УРОВЕНЬ ТЕХНИКИ
Настоящее изобретение относится к производству литейного чугуна и более конкретно к модификатору для серого литейного чугуна для улучшения его общих свойств.
Литейный чугун обычно производится в вагранке или индукционной электропечи, и обычно содержит приблизительно 2-4% углерода. Углерод равномерно смешивается с железом, и форма, которую углерод принимает в затвердевшем литейном чугуне, очень важна для характеристик литейного чугуна. Если углерод принимает форму карбида железа, то такой литейный чугун упоминается как белый литейный чугун, и имеет такие физические свойства, что он является твердым и хрупким, что в некоторых приложениях является нежелательным. Если углерод принимает форму графита, литейный чугун становится мягким и способным к механической обработке, и упоминается как серый литейный чугун.
Графит может существовать в литейном чугуне в форме чешуек, в червеобразной, глобулярной или сферической формах или в их вариациях. Глобулярная или сферическая форма дает самую прочную и наиболее пластичную форму литейного чугуна.
Формой, которую принимает графит, а также количеством графита относительно количества карбида железа можно управлять с помощью некоторых присадок, которые способствуют формированию графита во время отверждения литейного чугуна. Эти присадки упоминаются как модификаторы, а их добавление к литейному чугуну - как модифицирование. При производстве чугуна литейные цеха постоянно страдают от образования карбидов железа в тонких сечениях отливок. Образование карбида железа вызывается быстрым охлаждением тонких сечений по сравнению с более медленным охлаждением более толстых сечений отливки. Образование карбида железа в продукте из литейного чугуна упоминается как «отбел». Образование отбела количественно определяется путем измерения «глубины отбела», и сила модификатора для предотвращения отбела и уменьшения глубины отбела является удобным способом измерения и сравнения силы модификаторов.
По мере развития промышленности растет потребность в более прочных материалах. Это означает большее легирование с помощью элементов, способствующих образованию карбидов, таких как Cr, Mn, V, Mo и т.д., а также более тонкие сечения и более легкую конструкцию отливок. Следовательно, существует постоянная потребность в разработке модификаторов, которые уменьшают глубину отбела и улучшают обрабатываемость серого литейного чугуна.
Поскольку точная химия и механизм модифицирования, а также причины, по которым модификаторы функционируют таким образом, не полностью понятны, необходим большой объем исследований для того, чтобы обеспечить промышленность новым модификатором.
Считается, что кальций и некоторые другие элементы подавляют формирование карбида железа и способствуют образованию графита. Большинство модификаторов содержат кальций. Добавление этих ингибиторов образования карбида железа обычно облегчается добавлением сплава ферросилиция, и вероятно наиболее широко используемыми сплавами ферросилиция являются сплав с высоким содержанием кремния, содержащий от 75 до 80 мас.% кремния, и сплав с низким содержанием кремния, содержащий 45-50 мас.% кремния.
Американский патент №3527597 описывает, что хорошая сила модификатора обеспечивается при добавлении от приблизительно 0,1 до 10 мас.% стронция к содержащему кремний модификатору, который содержит меньше чем приблизительно 0,35 мас.% кальция и вплоть до 5 мас.% алюминия. Американский патент №3527597 включен в настоящий документ посредством ссылки.
Американский патент №4749549 предлагает модификатор, состоящий по существу из приблизительно 15-90 мас.% кремния, приблизительно 0,1-10 мас.% стронция, меньше чем приблизительно 0,35 мас.% кальция, вплоть до приблизительно 5 мас.% алюминия, не больше чем приблизительно мас.% меди, одной или более присадок, выбираемых из приблизительно 0,1-15 мас.% циркония и приблизительно 0,1-20 мас.% титана, с остатком из железа и неизбежных примесей в обычном количестве. Американский патент №4749549 включен в настоящий документ посредством ссылки.
Также способ получения модификатора для литейного чугуна путем добавления богатого стронцием материала и материала, богатого одной или более присадками, выбираемыми из циркония, одного титана или в комбинации с расплавленным ферросилицием с низким содержанием кальция при достаточной температуре и в течение достаточного промежутка времени для того, чтобы заставить желаемое количество стронция войти в ферросилиций, предложен в американском патенте №4666516, который включен в настоящий документ посредством ссылки.
Модификатор Superseed® Extra, сплав ферросилиция с (1,0-1,5 мас.% Zr, 0,6-1,0 мас.% Sr, максимум 0,1 мас.% Ca и меньше чем 0,5 мас.% Al) успешно использовался в течение нескольких лет для изготовления тонкостенных высокопрочных отливок из серого чугуна.
Однако для некоторых литейных чугунов желательно увеличить содержание алюминия в литейном чугуне по меньшей мере до 0,01 мас.%, чтобы уменьшить отбел в тонкостенных отливках из серого чугуна. Для того чтобы достичь этого, модификатор Alinoc® (сплав ферросилиция с 3,5-4,5 мас.% Al и 0,5-1,5 мас.% Ca) был добавлен к литейному чугуну в передаточном ковше, чтобы увеличить алюминия в литейном чугуне, с последующим добавлением модификатора Superseed® Extra в разливочный ковш для того, чтобы уменьшить отбел в тонкостенных отливках из серого чугуна нового поколения.
