Изобретение относится к способам обработки давлением алюминиевых сплавов, включающим механическую обработку давлением с одновременным пропусканием импульсного электрического тока.
Существует несколько способов обработки металлов и сплавов давлением, где использован электропластический эффект (ЭПЭ) [Троицкий О.А., Баранов Ю.В., Авраамов Ю.С., Шляпин А.Д. Физические основы и технологии обработки современных материалов, том 1 и том 2. Москва-Ижевск, Институт компьютерных исследований, 2004 г.]. Известен способ обработки металлов по патенту России №2005127525 (кл. В21В 1/100, опубл. 10.04.2007 г.), где ЭПЭ достигается за счет того, что в область механической обработки подаются мощные короткие (100-150 мкс) импульсы тока плотностью 3.5-10 кА/мм2. В результате повышается пластичность металла, снижается сопротивление металла деформированию, повышаются производительность и качество обработки. Недостатком данного способа являются относительно большие плотности тока, что требует существенных затрат. Кроме того, импульсная электротоковая обработка вызывает временную (в течение времени, соизмеримого с длительностью импульса тока) пластификацию материала, а повторяющиеся импульсы тока создают прерывистую пластическую деформацию материала, характерные черты которой проявляют закономерности скачкообразной деформации Портевена-Ле Шателье [Спицын В.И., Троицкий О.А. Электропластическая деформация металла. - М.: Наука, 1985].
Наиболее близким к предлагаемому способу является способ обработки листовых заготовок из сплавов системы Al-Mg по патенту РФ №2624877 (кл. C22F/047, опубл. 16.05.2017), включающий механическую обработку листовой заготовки давлением с одновременным пропусканием постоянного электрического тока плотностью до 50 А/мм2 для повышения прочности и механической устойчивости сплава.
Недостаток этого способа - отсутствие оптимального сочетания энергозатрат на электротоковую обработку и температурно-скоростных условий деформирования алюминиевого сплава.
Технической задачей предлагаемого решения является оптимизация энергозатрат при электротоковой обработке промышленных сплавов системы Al-Mg, применяемых при производстве авиакосмической техники и автомобилей, за счет использования импульсного электрического тока с целью наиболее эффективного подавления механических неустойчивостей с одновременным повышением прочности этих сплавов.
Апробация способа проводилась на промышленном алюминий-магниевом сплаве АМг6 (Al - 6.15 мас.% Mg - 0.65 мас.% Mn - 0.25 мас.% Si - 0.21 мас.% Fe). Этот сплав демонстрирует ярко выраженную прерывистую деформацию - эффект Портевена-Ле Шателье (ПЛШ) и локализацию деформации в полосах при комнатной и повышенных температурах. Образцы в форме двухсторонних лопаток с размером рабочей части 6×3×0.5 мм вырезали из листового проката вдоль направления холодной прокатки (степень обжатия 0.3), отжигали при температуре 450°С и закаливали на воздухе. Испытания на растяжение с постоянной скоростью деформации проводили в испытательной машине Instron (модель 3344). Данные измерения нагрузки записывались со скоростью 100 Гц. Для исследования влияния электрического тока на прерывистое течение образец электрически изолировали от испытательной машины с помощью захватов из плавленого кварца. Температуру поверхности образцов измеряли с помощью инфракрасного пирометра Testo-845 с точностью 0.5°С.
