Настоящее изобретение относится к алюминиевым сплавам, проявляющим в условиях механической обработки давлением прерывистую деформацию, известную как эффект Портевена-Ле Шателье (ПЛШ). Полосы локализованной деформации, связанные с прерывистой деформацией, ухудшают качество поверхности промышленных изделий и вызывают преждевременную коррозию и внезапное разрушение.
Известен способ акусто-эмиссионного неразрушающего контроля и раннего выявления деформационных полос в деформируемых алюминиевых сплавах, демонстрирующих прерывистую деформацию ПЛШ (Патент РФ №2618760 G01N 29/14 (2006.1), опубл. 11.05.2017, Бюл. №14), включающий установку низкочастотного, в полосе частот 10 Гц-10 кГц, датчика акустической эмиссии вблизи наиболее нагруженной зоны заготовки, при этом момент возникновения механической неустойчивости в виде полосы макролокализованной деформации определяют по первому всплеску сигнала АЭ длительностью ~3-10 миллисекунд и амплитудой выше пороговой, который является акустическим предвестником потери механической устойчивости, способной вызвать внезапное разрушение материала. Данный способ обеспечивает возможность неразрушающего контроля и диагностики состояния пластических неустойчивостей и раннего предупреждения об опасности разрушение изделий и конструкций из алюминиевых сплавов, демонстрирующих прерывистую деформацию и полосообразование.
Недостаток данного способа состоит в том, что он не позволяет влиять на процессы формирования деформационных полос, но может быть, в принципе, использован для разработки автоматизированных систем с отрицательной обратной связью контроля и подавления деформационных полос, в которых акустический сигнал, сигнализирующий о появлении полосы, запускает электромагнитное устройство, подавляющее развитие макроскопической механической неустойчивости.
Известен способ подавления деформационных полос на поверхности заготовок из алюминий-магниевых сплавов в процессе обработки давлением (Патент РФ №2650217 кл. C22F 1/047 (2006.1), опубл. 13.04.2018, Бюл. №11), который включает пропускание через заготовку при ее обработке давлением электрического тока, при этом предварительно в течение не менее 0,8 с заготовку обрабатывают током плотностью не менее 60 А/мм2, после чего в момент зарождения деформационной полосы, определяемый по отрицательному скачку напряжения длительностью 1 мс, через заготовку пропускают прямоугольный импульс тока амплитудой 60 А/мм2. Изобретение позволяет снизить затраты электроэнергии при металлообработке, повысить качество обрабатываемой поверхности алюминий-магниевых сплавов, применяемых при производстве автомобилей и авиационной техники.
Недостатком данного способа является использование менее чувствительного по сравнению с датчиком АЭ тензодатчика для регистрации деформационных полос, а также необходимость пропускания через образец электрического тока (величиной до десятков ампер), что ограничивает возможности данного способа подавления механических неустойчивостей в алюминиевых сплавах в ситуациях, когда электрический контакт с заготовкой невозможен (высокие требования к стабилизации температуры, наличие химически активной среды и т.д.).
Технической задачей предлагаемого изобретения состоит в обеспечении возможности подавления деформационных полос как предвестников разрушения алюминиевого сплава с помощью силового устройства, создающего импульс сжатия в момент зарождения деформационной полосы, регистрируемый по характерному сигналу акустической эмиссии.
Апробация способа проводилась на промышленном алюминиевом сплаве В95пч (состав Al-2.26% Mg-5.53% Zn-1.45% Cu-0.33% Mn-0.14% Fe-0.04% Si), который демонстрирует явно выраженную прерывистую деформацию при комнатной температуре. Образцы в форме двухсторонних лопаток с размером рабочей части 6×3×0.5 мм вырезали машинным способом из листового проката вдоль направления холодной прокатки, отжигали в течение часа при 475°С и закаливали на воздухе.
Испытания на ползучесть выполняли при комнатной температуре через сутки после термообработки в мягкой деформационной машине рычажного типа, описанной в [1]. Для достижения заданной нагрузки использовали режим растяжения с постоянной скоростью возрастания нагрузки, который достигался программируемым добавлением воды в сосуд, подвешенный на конце рычага. Силовой отклик измерялся с помощью датчика усилия Zemik A3-C3-100kg-3V с чувствительностью 1.5 мкВ/Н.
