Изобретение относится к способам обработки давлением твердых материалов - алюминиевых сплавов, включающим механическую обработку давлением с одновременным приложением постоянного электрического поля.
Существует несколько видов обработки металлов и полупроводников на основе процесса давления - прокатка, штамповка, волочение и плющение, где для повышения производительности и качества обработки может быть использован электропластический эффект (ЭПЭ) [Троицкий О.А., Баранов Ю.В., Авраамов Ю.С., Шляпин А.Д. Физические основы и технологии обработки современных материалов, том 1 и том 2. Москва-Ижевск, Институт компьютерных исследований, 2004 г.]. Известен способ обработки металлов по патенту России №2005127525 (кл. B21B 1/100, публикация 10.04.2007 г.), где ЭПЭ достигается за счет того, что в область механической обработки подаются мощные короткие (100-150 мкс) импульсы тока плотностью 3.5-10 кА/мм2. В результате повышается пластичность металла, снижается сопротивление металла деформированию, повышаются производительность и качество обработки.
Недостатком данного способа являются относительно большие плотности тока, что требует существенных затрат. Кроме того, импульсная электротоковая обработка вызывает временную (в течение времени, соизмеримого с длительностью импульса тока) пластификацию материала, а повторяющиеся импульсы тока создают прерывистую пластическую деформацию материала, характерные черты которой проявляют закономерности скачкообразной деформации Портевена-Ле Шателье [Спицын В.И., Троицкий О.А. Электропластическая деформация металла. - М.: Наука, 1985].
Наиболее близким к предлагаемому способу является способ обработки листовых заготовок из алюминиевых сплавов системы Al-Mg по патенту России №2544721 (кл. C22F 1/047, публикация 20.03.2015 г.), включающий механическую обработку заготовки с одновременным пропусканием постоянного электрического тока низкой плотности 20-30 А/мм2.
Недостаток этого способа - отсутствие влияния постоянного тока плотностью 20-30 А/мм2 на прочность и удлинение при разрыве алюминий-магниевого сплава. Другой недостаток - отсутствие оптимального сочетания диапазона плотности тока и температурно-скоростных условий деформирования, что также ограничивает возможности способа.
Технической задачей предлагаемого решения является оптимизация условий электротоковой обработки промышленных сплавов системы Al-Mg, применяемых при производстве авиакосмической техники и автомобилей, с целью наиболее эффективного подавления механических неустойчивостей с одновременным повышением прочности этих сплавов без уменьшения пластичности.
Апробация способа проводилась на алюминий-магниевых сплавах АМг2, АМг3, АМг5 и АМг6, которые в отсутствие тока демонстрируют прерывистую деформацию - эффект Портевена-Ле Шателье (ПЛШ). Образцы промышленных сплавов АМг2, АМг3, АМг5 и АМг6 в форме двухсторонних лопаток с размером рабочей части 6×2×0.5 мм вырезали из листового проката вдоль направления холодной прокатки (степень обжатия 0.3). Образцы сплавов АМг2 и АМг3 отжигали в течение 1 часа при температуре 350°C, а образцы сплавов АМг5 и АМг6 - при температуре 450°C и закаливали на воздухе. После термообработки средний размер зерна составил 8-15 мкм. Испытания на растяжение с постоянной скоростью деформации проводили в испытательной машине Instron (модель 3344). Данные измерения нагрузки записывались со скоростью 100 Гц. Для исследования влияния электрического тока на прерывистое течение образец электрически изолировали от испытательной машины с помощью захватов из плавленого кварца. Температуру поверхности образцов измеряли с помощью инфракрасного пирометра Testo-845 с точностью 0.5°С. В качестве источника тока использовали низковольтный (5 В) источник постоянного тока SE-600-5 с ограничительным сопротивлением - балластным реостатом РБ-306П.
В отсутствие электрического тока данные сплавы демонстрируют так называемый аномальный, или инверсный, эффект ПЛШ: критическая пластическая деформация εc, которая предшествует началу скачков разгрузки на деформационной кривой, возрастает с увеличением температуры испытания. Для сплава АМг6 эти зависимости показаны на фиг. 1. На фиг. 1а представлены данные измерения критической деформации εc в зависимости от температуры испытания Т образцов, нагретых с помощью климатической камеры, в сравнении с зависимостью εс(T) в условиях джоулева нагрева. Из фигуры видно, что выше 40°C данные измерения критической деформации εс образцов с током лежат выше данных измерения εс без тока при той же температуре образца. Максимальное влияние постоянного электрического тока на прерывистое течение сплава АМг6, как обнаружено, достигается в начале инверсного поведения критической деформации, а именно при температуре T≈55°С и скорости деформации  .
