ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ
Настоящее изобретение относится к индексируемой режущей пластине для концевой фрезы в соответствии с ограничительной частью пункта 1 формулы изобретения и к концевой фрезе, обеспеченной такой пластиной.
Такая двухсторонняя режущая пластина поворачивается между четырьмя поворотными положениями, будучи размещенной в гнезде под пластину в корпусе концевой фрезы, для высокопроизводительного фрезерования, включающего разные типы операций фрезерования, например, фрезерование уступов, врезание под углом, обработку штампов и пресс-форм, винтовое фрезерование/винтовую интерполяцию и вертикальное фрезерование/плунжерное фрезерование. Изобретение не ограничивается каким-либо диапазоном диаметров такой концевой фрезы, но шестиугольная основная форма пластины особенно подходит для концевых фрез относительно небольшого диаметра, например, порядка 15-30 мм. Такая концевая фреза обычно имеет множество гнезд, в которых съемно устанавливается такая режущая пластина.
Общая задача режущей пластины этого типа заключается в обеспечении высокопроизводительной пластины для концевых фрез небольшого диаметра, причем пластина обеспечивает легкое/простое резание и имеет чрезвычайно широкий диапазон применений, включая фрезерование уступов, фрезерование пазов, врезание под углом, винтовое фрезерование/винтовую интерполяцию и плунжерное фрезерование.
УРОВЕНЬ ТЕХНИКИ
В WO 2015/199031 A1 раскрыта односторонняя режущая пластина для высокопроизводительной концевой фрезы небольшого диаметра. Двухсторонняя режущая пластина этого типа дополнительно раскрыта в брошюре «MFH-Raptor-MiNi High Feed Milling Cutter», в которой описывается двухсторонняя пластина «MFH-Mini» от компании Kyocera. Однако эта режущая пластина имеет ряд характеристик, нуждающихся в улучшении, в частности, способность врезания под углом. Также необходимо обеспечить изготовление этой известной пластины, выполненной в виде двухсторонней пластины.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
Задача настоящего изобретения заключается в обеспечении режущей пластины и концевой фрезы, относящихся к типу, описанному во введении, с улучшением по меньшей мере некоторых аспектов по сравнению с уже известными режущими пластинами и концевыми фрезами.
Эта задача решается режущей пластиной, полученной путем обеспечения такой режущей пластины признаками, изложенными в отличительной части пункта 1 приложенной формулы изобретения.
Способность врезания под углом, т.е. максимальный угол врезания, такой режущей пластины улучшена по сравнению с известными режущими пластинами, с одной стороны, за счет того, что первая вспомогательная режущая кромка продолжается от первой угловой кромки, будучи направленной вниз от точки режущей кромки, наиболее удаленной от нижней поверхности, до внутреннего угла пластины, т.е. первая вспомогательная режущая кромка может иметь сравнительно крутой наклон относительно ее длины, и, с другой стороны, за счет того, что первая вспомогательная режущая кромка является сравнительно длинной, так как она продолжается от первой угловой кромки, которая расположена так, чтобы пересекаться указанной плоскостью симметрии, будучи направленной вниз от указанной точки до внутреннего угла пластины, и имеет длину, составляющую 80%-95% от длины главной режущей кромки, включая вторую угловую кромку, на виде пластины сбоку. Наклон первой вспомогательной режущей кромки и ее длина способствуют существенному увеличению возможного угла врезания по сравнению с режущими пластинами концевых фрез, относящихся к типу, определенному во введении и раскрытому в уровне техники. Кроме того, главная режущая кромка, направленная вниз от первой угловой кромки до второй угловой кромки, уменьшает силы резания, обеспечивая более легкий рез этой главной режущей кромки, предназначенной для большинства операций обработки со снятием стружки, по сравнению с первой вспомогательной режущей кромкой, предназначенной для обработки со снятием стружки при врезании под углом. Положение первых угловых кромок, пересекаемое указанной плоскостью симметрии, определяющей симметричность пластины, также позволяет изготавливать двухстороннюю пластину путем одноосного прессования пластины. Это невозможно в случае известных двухсторонних пластин в соответствии с брошюрой «MFH-Raptor-MiNi High Feed Milling Cutter», которые производят путем многоосного прессования, которое является более сложным и менее точным.
В соответствии с вариантом осуществления изобретения режущая пластина представляет собой пластину с отрицательной геометрией с задней поверхностью к каждой режущей кромке, перпендикулярной нижней поверхности и верхней поверхности пластины. Таким образом, обеспечена всего одна задняя поверхность для верхней/нижней первой угловой кромки и всего одна задняя поверхность для верхней главной режущей кромки/нижней первой второстепенной режущей кромки. Кроме возможности изготовления пластины путем одноосного прессования, ее будет также легче шлифовать.
В соответствии с другим вариантом осуществления изобретения точка каждой режущей кромки, наиболее удаленная от нижней поверхности, расположена на первой угловой кромке. Этот признак обеспечивает сочетание длинной первой вспомогательной режущей кромки и ее сравнительно крутого наклона, что является преимущественным для способности врезания пластины под углом.
В соответствии с другим вариантом осуществления изобретения протяженность направленной вниз первой вспомогательной режущей кромки от точки, наиболее удаленной от нижней поверхности, имеет средний наклон 15°-45° или 20°-40° относительно указанной нижней поверхности пластины. Средний наклон более 15° оказывает существенное положительное влияние на возможный угол врезания режущей пластины. «Средний наклон» кромки в настоящем описании определен как угол, образованный прямой, проведенной между началом и концом кромки, и нижней поверхностью пластины.
В соответствии с другим вариантом осуществления изобретения протяженность направленной вниз главной режущей кромки от первой угловой кромки до второй угловой кромки имеет средний наклон 1°-15° или 2°-10°, который в данном контексте представляет собой наклон, позволяющий обработку со снятием стружки в виде высокопроизводительного фрезерования с относительно низкими силами резания. Для дополнительного улучшения этого эффекта легкого резания главная режущая кромка может иметь средний наклон 3°-15° или 5°-10°.