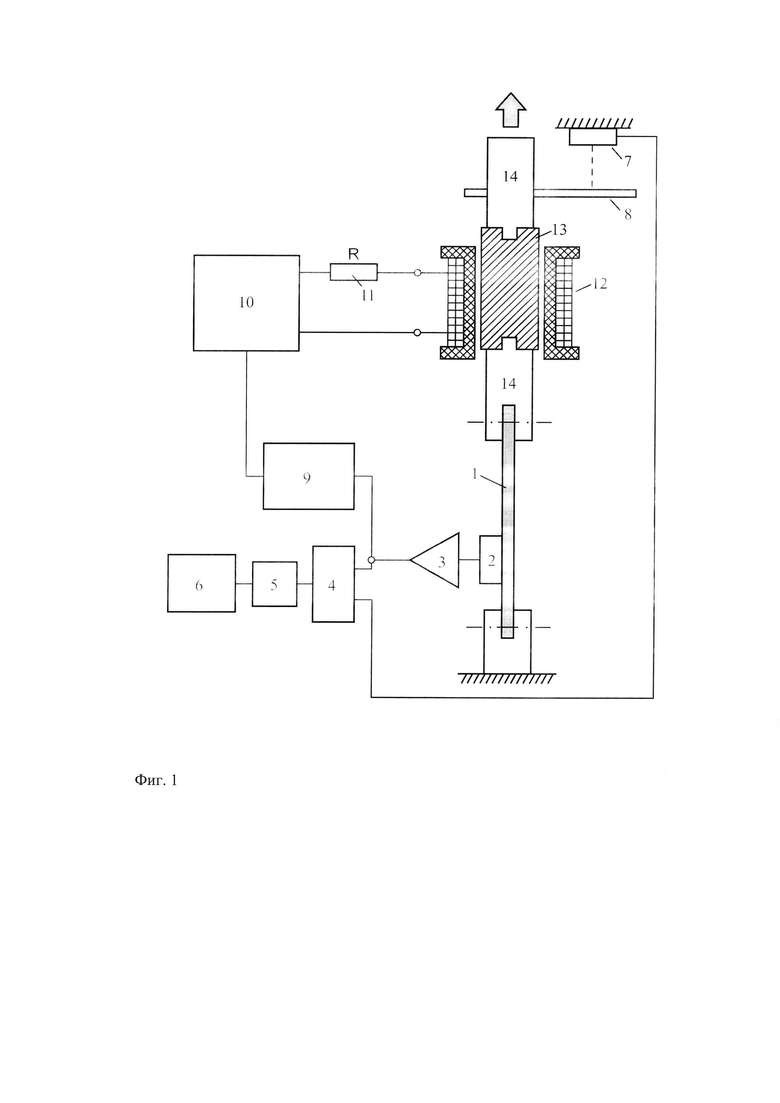
Схема эксперимента представлена на Фиг. 1. Для регистрации акустического отклика на прерывистую ползучесть образца 1 использовали низкочастотный акустический датчик 2, который укрепляли через слой масла на неподвижной лопатке образца, связанной с базой (станиной испытательной машины). Канал регистрации сигнала АЭ состоял из широкополосного высокоомного предусилителя 3, коммутатора 4, многоканального аналого-цифрового преобразователя (АЦП) 5 и компьютера 6. Для измерения деформации образца использовали оптический лазерный триангуляционный датчик положения 7 (Riftec) с точностью 1.5 мкм в полосе частот 0-2 кГц. В качестве датчика АЭ использовали датчик VS30-V (Vallen System), а предусилителя - усилитель 2-L-Card LE-41 в полосе частот 0.3 Гц-22 кГц. Сигналы АЭ и датчиков положения синхронно записывались с тактовой частотой 2 кГц на канал. Одновременно с измерением деформации, усилия и сигнала АЭ велась видеосъемка со скоростью 1000 кадр/с поверхности деформируемого образца цифровой видеокамерой VS-FAST/G6 (НПО «Видеоскан»).
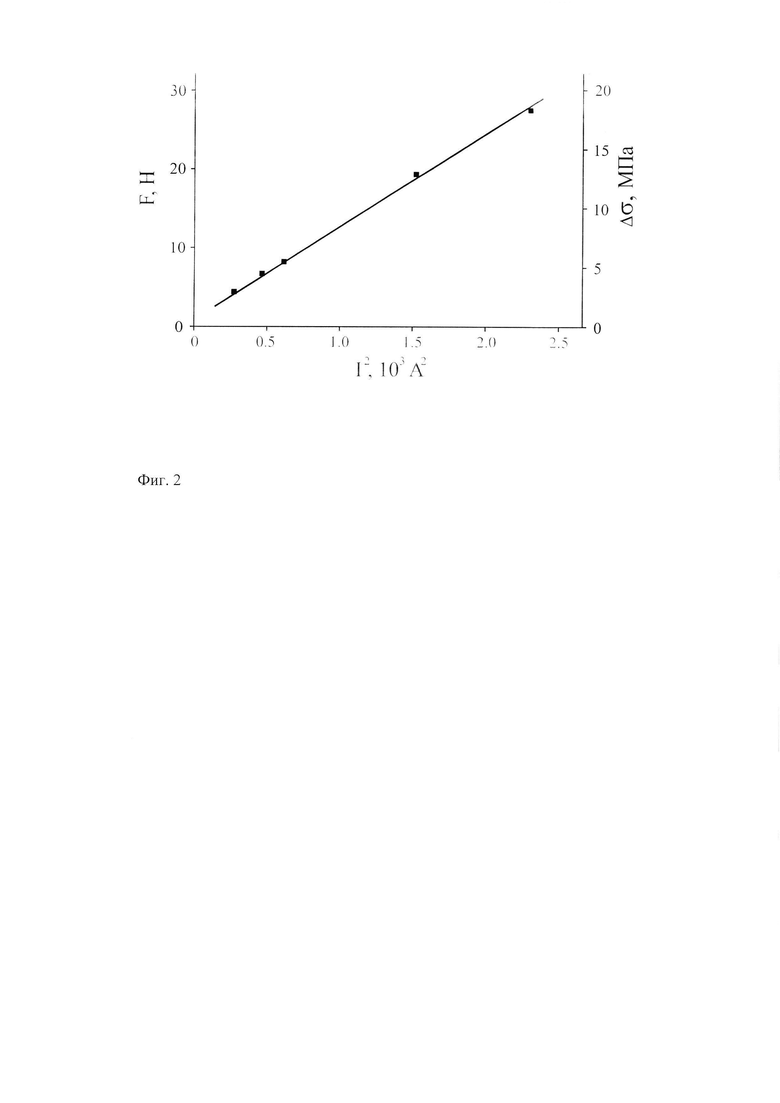
Предлагаемый способ подавления деформационных скачков основан на схеме запуска от акустического сигнала (предвестника скачка деформации) блока 9 формирования прямоугольных импульсов тока (амплитудой ~10-100 А), который включает блок задержки на время tg (1-100 мс) между запускающим дискретным сигналом АЭ и импульсом тока и генератор 10 прямоугольного импульса тока с заданной длительностью фронта tƒr (~1-10 мс) и крыши τ (~0.1-10 с), порядка и больше длительности деформационного скачка. Прямоугольные импульсы тока пропускались по катушке электромагнита 12, втягивающего