.
Следует отметить, что в условиях печного нагрева (в климатической камере) образцы сплава АМг6 демонстрируют абсолютно гладкие деформационные кривые при температурах выше 82°С, в то время как в условиях джоулева нагрева гладкие кривые деформации наблюдаются при температуре образца приблизительно 55°С, когда плотность тока составляет 50 А/мм2, в экспериментах, выполненных при комнатной температуре (т.е. в отсутствие печного нагрева). Следовательно, печной и джоулев нагрев образцов физически неэквивалентны по отношению к зависимости εс(Т) как функции отклика, и можно заключить, что подавление током прерывистой деформации обусловлено не столько джоулевым нагревом, сколько действием собственно электрического тока. Этот вывод подтверждается серией квазиизотермических электротоковых экспериментов, выполненных для исследования зависимостей характеристик прерывистой деформации (критической деформации εс, общего количества скачков N и др.) от плотности j постоянного электрического тока.
Схема квазиизотермических экспериментов состоит в следующем. Сначала образец нагревали постоянным током плотностью j до стационарной температуры Т=Т0+ΔTJ, где T0 - температура термостата (климатической камеры), ΔTJ - приращение температуры, связанное с джоулевым нагревом, и T (≈55°С) - температура испытания. Затем образец, через который протекает ток плотностью j, деформировали с постоянной скоростью  до разрушения. В ходе деформирования с максимальной плотностью тока (≈50 А/мм2) прирост температуры образца, по данным измерения инфракрасным пирометром, не превышал 1.5°C за исключением стадии образования шейки перед разрывом, когда этот прирост достигал ~10°C и стадии зажигания электрической дуги при разрыве образца.
до разрушения. В ходе деформирования с максимальной плотностью тока (≈50 А/мм2) прирост температуры образца, по данным измерения инфракрасным пирометром, не превышал 1.5°C за исключением стадии образования шейки перед разрывом, когда этот прирост достигал ~10°C и стадии зажигания электрической дуги при разрыве образца.
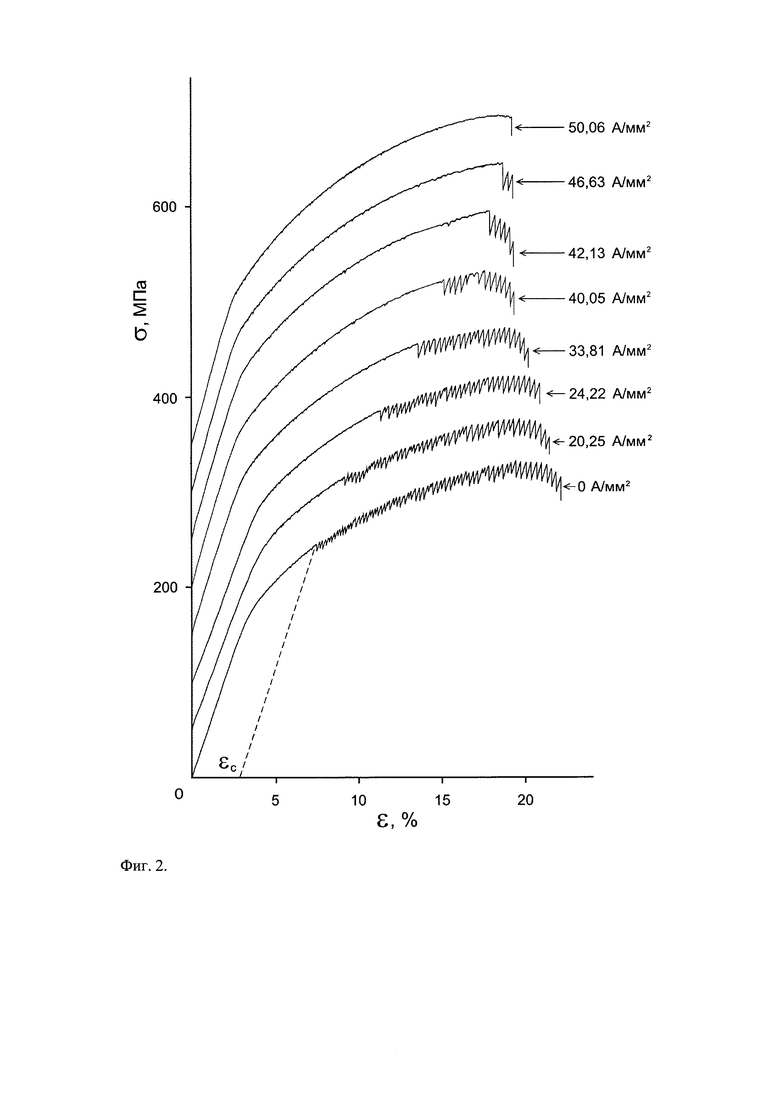
Основные результаты экспериментов по влиянию постоянного электрического тока на прерывистую деформацию сплава АМг6 представлены на фиг. 2 и 3. Кривые растяжения с εодинаковой скоростью 3×10-3 с-1 и приблизительно одинаковой температурой 55°С, но с различной плотностью j постоянного тока, протекающего через деформируемый образец, показаны на фиг. 2. Кривые смещены на 50 МПа по оси ординат (оси напряжения) последовательно с ростом плотности тока от j=0 (без тока) до j=50 А/мм2.