Однако оказалось, что это создает проблемы из-за образования шлака в блоке разливки, вызываемого вероятно высоким содержанием кальция в модификаторе Alinoc®. Блок разливки может таким образом использоваться только для ограниченного количества расплавов литейного чугуна, что увеличивает затраты на производство продуктов из литейного чугуна. Таким образом существует потребность в модификаторе с более высоким содержанием алюминия и низким содержанием кальция, который мог бы использоваться в качестве единственного модификатора, добавляемого к литейному чугуну в передаточном ковше, в блоке разливки или в потоке расплавленного литейного чугуна.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
Было найдено, что управление содержанием алюминия является важным для производства не содержащих отбела отливок из серого чугуна. Отбел относится к тому, как конструктивное решение отливки способствует образованию карбида железа в микроструктуре литья, что в большинстве случаев является нежелательным.
Кроме того, было найдено, что при управлении содержанием алюминия также могут быть произведены высокопрочные чугуны.
Также было найдено, что уменьшение количества кальция в модификаторе до менее чем 0,5 мас.% имеет решающее значение для облегчения образования шлака в блоке разливки. Было найдено, что при добавлении алюминия к модификатору, который содержит небольшое или вообще нулевое количество кальция, и модифицировании расплавленного серого чугуна в передаточном ковше или в блоке разливки, отбел в тонкостенном литье уменьшается, и в то же самое время количество отложений шлака на передаточном ковше и в блоке разливки уменьшается.
Модификатор по настоящему изобретению может быть определен как модификатор из ферросилиция для литейного чугуна, состоящий в основном из приблизительно 15-90 мас.% кремния; приблизительно 0,1-10 мас.% стронция; меньше чем приблизительно 0,35 мас.% кальция; приблизительно 1,5-10 мас.% алюминия; приблизительно 0,1-15 мас.% циркония и остатка из железа с неизбежными примесями в обычном количестве.
Модификатор по настоящему изобретению подходящим образом добавляется к расплавленному серому литейному чугуну в передаточном ковше, который используется для переноса чугуна между печью и литейной формой. Он может также добавляться в блок разливки и к расплавленному потоку литейного чугуна при его разливке, или непосредственно в литейные формы.
Модификатор может быть добавлен как единственный модификатор или вместе с другими модификаторами, такими как модификатор Superseed® Extra, к расплавленному серому литейному чугуну в передаточном ковше или позже, во время процесса разливки. Кроме того, модификатор по настоящему изобретению может добавляться только один раз.
Было обнаружено, что модификатор с более высоким содержанием алюминия улучшает микроструктуры серого чугуна (более высокое количество ячеек, более низкое содержание карбида, более высокое содержание перлита) и механические свойства материала без увеличения затрат на удаление шлака или использования вторичных сплавов при условии, что содержание алюминия составляет 0,010 мас.% по массе расплавленного литейного чугуна.
Удаление кальция из системы модифицирования при использовании модификатора по настоящему изобретению в качестве единственного модификатора было действительно удивительным и неожиданным в плане его способности к уменьшению образования отбела и шлака в передаточном ковше, и, следовательно, к уменьшению накопления шлака в блоке разливки.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
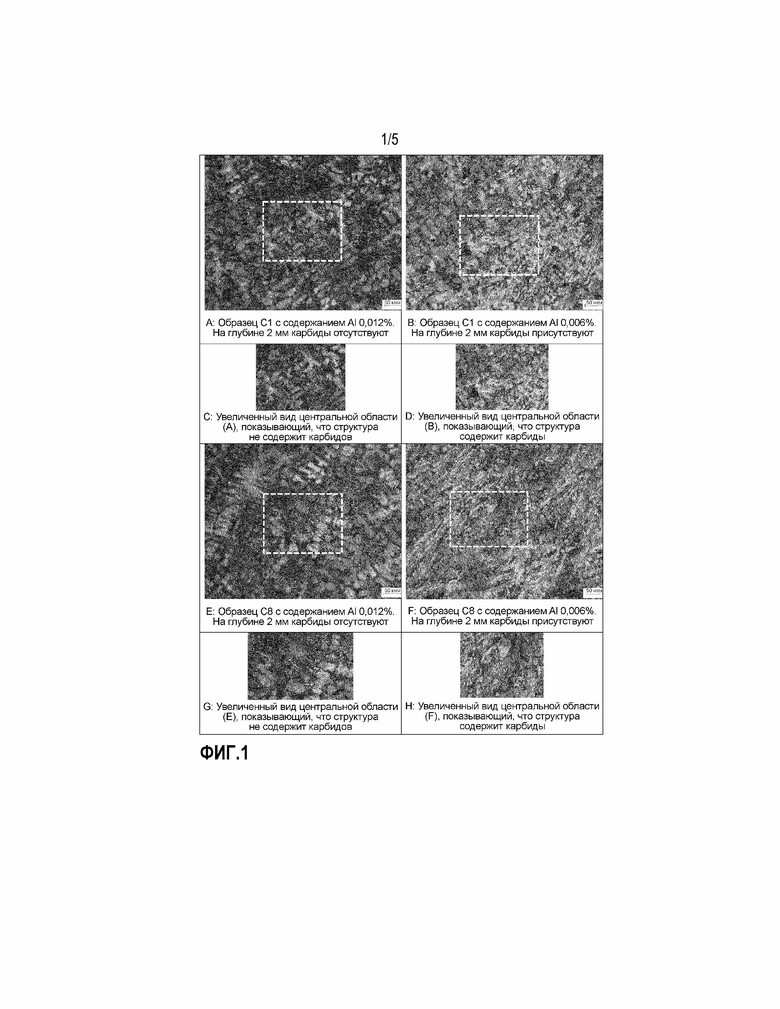
Фиг. 1A, C, E и G показывают результаты при 0,006% алюминия в литейном чугуне.