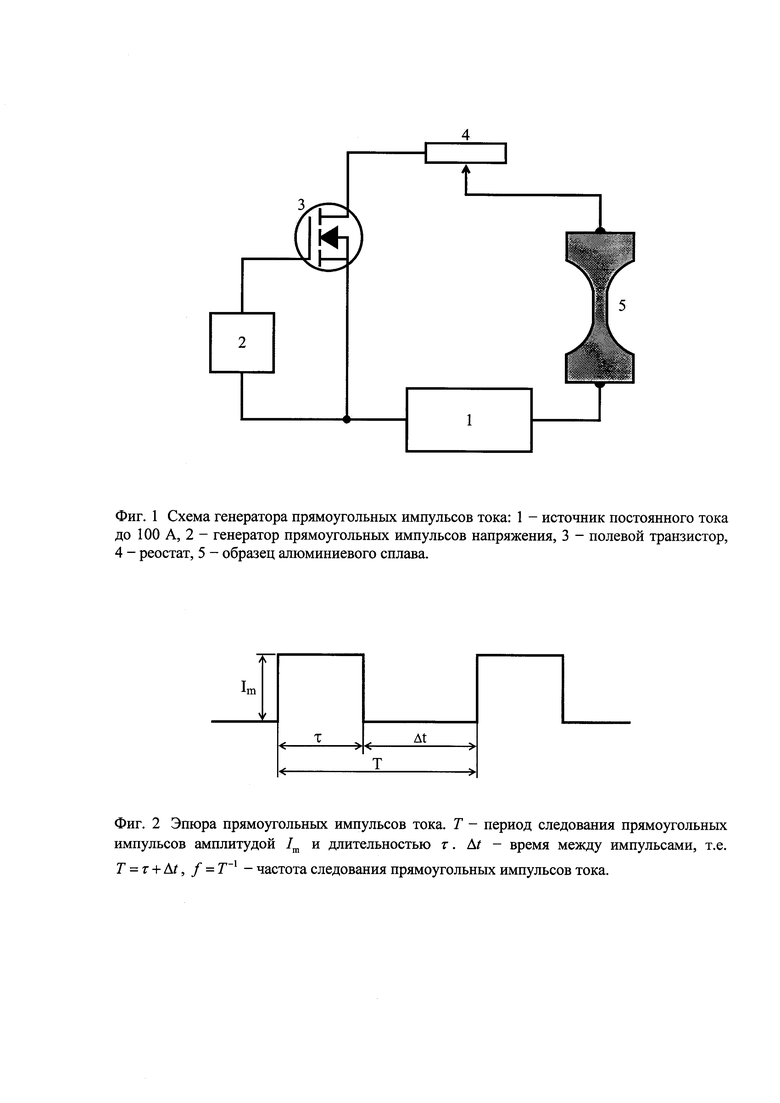
В ходе растяжения образцы обрабатывались последовательностью прямоугольных импульсов тока от генератора (Фиг. 1), который включает в себя низковольтный (5 В) источник постоянного тока SE-600-5 (1), управляющий генератор прямоугольных импульсов напряжения АКИП-3413/3 (2), полевой транзистор IRFP054N (3) и балластный реостат РБ-306 П (4). На Фиг. 2 показана эпюра и характеристики прямоугольных импульсов тока.
Следует отметить, что в условиях печного нагрева (в климатической камере) образцы сплава АМг6 демонстрируют абсолютно гладкие деформационные кривые при температурах выше 82°С, в то время как в условиях джоулева нагрева гладкие кривые деформации наблюдаются при температуре образца приблизительно 55°С, когда плотность постоянного тока составляет 50 А/мм2, в экспериментах, выполненных в отсутствие печного нагрева. Следовательно, печной и джоулев нагрев образцов физически неэквивалентны и можно заключить, что подавление током прерывистой деформации обусловлено не столько джоулевым нагревом, сколько действием собственно электрического тока (патент РФ №2624877 (кл. C22F/047, опубл. 16.05.2017)).
Схема изотермических экспериментов состояла в следующем. Сначала образец сплава АМг6 подогревали с помощью печного нагрева до 55°С (согласно патенту РФ №2624877 данная температура является оптимальной для подавления прерывистой деформации постоянным током). Затем образцы растягивали со скоростью 3×10-3 с-1 с одновременным пропусканием импульсного электрического тока. Амплитуду импульсов плотности тока варьировали в пределах 10-50 А/мм2, длительность прямоугольных импульсов τ в пределах 0.5-10 мс, а частоту следования импульсов от 50 до 1000 Гц. Предварительные эксперименты показали, что наиболее оптимальным с точки зрения минимизации джоулевых потерь и эффективности подавления прерывистой деформации являются следующие параметры τ=1 мс, ƒ=500-800 Гц, jm=30-35 А/мм2.