Как видно из фигуры, эффект ПЛШ наблюдается только в области плотности тока от 0 до около 45 А/мм2. Когда j превышает значение 45-50 А/мм2, повторяющиеся скачки разгрузки исчезают и сплав демонстрирует макроскопически однородное пластическое течение, характеризуемое гладкой кривой растяжения, в то время как в отсутствие тока (j=0) большое количество скачков нагрузки (общее количество скачков N равно приблизительно 60) наблюдается на кривой растяжения. Как отмечалось, в отсутствие электрического тока гладкая кривая растяжения наблюдается при температуре около 82°C (при  , фиг. 1а). Поэтому подавление эффекта ПЛШ не связано непосредственно с джоулевым нагревом образца.
, фиг. 1а). Поэтому подавление эффекта ПЛШ не связано непосредственно с джоулевым нагревом образца.
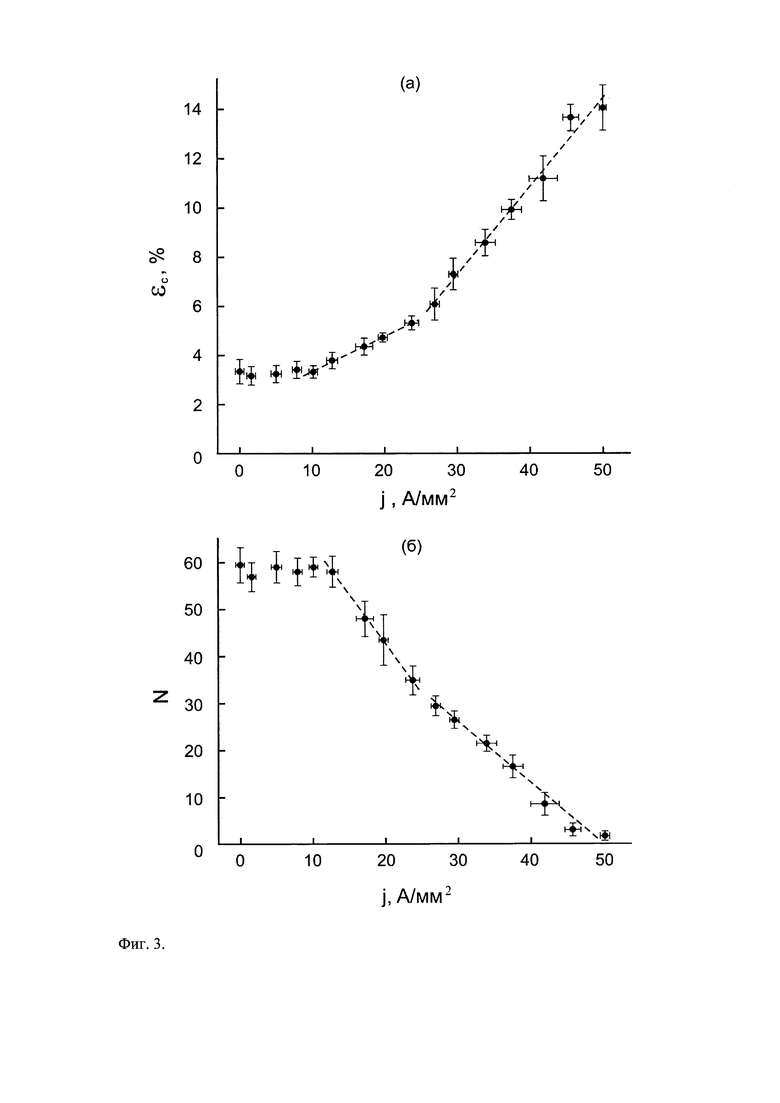
На фиг. 3 представлены зависимости критической деформации εc и общего количества скачков на кривой деформации от плотности j для образцов сплава АМг6, деформируемых со скоростью 3×10-3 c-1 при температуре около 55°C. Видно, что эффект подавления током прерывистой деформации ПЛШ носит пороговый характер: ниже критической плотности тока jc≈10 А/мм2 эффект подавления не наблюдается, т.е. значения εc не зависят от плотности тока j. С ростом плотности тока выше jc критическая деформация εс возрастает (фиг. 3а).