Фиг. 1B, D, F и H показывают результаты при 0,012% алюминия в литейном чугуне.
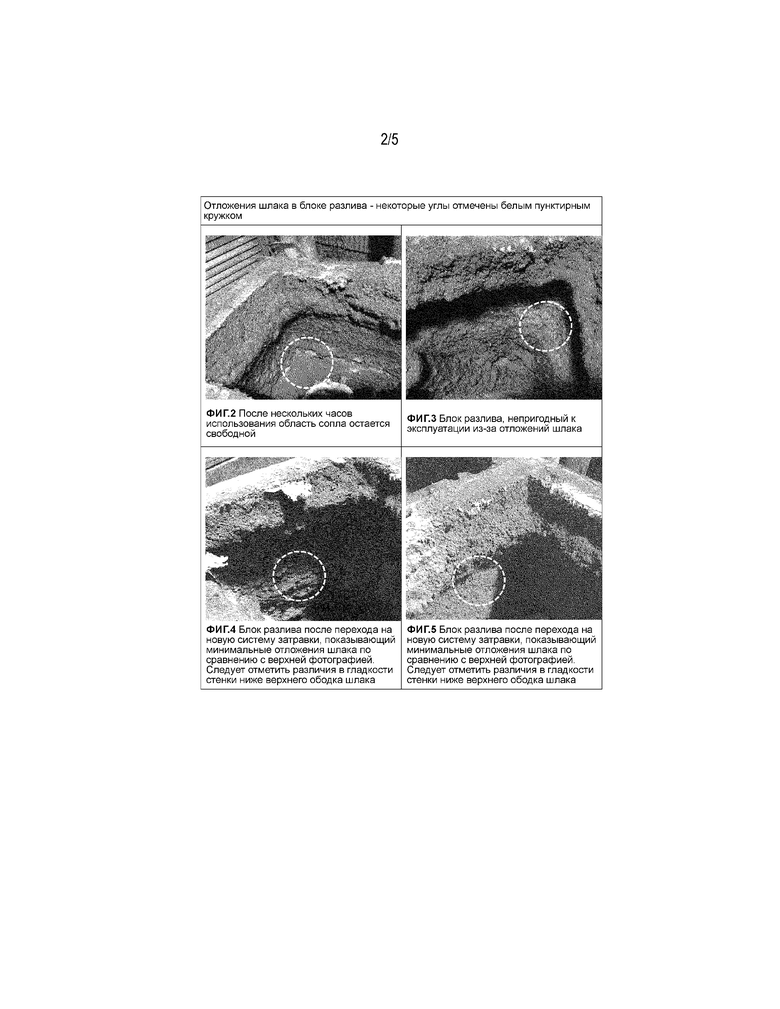
Фиг. 2 показывает блок разливки с малым временем использования.
Фиг. 3 показывает блок разливки со шлаковым наростом.
Фиг. 4 показывает блок разливки с малым шлаковым наростом, когда используется модификатор в соответствии с настоящим изобретением.
Фиг. 5 показывает другой блок разливки с малым шлаковым наростом, когда используется модификатор в соответствии с настоящим изобретением.
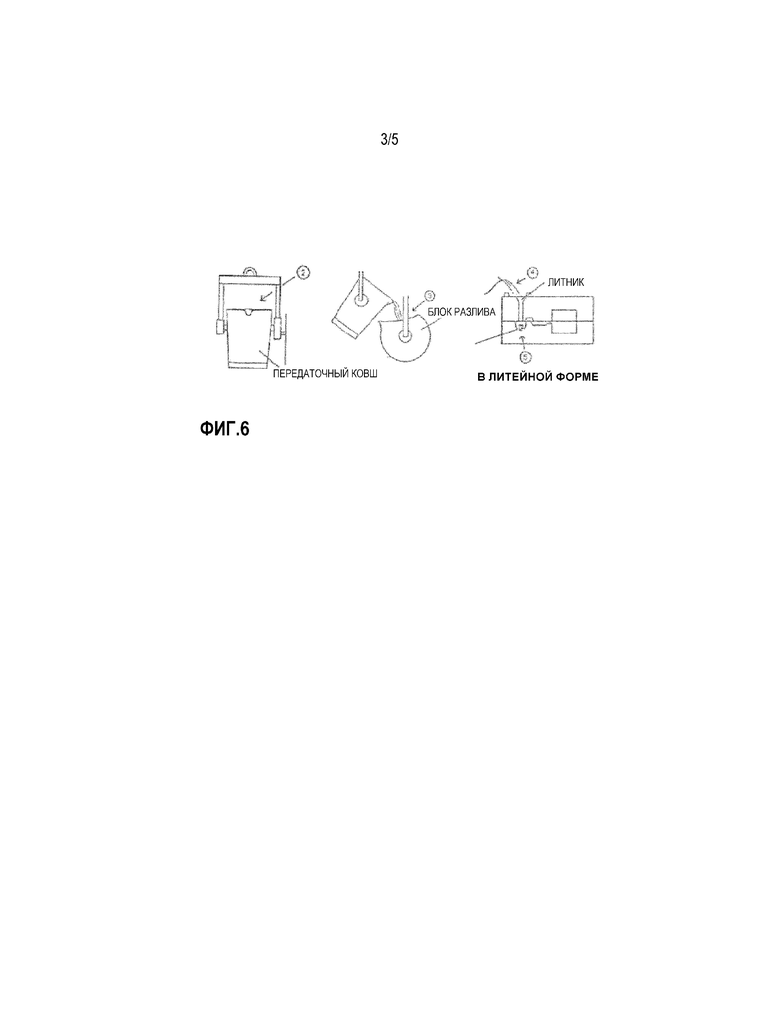
Фиг. 6 показывает способы добавления модификаторов к литейному чугуну.