ферромагнитный шток 13, который является составной частью подвижного штока 14 мягкой деформационной машины. При запитывании электромагнита, ферромагнитный шток втягивается в катушку с силой F, пропорциональной квадрату тока I (см. Фиг. 2). Втягивание штока вызывает частичную разгрузку растягиваемого образца сразу после формирования первичной полосы, что, как показали эксперименты, вызывает подавление скачка деформации.
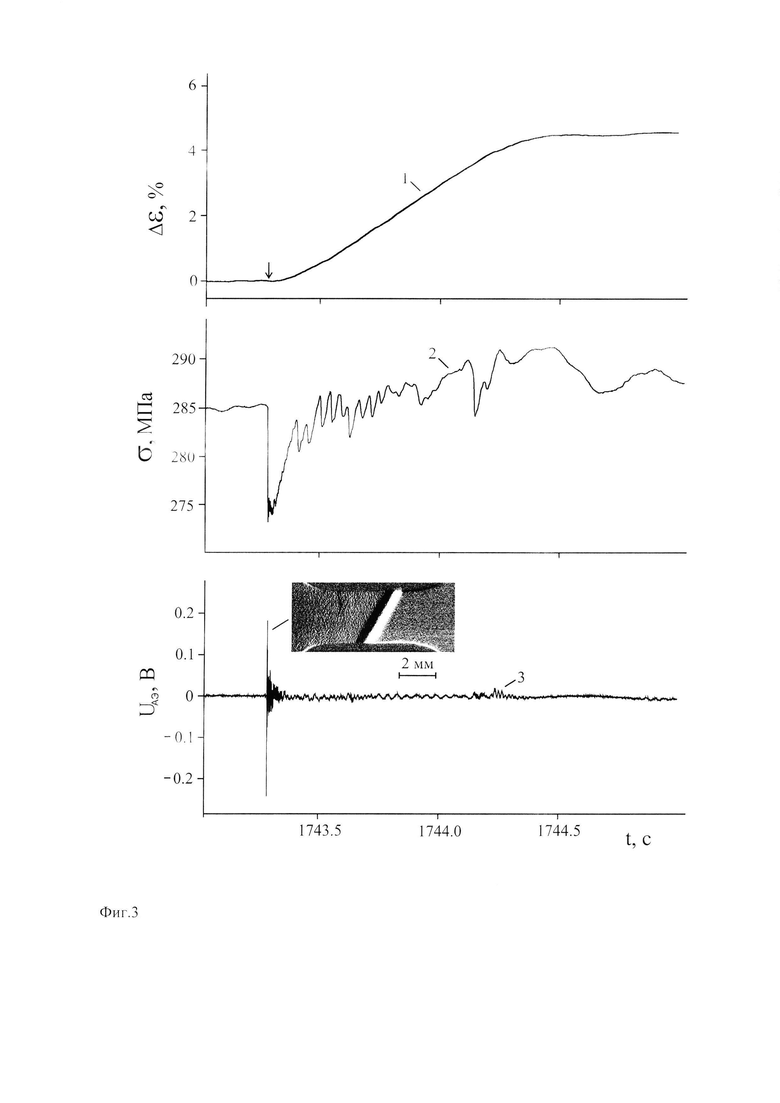
На Фиг. 3 представлены данные синхронной записи скачка деформации, силового и акустического откликов в ходе развития деформационной ступени на кривой ползучести сплава В95пч (Фиг. 3, кривые 1, 2 и 3, соответственно). Как установлено в работе [2], скачок разгрузки в структуре силового отклика σ(t) обусловлен формированием полосы деформации - расширяющейся шейки. Из Фиг. 3 видно, что первый скачок разгрузки механической системы машина-образец сопровождается всплеском акустического сигнала UAE максимальной амплитуды. Поскольку стадия разгрузки связана со стадией зарождения и быстрого расширения полосы деформации, то ясно, что именно на эту стадию развития полосы приходится пик сигнала АЭ. Это утверждение верифицировано исследованиями in situ с помощью высокоскоростной видеосъемки со скоростью 20 000 кадр/с динамики формирования одиночной полосы деформации с синхронным измерением сигнала АЭ, проведенными авторами в работе [3]. Таким образом, всплеск сигнала АЭ, связанный с формированием первичной деформационной полосы является сигналом - предвестником развития макроскопического скачка деформации в условиях прерывистой деформации, поэтому его можно использовать для запуска силовых устройств для подавления деформационных скачков.
