Изобретение относится к технологии производства натурального шпона и может найти применение в деревообрабатывающей промышленности.
Известен метод окунания для пропитки натурального шпона, включающее ванну, противовсплывное устройство и крышку (Ломакин А.Д. Защита древесины и древесных материалов. М.: Лесн. пром-ть, 1990. 256 с.)
В процессе пропитки шпона листы шпона находятся в неподвижном состоянии, рабочий раствор под действием давления жидкости и явлений смачиваемости проникает во внутренние слои шпона. Причем величина пропитки зависит от многих факторов, например, глубины погружения листов шпона и его толщины, породы древесины, температуры рабочего раствора и его концентрации, времени выдержки и т.д.
Однако этот способ обработки натурального шпона не позволяет произвести глубокую пропитку шпона, т.к. проницаемость древесины диффузией длительный процесс и с увеличением толщины шпона уменьшается, а время необходимое для пропитки увеличивается.
Ближайшим аналогом является способ пропитки сырого фанерного шпона при производстве древесных пластиков (А.С. 93153, Класс 38h, БИ №1, 1952 г.) Шпон, получаемый с лущильного станка и содержащий воду в количестве 70-100%, подвергается в течение 10-20 минут отжатию от воды на прессе при ступенчатом повышении давления до 160 кг/см2. После отжатия шпон подвергается пропитке раствором водорастворимых искусственных смол в неподвижном состоянии сначала в ваннах, а затем в стопах, где рабочий раствор искусственных смол под действием диффузии проникает во внутренние слои шпона.
