальной поверхностью может быть задан на уровне от 0 до 45°. Более предпочтительно, этот угол составляет от 5 до 30°. Листовой элемент можно отливать стабильно, без неравномерностей, таких как рябь и т.п., на поверхности листового элемента при задании угла между дном ванны 13 расплавленного металла и горизонтальной поверхностью в пределах указанного диапазона.
Участок литейных валков
Участок 20 литейных валков представляет собой механизм для литья расплавленного магниевого металла, который подается из предшествующего процесса, между парой валков при заданной температуре. То есть, как показано на фиг.1, участок 20 литейных валков прилагает направленное вверх и вниз давление к расплавленному металлу m1 и формует его в листовой элемент m2, имеющий заданные толщину и температуру, которые позволяют прокатывать листовой элемент m2. Участок 20 литейных валков состоит из по меньшей мере одной пары валков, т.е. верхнего литейного валка 21 и нижнего литейного валка 22, выполненных с возможностью вращения в ходе работы, для литья расплавленного металла m1, вытягиваемого из вытяжного канала 13а ванны 13 расплавленного металла.
Конструкция участка 20 литейных валков, который является главной частью установки 1 для производства тонкого магниевого металлического листа, подробно описывается с помощью фиг.4.
Как показано на фиг.4, две опорные колонны 202, 208 неподвижно закреплены на столе-основании 201. Опорная колонна 202 имеет наклонную плиту 203, прикрепленную к ней с возможностью наклона вокруг своего конца, при этом показанный на фиг.1 угол наклона α может быть отрегулирован за счет поворота регулировочного винта 206. То есть наклонная плита 203 может быть наклонена за счет приведения в действие регулировочного винта 206, тем самым может быть изменен угол α.
Далее, в верхней части наклонной плиты 203 расположен узел 207 регулировки высоты верхнего валка. Этот узел 207 регулировки высоты соединен с опорным блоком 204 для поддержки с возможностью вращения верхнего литейного валка 21. Опорный блок 204 может перемещаться по наклонной плите 203 по рельсам 205.
Соответственно, когда узел 207 регулировки высоты верхнего литейного валка приводится в действие, опорный блок 204 вынужден скользить вверх или вниз по наклонной плите 203 и таким образом регулируется зазор между верхним и нижним литейными валками 21 и 22, тем самым определяя нагрузку, прилагаемую к листовому элементу при литье.
Далее, опорная колонна 208 поддерживает с возможностью вращения нижний литейный валок 22 с помощью опорного блока 209. Нижний литейный валок 22 расположен в непосредственной близости от канала вытягивания расплавленного металла из ванны 13 расплавленного металла и размещен так, что расплавленный металл, хранящийся в ванне 13 расплавленного металла, прилипает к поверхности катания нижнего литейного валка 22 и вытягивается из ванны 13 расплавленного металла наружу за счет усилия вращения нижнего литейного валка 22.
Кроме того, имеется пара боковых накладок 212, расположенных так, что они находятся в скользящем контакте с обеими торцевыми поверхностями нижнего и верхнего литейных валков 22 и 21 в том положении, когда валки 22 и 21 подходят ближе всего друг к другу. При такой конструкции боковые накладки 212 могут предотвращать утечку расплавленного металла, подаваемого между верхним и нижним литейными валками 22 и 21.
Узел привода вращения (не показан) соединен с каждым из верхнего и нижнего литейных валков 21 и 22 и приводит их во вращение в направлении, показанном стрелками на фиг.1, с заданной скоростью (частотой) вращения. При такой конструкции отвердевшая поверхность расплавленного металла, который вытягивается наружу из ванны 13 расплавленного металла за счет усилия вращения нижнего литейного валка 22, прижимается вниз верхним литейным валком 21, то есть расплавленный металл прокатывается и формуется. Предпочтительно, чтобы нагрузка, прилагаемая в это время, находилась в пределах диапазона от 0,01 до 1,0 кН/мм на единицу длины в направлении ширины валка. Нежелательно, чтобы нагрузка на единицу длины в направлении ширины валка была меньше указанного диапазона, поскольку в этом случае не только возникнут затруднения при непрерывном формировании листового элемента, но и поверхность полученного листового элемента будет загрубляться. Наоборот, также является предпочтительным, чтобы нагрузка на единицу длины в направлении ширины валка превышала верхнюю границу указанного диапазона, поскольку в центре листового элемента возникают дефекты, такие как расслоение и пр., после того, как он был сформован.