Принцип работы данного устройства состоит в следующем. Образец растягивается постоянным приложенным напряжением ползучести σ0=const (270-320 МПа), превышающим условный предел текучести (σ0,2 ≈ 200 МПа для сплава В95пч). Через определенный промежуток времени (инкубационный интервал 10-100 с в зависимости от σ0 при комнатной температуре) в некоторой точке на поверхности образца спонтанно зарождается и распространяется первичная полоса деформации, которая генерирует характерный сигнал АЭ амплитудой ~30-300 мВ (на выходе предусилителя) и длительностью переднего фронта несколько миллисекунд. Порог срабатывания (3-10 мВ) блока управления устанавливался на порядок ниже этой величины. Через контролируемое время задержки (1-100 мс) блок управления формирует прямоугольный импульс тока амплитудой до 100 А с заданной длительностью крыши (от 1 мс до 10 с) и фронта (1-10 мс), который запитывает катушку электромагнита.
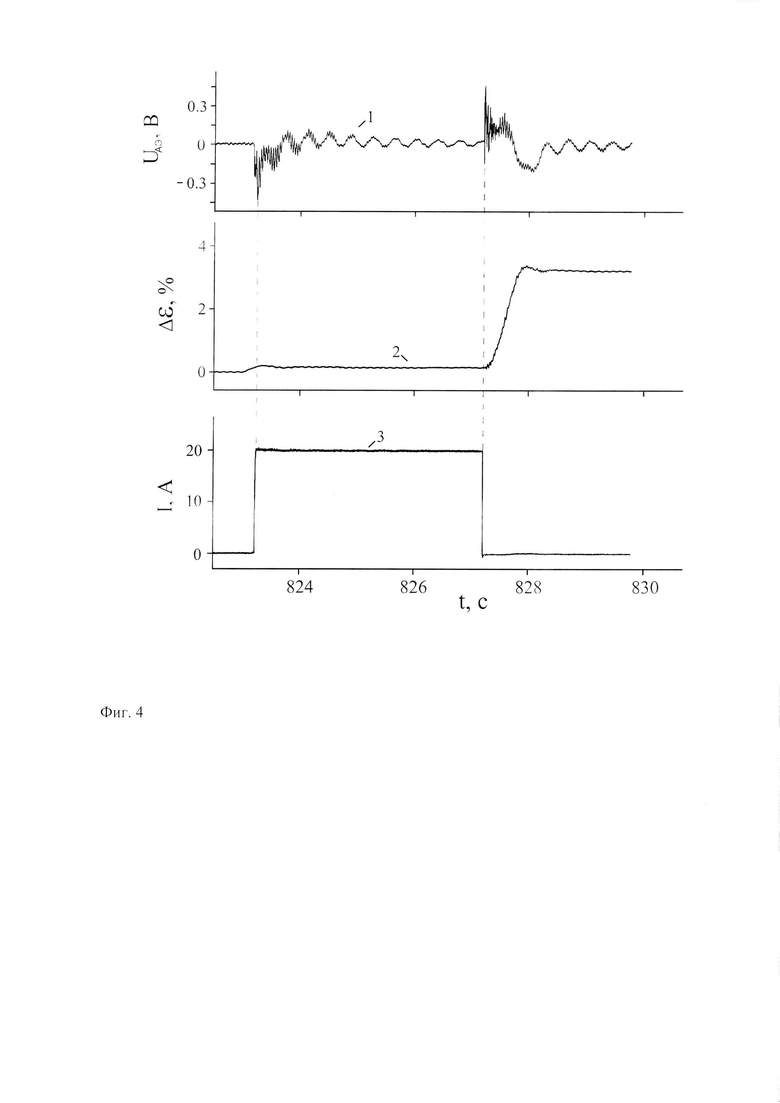
Пример реализации данного способа подавления прерывистой деформации представлен на Фиг. 4. Как видно, пропускание через электромагнит (состоящего из индуктивности 12 и железного штока 13 на Фиг. 1) прямоугольного импульса тока амплитудой 20 А, передний фронт которого синхронизирован с точностью до 1 мс с сигналом АЭ от первичной деформационной полосы (сигнал - предвестник) полностью подавляет ожидаемый деформационный скачок. Втягивание в электромагнит ферромагнитного элемента штока создает на время действия тока в образце прямоугольный импульс механического напряжения сжатия. Это приводит к временной разгрузке растягиваемого образца, что, как показали эксперименты, является достаточным для подавления зарождения последующих деформационных полос и соответственно развитию макроскопического скачка деформации. Разгрузка образца при I=20 А согласно калибровке на Фиг. 2 достигает Δσ=4 МПа. Эта величина составляет около 1.4% σ0 и сопоставима со средней амплитудой скачка разгрузки Δσ≈5-7 МПа в структуре силового отклика на деформационный скачок в отсутствие внешних воздействий. Время появления макроскачка после выключения тока носит случайный характер и может меняться от сотен миллисекунд до нескольких часов и имеет тенденцию к росту с уменьшением напряжения ползучести.