Соответственно, общее количество скачков на кривой растяжения падает с увеличением плотности тока (фиг. 3.б). Это уменьшение сопровождается ростом амплитуды скачков разгрузки при одинаковых деформациях (фиг. 2). Например, внутри интервала значений ε от 18 до 19% средняя амплитуда скачков напряжения составила 14.5 МПа, если испытания на растяжение выполняли без электротоковой обработки (j=0), а при плотности тока j=42.13 А/мм2 средняя амплитуда скачков разгрузки в том же диапазоне ε составила 24 МПа.
Таким образом, при данной скорости деформирования и температуре испытания скачки напряжения подавляются постоянным током в диапазоне 10-50 А/мм2. По данным видеосъемки вместе и исчезновением скачков напряжения исчезают и полосы локализованной деформации.
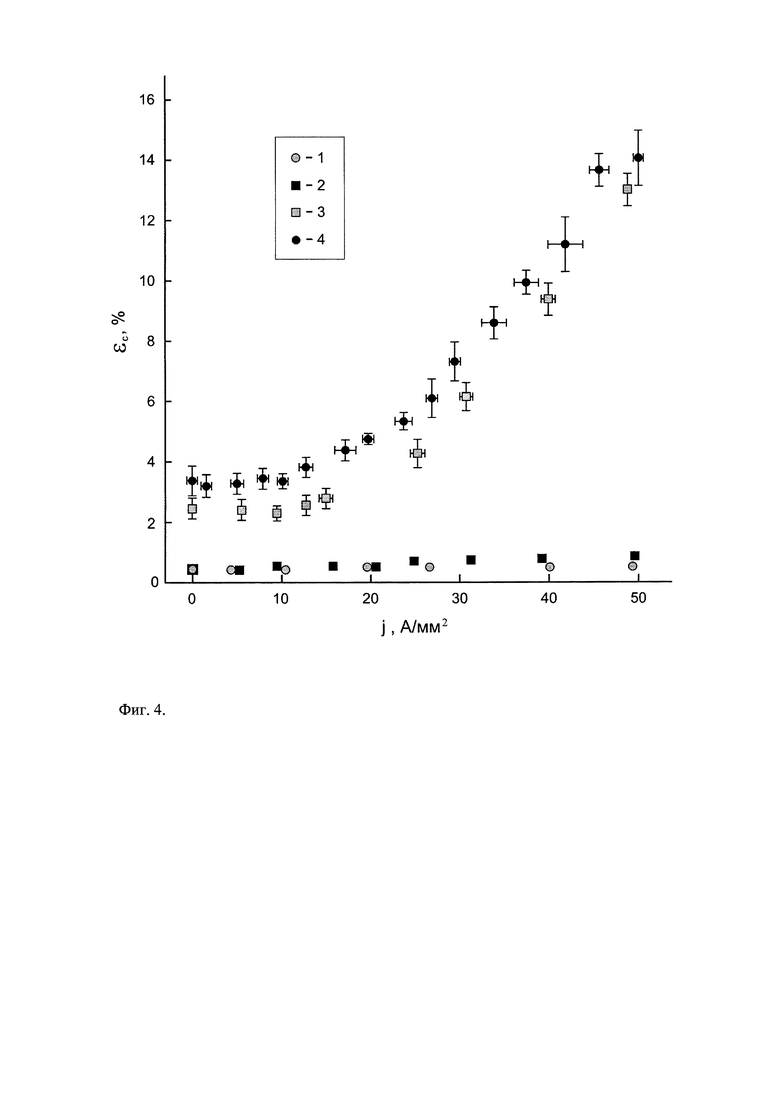
Для сравнения электропластического поведения сплава АМг6 с другими промышленными сплавами системы Al-Mg на фиг. 4 представлены зависимости критической деформации εс от плотности тока j для различных сплавов: АМг2, АМг3, АМг5 и АМг6, испытанных при одинаковых температурно-скоростных условиях: ε0=3×10-3 с-1 и Т≈55°C. Из фигуры видно, что постоянный электрический ток не оказывает заметного влияния на критическую деформацию сплава АМг2, а в сплаве АМг3 наблюдается лишь слабый рост εс с увеличением тока. В то же время сплав АМг5 демонстрирует заметный эффект подавления током прерывистой деформации, аналогичный сплаву АМг6, причем зависимость εc(j) для сплава АМг5 может быть получена путем сдвига графика εс(j) для сплава АМг6 на 1-1.5% по оси ординат (оси εc). Кроме того, в сплаве АМг5 критическая плотность тока jc (≈15 А/мм2) несколько выше, чем у сплава АМг6.