Кроме того, с верхним и нижним литейными валками 21 и 22 соединены соответственно шланги 210 и 211 для подачи через них в валки теплоносителя, такого как вода, масло и пр. То есть поверхности соответствующих валков могут охлаждаться до желательной температуры, поддерживаться при желательной температуре или нагреваться до желательной температуры (т.е. температуры поверхности валка, при которой отливаемый листовой элемент может сохранять свою форму вплоть до попадания на участок прокатных валков) за счет регулирования температуры теплоносителя. При такой конструкции имеется возможность производить листовой элемент, поверхность которого на нижнем литейном валке отверждена, а поверхность на верхнем литейном валке не отверждена, а также отливать листовой элемент, обе поверхности которого отверждены, а центральная часть которого не отверждена.
Верхний литейный валок 21 и нижний литейный валок 22 могут быть выполнены из сплава на основе железа или медного сплава.
На фиг.4 показан пример конструкции участка 20 литейных валков, в котором в качестве средства регулировки угла наклона α, то есть угла между верхним литейным валком 21 и нижним литейным валком 22, поворачивают регулировочный винт 206. Однако вместо регулировочного винта 206 может применяться приводной механизм, состоящий из гидравлического привода. Кроме того, в качестве узла 207 регулировки высоты верхнего литейного валка, который представляет собой средство для регулировки зазора между верхним и нижним литейными валками 21 и 22, также может применяться регулировочный механизм, состоящий из комбинации пружинного элемента и узла винт/гайка, или любой другой известный регулировочный механизм, такой как гидравлический агрегат.
Участок транспортировки
Участок 30 транспортировки листового элемента представляет собой механизм для транспортировки листового элемента из магниевого металла, сформованного в предшествующем процессе, к участку 40 прокатных валков, т.е. к последующему процессу. В варианте реализации установки, показанном на фиг.1, между участком 20 литейных валков и участком 40 прокатных валков установлено транспортировочное устройство 31, такое как роликовый конвейер, для транспортировки листового элемента m2, сформированного на участке 20 литейных валков, к участку 40 прокатных валков.
Предпочтительно, чтобы этот процесс был оснащен средствами управления температурой для регулирования относительно высокой температуры листового элемента после его литья до температуры, пригодной для прокатки, в дополнение к тому, что листовой элемент просто транспортируется в этот процесс. Для этой цели предпочтительно расположить нагревающее устройство, такое как подогреватель, или охлаждающее устройство поблизости от транспортировочного устройства 31 или же встроить нагревающее или охлаждающее устройство в это транспортировочное устройство.
Участок прокатных валков
Участок 40 прокатных валков предназначен для выполнения процесса прокатки и формования отлитого в предшествующем процессе металлического листового элемента до тонкого листа, имеющего заданную толщину. То есть, как показано на фиг.1, где представлен этот вариант реализации, участок 40 прокатных валков прокатывает листовой элемент m2 и формирует тонкий магниевый металлический лист m3. Участок 40 прокатных валков выполнен с возможностью прокатки листового элемента m2 путем приложения к нему давления сверху и снизу парой валков 41 и 42, которые находятся в состоянии вращения. Кроме того, к каждому прокатному валку прикреплен механизм регулировки температуры (не показан), так что температура валков может произвольным образом регулироваться.
Участок обработки
Участок 50 обработки представляет собой механизм для обработки тонкого листа, который был прокатан и сформован на участке 40 прокатных валков, описанном выше, для придания ему требуемой формы, при этом на участке 50 обработки может использоваться любое средство формования, которое может быть применено по отношению к тонкому металлическому листу, такое как, например, агрегат для продольной резки, моталка для намотки длинных листов, штамповочная машина, пресс и пр.
На фиг.1 показан пример, где в качестве такого механизма на участке 50 обработки используется механизм разрезания листового элемента. То есть согласно фиг.1 тонкий магниевый металлический лист m3, который был прокатан и сформован до заданной толщины на участке 40 прокатных валков, разрезают на отдельные листы заданной длины отрезным инструментом 51 на опорном столе 53 и помещают на подставку 52 для размещения тонких листов.