В соответствии с другим вариантом осуществления изобретения протяженность направленной вниз первой вспомогательной режущей кромки включает в себя вогнутый участок, а в соответствии с другим вариантом осуществления изобретения протяженность направленной вниз главной режущей кромки включает в себя вогнутый участок. Эта вогнутость приводит к уменьшению сил резания и более плавному резанию этими режущими кромками, включающими в себя вогнутый участок, в частности, при умеренной глубине резания.
В соответствии с другим вариантом осуществления изобретения режущая кромка соединена со второй вспомогательной режущей кромкой, образованной на пересечении периферийной боковой поверхности и верхней поверхности вдоль участка прямой длинной стороны и продолжающейся от второй угловой кромки, в результате чего вторая вспомогательная режущая кромка образует внешнюю периферийную режущую кромку концевой фрезы в состоянии использования. Эта вторая вспомогательная режущая кромка будет использоваться для операции фрезерования уступов, выполняемой режущей пластиной.
В соответствии с другим вариантом осуществления изобретения передняя поверхность второй вспомогательной режущей кромки имеет положительный передний угол, составляющий 10°-30°, 15°-30° или 20°-30°. Такой положительный передний угол уменьшает нагрузку на вторую вспомогательную режущую кромку, а также на вторую угловую кромку, соединенную с ней, снижая вероятность повреждения второй угловой кромки при выполнении фрезерования уступов.
В соответствии с другим вариантом осуществления изобретения передняя поверхность главной режущей кромки имеет положительный передний угол, составляющий 10°-30°, 15°-25° или 20°. Положительный передний угол главной режущей кромки такой величины приводит к сравнительному уменьшению сил резания даже при высокопроизводительном резании. Он также способствует образованию/удалению стружки.
В соответствии с другим вариантом осуществления изобретения передняя поверхность первой вспомогательной режущей кромки имеет положительный передний угол по всей ее протяженности, превышающий 10°, например, 10°-25° или 15°-25°. Положительный передний угол такой величины оказывает уменьшающее влияние на силы резания, воздействующие на первую вспомогательную режущую кромку при выполнении врезания под углом концевой фрезы, обеспеченной режущей пластиной.
В соответствии с другим вариантом осуществления изобретения задняя скошенная поверхность, образующая внешний угол, составляющий менее 90°, например, 60°-80°, относительно нижней поверхности, расположена на периферийной боковой поверхности вдоль длинной стороны пластины на соединении этой поверхности с нижней поверхностью и ниже второй угловой кромки каждой режущей кромки и/или ниже второй вспомогательной режущей кромки. Эта задняя скошенная поверхность удлиняет стружколом первой вспомогательной режущей кромки, обеспечивая улучшенную подвижность при врезании под углом, а также спиральной интерполяции и плунжерном фрезеровании. Но основное преимущество этой задней скошенной поверхности заключается в том, что она обеспечивает более положительный радиальный передний угол пластины, установленной в концевой фрезе, без риска столкновения нижней угловой части пластины с заготовкой. Это особенно важно для двухсторонней пластины, которая обычно тоньше, чем односторонняя пластина.
В соответствии с другим вариантом осуществления изобретения сквозное отверстие для крепления пластины в гнезде корпуса концевой фрезы проходит от центральной области верхней поверхности до нижней поверхности и имеет центральную ось, проходящую в указанной плоскости симметрии, причем верхняя поверхность и нижняя поверхность имеют первый углубленный участок, окружающий сквозное отверстие, для обеспечения кольцевой контактной поверхности на верхней поверхности и нижней поверхности, в результате чего двухсторонняя пластина может поддерживаться указанной опорной поверхностью гнезда на расстоянии от центральной области, окружающей сквозное отверстие. Это приводит к улучшению устойчивости пластины, закрепленной в гнезде концевой фрезы.
В соответствии с другим вариантом осуществления изобретения кольцевая контактная поверхность на верхней поверхности и нижней поверхности углублена на двух прямых длинных сторонах пластины и вдоль сквозного отверстия на верхней поверхности и нижней поверхности, в результате чего верхняя и нижняя поверхности обеспечены двумя контактными участками на кольцевой контактной поверхности, продолжающимися вдоль двух коротких сторон пластины. Это дополнительно улучшает устойчивость пластины, закрепленной в гнезде концевой фрезы. Таким образом, влияние каких-либо поверхностных дефектов, появляющихся вокруг сквозного отверстия после прессования/спекания пластины, минимизируется. Другими словами, гарантируется обеспечение надлежащей нижней опоры на расстоянии от области вокруг сквозного отверстия и, в частности, нахождение нижней опоры под активными режущими кромками, где на пластину действуют силы резания.
Задача настоящего изобретения решается концевой фрезой, полученной путем обеспечения такой фрезы по меньшей мере одной режущей пластиной в соответствии с настоящим изобретением и дополнительными признаками независимого пункта формулы изобретения, относящегося к концевой фрезе. Преимущества такой концевой фрезы очевидны из вышеприведенного описания режущей пластины в соответствии с изобретением и ее вариантов осуществления, причем такая пластина позволяет использовать концевую фрезу, сравнительно небольшого диаметра.
Другие признаки и преимущества настоящего изобретения станут очевидными из нижеследующего описания.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Далее следует конкретное описание варианта осуществления изобретения, приведенное в качестве примера со ссылкой на приложенные чертежи.