Таким образом, критическая пластическая деформация εс возрастает и с увеличением плотности тока, и с увеличением содержания магния в сплавах системы Al-Mg. Тот факт, что значение εс в сплаве АМг6 выше, чем в сплаве АМг5, при одинаковых плотностях тока, означает, что подавление током прерывистой деформации вероятно вызвано преципитацией, типичной для этих сплавов. Это явление отсутствует в сплаве АМг2 и незначительно проявляет себя в сплаве АМг3, поскольку в этих сплавах преципитация либо отсутствует, либо слабо выражена.
Отметим, что электропластический эффект проявляет себя обычно как вызванное импульсным током уменьшение напряжения течения и значительно реже - как упрочнение деформируемого металла электрическим током. В настоящих экспериментах обнаружено упрочнение током сплавов АМг5 и АМг6 в областях плотности тока, в которых происходит подавление током прерывистой деформации. На фиг. 5 показаны две кривые растяжения образцов сплава АМг6 с током (j≈50 А/мм2) и без тока при одинаковых температурно-скоростных условиях деформирования: T≈55°С и  . Увеличение напряжения течения наблюдается на стадии параболического упрочнения (стадии III) помимо подавления деформационных скачков. Этот эффект более заметен в сплаве АМг6, где упрочнение током наблюдается не только на стадии III, но и на стадии II (стадии линейного упрочнения), как продемонстрировано на фиг. 6 серией деформационных кривых с различными плотностями тока: 5, 29, 41 и 50 А/мм2.
. Увеличение напряжения течения наблюдается на стадии параболического упрочнения (стадии III) помимо подавления деформационных скачков. Этот эффект более заметен в сплаве АМг6, где упрочнение током наблюдается не только на стадии III, но и на стадии II (стадии линейного упрочнения), как продемонстрировано на фиг. 6 серией деформационных кривых с различными плотностями тока: 5, 29, 41 и 50 А/мм2.
Таким образом, экспериментально установлено, что постоянный электрический ток влияет на деформационное поведение сплавов АМг5 и АМг6 в двух основных аспектах: первый состоит в подавлении током полосообразования и прерывистой деформации, а второй - в упрочнении сплава, которое возрастает с увеличением плотности тока и содержания магния и в сплаве АМг6 упрочнение током достигает 15% при плотности тока 50 А/мм2. Последний эффект обусловлен растворением током небольших преципитатов β(Al3Mg2)-фазы, поскольку примесные атомы в твердом растворе являются основной причиной сопротивления движению дислокаций.
Обсудим механизмы подавления эффекта ПЛШ электрическим током в сплавах АМг5 и АМг6. Наиболее изученным эффектом влияния тока на механические свойства металлов является электропластический эффект. Для его объяснения обычно используют анализ соотношения силы электронного ветра, действующей на дислокации, пинч-эффекта и джоулева нагрева [Троицкий О.А., Баранов Ю.В., Авраамов Ю.С., Шляпин А.Д. Физические основы и технологии обработки современных материалов, том 1. - Москва-Ижевск, Институт компьютерных исследований, 2004 г.]. Очевидно, что факторы, связанные с увлечением дислокаций электронами и пинч-эффектом, дают ничтожный вклад в эффект подавления прерывистой деформации из-за очень низкой плотности тока (~10-50 А/мм2). Вместе с тем, с помощью квазиизотермических экспериментов было установлено, что подавление пластической неустойчивости ПЛШ постоянным током не связана непосредственно с джоулевым нагревом образца (см. фиг. 2). Поэтому подавление током прерывистой деформации ПЛШ связанно скорее с влиянием электрического тока на структуру сил закрепления дислокаций, чем с взаимодействием электронов проводимости с дислокационным ансамблем металла. Отметим, что непосредственно после закалки сплавы АМг5 и АМг6 представляют собой пересыщенные твердые растворы магния в алюминии. Несколько часов спустя микроструктурное состояние этих сплавов в диапазоне температур испытания (20-80°C) характеризуется ранними стадиями преципитации (формирование зон Гинье-Престона (ГП) [Металловедение алюминия и его сплавов: справ, изд. / под ред. Беляев А.И., Бочвар О.С., Буйнов Н.Н. и др. М.: Металлургия. 1983. 280 с.]). Следует подчеркнуть, что инверсное поведение критической деформации связано с взаимодействием дислокаций с малыми частицами вторичной фазы, растущих на ранних стадиях преципитации [Brechet Y., Estrin Y. // Scr. Metall. Mater. 1994. T. 31. P. 185].