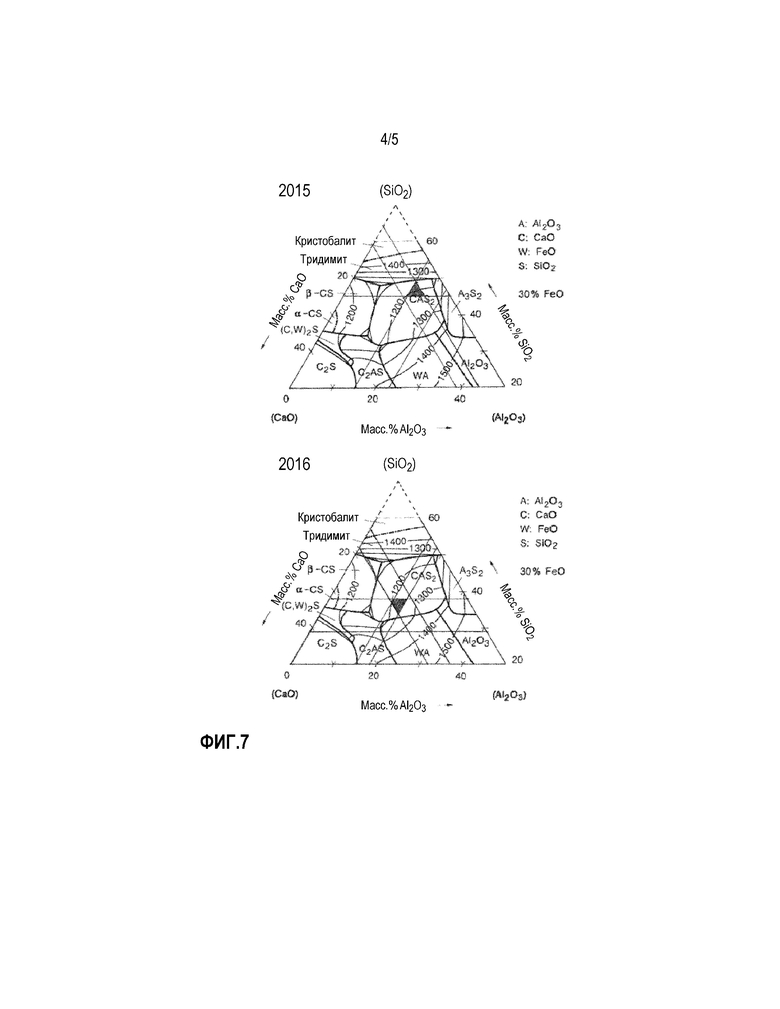
Фиг. 7 показывает фазовые диаграммы для составов шлака в соответствии с предшествующим уровнем техники и в соответствии с настоящим изобретением.