Недостатки данного способа: 1) наличие технологических операций загрузки - разгрузки пресса, загрузки шпона в ванну и выгрузки усложняют технологический процесс; 2) после снятия давления начинается упругое восстановление толщины шпона, и поры древесины заполняются воздухом, который при дальнейшей пропитке под действием диффузии препятствует заполнению этих пор смолами, увеличивая время пропитки.
Технической задачей, на решение которой направлено данное изобретение является повышение эффективности и равномерности обработки шпона.
Поставленная задача достигается тем, что, в способе обработки шпона, включающем механическое удаление избытка воды из шпона вальцами, и введение в него раствора водорастворимых искусственных смол, согласно изобретения, лист шпона перед удалением воды нагревают токами высокой частоты, а после удаления воды немедленно пропитывают раствором искусственных смол путем создаваемого разряжения в порах древесины, затем шпон прокатывают между вальцами, линейная скорость которых меньше скорости движения шпона, при этом шпон дополнительно подвергают воздействию вибрации вальцами, подсоединенными к виброприводу.
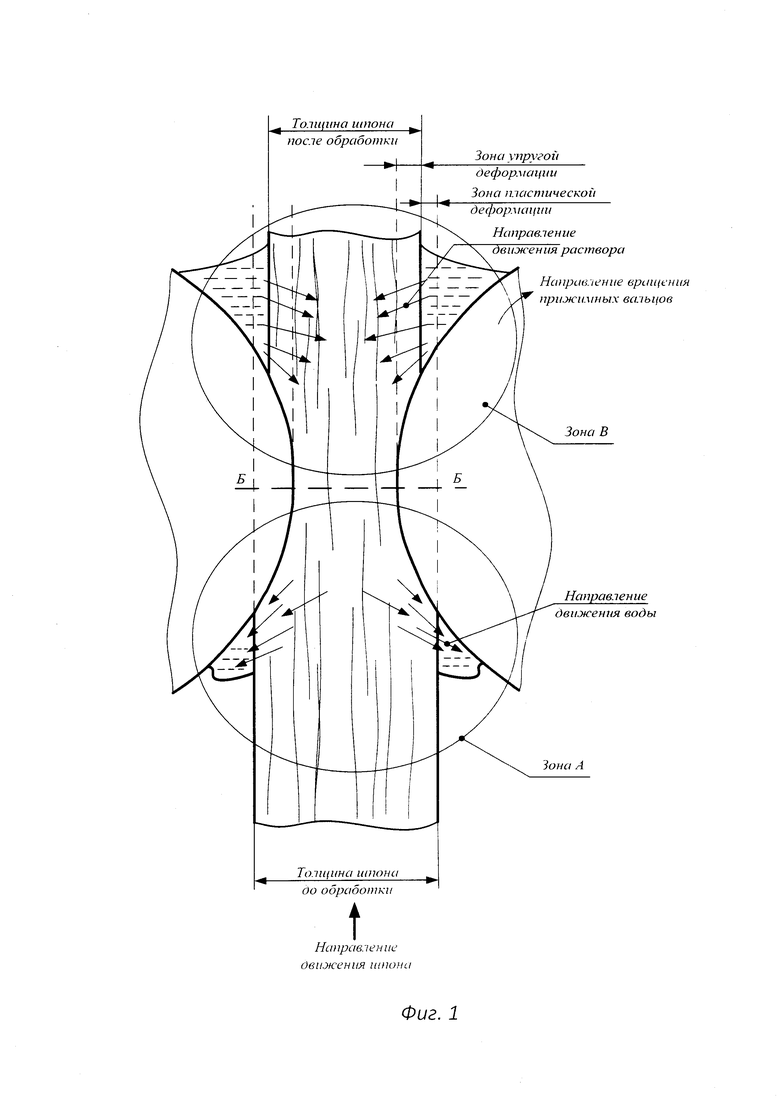
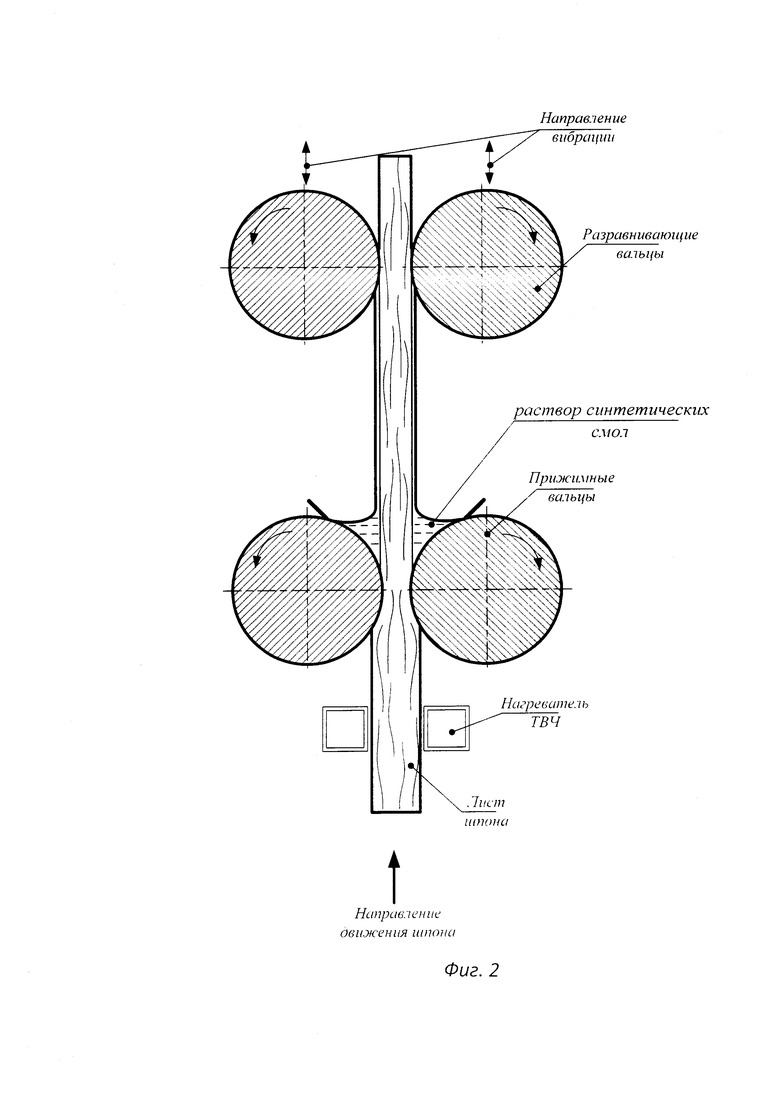
Сущность изобретения поясняется чертежами, где на фиг. 1 представлена сущность процессов, происходящих в листе шпона при прохождении через прижимные вальцы, а на фиг. 2 пример реализации способа.