Распределение плотности тока в проводнике с включениями является неоднородным и контролируется, в основном, отношением проводимостей включения и матрицы λ=σ1/σ0, где σ1 - электропроводность материала включения, σ0 - электропроводность матрицы. Чем больше сопротивление материала включения, тем в большей степени линии тока будут концентрироваться вблизи включения.
Изменение свободной энергии ΔΦ в результате образования зародыша новой фазы с электропроводностью, отличной от электропроводности матрицы (в нашем случае это частицы вторичной β(Al3Mg2)-фазы в α-твердом растворе Mg в Al) может быть записана в виде: ΔΦ=ΔΦ0+ΔW, где ΔΦ0 - изменение свободной энергии в проводнике без тока, связанное с образованием зародыша, a ΔW - изменение энергии магнитного поля, обусловленное перераспределением плотности тока после образования зародыша новой фазы.
В общем случае, изменение энергии магнитного поля ΔW зависит от формы и размера зародыша и его расстояния от поверхности проводника [Dolinsky Yu., Elperin Т. Phys. Rev. В. 1994. V. 50. P. 52]. Если расстояние от зародыша до внешней поверхности проводника значительно превышает размер зародыша (это условие типично для сплавов системы Al-Mg) выражение для ΔW можно представить в виде:
ΔW≈(μ/2π)ξl(ΔV/V)I2=ΔLI2/2,
где ΔV - объем зародыша новой фазы, V - объем образца, l - размер образца в направлении электрического тока I, ΔL=(μ/π)ξl(ΔV/V) - изменение индуктивности системы, связанное с изменением геометрии поля плотности тока вследствие образования зародыша с более высоким электрическим сопротивлением, μ - магнитная проницаемость, предполагаемая одинаковой для включения и матрицы, ξ - геометрический коэффициент; в случае зародыша сферической формы ξ=(σ0-σ1)/ (σ1+2σ0)=(1-λ)/(2+λ). Отметим, что удельное сопротивление равновесной β(Al3Mg2)-фазы значительно выше матрицы: λ≈0.1 [Б.Г. Лившиц, B.C. Крапошин, Я.Л. Липецкий. Физические свойства металлов и сплавов. М.: Металлургия. 1980. 320 с.] так, что ξ>0 и, следовательно, изменение магнитной энергии ΔW положительное. Поэтому преципитат с более высоким удельным сопротивлением оказывается термодинамически неустойчивым в проводнике с током и будет стремиться раствориться.
Таким образом, электрические токи в металлическом сплаве будут стимулировать растворение преципитатов с более высоким сопротивлением, чем матрица. Концентрация поля плотности тока вблизи преципитатов, локальный джоулев разогрев, возникновение термоупругих напряжений будут способствовать процессу растворения. Концентрация тока происходит у фазовой границы с более высокой кривизной. Поэтому, чем меньше частица, тем быстрее она растворится под действием тока. Это означает, что растворение током малых преципитатов должно привести к подавлению эффекта ПЛШ в температурно-скоростных условиях деформирования, соответствующих инверсному поведению критической деформации.
Увеличение концентрации примесных атомов (Mg) в матрице (Al) из-за растворения током малых преципитатов β(Al3Mg2)-фазы вызывает рост сил закрепления дислокаций. Следовательно, силы закрепления будут возрастать с ростом плотности тока, в результате будет расти амплитуда скачков, уменьшаться их общее количество и увеличиваться общий уровень деформирующего напряжения. Кроме того, растворение током малых преципитатов позволяет объяснить вызванное током упрочнение, наблюдаемое в сплавах АМг5 и АМг6 (см. фиг. 5 и 6). Отметим, что это упрочнение возрастает с увеличением содержания магния: в сплаве АМг6 оно больше, чем в сплаве АМг5. Этот факт и отсутствие эффекта подавления или незначительный эффект подавления прерывистой деформации в сплавах АМг2 и АМг3 соответственно, где концентрация преципитатов и их размеры значительно меньше, чем в сплавах АМг5 и АМг6, подтверждают предположение относительно преципитатной природы эффекта подавления током прерывистой деформации ПЛШ в условиях, соответствующих инверсному поведению критической деформации.