На чертежах:
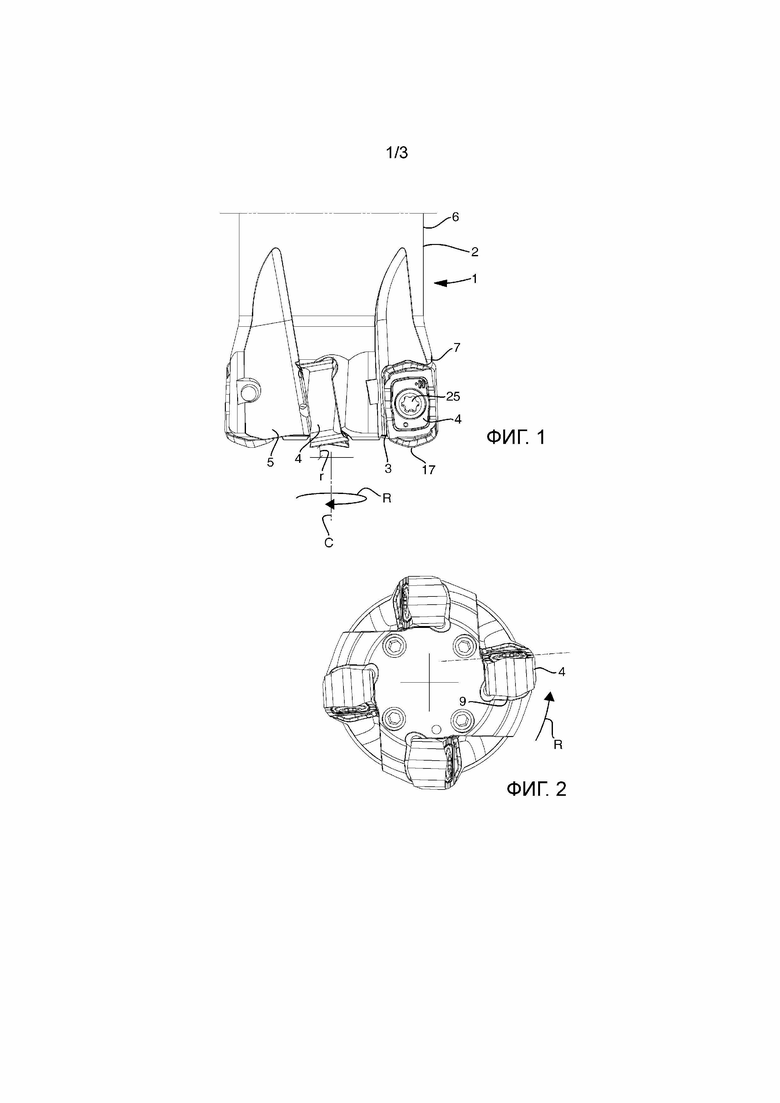
Фиг.1 показывает вид сбоку концевой фрезы, обеспеченной четырьмя режущими пластинами, в соответствии с вариантом осуществления изобретения,
Фиг.2 показывает вид снизу фрезы, показанной на Фиг.1,
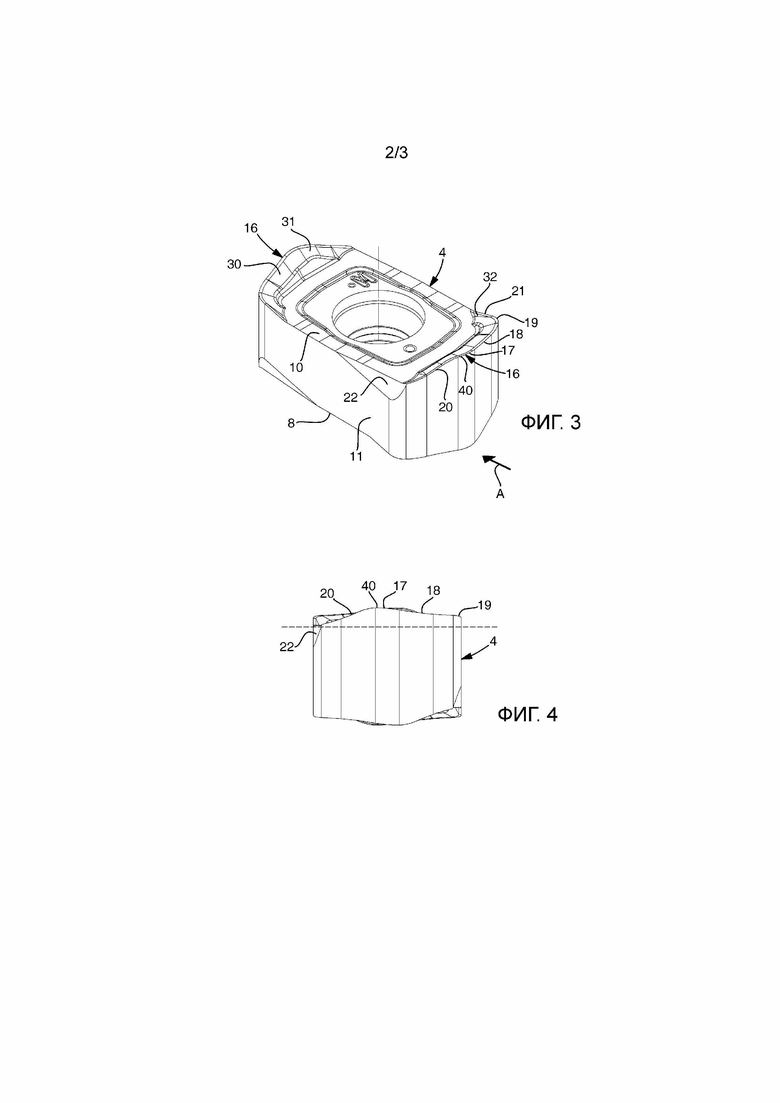
Фиг.3 показывает вид сверху в перспективе под наклоном режущей пластины фрезы, показанной на Фиг.1 и 2,
Фиг.4 показывает вид сбоку режущей пластины, показанной на Фиг.3, в направлении стрелки A, показанной на Фиг.3,
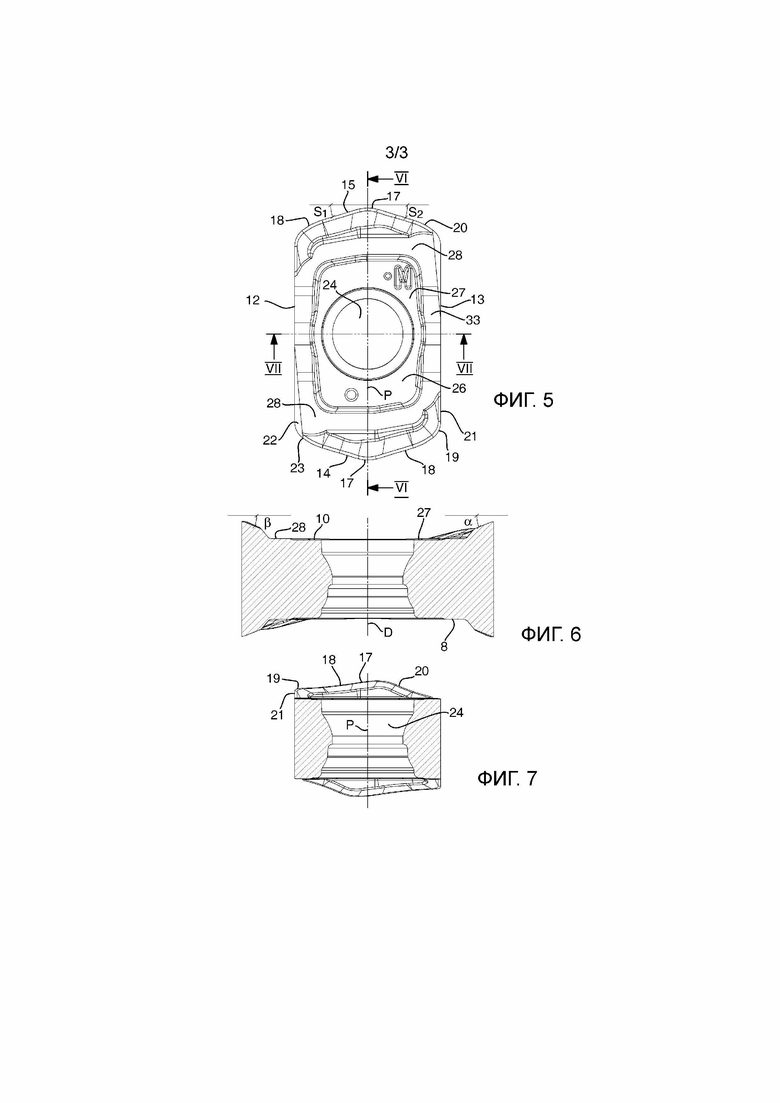
Фиг.5 показывает вид сверху режущей пластины, показанной на Фиг.3, и
Фиг.6 и 7 представляют собой виды в сечении режущей пластины, показанной на Фиг.5, по линиям VI-VI и VII-VII соответственно.
ПОДРОБНОЕ ОПИСАНИЕ ВАРИАНТА ОСУЩЕСТВЛЕНИЯ ИЗОБРЕТЕНИЯ
Концевая фреза 1 для осуществления высокопроизводительного фрезерования в виде фрезерования уступов, врезания под углом, обработки штампов и пресс-форм, винтового фрезерования/винтовой интерполяции и вертикального фрезерования/плунжерного фрезерования в соответствии с вариантом осуществления изобретения показана на Фиг.1. Фреза включает в себя корпус 2 фрезы, имеющий четыре паза или гнезда 3, каждый из которых принимает индексируемую режущую пластину 4 в соответствии с изобретением, съемно закрепленную в гнезде. Корпус фрезы имеет круглую цилиндрическую основную форму, но может иметь другую форму. Корпус 2 фрезы включает в себя передний конец 5 и задний конец 6 (фактически более удаленный от переднего конца, чем показано на