На фиг. 1 при большом увеличении рассматривается лист шпона, который пропускают через прижимные вальцы. (Здесь учитываются упруго-пластичные свойства древесины.) При воздействии на лист шпона давления от вальцов толщина листа шпона уменьшается, вода, находящаяся в порах древесины, выдавливается на поверхность листа шпона и удаляется (зона А). После прохождения места максимального сжатия шпона (линия Б-Б), толщина листа начинает увеличиваться (зона В). Поры древесины начинают расширяться, и в них образуется разрежение, когда поверхность вальцов перестает касаться поверхности шпона, лист шпона немедленно проходит через раствор искусственных смол, который под действием разряжения втягивается в поры древесины. Для ускорения процессов, происходящих в древесине, лист шпона предварительно нагревают в токах высокой частоты. На фиг. 2 показан пример реализации способа.
Лист шпона подогревают в токах высокой частоты до температуры 75-80°С и подают на прижимные вальцы для удаления избытка воды из шпона, создания разряжения в порах древесины и немедленного пропитывания раствором смол. Далее шпон, на поверхности которого находится смола, подают на разравнивающие вальцы, расстояние между которыми находится в пределах толщины листа шпона после обработки на прижимных вальцах, а линейная скорость движения поверхности вальцов, меньше скорости движения шпона на 1-5% в зависимости от вязкости смолы. При этом, во время прохождения листа шпона между разравнивающими вальцами, за счет разницы линейных скоростей, раствор искусственных смол вдавливается в поры, равномерно распределяясь по толщине листа. Излишний раствор удаляют с поверхности вальцов. Для повышения эффективности и равномерности пропитывания лист шпона подвергают воздействию вибрации. Для этого вальцы, подсоединяют к виброприводу.
Использование предлагаемого способа позволит обеспечить более эффективную и равномерную обработку шпона искусственными смолами.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ пропитки сырого фанерного шпона при производстве древесных пластиков | 1951 |
|
SU93153A1 |
| Способ получения фанеры и древесных пластиков | 1945 |
|
SU69001A1 |
| Способ получения пропитанного шпона | 2021 |
|
RU2788522C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОГНЕЗАЩИЩЕННОЙ ФАНЕРЫ | 1995 |