Как описано выше, имеющее форму листа литое магниевое металлическое тело может быть изготовлено из расплавленного магниевого металла с помощью установки согласно этому варианту реализации в непрерывном процессе с большой скоростью. Самым важным процессом в настоящем изобретении является процесс управления температурой на участке 20 литейных валков. Когда температура в этом процессе высока, отливаемый листовой элемент подвержен разрывам на участке транспортировки, поскольку прочность такого листового элемента является недостаточной ввиду того, что в его металлической структуре сохраняется жидкая фаза. Кроме того, когда температура на участке прокатных валков низка, из-за высокой вязкости расплавленного металла у канала 14 вытягивания расплавленного металла существует высокая вероятность забивания этого канала 14 и при этом разливка становится невозможной. Соответственно, важно предусмотреть в данном процессе устройство и процесс быстрого охлаждения расплавленного металла от участка 10 подачи расплавленного металла до участка 20 литейных валков.
Напротив, листовой элемент, отливаемый на литейных валках, должен иметь такой уровень прочности, чтобы сохранять свою форму в последующем транспортировочном устройстве. Однако нет необходимости в отверждении листового элемента на все 100% и скорее является предпочтительным, чтобы листовой элемент отвердел не полностью, поскольку в таком состоянии листовой элемент может быть легко прокатан в последующем процессе прокатки.
Функции и преимущества этого варианта реализации установки
Обычно, когда отливают и прокатывают легкий металл, такой как алюминий и пр., отливаемый и прокатываемый листовой элемент прилипает к поверхности валка и не отслаивается от него, в результате чего поверхность листового элемента становится дефектной. В установке согласно вышеописанному варианту реализации на поверхности валков распыляют разделительный состав, состоящий из порошка углерода и т.п., чтобы отлитый и прокатанный листовой элемент легко отслаивался от поверхностей валков. Однако, когда разделительный состав, такой как углерод, прилипает, он остается на поверхности изготовленного листового элемента и ухудшает его внешний вид. Помимо этого, необходимо применять процесс приведения углерода в сцепленное с поверхностями валков состояние и удаления углерода с поверхности отлитого листового элемента, в результате чего ухудшается технологичность. Далее, разделительный состав препятствует переносу тепла через углерод на поверхности листового элемента после его отливки и поэтому скорость охлаждения снижается, в результате чего возникает проблема снижения эффективности производства тонкого листа.
При производстве листового элемента из магния посредством описанных выше литья и прокатки листовой элемент может изготавливаться без необходимости в углеродном разделительном составе. Соответственно, может быть изготовлен листовой элемент, имеющий превосходную плоскостность поверхности, и при этом такой способ производства не только обладает прекрасной технологичностью, но и может сократить производственные издержки, в результате чего может быть изготовлен продукт высокого качества.
Кроме того, установка согласно вышеописанному варианту реализации может производить листовой элемент со скоростью, превышающей 5 м/мин, в отличие от обычного литья и прокатки легких металлов, где скорость изготовления листового элемента составляет от 2 до 5 м/мин.
Модификация участка подачи расплавленного металла
В случае участка подачи расплавленного металла согласно варианту реализации, показанному на фиг.1, описан пример, в котором применяется устройство подачи расплавленного магниевого металла из металлоприемника 11 в ванну 13 расплавленного металла с помощью подающего расплавленный металл желоба 12. Однако вместо устройства этой конструкции можно использовать устройство подачи расплавленного металла, имеющее конструкцию, показанную на фиг.2 и 3. Детали на фиг.2 и 3, которые выполняют те же функции, что и детали, показанные на фиг.1, обозначены теми же номерами позиций, а их подробное описание опущено.
Ванна 13 расплавленного металла, показанная на фиг.2, закрыта крышкой 16 на протяжении от канала подачи расплавленного металла до канала 14 вытягивания расплавленного металла, в результате чего может быть предотвращено падение температуры между этими каналами и поэтому может быть легко осуществлено управление температурой или сделаны предпосылки для такого легкого осуществления. Кроме того, имеется возможность управлять температурой расплавленного металла, подаваемого на участок 20 литейных валков, путем размещения устройства управления температурой, такого как нагревающее устройство, охлаждающее устройство и т.п., вокруг ванны 13 расплавленного металла.