Таким образом, основные результаты апробации данного способа металлообработки состоят в следующем:
1. Обнаружено, что прохождение постоянного электрического тока плотностью 10-50 А/мм2 через деформируемые образцы сплавов АМг5 и АМг6 подавляют скачки напряжения ПЛШ на деформационных кривых в температурно-скоростных условиях растяжения, соответствующих инверсному поведению критической деформации. Этот эффект незначителен в сплаве АМг3 и не наблюдается в сплаве АМг2.
2. Подавление током эффекта ПЛШ проявляет себя в увеличении критической деформации εс с увеличением плотности постоянного тока выше некоторого критического значения jс, которое зависит от химического состава сплава: j равно 10 А/мм2 и 15 А/мм2 для сплавов АМг6 и АМг5, соответственно. При j>jс происходит переход от прерывистой к монотонному пластическому течению.
3. Подавление прерывистого течения электрическим током сопровождается ростом напряжения течения. Критическая пластическая деформация появления первого деформационного скачка и упрочнение током возрастают с увеличением плотности тока и содержания магния в алюминий-магниевых сплавах и в сплаве АМг6 упрочнение током достигает 15% при плотности тока 50 А/мм2. Последнее позволит увеличить топливную эффективность сплава, которая определяется, в основном, удельной прочностью, т.е. отношением прочности и плотности сплава. Кроме того, обработка постоянным током плотностью до 50 А/мм2 позволит снизить затраты энергии на металлообработку по сравнению с обработкой импульсами тока большой плотности. [Шибков А.А., Золотов А.Е., Желтов М.А., Денисов А.А., Михлик Д.В. Патент №2544721].
Краткое описание чертежей.
Фиг. 1. Инверсное поведение критической пластической деформации начала прерывистой деформации сплавов АМг6: а - сплошная линия (1) показывает критическую пластическую деформацию εс как функцию температуры Т климатической камеры при скорости деформации 3×10-3 с-1, а штриховая линия (2) - зависимость εс (Т) для образцов, нагретых постоянным током в ходе испытания на растяжение при комнатной температуре с той же скоростью деформирования; б - зависимость критической деформации ε0 от скорости деформирования  при температуре 55°С для испытаний без тока.
при температуре 55°С для испытаний без тока.
Фиг. 2. Кривые деформации (при различных плотностях постоянного тока и одинаковой температуре около 55°С и одинаковой скорости деформирования (3×103 с-1), показывающие переход от прерывистой к монотонной деформации с ростом плотности тока в сплаве АМг6. Кривые смещены на постоянную величину 50 МПа относительно друг друга по оси напряжения.
Фиг. 3. Влияние постоянного электрического тока на эффект ПЛШ в сплаве АМг6:
а - зависимость критической пластической деформации εс от плотности тока j;
б - зависимость общего количества скачков N на кривой деформации от плотности тока.
Фиг. 4. Зависимость εc(j) для различных промышленных сплавов системы Al-Mg: 1 - АМг2, 2 - АМг3, 3 - АМг5, 4 - АМг6.
Фиг. 5. Кривые деформации для образцов без тока (1) и с током (2) плотностью 50 А/мм2 в сплаве АМг5.  , Т≈55°С. При полном подавление скачков напряжения наблюдается небольшое упрочнение постоянным током.
, Т≈55°С. При полном подавление скачков напряжения наблюдается небольшое упрочнение постоянным током.