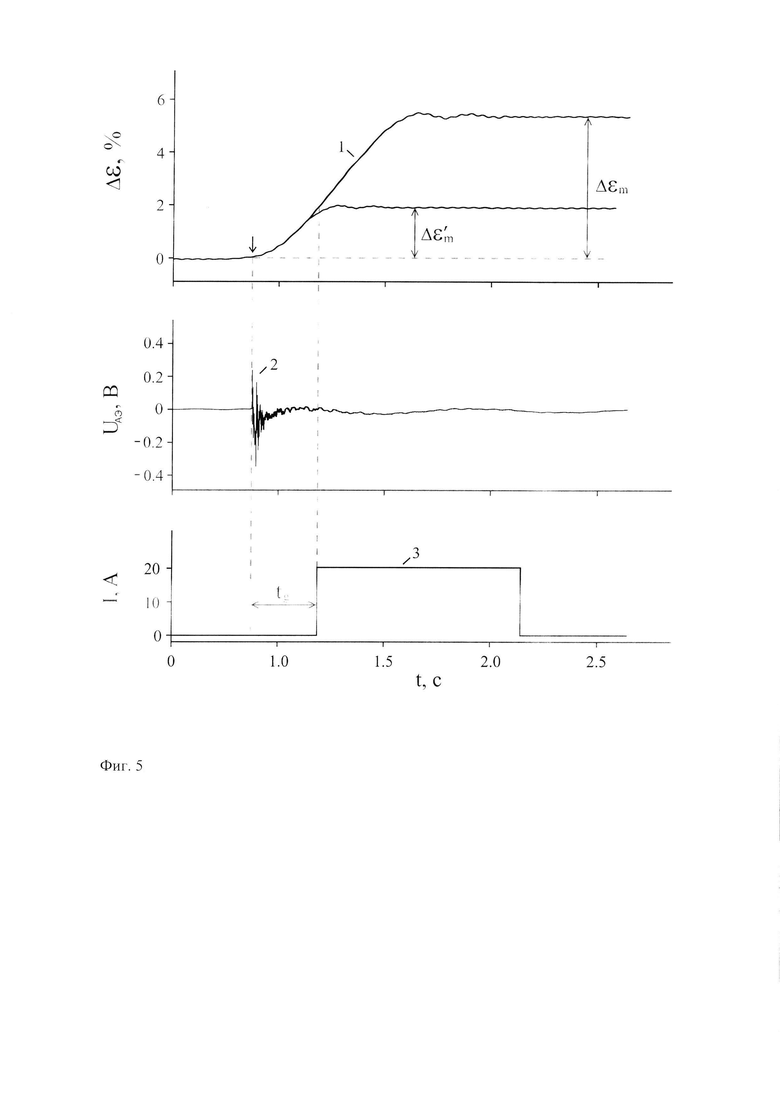
Для повышения надежности подавления крупных деформационных скачков использовали схему многократного частичного подавления (дробления) макроскачков. Идея метода состоит в следующем. В течение времени задержки tg между запускающим сигналом АЭ (источником которого является первичная полоса деформации) и началом генерации прямоугольного импульса тока через электромагнит (т.е. началом механического импульса разгрузки системы машина-образец), скачок пластической деформации развивается за счет релаксации внутренних напряжений в образце, накопленных на стадии непрерывной (без скачков) ползучести. На фронте прямоугольного импульса тока, а следовательно, механического импульса разгрузки развитие скачка пластической деформации останавливается. В результате возникает «небольшой» скачок амплитудой Δε'm, зависящей, в основном, от времени задержки tg (см. Фиг. 5). Таким образом, данным внешним воздействием можно уменьшить амплитуду скачка в контролируемое число раз n=Δεm/Δε'm, где Δεm - амплитуда макроскачка деформации в отсутствие внешних воздействий.