Когда расплавленный магниевый металл подают из металлоприемника 11 в ванну 13 расплавленного металла, является предпочтительным, чтобы расплавленный металл вводился на участок литейных валков с одновременным его спрямлением. Для этой цели предпочтительно использовать воронкообразный элемент 15 подачи расплавленного металла для разливки расплавленного металла из металлоприемника 11 в элемент 15 подачи расплавленного металла и для перемещения расплавленного металла в ванну 13 расплавленного металла с одновременным его спрямлением, как показано на фиг.3.
Модификация литейных валков
Хотя в вышеописанном варианте реализации показан пример, в котором используются два валка, имеющие одинаковый диаметр, не всегда необходимо, чтобы два эти валка имели одинаковый диаметр. Пример такого случая показан на фиг.5. На фиг.5 представлен схематический вид модифицированного участка литейных валков. На фиг.5 позицией 21 обозначен верхний литейный валок, а позицией 22 - нижний литейный валок. В случае этих валков диаметр верхнего литейного валка 21 является меньшим, чем диаметр нижнего литейного валка 22. В случае этой конструкции участка литейных валков, хотя расплавленный металл m1 подается между нижним литейным валком 22 и верхним литейным валком 21, он может стабильно подаваться между ними при размещении перегородки 16 в контакте с нижним литейным валком 22. В механизме, показанном на фиг.5, предпочтительно предусмотреть боковые перегородки (не показаны) на обоих торцах верхнего и нижнего литейных валков 21 и 22, как показано на фиг.4.
Модификация транспортировочного устройства
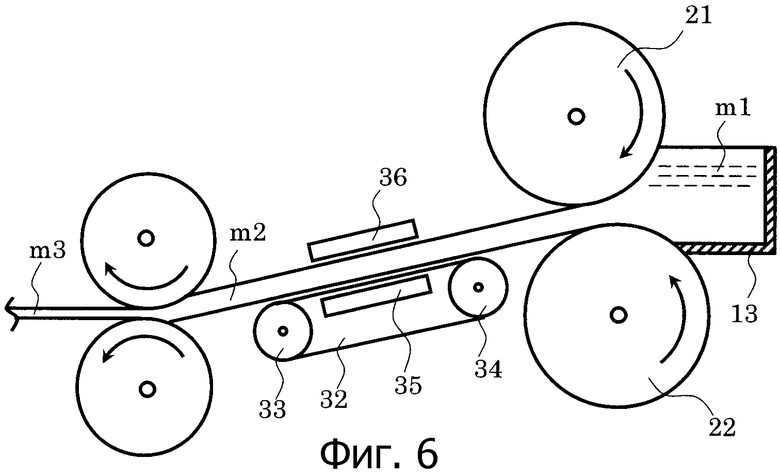
Хотя в варианте реализации по фиг.1 показан пример, в котором в качестве транспортировочного устройства 31 используется роликовый конвейер, вместо этого роликового конвейера можно использовать любое транспортировочное устройство, такое как ленточный транспортер. То есть, как показано на фиг.6, между парой роликов 33, 34, приводимых во вращение узлом привода (не показан), натянута лента 32 и на нее помещается и транспортируется листовой элемент. В соответствии с этим устройством ленточный транспортер может более плавно транспортировать листовой элемент, чем роликовый конвейер, и тем самым уменьшается вероятность разрыва листового элемента в процессе транспортировки. Хотя на фиг.6 показан пример, в котором ленточный транспортер 32 расположен под нижней поверхностью транспортируемого листового элемента m2, ленточные транспортеры могут быть размещены и на верхней, и на нижней поверхностях листового элемента m2 так, что листовой элемент зажат между ними. Благодаря вышеописанной конструкции листовой элемент m2 может транспортироваться с меньшей вероятностью его разрыва. Более того, поскольку излучение тепла экранируется ленточными транспортерами, имеется преимущество, заключающееся в легком управлении температурой.
Кроме того, на фиг.6 позициями 35 и 36 обозначены устройства управления температурой, такие как нагревающие устройства или охлаждающие устройства, которые позволяют точно регулировать температуру листового элемента m2 на участке 40 прокатных валков за счет управления температурой листового элемента m2, в результате чего может быть изготовлен тонкий лист высокого качества.