Фиг.1), между которыми проходит центральная ось C вращения, вокруг которой вращается фреза в направлении R вращения. Гнезда 3 образованы в переходной области между передним концом и огибающей поверхностью 7, продолжающейся между передним концом 5 и задним концом 6 корпуса фрезы.
Далее будет описана режущая пластина со ссылкой на Фиг.2-7. Как правило, режущая пластина 4 может быть выполнена из цементированного карбида, имеющего износостойкое покрытие (покрытия). Режущая пластина является двухсторонней или реверсивной, т.е. ее верхняя и нижняя части имеют одинаковую структуру, но сторона, показанная на фигурах с ориентацией пластины в качестве верхней стороны, далее будет называться верхней, хотя она также может быть, например, нижней стороной пластины. Соответственно, пластина, как показано на фигурах, имеет скрытую нижнюю поверхность 8, выполненную с возможностью установки на опорную поверхность 9 гнезда 3 корпуса 2 фрезы, верхнюю поверхность 10 и периферийную боковую поверхность 11, соединяющую нижнюю поверхность 8 и верхнюю поверхность 10. Пластина имеет шестиугольную основную форму, если смотреть перпендикулярно нижней поверхности или верхней поверхности, как на Фиг.5, с двумя прямыми и параллельными длинными сторонами 12, 13 и двумя v-образными короткими сторонами 14, 15. На пересечении периферийной боковой поверхности 11 с верхней поверхностью 10 и с нижней поверхностью 8 вдоль каждой v-образной короткой стороны 14, 15 образована режущая кромка 16, так что пластина имеет четыре таких режущих кромки 16.