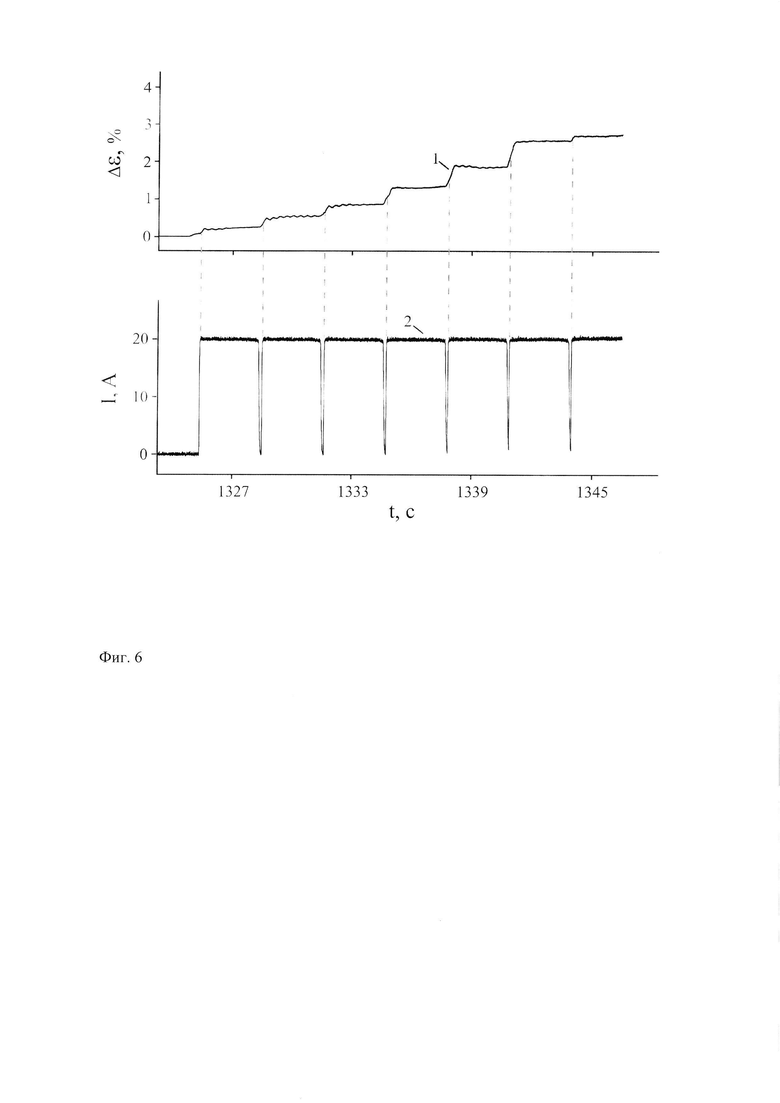
Повторяя многократно процесс частичного подавления, можно реализовать дробление макроскачков пластической деформации в условиях прерывистой ползучести на серию мелких скачков с амплитудой на порядок меньше амплитуды макроскачков в отсутствие внешнего воздействия. Пример дробления в автоматическом режиме представлен на Фиг. 6. Время задержки устанавливали равным tg - 30 мс, амплитуду тока прямоугольного импульса - I=20 А с длительностью крыши τ=3 с, что обеспечивало подавление макроскачка до 0.3%, т.е. приблизительно в 15 раз при напряжении ползучести σ0=310 МПа. После окончания импульса тока начинается очередной деформационный скачок, который подавляется до 0.3-0.4% аналогичным образом генерированием повторного импульса тока через электромагнит и т.д.
Таким образом, разработанный метод позволяет автоматически, в ждущем режиме, регистрировать ранние стадии развития крупных, амплитудой 3-6%, деформационных скачков и дробить их на более длительную последовательность мелких скачков деформации амплитудой 0.2-0.6%, менее опасных для долговечности материала под нагрузкой. Дополнительные эксперименты на алюминий-литиевом сплаве 1420 и алюминий-магниевом сплаве АМг6, демонстрирующих прерывистую ползучесть при комнатной температуре, подтверждают эффективность данного способа подавления механической неустойчивости в виде деформационных скачков.
Источники информации
1. Шибков А.А., Лебедкин М.А., Желтов М.А., Скворцов В.В., Кольцов Р.Ю., Шуклинов А.В. // Заводская лаборатория. Диагностика материалов. 2005. Т. 71. №7. С. 20-27.
2. Шибков А.А., Золотов А.Е., Желтов М.А., Денисов А.А. // Журнал технической физики. 2014. Т. 56. №4. С. 40-46.
3. Шибков А.А., Желтов М.А., Гасанов М.Ф., Золотов А.Е. // Физика твердого тела. 2017. Т. 59. №12. С. 2363-2369.
Краткое описание чертежей
Фиг. 1. Схема синхронизации акустического сигнала, связанного с зарождением первичной полосы с электромеханическим устройством подавления полосообразования и скачка деформации: 1 - образец, 2 - акустический датчик, 3 - предусилитель, 4 - коммутатор, 5 - АЦП, 6 - компьютер, 7 - лазерный датчик положения, 8 - зеркало, 9 - блок управления, 10 - генератор прямоугольных импульсов тока, 11 - ограничительное сопротивление, 12 - катушка индуктивности, 13 - ферромагнитный (железный) шток, 14 - дюралюминиевый шток.
Фиг. 2. Зависимость от квадрата тока I через катушку осевой силы F сжатия, действующей на образец, и напряжения Δσ разгрузки растягиваемого образца; коэффициент корреляции с линейной функцией k=0.9994.
Фиг. 3. Синхронная запись датчиков деформации (1), усилия (2) и акустической эмиссии (3) в ходе развития скачка деформации - ступени амплитудой 5.5% на кривой ползучести сплава В95пч. Стрелкой отмечен момент появления первичной полосы деформации, развитие которой сопровождается резким скачком разгрузки и всплеском сигнала АЭ. На вставке - кадр видеофильма с первичной полосой деформации, полученный видеосъемкой со скоростью 1000 кадр/с поверхности деформируемого образца.