Другая модификация установки
Хотя установка согласно описанному варианту реализации показана с использованием примера, в котором магний разливают и прокатывают в непрерывном процессе, имеется возможность также наматывать отливаемый листовой элемент в рулон без его непрерывной транспортировки в последующий процесс прокатки, а затем повторно нагревать и прокатывать его. В соответствии с этим тонкий лист можно производить более гибко согласно производственным потребностям и т.п.
Способ производства
Тонкий магниевый металлический лист изготавливают с помощью установки для производства тонкого магниевого металлического листа, показанной на фиг.1, как описано ниже.
В процессе подготовки предварительно устанавливают угол наклона α на заданное значение,поворачивая регулировочный винт 206.Далее устанавливают зазор между верхним литейным валком 21 и нижним литейным валком 22 (в соответствии с толщиной прокатываемого листового элемента) на заданное расстояние с помощью узла 207 регулировки высоты верхнего литейного валка. Затем устанавливают температуру участка 20 литейных валков на заданном уровне в соответствии с вышеприведенным диапазоном значений.
Затем в процессе производства в металлоприемнике 11 сначала получают расплавленный магниевый металл в качестве расплавленного металла m0. Затем расплавленный металл m0 из металлоприемника направляют по желобу 12 подачи расплавленного металла, спрямляют, охлаждают до заданной температуры, при которой его можно разливать, и затем вводят в ванну 13 расплавленного металла в качестве расплавленного металла m1.
Расплавленный металл m1 подают в ванну 13 расплавленного металла до высоты h2 и затем выпускают наружу из ванны 13 расплавленного металла и вводят в контакт под давлением с верхним и нижним литейными валками 21 и 22, которые в это время вращаются, для формования тем самым листового элемента m2. В это время температуру листового элемента m2 регулируют до температуры, позволяющей осуществлять прокатку, путем регулирования температуры поверхности по меньшей мере пары валков.
Листовой элемент m2 транспортируют на участок 40 прокатных валков роликовым конвейером 31 и осуществляют прокатку, прилагая давление сверху и снизу посредством верхнего и нижнего прокатных валков 41 и 42, и в результате этого формируют тонкий магниевый металлический лист m3.
Как описано выше, в этом варианте реализации настоящего изобретения, поскольку листовой элемент из магниевого металла, который был сформован в процессе литья (т.е. в процессе, осуществляемом на участке 20 литейных валков), формуют и вытягивают в состоянии с температурой, позволяющей осуществлять прокатку, имеется возможность подвергнуть листовой элемент обработке горячей прокаткой, посредством чего может быть сформован тонкий магниевый металлический лист.
Далее, поскольку температура, позволяющая осуществлять прокатку, может быть задана в соответствии с толщиной листового элемента, установка 1 может производить тонкие листы, имеющие разные толщины.
Более того, поскольку отсутствует необходимость повторно генерировать тепловую энергию в процессе прокатки (для этой цели не нужны ни какое-либо устройство, ни процесс), стоимость установки может быть снижена, а производительность может быть улучшена.
Модификация
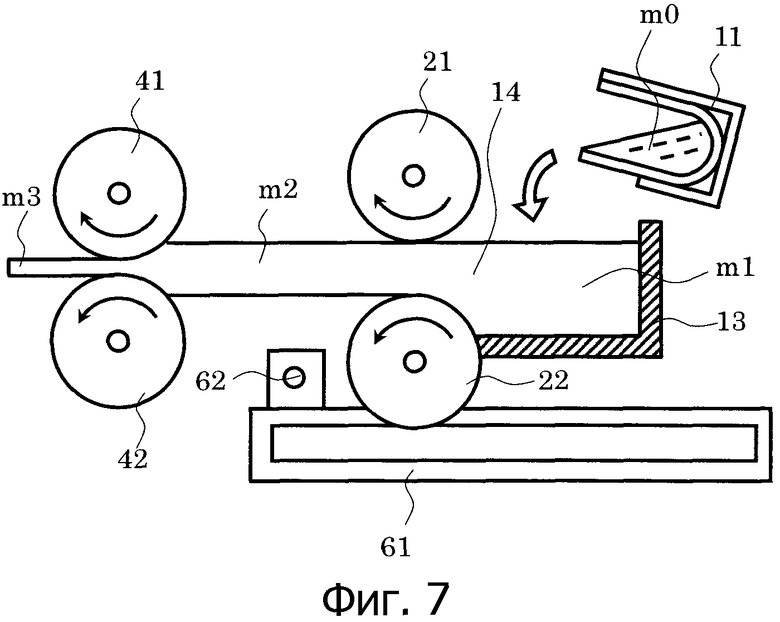
Далее следует описание модификации участка 20 литейных валков на основе фиг.7. Поскольку эта конструкция участка 20 литейных валков во многом аналогична показанной на фиг.1, одинаковые по сравнению с фиг.1 детали обозначены теми же номерами позиций, а их описание опущено.