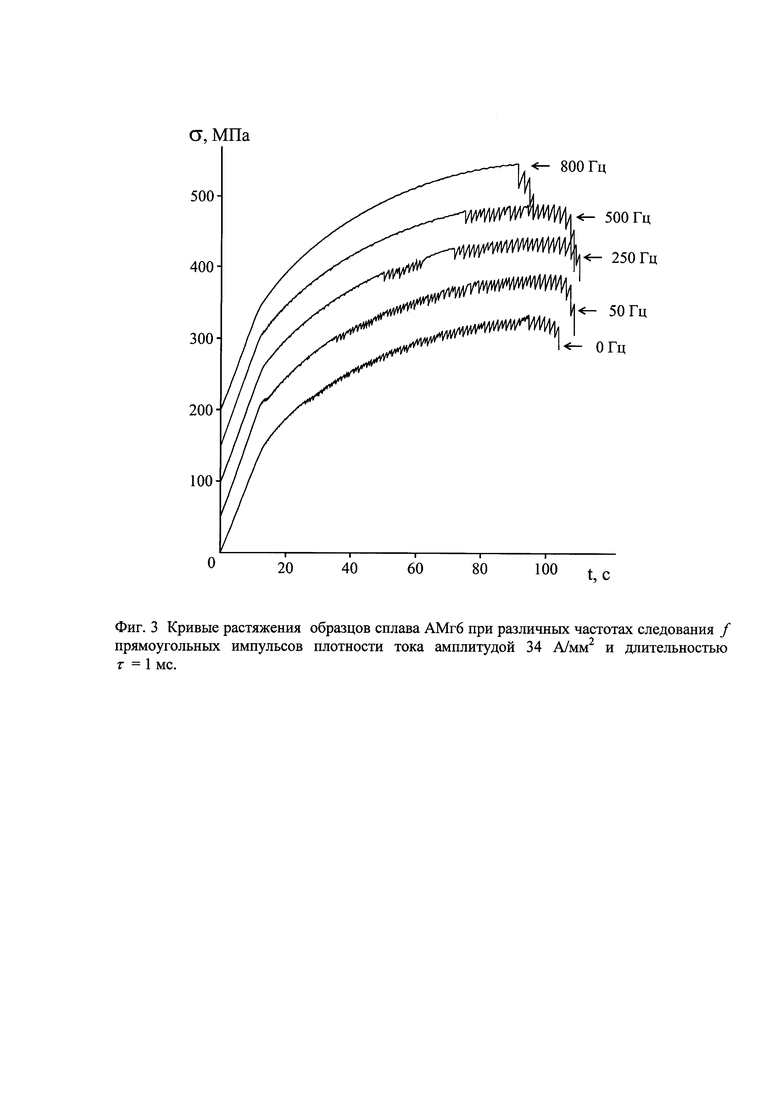
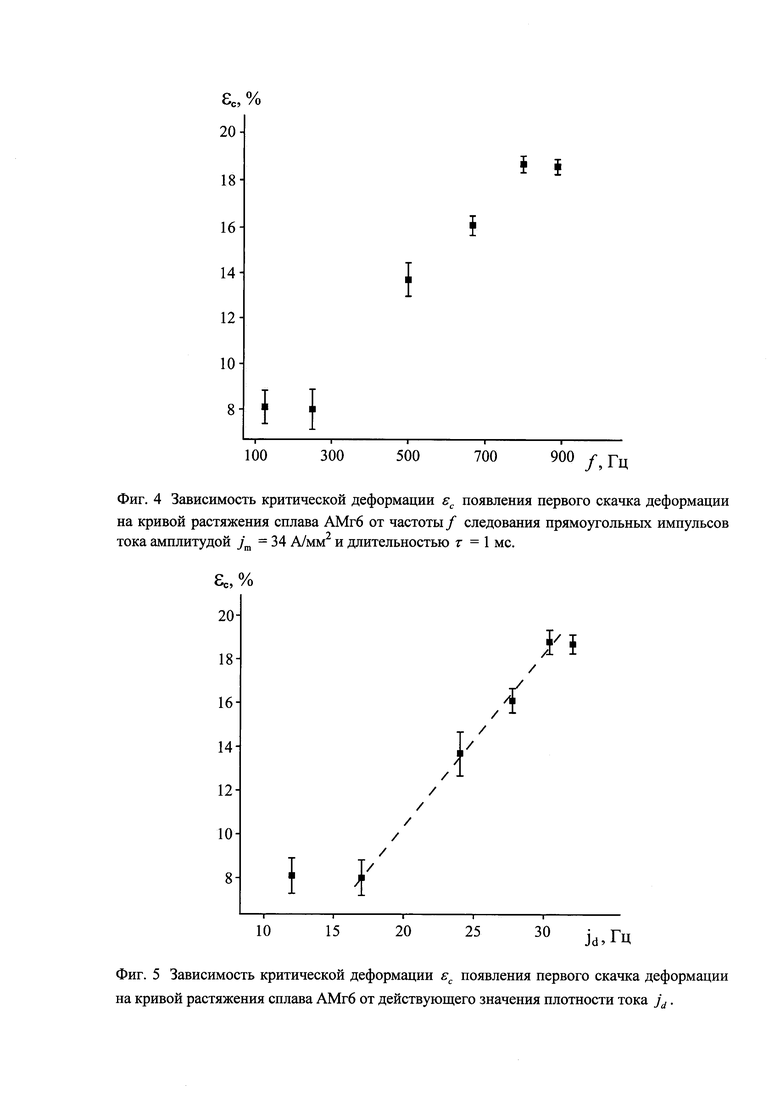
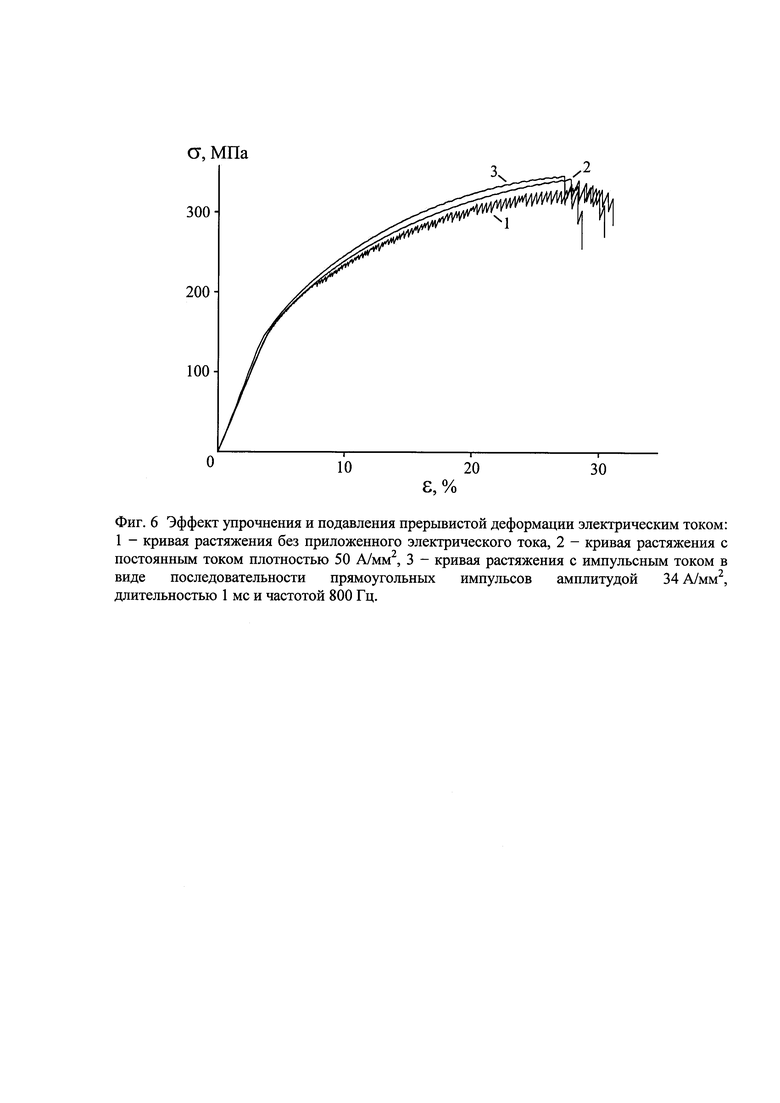
Основные результаты испытаний образцов представлены на Фиг .3-6. Семейство кривых растяжения образцов сплава АМг6, обработанных в ходе деформирования прямоугольным импульсом тока амплитудой 34 А/мм2 и различной частотой следования импульсов ƒ представлены на Фиг. 3. С ростом частоты следования импульсов ƒ как видно из Фиг. 3, растет критическая деформация εс появления первого скачка напряжения Δσ1, на кривой растяжения, а зависимость критической деформации εс от ƒ представлена на Фиг. 4. Из результатов, показанных на Фиг. 3 и 4 следует, что фактически полное подавление скачков механического напряжения на кривых растяжения достигается при частоте следования импульсов 800 Гц.
На Фиг. 5 представлена зависимость εс от «действующего» значения плотности тока jd, которое рассчитывалось по формуле  - среднее по времени значение квадрата плотности тока