Каждая режущая кромка 16 содержит первую угловую кромку 17, выполненную с возможностью образования передней режущей вершины на v-образной короткой стороне, наиболее удаленной в направлении центральной оси C вращения концевой фрезы в состоянии использования, как показано на Фиг.1. Продольная плоскость P симметрии (смотри Фиг.5), проходящая перпендикулярно нижней и верхней поверхностям 8, 10, делит пластину на две равные части, имеющие двустороннюю (т.е. на 180°) симметрию, и пересекает четыре первые угловые кромки 17. В этом варианте осуществления первая угловая кромка 17 включает в себя точку 40 (смотри Фиг.4) режущей кромки, наиболее удаленную от нижней поверхности 8 (учитывая, что режущая кромка расположена на верхней стороне пластины). Главная режущая кромка 18, предназначенная для большинства операций обработки со снятием стружки пластины, продолжается от первой угловой кромки 17 в первом направлении по v-образной короткой стороне наружу до второй угловой кромки 19, расположенной на внешнем углу переднего конца 5 концевой фрезы в состоянии использования. Протяженность главной режущей кромки от первой угловой кромки до второй угловой кромки направлена вниз, приближаясь к нижней поверхности пластины со средним наклоном около 10°. Первая вспомогательная режущая кромка 20 продолжается от первой угловой кромки во втором направлении по v-образной короткой стороне, противоположном первому направлению главной режущей кромки, к внутреннему углу 23 пластины в состоянии использования, при этом также направлена вниз со средним наклоном порядка 20° относительно нижней поверхности. Первая вспомогательная режущая кромка предназначена для обработки со снятием стружки при врезании под углом. Эта первая вспомогательная режущая кромка 20, продолжающаяся до внутреннего угла 23, здесь имеет длину 2,19 мм, что составляет 89% от длины (2,45 мм) главной режущей кромки 18, включая вторую угловую кромку 19, как показано на виде пластины сбоку. Главная режущая кромка 18 здесь фактически имеет длину 2,15 мм на виде пластины сбоку, а вторая угловая кромка 19 имеет длину 0,30 мм на этом виде. Длина второй угловой кромки 19 зависит от ее радиуса (на виде режущей пластины сверху), в результате чего больший радиус обеспечивает относительно больший участок общей длины главной режущей кромки и второй угловой кромки. На Фиг.3 и 6 четко видно, что главная режущая кромка 18, а также первая вспомогательная режущая кромка 20 имеют переднюю поверхность 30 и 31 соответственно с положительным передним углом α и β соответственно, составляющим около 20°. Фиг.4 показывает, что протяженности главной режущей кромки и первой вспомогательной режущей кромки являются слегка вогнутыми. На Фиг.5 видно, что главная режущая кромка 16, а также первая вспомогательная режущая кромка 20 имеют наклон S1 и S2 соответственно на виде пластины сверху. Два угла S1 и S2 наклона здесь составляют около 17°. Более крутой наклон на виде пластины сверху также будет увеличивать максимально возможный угол врезания концевой фрезы. Однако более крутой наклон на виде сверху также будет увеличивать так называемый главный угол в плане главной режущей кромки, что снижает скорость подачи при высокопроизводительном фрезеровании из-за увеличения толщины стружки при больших главных углах в плане (т.е. больших углах S1 и S2 наклона).
Режущая кромка 16 соединена со второй вспомогательной режущей кромкой 21, образованной на пересечении периферийной боковой поверхности 11 с верхней поверхностью 10 вдоль участка прямой длинной стороны и продолжающейся от второй угловой кромки 19, в результате чего вторая вспомогательная режущая кромка 21 образует внешнюю периферийную режущую кромку концевой фрезы в состоянии использования. Таким образом, вторая угловая кромка представляет собой радиальную режущую кромку, расположенную между главной режущей кромкой 18 и второй вспомогательной режущей кромкой 21. Также вторая вспомогательная режущая кромка имеет переднюю поверхность 32 с положительным передним углом порядка 20°. Кроме того, задняя скошенная поверхность 22, образующая внешний угол менее 90°, здесь около 75°, относительно нижней поверхности, расположена на периферийной стороне вдоль длинной стороны пластины на соединении этой поверхности с нижней поверхностью и ниже второй угловой кромки 19 каждой режущей кромки 16. Также видно, что первая вспомогательная режущая кромка 20 продолжается до задней скошенной поверхности 22, обеспеченной на внутреннем углу 23 пластины.
Наконец, режущая пластина имеет сквозное отверстие 24 для крепления пластины в гнезде 3 корпуса концевой фрезы путем затягивания винта 25, и это отверстие проходит от центральной области 26 верхней поверхности 10 до нижней поверхности 8. Сквозное отверстие 24 имеет свою центральную ось D, проходящую в указанной плоскости P симметрии пластины. Нижняя поверхность (и, следовательно, также верхняя поверхность в связи с тем, что пластина является двухсторонней) имеет первый углубленный участок 27, окружающий сквозное отверстие 24, для обеспечения кольцевой контактной поверхности 28 на верхней поверхности 10 и нижней поверхности 8, устанавливаемой на нижние опорные поверхности 9 гнезда, на расстоянии от центральной области 26, окружающей сквозное отверстие 24, для получения устойчивой опоры пластины при закреплении в гнезде. Кольцевая контактная поверхность 28 также имеет второй углубленный участок 33 на двух прямых длинных сторонах 12, 13 пластины и вдоль сквозного отверстия 24 на верхней поверхности 10 и нижней поверхности 8, в результате чего верхняя и нижняя поверхности обеспечены двумя контактными участками на кольцевой поверхности, продолжающимися вдоль двух коротких сторон пластины.
Далее будут описаны возможное использование и функциональные возможности, обеспеченные описанной выше конструкцией режущей пластины и, в частности, внешним видом участков режущей кромки. Режущая пластина представляет собой пластину с отрицательной геометрией с задней поверхностью (периферийная боковая поверхность v-образных коротких сторон 14, 15) к каждой режущей кромке, перпендикулярной нижней поверхности и верхней поверхности пластины, таким образом она должна быть выполнена с радиальным передним углом (смотри Фиг.1 и 2) около -12°. Она также закреплена в гнезде с осевым передним углом r, составляющим -10°, для получения зазора в осевом направлении, и радиальный передний угол может быть обеспечен более положительным (на 3°) благодаря наличию задней скошенной поверхности 22, чем при отсутствии этой поверхности.