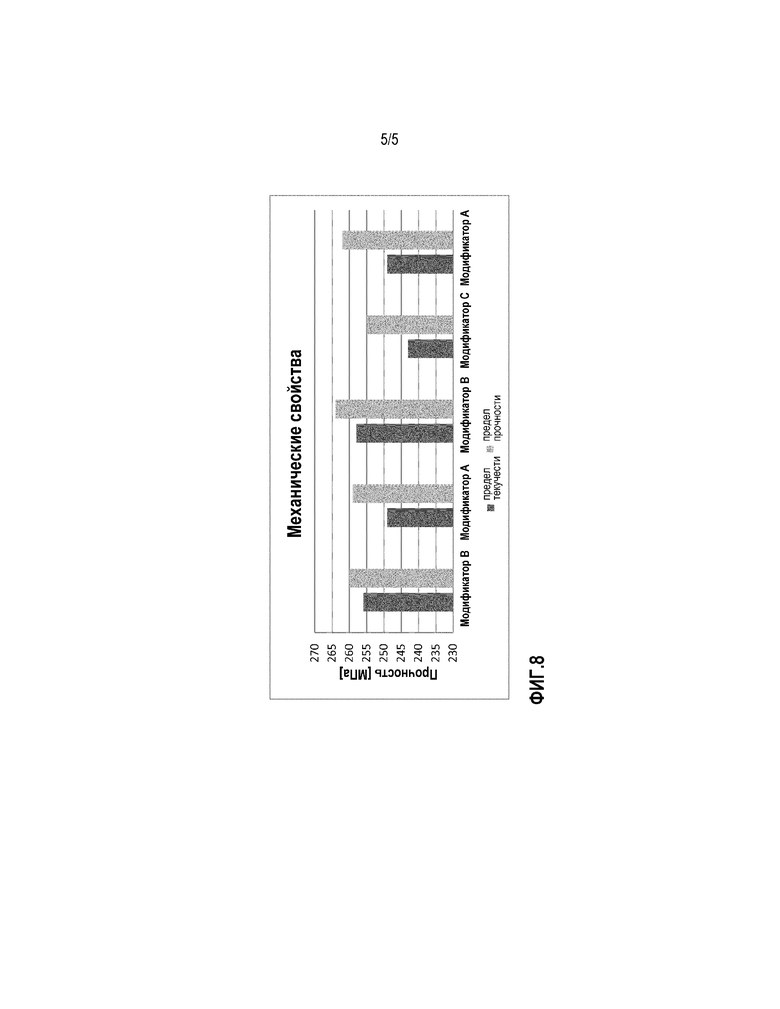
Фиг. 8 показывает прочность при растяжении для образцов литейного чугуна, обработанных модификатором, описанным в Примере 3.
ПОДРОБНОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
Было найдено, что содержание алюминия в модификаторе должно составлять приблизительно 1,5-10,0 мас.%, и более предпочтительно приблизительно 2-6 мас.%.
В соответствии с настоящим изобретением содержание стронция в модификаторе по настоящему изобретению должно составлять приблизительно 0,1-10 мас.%. Предпочтительно модификатор содержит приблизительно 0,4-4 мас.% стронция, и более предпочтительно приблизительно 0,4-1 мас.%. Хороший коммерческий модификатор имеет приблизительно 1 мас.% стронция.
В соответствии с настоящим изобретением количество циркония должно составлять 0,1-15%, и предпочтительно приблизительно 0,1-10%. Лучшие результаты будут получены при содержании циркония приблизительно 0,5-2,5%.
Также в соответствии с настоящим изобретением содержание кальция не должно превышать приблизительно 0,35%, и предпочтительно не должно превышать приблизительно 0,15%. Наилучшие результаты получаются, когда содержание кальция составляет меньше чем приблизительно 0,1%.
Количество кремния в модификаторе должно составлять приблизительно 15-90%, и предпочтительно приблизительно 40-80 мас.% по массе модификатора.
Остатком модификатора является железо с остаточными примесями в обычном количестве.
Модификатор по настоящему изобретению может быть изготовлен любым обычным образом с использованием обычного сырья. Обычно формируется жидкая ванна ферросилиция, в которую добавляются металлический стронций или силицид стронция вместе с богатым алюминием материалом и богатым цирконием материалом, богатым титаном материалом или и тем, и другим. Предпочтительно, печь с погруженной дугой используется для того, чтобы создать расплавленную ванну ферросилиция. Содержание кальция в этой ванне обычно регулируется так, чтобы понизить его уровень до величины ниже 0,35 мас.%. Затем в эту ванну добавляется алюминий, металлический стронций или силицид стронция, а также богатый цирконием материал. Добавление алюминия, металлического стронция или силицида стронция, а также богатого цирконием материала к расплаву выполняется любым обычным образом. Затем расплав разливается и отверждается обычным образом.
Твердый модификатор затем дробится обычным образом для облегчения его добавления к расплавленному литейному чугуну. Размер дробленого модификатора определяется способом модифицирования, например, модификатор для использования в ковше, может иметь больший размер, чем модификатор для обработки потока. Было найдено, что приемлемые результаты модификации в ковше получаются тогда, когда твердый модификатор дробится до размера приблизительно 3/8 дюйма.
Альтернативным способом получения модификатора является укладка в реактор кремния, железа, металлического стронция или силицида стронция, а также богатого алюминием и цирконием материала, а затем выполнение плавки для того, чтобы сформировать ванну расплава. Затем эта ванна расплава отверждается и дробится, как было раскрыто выше.
Основным сплавом для модификатора предпочтительно является ферросилиций, который может быть получен любым обычным образом, таким как формирование расплава кварца и чугунного лома обычным образом, однако возможно также использовать уже сформированный ферросилиций или металлический кремний и железо.
Содержание кремния в модификаторе составляет приблизительно 15-90 мас.%, и предпочтительно приблизительно 40-80 мас.%. Когда модификатор получается из основного сплава ферросилиция, оставшийся процент или остаток после добавления всех других элементов составляет железо.
Кальций обычно присутствует в кварце, ферросилиции и других присадках, так что содержание кальция в расплавленном сплаве обычно будет больше чем приблизительно 0,35%. Следовательно, содержание кальция в сплаве должно быть уменьшено для того, чтобы модификатор имел содержание кальция внутри указанного диапазона. Такая регулировка выполняется обычным образом.