- среднее по времени значение квадрата плотности тока

Действующее значение импульсного тока jd определенное таким образом, есть эффективное значение плотности постоянного тока, которое создает такие же джоулевы потери, как и импульсный ток j(t). Из Фиг. 5 следует, что в области jd ≈ 17-30 А/мм2 зависимость εc(jd) линейная, что указывает на энергетическую природу эффекта подавления скачков механического напряжения на деформационных кривых. При jd ≤ 17 А/мм2 импульсный ток не оказывает влияния на прерывистую деформацию, а при jd ≥ 30 А/мм2 наблюдается почти полное подавление скачков за исключением стадии образования шейки - глобальной потери устойчивости металла под нагрузкой. При этом эффект упрочнения сплава импульсным током составил около 10% (Фиг. 6).
Таким образом, обработка деформируемого сплава АМг6 импульсным током с частотой следования 800 Гц прямоугольных импульсов тока длительностью 1 мс дает фактически тот же механический эффект, состоящий в подавлении прерывистой деформации и увеличении прочности, что и обработка постоянным током, с той разницей, что для достижения требуемого эффекта, амплитуда плотности импульсного тока должны быть почти в 1.5 раза меньше, чем плотность постоянного тока. Оценим снижение средней мощности джоулевых потерь <j2>R при обработке деформируемого сплава АМг6 постоянным и импульсным током. Отношение мощностей джоулевых потерь при этих видах электротоковой обработки
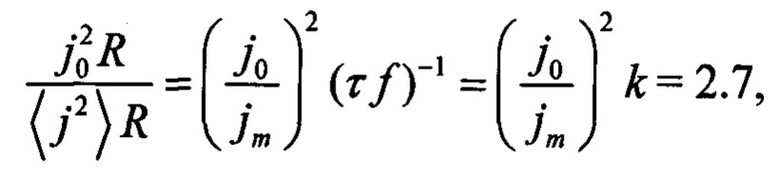
где j0 = 50 А/мм2 - плотность постоянного тока, jm = 34 А/мм2 – амплитуда прямоугольного импульса плотности тока, τ=1 мс - длительность прямоугольного импульса тока, ƒ - частота следования импульсов, k=Т/τ=(τƒ)-1=1.25 - скважность импульсов, Т=1.25 мс - период следования импульсов, ƒ=800 Гц - частота следования импульсов тока. Таким образом, использование импульсного тока для подавления прерывистой деформации и полосообразования дает экономию электроэнергии при металлообработки почти втрое (в 2.7 раза).
