Область техники, к которой относится изобретение
Настоящее изобретение относится к способу управления электромагнитными устройствами перемешивания металлического материала в расплавленном состоянии в литейной машине в соответствии с признаками ограничительной части п. 1 формулы изобретения.
Настоящее изобретение также относится к литейной машине в соответствии с признаками ограничительной части п. 8 формулы изобретения.
Настоящее изобретение также относится к установке для производства металлических стержней в соответствии с признаками ограничительной части п. 12 формулы изобретения.
Настоящее изобретение также относится к процессу литья для производства металлических стержней в соответствии с признаками ограничительной части п. 13 формулы изобретения.
Определения
В настоящем описании и в прилагаемой формуле изобретения следующие термины следует понимать в соответствии с определениями, приведенными ниже.
Под выражением "металлический стержень" понимают все виды продукции литейной машины, такие как биллеты, блюмные заготовки или слябы, имеющие различные формы сечения, например, квадратную, прямоугольную, круглую, многоугольную.
Под выражением "литейная машина" понимают как машины вертикальной заливки, так и литейные машины с изгибом.
Уровень техники
В области производства стали или в общем металлов и металлических сплавов существенную роль играют машины непрерывного литья. Литье представляет собой производственный процесс, который позволяет производить стальные полуфабрикаты, называемые биллетами, блюмными заготовками, слябами в зависимости от их размера и формы. Производство полуфабрикатов происходит, начиная с металла или металлического сплава в расплавленном состоянии, который разливают в литейную форму, охлаждаемую посредством охлаждающей текучей среды, которая протекает в направлении, противоположном направлению перемещения металлического полуфабриката, постепенно формирующегося в объеме литейной формы. Форму располагают по сути вертикально. Форму открывают с нижнего конца, из которого выходит полученный полуфабрикат. Форму открывают на верхнем конце, через который поступает жидкий металл, который начинает постепенно затвердевать внутри формы, чтобы потом его извлечь с нижнего конца формы. Процесс является стационарным, то есть в единицу времени из нижней части формы выходит такое количество металла, по меньшей мере частично затвердевшего, которое соответствует количеству жидкого металла, который поступает в форму через верхнюю часть. После того, как процесс литья начался, уровень жидкого металла в форме остается по сути постоянным, то есть положение свободной поверхности жидкого металла, то есть положение так называемого мениска, относительно внутренней стенки литейной формы во время процесса остается постоянным с течением времени. Чтобы сохранить уровень жидкого металла постоянным, то есть сохранить положение мениска неизменным, можно изменять скорость извлечения материала, получаемого в форме, или можно изменять поток жидкого металла, который поступает в форму через верхний конец. Это происходит на основе детектирования положения мениска в литейной форме.
В области производства установок непрерывного литья металлических материалов в общем различных видов стали и металлических сплавов также прибегают к электромагнитным устройствам перемешивания металлического материала в расплавленном состоянии, называемым, в общем, перемешивателями. Перемешиватель создает электромагнитное поле, генерирующее силу внутри матрицы или литейной формы, в которой металлический материал в расплавленном состоянии начинает течь внутри ванны расплавленного металла, получая эффект перемешивания от указанной силы. В матрице или литейной форме происходит охлаждение поверхности или оболочки создаваемого металлического стержня, и в соответствии с выходом металлического стержня из матрицы или формы у него имеется затвердевшая периферийная зона или оболочка толщиной 10-30 мм, внутри которой имеется сердцевина, в которой металлический материал все еще находится в расплавленном состоянии, и который постепенно затвердевает по мере прохождения металлического стержня через охлаждающую камеру литьевой машины, в которой его подвергают воздействию охлаждающих блоков, которые в общем состоят из ряда распылителей воды. Известно как применение перемешивателей для матриц и литейных форм, в которые происходит заливка металлического материала в расплавленном состоянии, так и применение перемешивателей в охлаждающей камере литьевой машины для получения более высокого качества структуры металлического стержня и сокращения возникновения дефектов.
Перемешиватель состоит из корпуса, внутри которого расположена электрообмотка для прохождения тока, который индуцирует перемешивающее электромагнитное поле. В корпусе имеется открытый канал, через который проходит горячий металлический стержень. Например, применение перемешивателей способствует сокращению наружных или внутренних газовых пузырей и включений, трещин, пористости, сегрегации, а также способствует улучшению структуры затвердевания.
Известно два типа перемешивателей, а именно, перемешиватели вращательного типа и перемешиватели линейного типа. В случае перемешивателей вращательного типа перемешиватель создает электромагнитное поле, генерирующее силу внутри матрицы или литейной формы, в которой находится металлический материал в расплавленном состоянии, которая индуцирует вращающийся поток внутри ванны расплавленного металла, причем вращающийся поток возникает в плоскости, которая по существу перпендикулярна направлению извлечения металлического стержня, формирующегося в литейной форме, получая эффект перемешивания самой ванны расплавленного металла. В случае перемешивателей линейного типа перемешиватель создает электромагнитное поле, генерирующее силу внутри матрицы или литейной формы, в которой находится металлический материал в расплавленном состоянии, которая индуцирует поток внутри ванны расплавленного металла, причем поток направлен в соответствии с направлением, которое по существу параллельно направлению извлечения металлического стержня, формирующегося в литейной форме, получая эффект перемешивания самой ванны расплавленного металла.