Алюминий добавляется к модификатору уже после удаления кальция.
Точная химическая форма или структура стронция в модификаторе точно не известна. Считается, что стронций присутствует в модификаторе в форме силицида стронция (SrSi2), когда модификатор делается из ванны расплава различных компонентов. Однако считается, что приемлемыми формами стронция в модификаторе являются металлический стронций и силицид стронция, независимо от того, как формируется модификатор.
Металлический стронций довольно тяжело извлекается из его главных руд - стронцианита, карбоната стронция (SrCO3), и целезита, сульфата стронция (SrSO4). Экономически невыгодно использовать металлический стронций во время процесса производства модификатора, и поэтому предпочтительно изготавливать модификатор из стронциевой руды.
Американский патент № 3333954 раскрывает удобный способ для получения кремниевого модификатора, содержащего приемлемые формы стронция, в котором источником стронция является карбонат стронция или сульфат стронция. Эти карбонат и сульфат добавляются в расплавленную ванну ферросилиция. Добавление сульфата достигается путем дополнительного добавления флюса. В качестве подходящих флюсов раскрываются карбонат щелочного металла, гидроксид натрия и бура. Способ патента '954 охватывает добавление богатого стронцием материала к расплавленному ферросилицию с низким содержанием кальция при достаточной температуре и в течение достаточного промежутка времени для того, чтобы заставить желаемое количество стронция войти в ферросилиций. Американский патент №3333954 включен в настоящий документ посредством ссылки и раскрывает подходящий способ приготовления кремниевого модификатора, содержащего стронций, к которому добавляются богатый алюминием материал и либо богатый цирконием материал, либо богатый титаном материал, либо оба, для формирования модификатора по настоящему изобретению. Добавление богатого алюминием материала и богатого цирконием материала, богатого титаном материала или и того, и другого, может выполняться путем добавления этих материалов к ванне расплава ферросилиция до, после, или во время добавления богатого стронцием материала. Добавление богатого алюминием материала и богатого цирконием материала, богатого титаном материала или и того, и другого, выполняется любым обычным образом.
В готовом модификаторе имеются обычные количества микроэлементов или остаточных примесей. Предпочтительно, чтобы количество остаточных примесей в модификаторе было низким.
В описании и в формуле изобретения проценты элементов являются массовыми процентами по массе отвержденного конечного модификатора, если явно не указано иное.
Предпочтительно, чтобы модификатор формировался из расплавленной смеси различных описанных выше составных частей, однако некоторое улучшение глубины отбела получается при изготовлении модификатора по настоящему изобретению в форме сухой смеси или брикета, который включает в себя все составные части, не формируя при этом сплав этих составных частей. Также возможно использовать две или три из этих составных частей в сплаве, а затем добавлять другие составные части в сухой форме или в виде брикетов к обрабатываемой ванне расплавленного железа. Таким образом, в объем настоящего изобретения входит формирование кремниевого модификатора, содержащего стронций, и его использование с богатым алюминием и цирконием материалом.
Добавление этого модификатора к литейному чугуну выполняется любым обычным образом. Например, как показано на Фиг. 6, модификатор может быть добавлен в передаточный ковш, в блок (2) разливки, в поток литейного чугуна (3), когда он входит в литейную форму, а также в виде вставки, помещаемой внутри системы литников литейной формы.
Предпочтительно модификатор добавляется как можно ближе к окончательной разливке. Как правило, модифицирование в ковше и в потоке используются для получения очень хороших результатов. Также может использоваться модифицирование в литейной форме. Обработка потока представляет собой добавление модификатора к расплавленному потоку во время его разливки в литейную форму.
Количество добавляемого модификатора будет варьироваться, и обычные процедуры могут использоваться для определения количества добавляемого модификатора. Было найдено, что приемлемые результаты получаются при добавлении 0,3-0,6% модификатора по массе литейного чугуна при использовании модификатора в ковше.
Хотя до сих пор обсуждалось главным образом добавление модификатора по настоящему изобретению к литейному чугуну для производства серого литейного чугуна, аналогичным образом возможно добавлять модификатор по настоящему изобретению в пластичное железо для уменьшения отбела.
Следующие примеры иллюстрируют настоящее изобретение.
ПРИМЕРЫ
Очевидно, что модификаторы по настоящему изобретению дают результаты, намного превосходящие результаты использования обычного коммерческого модификатора или результаты для необработанного образца.
Следует понимать, что предпочтительные варианты осуществления настоящего изобретения, выбранные в настоящем документе с целью иллюстрации, предназначены для охвата всех изменений и модификаций предпочтительных вариантов осуществления настоящего изобретения, которые не являются отходом от духа и области охвата настоящего изобретения.