Участок 20 литейных валков имеет верхний литейный валок 21, нижний литейный валок 22 и двигатель 62 с зубчатой передачей, установленный на столе-основании 61. Верхний литейный валок установлен с возможностью вращения на столе-основании 61.
Далее, нижний литейный валок 22 расположен у канала 14 вытягивания расплавленного металла из ванны 13 расплавленного металла и при этом нижний литейный валок 22 и ванна 13 расплавленного металла приводятся в движение двигателем 62 с зубчатой передачей так, чтобы перемещаться на столе-основании 61 в горизонтальном направлении. Кроме того, каждый из верхнего и нижнего литейных валков 21 и 22 снабжен функцией регулировки температуры (не показано).
На участке 20 литейных валков нижний литейный валок 22 и ванну 13 расплавленного металла перемещают в произвольные положения на столе-основании 61 путем приведения в действие двигателя 62 с зубчатой передачей в ходе процесса подготовки к производству тонкого магниевого металлического листа. То есть посредством перемещения нижнего литейного валка 22 (и ванны 13 расплавленного металла) может быть изменен зазор между нижним и верхним литейными валками 22 и 21, а также угол между нижним и верхним литейными валками 22 и 21, т.е. угол наклона α.
Примеры
Пример 1
Магниевый сплав (состав: АМ60) плавили при температуре 640°С с использованием установки по фиг.1 и отливали с использованием пары верхнего и нижнего литейных валков 21 и 22, каждый из которых имел диаметр 300 мм и был выполнен из медного сплава, при этом зазор межу ними был установлен равным 2 мм, окружная скорость валков составляла 40 м/мин, а нагрузка на единицу длины в направлении ширины валка составляла 0,6 кН/мм. Температура расплавленного металла при его подаче на литейные валки составляла 612°С. Отлитый листовой элемент транспортировали с использованием транспортировочного устройства в виде ленточного конвейера и прокатывали прокатными валками, в результате чего был получен листовой элемент из магниевого сплава толщиной 2,5 мм. Листовой элемент имел плоскую и гладкую поверхность без ряби, расслоения, осевой ликвации и загрубления поверхности.
Сравнительный пример 1
Для сравнения была выполнена отливка и прокатка таким же способом, как и в примере 1, за исключением того, что температура расплавленного металла, подаваемого на литейные валки, составляла 660°С. В результате оказалось невозможным непрерывно осуществлять данную операцию, поскольку листовой элемент часто рвался.
Промышленная применимость