Фиг. 4. Подавление полосообразования и макроскачка деформации на время запитывания током электромагнита. Генератор тока запустился первым всплеском АЭ, вызванным зарождением и расширением первичной полосы деформации: 1 - сигнал АЭ, 2 - сигнал триангуляционного датчика положения, 3 - прямоугольный импульс тока длительностью крыши τ=4 с и амплитудой 20 А. Время задержки между началом генерации прямоугольного импульса тока относительно импульса сигнала АЭ устанавливалось равным 10 мс.
Фиг. 5. Схема частичного подавления макроскачка в заданное число раз n=Δεm/Δε'm, которое устанавливается варьированием времени задержки tg между первым всплеском сигнала АЭ и началом генерации прямоугольного импульса тока через электромагнит: 1 - скачок деформации на кривой ползучести; 2 - сигнал АЭ; 3 - ток через катушку электромагнита. Δεm - амплитуда скачка деформации без внешнего воздействия; Δε'm - амплитуда скачка деформации в результате пропускания прямоугольного импульса тока через электромагнит, синхронизированного с зарождением первичной полосы деформации. Стрелкой отмечен момент появления первичной полосы.
Фиг. 6. Дробление макроскачка с помощью автоматической циклической разгрузки системы: 1 - последовательность небольших скачков деформации амплитудой 0.2-0.6%; 2 - прямоугольные импульсы тока через электромагнит, запускаемые сигналами АЭ от первичных полос деформации.
| название | год | авторы | номер документа |
|---|---|---|---|
| АКУСТИКО-ЭМИССИОННЫЙ СПОСОБ РАННЕГО ВЫЯВЛЕНИЯ ПОВРЕЖДЕНИЙ В ДЕФОРМИРУЕМЫХ АЛЮМИНИЕВЫХ СПЛАВАХ | 2015 |
|
RU2618760C1 |
| ЭЛЕКТРОХИМИЧЕСКИЙ СПОСОБ РАННЕГО ВЫЯВЛЕНИЯ ПОВРЕЖДЕНИЙ В АЛЮМИНИЕВЫХ СПЛАВАХ, ДЕФОРМИРУЕМЫХ В ВОДНОЙ СРЕДЕ | 2018 |
|
RU2698519C1 |
| ДИСТАНЦИОННЫЙ СПОСОБ РАННЕГО ОБНАРУЖЕНИЯ ПОВРЕЖДЕНИЙ МЕТАЛЛИЧЕСКИХ КОНСТРУКЦИЙ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ | 2015 |
|
RU2624995C2 |
| СПОСОБ ПОДАВЛЕНИЯ ДЕФОРМАЦИОННЫХ ПОЛОС НА ПОВЕРХНОСТИ АЛЮМИНИЙ-МАГНИЕВЫХ СПЛАВОВ | 2016 |
|
RU2650217C1 |
| СПОСОБ ОБРАБОТКИ ЛИСТОВЫХ ЗАГОТОВОК ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ СИСТЕМЫ Al-Mg. | 2013 |
|
RU2544721C2 |
| ЭЛЕКТРОФИЗИЧЕСКИЙ СПОСОБ ПОВЫШЕНИЯ ПРОЧНОСТИ И МЕХАНИЧЕСКОЙ УСТОЙЧИВОСТИ ЛИСТОВЫХ ЗАГОТОВОК ИЗ АЛЮМИНИЙ-МАГНИЕВЫХ СПЛАВОВ | 2019 |
|
RU2720289C1 |
| СПОСОБ ПОВЫШЕНИЯ МЕХАНИЧЕСКОЙ УСТОЙЧИВОСТИ И ПРОЧНОСТИ ЛИСТОВЫХ ЗАГОТОВОК ИЗ АЛЮМИНИЙ-МАГНИЕВЫХ СПЛАВОВ С ИСПОЛЬЗОВАНИЕМ ЭФФЕКТА ЭЛЕКТРОПЛАСТИЧЕСКОЙ ДЕФОРМАЦИИ | 2015 |
|
RU2624877C2 |
| ЭЛЕКТРОХИМИЧЕСКИЙ СПОСОБ РАННЕГО ВЫЯВЛЕНИЯ ПОВРЕЖДЕНИЙ В ТИТАНОВЫХ СПЛАВАХ, ДЕФОРМИРУЕМЫХ В ВОДНОЙ СРЕДЕ | 2019 |