Первая угловая кромка 17 может служить в качестве кромки, образующей поверхность на заготовке. Главная режущая кромка 18 предназначена для большинства операций обработки со снятием стружки, будучи направленной к внешней периферийной стороне вершины корпуса 2 концевой фрезы. Направленный вниз профиль главной режущей кромки от первой угловой кромки 17 до второй угловой кромки 19 и положительный передний угол этой режущей кромки снижают нагрузку на нее, что приводит к облегчению резания и снижению вероятности повреждения более чувствительной второй угловой кромки.
Первая вспомогательная режущая кромка 20 используется для операции врезания под углом, будучи направленной к внутренней передней стороне концевой фрезы, и вся первая вспомогательная режущая кромка будет контактировать с заготовкой под максимально возможным углом врезания. Наклон первой вспомогательной режущей кромки и ее длина относительно главной режущей кромки определяют величину указанного максимального угла врезания, и эти два параметра режущей пластины в соответствии с настоящим изобретением выбираются так, чтобы этот угол врезания был существенно больше по сравнению с известными режущими пластинами, относящимися к типу, определенному во введении. Наклоны главной режущей кромки и первой вспомогательной режущей кромки на виде сверху также оказывают положительное влияние на способность врезания под углом. В частности, максимальный угол врезания для концевой фрезы диаметром 16 мм в соответствии с изобретением составляет 3,9°, что на 39% больше, чем для пластин, раскрытых выше в отношении известного уровня техники, а для фрез диаметром 25 мм составляет 3°, что на 150% больше, чем для известных двухсторонних режущих пластин. Больший угол врезания также приводит к увеличению возможной величины шага спирали при винтовом фрезеровании/винтовой интерполяции. Задняя скошенная поверхность 22 рядом с первой вспомогательной режущей кромкой 20 обеспечивает более длинный стружколом, чем в известной режущей пластине, что обеспечивает большую подвижность при врезании под углом, винтовом фрезеровании и при вертикальном фрезеровании/плунжерном фрезеровании. Вторая вспомогательная режущая кромка 21 используется для резания заготовки при выполнении фрезерования уступов.
Кроме того, пластина с отрицательной геометрией в соответствии с настоящим изобретением может быть изготовлена с использованием простой традиционной технологии, т.е. одноосного прессования, что приводит к снижению стоимости изготовления по сравнению с известной рассмотренной выше двухсторонней режущей пластиной, для которой это невозможно, и для получения конструкции пластины требуется использование многоосного прессования, шлифования или подобной обработки. Углубленные участки являются важными элементами двухсторонней пластины с приподнятыми режущими кромками, поскольку такую пластину невозможно отшлифовать для обеспечения устойчивой опоры на нижней опорной поверхности. Также будет проще обеспечить хорошую осевую опору пластины в гнезде фрезы, и пластина будет иметь хорошую устойчивость благодаря протяженности задних поверхностей, перпендикулярных верхней и нижней сторонам пластины.
Разумеется, изобретение не ограничивается описанным выше вариантом осуществления, и множество возможных модификаций будет очевидно для специалиста в данной области техники без отклонения от объема изобретения, который определен в приложенной формуле изобретения.
В качестве нескольких из многочисленных возможных модификаций можно отметить, что корпус фрезы может иметь любое другое число гнезд для приема режущих пластин, и пластина может быть установлена под разными радиальными и/или осевыми передними углами при условии наличия значительного зазора до заготовки. Обеспечение пластины более отрицательным радиальным передним углом может, например, исключать необходимость задней скошенной поверхности, в результате чего пластина может быть обеспечена внутренней третьей угловой режущей кромкой на ее месте.
Длины режущих кромок, упоминаемые в настоящем описании, представляют собой длины на виде пластины сбоку, так что длина первой вспомогательной режущей кромки в варианте осуществления, показанном на фигурах, составляет около 89% от длины главной режущей кромки, включая вторую угловую кромку, хотя длины этих режущих кромок кажутся одинаковыми, если смотреть сверху, как на Фиг.5.
Точка режущей кромки, наиболее удаленная от нижней поверхности, может быть расположена на первой вспомогательной режущей кромке вблизи первой угловой кромки.
То, что первая вспомогательная режущая кромка направлена вниз от указанной точки, наиболее удаленной от нижней поверхности, в случае, когда эта точка расположена на первой угловой кромке, разумеется, означает, что первая вспомогательная режущая кромка направлена вниз от ее начала на границе с первой угловой кромкой.