Фиг. 6. Упрочнение электрическим током сплава АМг6: 1-5 А/мм2, 2-29 А/мм2, 3-41 А/мм2, 4-50 А/мм2.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЭЛЕКТРОФИЗИЧЕСКИЙ СПОСОБ ПОВЫШЕНИЯ ПРОЧНОСТИ И МЕХАНИЧЕСКОЙ УСТОЙЧИВОСТИ ЛИСТОВЫХ ЗАГОТОВОК ИЗ АЛЮМИНИЙ-МАГНИЕВЫХ СПЛАВОВ | 2019 |
|
RU2720289C1 |
| СПОСОБ ОБРАБОТКИ ЛИСТОВЫХ ЗАГОТОВОК ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ СИСТЕМЫ Al-Mg. | 2013 |
|
RU2544721C2 |
| СПОСОБ ПОДАВЛЕНИЯ ДЕФОРМАЦИОННЫХ ПОЛОС НА ПОВЕРХНОСТИ АЛЮМИНИЙ-МАГНИЕВЫХ СПЛАВОВ | 2016 |
|
RU2650217C1 |
| АКУСТИКО-ЭМИССИОННЫЙ СПОСОБ РАННЕГО ВЫЯВЛЕНИЯ ПОВРЕЖДЕНИЙ В ДЕФОРМИРУЕМЫХ АЛЮМИНИЕВЫХ СПЛАВАХ | 2015 |
|
RU2618760C1 |
| СПОСОБ ПОДАВЛЕНИЯ МЕХАНИЧЕСКОЙ НЕУСТОЙЧИВОСТИ АЛЮМИНИЕВОГО СПЛАВА | 2018 |
|
RU2698518C1 |
| БЕСКОНТАКТНЫЙ ЭЛЕКТРОМАГНИТНЫЙ МЕТОД ДИАГНОСТИКИ ПОВРЕЖДАЕМОСТИ ДЕФОРМИРУЕМЫХ МЕТАЛЛИЧЕСКИХ КОНСТРУКЦИЙ В УСЛОВИЯХ ОБЛЕДЕНЕНИЯ | 2013 |
|
RU2536776C1 |
| ЭЛЕКТРОХИМИЧЕСКИЙ СПОСОБ РАННЕГО ВЫЯВЛЕНИЯ ПОВРЕЖДЕНИЙ В АЛЮМИНИЕВЫХ СПЛАВАХ, ДЕФОРМИРУЕМЫХ В ВОДНОЙ СРЕДЕ | 2018 |
|
RU2698519C1 |
| ДИСТАНЦИОННЫЙ СПОСОБ РАННЕГО ОБНАРУЖЕНИЯ ПОВРЕЖДЕНИЙ МЕТАЛЛИЧЕСКИХ КОНСТРУКЦИЙ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ | 2015 |
|
RU2624995C2 |
| СПОСОБ ОПРЕДЕЛЕНИЯ КИНЕТИЧЕСКИХ ТЕПЛОФИЗИЧЕСКИХ СВОЙСТВ ТВЕРДЫХ МАТЕРИАЛОВ | 2018 |
|
RU2701775C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ТЕМПЕРАТУРОПРОВОДНОСТИ ОПТИЧЕСКИ ПРОЗРАЧНЫХ МАТЕРИАЛОВ | 2019 |
|
RU2725695C1 |



Изобретение относится к обработке давлением металлических сплавов системы алюминий-магний, демонстрирующих прерывистую пластическую деформацию и локализацию деформации в полосах, вызывающих ухудшение качества поверхности и внезапное разрушение этих сплавов. Способ обработки листовых заготовок из промышленных алюминиевых сплавов системы Al-Mg включает механическую обработку заготовки с одновременным пропусканием постоянного электрического тока плотностью от более 30 А/мм2 до 50 А/мм2 для подавления полособразования и прерывистой деформацию с одновременным увеличением прочности сплава. Изобретение позволяет снизить затраты электроэнергии при металлообработке, повысить качество обрабатываемой поверхности, увеличить ресурс и повысить топливную эффективность алюминий-магниевых сплавов, применяемых при производстве авиакосмической техники и автомобилей. 6 ил.
Способ обработки листовых заготовок из промышленных алюминиевых сплавов системы Al-Mg, включающий механическую обработку заготовки с одновременным пропусканием электрического тока, отличающийся тем, что при обработке осуществляют подавление полособразования и прерывистой деформацию путем пропускания через заготовку постоянного тока плотностью от более 30 А/мм2 до 50 А/мм2.
| СПОСОБ ОБРАБОТКИ ЛИСТОВЫХ ЗАГОТОВОК ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ СИСТЕМЫ Al-Mg. | 2013 |
|
RU2544721C2 |
| СПОСОБ ОБРАБОТКИ МЕТАЛЛОВ ДАВЛЕНИЕМ | 2005 |
|
RU2321469C2 |
| Двухчастотное фазометрическое устройство инфранизких частот | 1981 |
|
SU970259A1 |
| CN 101880803 A, 10.11.2010. | |||