|
RU2725692C1 |
| БЕСКОНТАКТНЫЙ ЭЛЕКТРОМАГНИТНЫЙ МЕТОД ДИАГНОСТИКИ ПОВРЕЖДАЕМОСТИ ДЕФОРМИРУЕМЫХ МЕТАЛЛИЧЕСКИХ КОНСТРУКЦИЙ В УСЛОВИЯХ ОБЛЕДЕНЕНИЯ | 2013 |
|
RU2536776C1 |
| Способ пластической деформации металлов и сплавов | 2016 |
|
RU2639278C2 |
Использование: для подавления механических неустойчивостей алюминиевого сплава В95пч. Сущность изобретения заключается в том, что используют установку датчика акустической эмиссии вблизи потенциально опасного участка (концентратора напряжения) изделия или конструкции, осуществляют деформирование растягивающей нагрузкой до появления первого всплеска акустической эмиссии, сигнализирующего о появлении в материале полосы локализованной деформации - предвестника развития макроскопической механической неустойчивости, при этом этот акустический сигнал используется для запуска силового устройства, которое создает в материале импульс сжатия, подавляющий развитие механической неустойчивости. Технический результат: обеспечение возможности подавления деформационных полос как предвестников разрушения алюминиевого сплава с помощью силового устройства, создающего импульс сжатия в момент зарождения деформационной полосы, регистрируемый по характерному сигналу акустической эмиссии. 6 ил.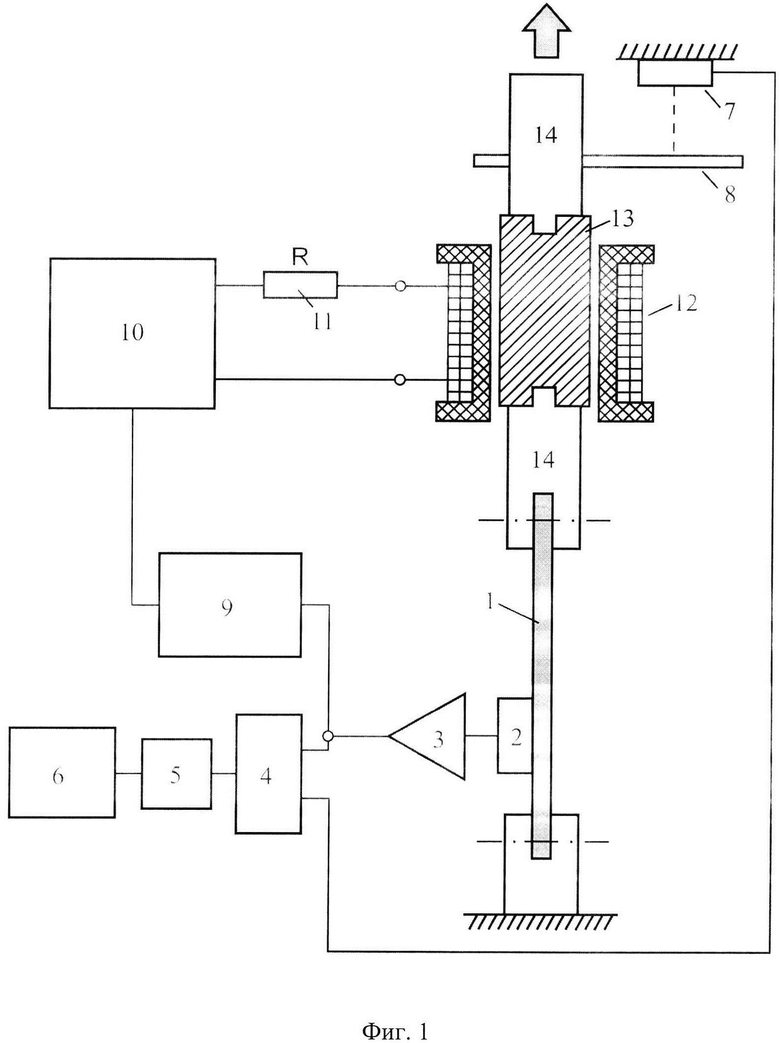
Способ подавления механических неустойчивостей алюминиевого сплава В95пч, демонстрирующего прерывистую деформацию и локализацию деформации в полосах; способ включает установку датчика акустической эмиссии вблизи потенциально опасного участка (концентратора напряжения) изделия или конструкции, деформирование ее растягивающей нагрузкой до появления первого всплеска акустической эмиссии, сигнализирующего о появлении в материале полосы локализованной деформации - предвестника развития макроскопической механической неустойчивости, - отличающийся тем, что этот акустический сигнал используется для запуска силового устройства, которое создает в материале импульс сжатия, подавляющий развитие механической неустойчивости.
| СПОСОБ ПОДАВЛЕНИЯ ДЕФОРМАЦИОННЫХ ПОЛОС НА ПОВЕРХНОСТИ АЛЮМИНИЙ-МАГНИЕВЫХ СПЛАВОВ | 2016 |
|
RU2650217C1 |
| АКУСТИКО-ЭМИССИОННЫЙ СПОСОБ РАННЕГО ВЫЯВЛЕНИЯ ПОВРЕЖДЕНИЙ В ДЕФОРМИРУЕМЫХ АЛЮМИНИЕВЫХ СПЛАВАХ | 2015 |
|
RU2618760C1 |
| Способ контроля изделий | 1983 |
|
SU1151852A1 |
| СПОСОБ АКУСТИКО-ЭМИССИОННОГО ПРОГНОЗИРОВАНИЯ ПАРАМЕТРА ДЛИТЕЛЬНОЙ ПРОЧНОСТИ МЕТАЛЛА | 2001 |
|
RU2245545C2 |
| US 4089224 A, 16.05.1978 | |||
| JPS 61294214 A, 25.12.1986. | |||