| название | год | авторы | номер документа |
|---|---|---|---|
| ТАНГЕНЦИАЛЬНАЯ РЕЖУЩАЯ ПЛАСТИНА И ФРЕЗА | 2003 |
|
RU2304037C2 |
| ОДНОСТОРОННЯЯ ИНДЕКСИРУЕМАЯ РЕЖУЩАЯ ПЛАСТИНА ДЛЯ ВРЕЗНОГО ФРЕЗЕРОВАНИЯ И ФРЕЗА ДЛЯ ВРЕЗНОГО ФРЕЗЕРОВАНИЯ | 2014 |
|
RU2676811C1 |
| МЕТАЛЛОРЕЖУЩАЯ ПЛАСТИНА И ФРЕЗА | 2014 |
|
RU2678554C2 |
| РЕЖУЩАЯ ПЛАСТИНА ДЛЯ ФРЕЗЫ И ФРЕЗА | 2005 |
|
RU2389587C2 |
| ТАНГЕНЦИАЛЬНАЯ РЕЖУЩАЯ ПЛАСТИНА И ФРЕЗА | 2004 |
|
RU2354511C2 |
| РЕЖУЩАЯ ПЛАСТИНА ДЛЯ ФРЕЗЫ И ФРЕЗА | 2016 |
|
RU2693973C2 |
| ФРЕЗА И ДВУХСТОРОННЯЯ РЕЖУЩАЯ ПЛАСТИНА ДЛЯ БОЛЬШИХ ПОДАЧ | 2018 |
|
RU2677898C1 |
| ТАНГЕНЦИАЛЬНАЯ РЕЖУЩАЯ ПЛАСТИНА И ФРЕЗА | 2012 |
|
RU2579867C2 |
| ТАНГЕНЦИАЛЬНАЯ РЕЖУЩАЯ ПЛАСТИНА И ФРЕЗА | 2003 |
|
RU2337795C2 |
| РЕЖУЩАЯ ПЛАСТИНА И ИНСТРУМЕНТ ДЛЯ ФРЕЗЕРОВАНИЯ ЗАПЛЕЧИКОВ | 2017 |
|
RU2746549C2 |
Группа изобретений относится к обработке материалов резанием и может быть использована при фрезеровании пазов и уступов, а также при фрезеровании под углом концевыми фрезами небольшого диаметра. Индексируемая режущая пластина имеет первую угловую кромку, выполненную с возможностью образования передней вершины режущей кромки, наиболее удаленной в направлении оси вращения концевой фрезы, принимающей пластину. Главная режущая кромка направлена вниз, приближаясь к нижней поверхности пластины вдоль ее протяженности от первой угловой кромки. Вспомогательная режущая кромка продолжается от первой угловой кромки и направлена вниз от точки режущей кромки, наиболее удаленной от нижней поверхности, до внутреннего угла пластины и имеет длину, составляющую 80%-95% от длины главной режущей кромки, включая вторую угловую кромку, на виде режущей пластины сбоку. Обеспечивается высокопроизводительная обработка. 2 н. и 13 з.п. ф-лы, 7 ил.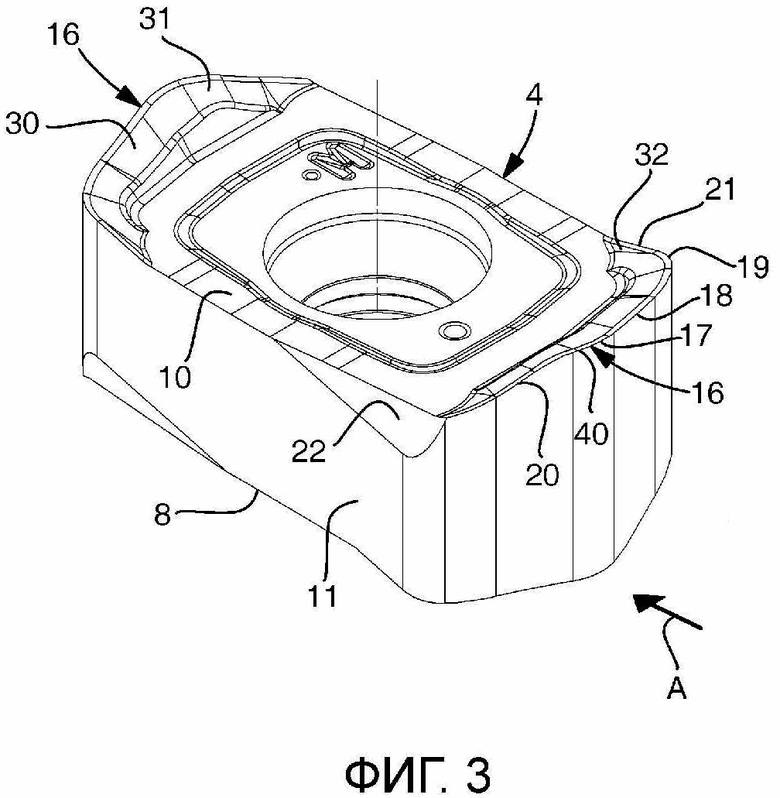
1. Индексируемая режущая пластина для концевой фрезы (1), содержащая:
нижнюю поверхность (8), выполненную с возможностью установки на опорной поверхности (9) гнезда (3) корпуса концевой фрезы (1),
верхнюю поверхность (10) и
периферийную боковую поверхность (11), соединяющую нижнюю поверхность и верхнюю поверхность,
причем режущая пластина имеет шестиугольную основную форму, если смотреть перпендикулярно верхней поверхности, с двумя прямыми длинными сторонами (12, 13) и двумя v-образными короткими сторонами (14, 15), режущая пластина является двухсторонней с идентичными нижней и верхней поверхностями (8, 10), на пересечении каждой из которых с периферийной боковой поверхностью (11) пластины вдоль каждой v-образной короткой стороны (14, 15) образована режущая кромка (16),
при этом каждая режущая кромка (16) содержит
первую угловую кромку (17), образующую переднюю режущую вершину на v-образной короткой стороне, в результате чего угловая кромка (17) наиболее удалена в направлении оси (C) вращения указанной концевой фрезы (1) в состоянии использования,
главную режущую кромку (18), продолжающуюся от указанной первой угловой кромки (17) в первом направлении на v-образной короткой стороне, в результате чего главная режущая кромка (18) продолжается наружу до второй угловой кромки (19), расположенной на внешнем углу концевой фрезы (1) в состоянии использования, и
первую вспомогательную режущую кромку (20), продолжающуюся от первой угловой кромки (17) во втором направлении на v-образной короткой стороне, противоположном первому направлению главной режущей кромки (18), в результате чего первая вспомогательная режущая кромка (20) продолжается в направлении внутреннего угла пластины (23) в состоянии использования,
отличающаяся тем, что четыре первые угловые кромки (17) пересекаются плоскостью (P) симметрии, делящей пластину на две равные части и проходящей перпендикулярно нижней и верхней поверхностям (8, 10), при этом главная режущая кромка (18) направлена вниз, приближаясь к нижней поверхности (8) пластины вдоль ее протяженности от первой угловой кромки (17), причем первая вспомогательная режущая кромка (20) продолжается от указанной первой угловой кромки (17), направлена вниз от точки (40) режущей кромки (16), наиболее удаленной от нижней поверхности (8), до внутреннего угла (23) пластины и имеет длину, составляющую 80%-95% от длины главной режущей кромки (18), включая вторую угловую кромку, на виде пластины сбоку.