Пример 1
Первые серии тестирования использовали модификатор в соответствии с настоящим изобретением, содержащий 2 мас.% алюминия в сплаве. Чугунные отливки были произведены с допустимыми уровнями карбидов, и образование отложений шлака не было проблемой. Ниже описывается серия тестирования, показывающая разницу между окончательным содержанием алюминия 0,006% и 0,012% в литейном чугуне, где первый является полностью карбидным, а последний не содержит карбида или содержит лишь ничтожно малые количества карбида, которые являются приемлемыми в этой отливке. Никаких других существенных изменений в процесс не вносилось. Фиг. 1 иллюстрирует результаты. Никаких карбидов не было найдено в образцах A и E, обработанных модификатором в соответствии с настоящим изобретением. Как можно видеть из образцов B и F на Фиг. 1, структура литейного чугуна содержит карбид.
Пример 2
Образование твердых отложений шлака началось вскоре после добавления модификатора (Alinoc®) с содержанием кальция 0,5-1,5%, главным образом ниже уровня чугуна на стенках блока разливки, что привело к сокращенному сроку службы и дополнительным затратам на очистку. Фиг. 2 иллюстрирует блок разливки с малым временем использования, в то время как Фиг. 3 иллюстрирует блок разливки с образованием отложений шлака на боковых стенках, когда модификатор Alinoc® добавлялся в передаточный ковш, а модификатор Superseed® Extra с содержанием Al <0,5 мас.% добавлялся в блок разливки.
Один тест был сделан с модифицированием расплава литейного чугуна модификатором Superseed® Extra с содержанием Al <0,5 мас.% и с модификатором в соответствии с настоящим изобретением вместе с модификатором Superseed® Extra с содержанием Al <0,5 мас.%. Как показано на Фиг. 4 и 5, в этом случае образование твердых отложений шлака в блоке разливки было небольшим или вообще отсутствовало.
Поскольку расплавленный чугун и шлак сосуществуют, было желательно посмотреть на химию шлака в блоке разливки. Контрольный пример был сделан для того, чтобы аппроксимировать то, что происходит, когда никакого модификатора Alinoc® в передаточном ковше не используется, и 0,5 мас.% модификатора Superseed® Extra с содержанием Al <0,5 мас.% добавляется к литейному чугуну в передаточном ковше (контроль). Один образец был получен с помощью пересмотренного процесса (0,125% модификатора Alinoc® и 0,375% модификатора Superseed® Extra с <0,5 мас.% Al) (Образец 2015), и один образец был получен с использованием модификатора в соответствии с настоящим изобретением, содержащего 2 мас.% алюминия (Образец 2016). Образцы были взяты из блока разливки сразу после переноса нового чугуна. Составы шлака показаны в Таблице 1.
Таблица 1. Составы шлака
Как видно из Таблицы 1, контрольный шлак и шлак 2015 имеют приблизительно одинаковый состав. Шлак Образца 2016, использующего модификатор по настоящему изобретению, имеет, однако, более низкое содержание SiO2 и более высокое содержание FeO и MnO. Составы шлака для Образца 2015 и Образца 2016 были изображены в виде фазовых диаграмм для SiO2, CaO и Al2O3 при 30% FeO. Результаты показаны на Фиг. 7. Составы шлака показаны как красные треугольники на фазовых диаграммах. На Фиг. 7 видно, что состав шлака переместился от тридимита в Образце 2015 к шлаку, более богатому FeO и Al2O3 для Образца 2016, обработанного модификатором в соответствии с настоящим изобретением. Состав шлака Образца 2016 обеспечивает менее твердый и менее жесткий шлак, который легче удалять, чем тридимитовый шлак Образца 2015.
Это изменение в составе шлака наиболее вероятно связано с изменением в системе модификатора, которое сдвинуло состав шлака так, что он стал более богатым Al, Sr и Zr, и эффективно отодвинуло состав шлака от тридимита.
Необходимый алюминий может быть добавлен к сплавам модификатора, таким как модификатор Superseed® Extra, в концентрациях, которые обеспечивают эффективное средство для получения необходимых уровней алюминия в жидком сером чугуне для улучшения его качества. Образование шлака благодаря этому способу добавления алюминия будет уменьшено, и обеспечит химию, с которой легче иметь дело. При объединении добавления алюминия со стадией модифицирования возможно также более экономичное решение.
Добавление модификатора Alinoc®, однако, вводит также кальций, что ведет к проблемам с отложением шлака. Изучение этих шлаков показало, что кальций вызывает сдвиг к шлаку, который быстрее образует отложения шлака в блоке разливки. Партия модификатора Superseed® Extra с 2% алюминия была произведена и использовалась без проблем с отложениями шлака, обеспечивая при этом улучшенные микроструктуры.
В двухступенчатом процессе модифицирующие агенты добавляются в двух местах, обычно в передаточный ковш по мере его заполнения и в льющийся поток, когда литейная форма заполняется для производства отливки. С другой стороны, в одноступенчатом процессе в соответствии с настоящим изобретением модифицирующий агент добавляется только в одном месте, например в передаточный ковш по мере его заполнения.
Управление шлаком в передаточных ковшах и блоках разливки является постоянной и ежедневной проблемой литейных заводов, и добавление дополнительных элементов, таких как кальций в модификаторе Alinoc®, влияет на химию шлака. Изменение химии приводит к образованию отложений твердого шлака, которые очень трудно удалять. Используя модификатор по настоящему изобретению с увеличенным содержанием алюминия, подачей алюминия можно управлять без введения кальция, создающего отложения шлака.