|
RU2080246C1 |
| Способ изготовления пластика из волокон древесины и других содержащих целлюлозу растений | 1939 |
|
SU85976A1 |
| СПОСОБ ГАЛОГЕНИРОВАНИЯ ЛИГНОЦЕЛЛЮЛОЗНЫХМАТЕРИАЛОВ | 1970 |
|
SU259740A1 |
| Способ изготовления огнезащищенной фанеры | 1985 |
|
SU1329967A1 |
| Способ изготовления электроизоляционного древесного слоистого пластика | 1981 |
|
SU1029238A1 |
| Способ получения лигнофоля | 1940 |
|
SU61532A1 |
| СПОСОБ ОБРАБОТКИ ДРЕВЕСНЫХ МАТЕРИАЛОВ | 1991 |
|
RU2088400C1 |
Изобретение относится к деревообрабатывающей промышленности, в частности к обработке шпона. Выполняют механическое удаление избытка воды из шпона вальцами и введение в него раствора водорастворимых искусственных смол. Перед удалением воды лист шпона нагревают токами высокой частоты. После удаления воды лист шпона немедленно пропитывают раствором искусственных смол путем создаваемого разрежения в порах древесины. Затем шпон прокатывают между вальцами, линейная скорость которых меньше скорости движения шпона. При этом шпон дополнительно подвергают воздействию вибрации вальцами, подсоединенными к виброприводу. Повышается эффективность и равномерность обработки шпона. 2 ил.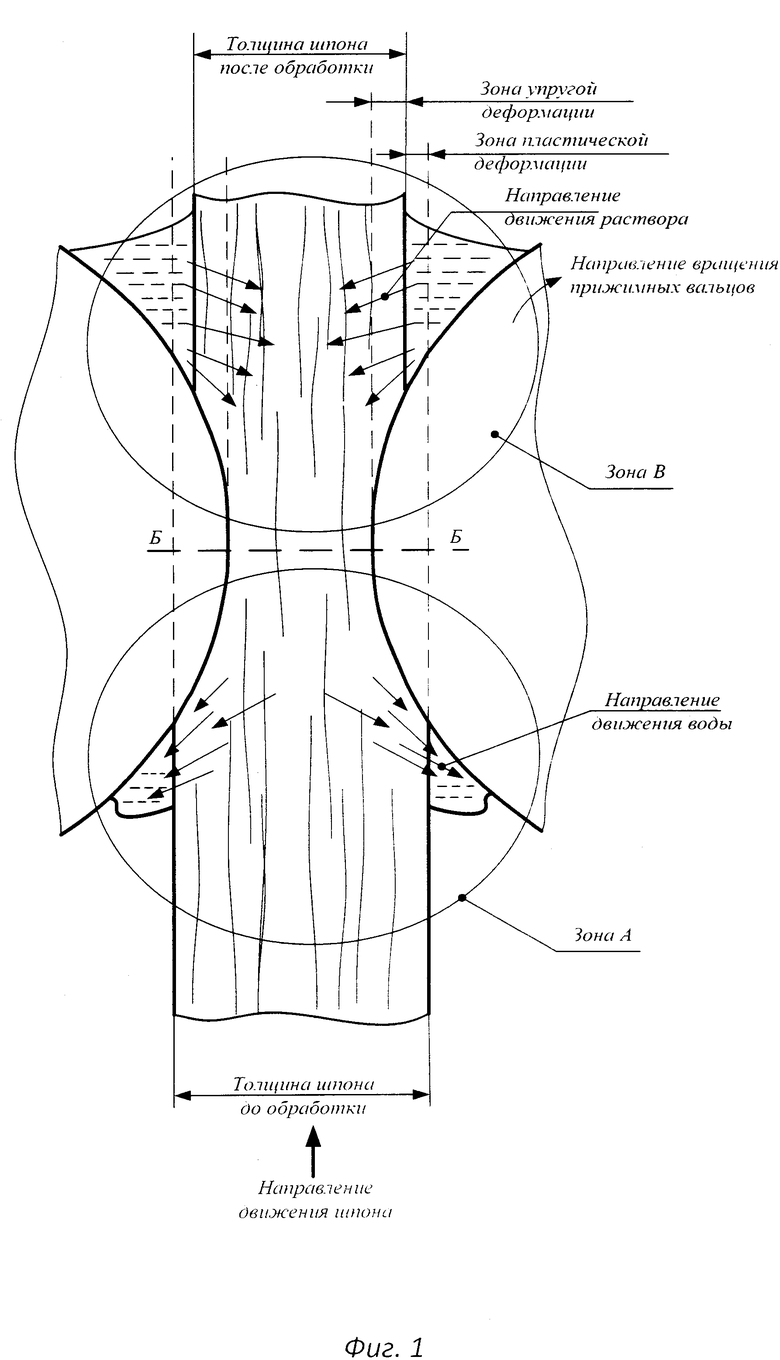
Способ обработки шпона, включающий механическое удаление избытка воды из шпона вальцами, и введение в него раствора водорастворимых искусственных смол, отличающийся тем, что лист шпона перед удалением воды нагревают токами высокой частоты, а после удаления воды немедленно пропитывают раствором искусственных смол путем создаваемого разрежения в порах древесины, затем шпон прокатывают между вальцами, линейная скорость которых меньше скорости движения шпона, при этом шпон дополнительно подвергают воздействию вибрации вальцами, подсоединенными к виброприводу.
| Способ пропитки сырого фанерного шпона при производстве древесных пластиков | 1951 |
|
SU93153A1 |
| СПОСОБ ПРОПИТКИ ДРЕВЕСИНЫ, НАПРИМЕР, ЛИСТВЕННЫХ ПОРОД РАСТВОРАМИ КРАСИТЕЛЕЙ | 0 |
|
SU164109A1 |
| Способ производства поршней двигателей внутреннего сгорания из алюминиевых сплавов | 2018 |
|
RU2674543C1 |
| Транзисторный ключ | 1981 |
|
SU1007195A1 |
| Ломакин А.Д | |||
| Защита древесины и древесных материалов, Лесная промышленность, М., 1990. | |||