2. Режущая пластина по п. 1, отличающаяся тем, что она представляет собой пластину (4) с отрицательной геометрией с задней поверхностью к каждой режущей кромке (16), перпендикулярной нижней поверхности (8) и верхней поверхности (10) пластины.
3. Режущая пластина по п. 1 или 2, отличающаяся тем, что точка (40) каждой режущей кромки (16), наиболее удаленная от нижней поверхности (8), расположена на первой угловой кромке (17).
4. Режущая пластина по любому из пп. 1-3, отличающаяся тем, что протяженность направленной вниз первой вспомогательной режущей кромки (20) от точки (40), наиболее удаленной от нижней поверхности (8), имеет средний наклон 15°-45° или 20°-40° относительно указанной нижней поверхности (8).
5. Режущая пластина по любому из пп. 1-4, отличающаяся тем, что протяженность направленной вниз главной режущей кромки (18) от первой угловой кромки (17) до второй угловой кромки (19) имеет средний наклон 3°-15° или 5°-10°.
6. Режущая пластина по любому из пп. 1-5, отличающаяся тем, что направленная вниз первая вспомогательная режущая кромка (20) содержит вогнутый участок.
7. Режущая пластина по любому из пп. 1-6, отличающаяся тем, что направленная вниз главная режущая кромка (18) содержит вогнутый участок.
8. Режущая пластина по любому из пп. 1-7, отличающаяся тем, что режущая кромка (16) соединена со второй вспомогательной режущей кромкой (21), образованной на пересечении периферийной боковой поверхности (11) с верхней поверхностью (10) вдоль участка прямой длинной стороны (12, 13) и продолжающейся от второй угловой кромки (19), в результате чего вторая вспомогательная режущая кромка (21) образует внешнюю периферийную режущую кромку концевой фрезы (1) при использовании.
9. Режущая пластина по п. 8, отличающаяся тем, что передняя поверхность второй вспомогательной режущей кромки (21) имеет положительный передний угол, составляющий 10°-30°, 15°-30° или 20°-30°.
10. Режущая пластина по любому из пп. 1-9, отличающаяся тем, что передняя поверхность главной режущей кромки (18) имеет положительный передний угол, составляющий 10°-30°, 15°-25° или 20°.
11. Режущая пластина по любому из пп. 1-10, отличающаяся тем, что передняя поверхность первой вспомогательной режущей кромки (20) имеет положительный передний угол, составляющий по меньшей мере 10°, по всей протяженности вспомогательной режущей кромки, в частности в диапазоне 10°-25° или 15°-25°.
12. Режущая пластина по любому из пп. 1-11, отличающаяся тем, что задняя скошенная поверхность (22), образующая внешний угол, составляющий менее 90°, в частности 60°-80°, относительно нижней поверхности (8), расположена на периферийной боковой поверхности вдоль длинной стороны пластины на соединении этой поверхности с нижней поверхностью (8) и ниже второй угловой кромки (19) каждой режущей кромки (16).
13. Режущая пластина по любому из пп. 1-12, отличающаяся тем, что сквозное отверстие (24) для крепления пластины (4) в гнезде (3) корпуса (2) концевой фрезы проходит от центральной области (26) верхней поверхности (10) до нижней поверхности (8) и имеет центральную ось (D), проходящую в указанной плоскости (P) симметрии, причем верхняя поверхность (10) и нижняя поверхность (8) имеют первый углубленный участок (27), окружающий сквозное отверстие (24), для обеспечения кольцевой контактной поверхности (28) на верхней поверхности (10) и нижней поверхности (8), в результате чего двухсторонняя пластина поддерживается указанной опорной поверхностью (9) гнезда (3) на расстоянии от центральной области (26), окружающей сквозное отверстие (24).
14. Режущая пластина по п. 13, отличающаяся тем, что кольцевая контактная поверхность (28) углублена на двух прямых длинных сторонах пластины и вдоль сквозного отверстия на верхней поверхности (10) и нижней поверхности (8), в результате чего верхняя и нижняя поверхности выполнены с двумя контактными участками на кольцевой контактной поверхности, продолжающимися вдоль двух коротких сторон пластины.
15. Концевая фреза, отличающаяся тем, что она содержит по меньшей мере одну режущую пластину (4) по любому из пп. 1-14, корпус (2) фрезы, включающий в себя передний конец (5) и задний конец (6), между которыми проходит центральная ось (C) вращения, вокруг которой может вращаться фреза в направлении вращения, и по меньшей мере одно гнездо (3) под пластину, образованное в переходной области между передним концом и огибающей поверхностью (7), продолжающейся между передним концом и задним концом корпуса фрезы, и крепежное средство (25), выполненное с возможностью крепления режущей пластины (4) в гнезде (3) посредством прижима участков (28) ее нижней поверхности (8) к опорной поверхности (9) гнезда из условия, что угловая кромка (17) режущей кромки (16) пластины наиболее удалена в направлении центральной оси (C) вращения.
| WO 2015199031 A1, 30.12.2015 | |||
| Концевая фреза И.С.Терешонка | 1980 |
|
SU972735A2 |
| РЕЖУЩАЯ ПЛАСТИНА, ИМЕЮЩАЯ РЕЖУЩИЕ КРОМКИ С УГЛУБЛЕННЫМИ УЧАСТКАМИ | 2010 |
|
RU2542037C2 |
| US 20120009029 A1, 12.01.2012 | |||
| US 20150139743 A1, 21.05.2015. | |||