Пример 3
Были произведены два различных модификатора в соответствии с настоящим изобретением.
Модификатор А имел следующий состав: 73,1 мас.% Si, 1,94 мас.% Al, 0,10 мас.% Ca, 1,19 мас.% Zr, 0,99 мас.% Sr и остаток из Fe.
Модификатор В имел следующий состав: 71,3 мас.% Si, 4,4 мас.% Al, 0,085 мас.% Ca, 1,27 мас.% Zr, 0,98 мас.% Sr и остаток из Fe.
Модификатор А в соответствии с настоящим изобретением добавлялся к расплавленному литейному чугуну в разливочный ковш как единственный модификатор в количестве 0,3 мас.% по массе основного литейного чугуна, а Модификатор B добавлялся к расплавленному литейному чугуну в разливочный ковш как единственный модификатор в количестве 0,3 мас.% по массе основного литейного чугуна.
Для целей сравнения основной литейный чугун был обработан модификатором Superseed® Extra, содержащим меньше чем 0,5 мас.% Al, обозначенным как Модификатор C.
Основной литейный чугун имел следующий состав: 3,45 мас.% C, 1,82 мас.% Si, 0,071 мас.% S, 0,049 мас.% P, 0,0039 мас.%.
Окончательные составы литейных чугунов, обработанных Модификатором A, Модификатором B и Модификатором С предшествующего уровня техники, показаны в Таблице 2.
Таблица 2. Окончательный чугун (мас.%)
Цель состояла в том, чтобы получить целевой уровень по меньшей мере 0,010 мас.% алюминия в окончательном литейном чугуне, а также низкий отбел и хорошие механические свойства. Как видно из Таблицы 3, целевое содержание алюминия было получено при добавлении Модификатора B, содержащего 4,4 мас.% алюминия. Добавление Модификатора А в количестве 0,3% по массе литейного чугуна не достигло целевого содержания алюминия. Для того чтобы достичь целевого содержания алюминия, необходимо добавлять больше чем 0,3% Модификатора A. Модификатор C в соответствии с предшествующим уровнем техники, как и ожидалось, не обеспечил увеличения содержания алюминия в литейном чугуне.
Клиновидные отливки отливались для того, чтобы определить глубину отбела для литья, обработанного Модификатором A, Модификатором B и Модификатором C. Результаты показаны в Таблице 4.
Таблица 4
Из Таблицы 4 можно заметить, что Модификатор B с содержанием алюминия 4,4 мас.% по массе основного чугуна привел к очень малой глубине отбела.
Прочность при растяжении была измерена для литейных чугунов, обработанных Модификатором A, Модификатором B и Модификатором С предшествующего уровня техники. Результаты для предела текучести и предела прочности показаны на Фиг. 8.
Из Фиг. 8 видно, что литейные чугуны, обработанные Модификатором B, имеют значительно более высокий предел текучести и предел прочности, чем литейные чугуны, обработанные Модификатором A, в то время как литейный чугун, обработанный Модификатором С предшествующего уровня техники, показал самый низкий предел текучести и предел прочности.
Модификатор для серого литейного чугуна из ферросилиция, содержащий, в мас.%: 0,1-10 стронция, менее 0,35 кальция, 1,5-10 алюминия и 0,1-15 циркония. Описан модификатор, способ производства этого модификатора, способ для обработки модификатором расплава и модифицированный серый литейный чугун. Модификатор обеспечивает улучшение обрабатываемости серого литейного чугуна. 2 н. и 7 з.п. ф-лы, 4 табл., 8 ил., 3 пр.
1. Модификатор из ферросилиция для литейного чугуна, состоящий из, в мас.%: 15-90 кремния; 0,1-10 стронция; меньше чем 0,35 кальция; 1,5-10 алюминия; 0,1-15 циркония и остатка из железа с неизбежными примесями.
2. Модификатор по п. 1, в котором содержание кремния составляет 40-80 мас.%.
3. Модификатор по п. 1, в котором содержание алюминия составляет 2-6 мас.%.
4. Модификатор по п. 1, в котором содержание алюминия составляет 2-4 мас.%.
5. Способ обработки модификатором серого литейного чугуна, в котором модификатор из ферросилиция по п. 1 добавляют к расплавленному литейному чугуну.
6. Способ по п. 5, в котором модификатор из ферросилиция добавляют как единственный модификатор к расплавленному серому литейному чугуну в передаточном ковше.
7. Способ по п. 5, в котором модификатор из ферросилиция добавляют как единственный модификатор к расплавленному серому литейному чугуну в блоке разливки.
8. Способ по п. 5, в котором модификатор из ферросилиция добавляют как единственный модификатор к расплавленному серому литейному чугуну в поток, выливаемый в литейную форму.
9. Способ по п. 5, в котором единственное добавление модификатора из ферросилиция к расплавленному литейному чугуну проводят в блоке разливки во время процесса литья.
| US 4749549 A1, 07.06.1988 | |||
| US 3527597 A1, 08.09.1970 | |||
| US 20050050992 A1, 10.03.2005 | |||
| Модификатор для чугуна | 1987 |
|
SU1813113A3 |
| Игрушка в виде турбины | 1927 |
|
SU8521A1 |