Как следует из вышеприведенного описания, имеется возможность создания способа и установки для производства тонкого магниевого металлического листа, которые позволяют эффективно изготавливать тонкий магниевый металлический лист обработкой давлением, не требуя при этом процесса повторного генерирования тепловой энергии при прокатке.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОИЗВОДСТВА ТОНКОГО МЕТАЛЛИЧЕСКОГО ЛИСТА ИЗ ТОНКОЙ ЛИТОЙ ПОЛОСЫ И АВТОМАТИЗИРОВАННАЯ ЛИНИЯ ТЕХНОЛОГИЧЕСКОГО ОБОРУДОВАНИЯ ДЛЯ ПРОИЗВОДСТВА ТОНКОГО МЕТАЛЛИЧЕСКОГО ЛИСТА ИЗ ТОНКОЙ ЛИТОЙ ПОЛОСЫ | 2003 |
|
RU2250151C1 |
| ЛИТАЯ ЛЕНТА С НИЗКОЙ ШЕРОХОВАТОСТЬЮ ПОВЕРХНОСТИ, СПОСОБ И УСТРОЙСТВО ДЛЯ ЕЕ ИЗГОТОВЛЕНИЯ | 2007 |
|
RU2451566C2 |
| ЛИТЕЙНО-ПРОКАТНЫЙ АГРЕГАТ | 2009 |
|
RU2436641C1 |
| ТОНКАЯ РИФЛЕНАЯ СТАЛЬНАЯ ПОЛОСА И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2020 |
|
RU2824365C1 |
| СПОСОБ И УСТАНОВКА ДЛЯ ПРОИЗВОДСТВА МЕТАЛЛИЧЕСКОЙ ПОЛОСЫ | 2006 |
|
RU2393034C2 |
| УСТАНОВКА ДЛЯ НЕПРЕРЫВНОГО ЛИТЬЯ МЕТАЛЛА | 1990 |
|
RU2087248C1 |
| УНИВЕРСАЛЬНЫЙ ЛИТЕЙНО-ПРОКАТНЫЙ СТАН | 2000 |
|
RU2217247C2 |
| СПОСОБ ОБРАБОТКИ НЕПРЕРЫВНО-ЛИТЫХ СЛЯБОВ ИЛИ ПОЛОСЫ, А ТАКЖЕ ПОЛУЧЕННЫЕ ТАКИМ ОБРАЗОМ ЛИСТ И ПОЛОСА | 2002 |
|
RU2292967C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ МЕТАЛЛИЧЕСКОЙ ПОЛОСЫ БЕССЛИТКОВОЙ ПРОКАТКОЙ | 2011 |
|
RU2537629C2 |
| ЭЛЕМЕНТ ИЗ МАГНИЕВОГО СПЛАВА И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2007 |
|
RU2414518C2 |
Изобретение относится к литейному производству, а именно к производству тонкого листа из магния или магниевого сплава. В способе расплавленный магниевый металл непосредственно перед его поступлением в процесс литья находится в диапазоне температур от температуры, при которой занимаемая в магниевом металле доля твердой фазы составляет 10 мас.% или менее, до температуры на 40°С выше температуры плавления магниевого металла. Установка содержит устройство управления температурой на участке литейных валков, размещенное вокруг ванны расплавленного металла, и участок прокатных валков для прокатки отлитого листового элемента за счет приложения к нему давления посредством по меньшей мере одной пары прокатных валков для получения тонкого магниевого металлического листа, имеющего заданную толщину. Изобретение позволяет получить тонкий металлический лист на основе магния путем обработки давлением с хорошей эффективностью, но без необходимости подавать дополнительную тепловую энергию на стадии прокатки. 2 н. и 2 з.п. ф-лы, 7 ил.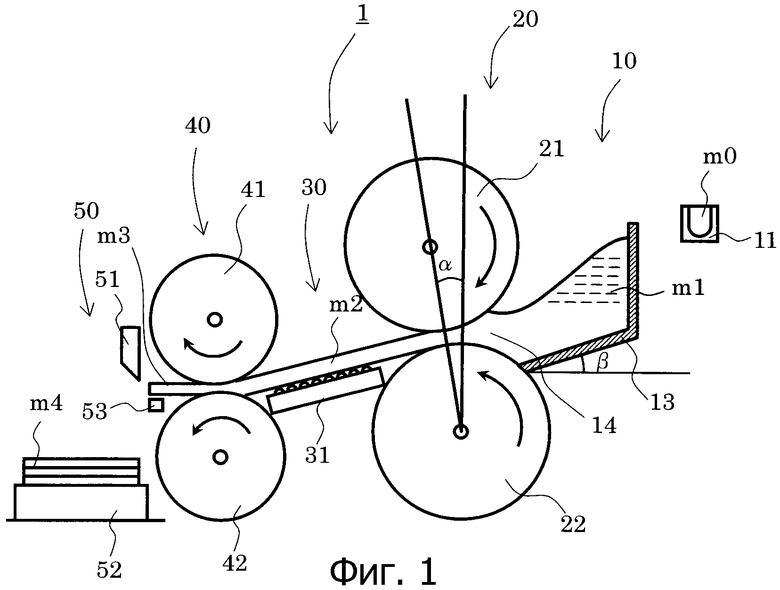
| Топчак-трактор для канатной вспашки | 1923 |
|
SU2002A1 |
| Перекатываемый затвор для водоемов | 1922 |
|
SU2001A1 |
| СПОСОБ ПОЛУЧЕНИЯ ЛЕНТЫ ИЗ АМОРФНОГО СПЛАВА | 1988 |
|
SU1577169A1 |
| Способ непрерывного литья ленты | 1985 |
|
SU1329898A1 |