Действие импульсного электрического тока на пластическую деформацию алюминиевых сплавов существенно зависит от характеристики электротоковой обработки: амплитуды, длительности импульса и частоты следования импульсов. Импульсы тока плотностью ~3-10 кА/мм2 и длительностью 30-100 мкс вызывают, как известно, скачки разгрузки на деформационных кривых, связанных с джоулевым нагревом и/или увлечением дислокаций электронами проводимости, т.е. увеличивают скорость пластической деформации [Троицкий О.А., Баранов Ю.В., Авраамов Ю.С., Шляпин А.Д. Физические основы и технологии обработки современных материалов, том 1 и том 2. Москва-Ижевск, Институт компьютерных исследований, 2004 г.]. Вместе с тем, представленные результаты экспериментальных исследований показывают, что прямоугольные импульсы тока низкой плотности ~30 А/мм2 длительностью ~1 мс и частотой следования ~700-800 Гц в алюминий-магниевом сплаве АМг6, проявляющем в отсутствие электротоковой обработки прерывистую деформацию Портевена-Ле Шателье, вызывают подавление прерывистой деформации и связанной с ней локализацией деформации в полосах. Механизм этого явления обусловлен, как предполагается, растворением током преципитатов, способствующим гомогенизации пластического течения с одновременным увеличением концентрации растворенных атомов примеси, которое дает небольшой эффект упрочнения сплава.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОВЫШЕНИЯ МЕХАНИЧЕСКОЙ УСТОЙЧИВОСТИ И ПРОЧНОСТИ ЛИСТОВЫХ ЗАГОТОВОК ИЗ АЛЮМИНИЙ-МАГНИЕВЫХ СПЛАВОВ С ИСПОЛЬЗОВАНИЕМ ЭФФЕКТА ЭЛЕКТРОПЛАСТИЧЕСКОЙ ДЕФОРМАЦИИ | 2015 |
|
RU2624877C2 |
| СПОСОБ ОБРАБОТКИ ЛИСТОВЫХ ЗАГОТОВОК ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ СИСТЕМЫ Al-Mg. | 2013 |
|
RU2544721C2 |
| СПОСОБ ПОДАВЛЕНИЯ ДЕФОРМАЦИОННЫХ ПОЛОС НА ПОВЕРХНОСТИ АЛЮМИНИЙ-МАГНИЕВЫХ СПЛАВОВ | 2016 |
|
RU2650217C1 |
| СПОСОБ ПОДАВЛЕНИЯ МЕХАНИЧЕСКОЙ НЕУСТОЙЧИВОСТИ АЛЮМИНИЕВОГО СПЛАВА | 2018 |
|
RU2698518C1 |
| АКУСТИКО-ЭМИССИОННЫЙ СПОСОБ РАННЕГО ВЫЯВЛЕНИЯ ПОВРЕЖДЕНИЙ В ДЕФОРМИРУЕМЫХ АЛЮМИНИЕВЫХ СПЛАВАХ | 2015 |
|
RU2618760C1 |
| ЭЛЕКТРОХИМИЧЕСКИЙ СПОСОБ РАННЕГО ВЫЯВЛЕНИЯ ПОВРЕЖДЕНИЙ В АЛЮМИНИЕВЫХ СПЛАВАХ, ДЕФОРМИРУЕМЫХ В ВОДНОЙ СРЕДЕ | 2018 |
|
RU2698519C1 |
| Способ электропластической деформации металлов | 1988 |
|
SU1687349A1 |
| СПОСОБ ОБРАБОТКИ ЗАГОТОВОК ИЗ ТЕХНИЧЕСКИ ЧИСТОГО ТИТАНА ВТ1-0 | 2021 |
|
RU2753845C1 |
| БЕСКОНТАКТНЫЙ ЭЛЕКТРОМАГНИТНЫЙ МЕТОД ДИАГНОСТИКИ ПОВРЕЖДАЕМОСТИ ДЕФОРМИРУЕМЫХ МЕТАЛЛИЧЕСКИХ КОНСТРУКЦИЙ В УСЛОВИЯХ ОБЛЕДЕНЕНИЯ | 2013 |
|
RU2536776C1 |
| СПОСОБ ПОЛУЧЕНИЯ НАНОСТРУКТУРНОГО СВЕРХУПРУГОГО СПЛАВА ТИТАН-НИКЕЛЬ | 2024 |
|
RU2831627C1 |
Изобретение относится к металлургии, а именно к обработке давлением сплавов системы Аl-Mg, проявляющих прерывистую деформацию и локализацию деформации в полосах, негативно влияющих на качество поверхности и коррозионные свойства этих сплавов. Способ обработки листовых заготовок промышленных алюминий-магниевых сплавов включает механическую обработку заготовки давлением с одновременным пропусканием импульсного электрического тока. Пропускают через заготовку импульсный электрический ток с частотой следования 800 Гц прямоугольных импульсов, амплитудой 30-34 А/мм2, длительностью 1 мс, вызывающего джоулев нагрев заготовки не более чем на 1°С. Оптимизируются энергозатраты при электротоковой обработке промышленных сплавов системы Al-Mg, применяемых при производстве авиакосмической техники и автомобилей, за счет использования импульсного электрического тока для наиболее эффективного подавления механических неустойчивостей с одновременным повышением прочности этих сплавов. 6 ил.
Способ обработки листовых заготовок промышленных алюминий-магниевых сплавов, включающий механическую обработку заготовки давлением с одновременным пропусканием импульсного электрического тока, отличающийся тем, что через заготовку пропускают импульсный электрический ток с частотой следования 800 Гц прямоугольных импульсов, амплитудой 30-34 А/мм2, длительностью 1 мс, вызывающего джоулев нагрев заготовки не более чем на 1°С.
| СПОСОБ ПОВЫШЕНИЯ МЕХАНИЧЕСКОЙ УСТОЙЧИВОСТИ И ПРОЧНОСТИ ЛИСТОВЫХ ЗАГОТОВОК ИЗ АЛЮМИНИЙ-МАГНИЕВЫХ СПЛАВОВ С ИСПОЛЬЗОВАНИЕМ ЭФФЕКТА ЭЛЕКТРОПЛАСТИЧЕСКОЙ ДЕФОРМАЦИИ | 2015 |
|
RU2624877C2 |
| СПОСОБ ОБРАБОТКИ ЛИСТОВЫХ ЗАГОТОВОК ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ СИСТЕМЫ Al-Mg. | 2013 |
|
RU2544721C2 |
| СПОСОБ ПОДАВЛЕНИЯ ДЕФОРМАЦИОННЫХ ПОЛОС НА ПОВЕРХНОСТИ АЛЮМИНИЙ-МАГНИЕВЫХ СПЛАВОВ | 2016 |
|
RU2650217C1 |
| СПОСОБ ОБРАБОТКИ МЕТАЛЛОВ ДАВЛЕНИЕМ | 2005 |
|
RU2321469C2 |
| Способ электропластической деформации металлов | 1988 |
|
SU1687349A1 |
| JP 2011219838 A, 04.11.2011 | |||
| CN 108660401 B, 10.09.2019. | |||