Известны машины непрерывного литья и машины полунепрерывного литья как, например, машины, описанные в документе WO 2015079071, в котором описан способ полунепрерывного литья стальной стренги, в котором выполняют управляемое охлаждение полузатвердевшей стренги после ее извлечения из литейной формы до полного затвердевания стренги, причем охлаждение происходит в третичной зоне охлаждения литейной машины.
Известны решения касательно перемешивателей, которые являются подвижными вдоль различных положений в литейной камере литейной машины как, например, решения, описанные в документе WO 2013/174512 того же заявителя, который следует рассматривать как включенный в этот документ посредством ссылки.
В патентной заявке CN 103182495 описан многофункциональный электромагнитный перемешиватель, содержащий шесть слоев кольцевых сердечников, которые расположены горизонтально, шесть стержневых сердечников, которые расположены вертикально и тридцать шесть одинаковых соленоидных катушек. Шесть слоев кольцевых сердечников являются взаимнонезависимыми. Шесть слоев кольцевых сердечников выровнены по вертикали и разделены интервалами. Внутренняя стенка каждого слоя кольцевого сердечника содержит шесть выступающих полюсов. Шесть стержневых сердечников распределены равномерно на внешних стенках кольцевых сердечников; каждый стержневой сердечник содержит пять выступающих полюсов. Выступающие полюсы стержневых сердечников вставлены в вертикально разделенные интервалы кольцевых полюсов. Выступающие полюсы каждого стержневого сердечника и выступающие полюсы шести слоев кольцевых сердечников расположены на одной и той же окружности. Верхние поверхности выступающих полюсов каждого стержневого сердечника вставлены во внутренние стенки между выступающими полюсами кольцевых сердечников. Тридцать шесть соленоидных катушек соответствующим образом насажены на каждый выступающий полюс кольцевых сердечников. Трехфазный низкочастотный переменный ток подают от источника питания переменной частоты. В соответствии с раскрытым решением описанная конструкция может быть использована в качестве конструктивной основы для конфигурирования различных вариантов соединения катушек, установленных в соответствии с различными полюсами так, что базовая конструкция может быть выполнена независимо от следующей конфигурации соединения катушек, и, следовательно, впоследствии ее можно персонализировать и сконфигурировать фиксированным способом в соответствии с требуемой схемой соединений катушек.
В патентной заявке ЕР 0080326 описана литейная машина, содержащая литейную форму и электромагнитное средство перемешивания, расположенное вокруг пути металлической стренги. Электромагнитное средство перемешивания содержит набор электромагнитных катушек, расположенных вокруг стренги. Набор катушек соединен с двумя отдельными источниками питания с помощью двух отдельных наборов соединений, так что один источник питания и набор соединений активирует набор катушек для обеспечения воздействия вращательного усилия поля на стренгу, а другой источник питания и набор соединений активирует набор катушек, чтобы обеспечить воздействие осевого усилия поля на стренгу.
Проблемы существующего уровня техники
Решения известного уровня техники обычно ограничены альтернативным применением одного или другого типа перемешивателей, то есть существуют литейные машины, оснащенные вращательными перемешивателями, и литейные машины, оснащенные линейными перемешивателями.
Сочетание двух режимов работы не предусмотрено из-за несовместимости устройств, используемых в этих двух конфигурациях. То есть, если литейная машина выполнена с инверторами и перемешивателями, которые подходят для работы в качестве вращательных перемешивателей, то она непригодна для работы в качестве литейной машины с линейными перемешивателями. И наоборот, если литейная машина выполнена с инверторами и перемешивателями, пригодными для работы в качестве линейных перемешивателей, то она непригодна для работы в качестве литейной машины с вращательными перемешивателями.
Задача изобретения
Задача настоящего изобретения заключается в том, чтобы предложить перемешиватель и способ управления перемешивателем, который обеспечивает возможность изменения конфигурации между рабочим состоянием, в котором перемешиватель действует как вращательный перемешиватель, и рабочим состоянием, в котором перемешиватель действует как линейный перемешиватель.
Концепция изобретения
Задача достигается посредством признаков независимого пункта формулы изобретения. Зависимые пункты формулы изобретения представляют собой предпочтительные решения.
Технические результаты
Решение в соответствии с настоящим изобретением посредством значительного творческого вклада, эффект которого представляет собой непосредственный и важный технический прогресс, дает различные преимущества.
Возможность изменения рабочих режимов перемешивателя между вращательным перемешивателем и линейным перемешивателем на одной и той же литейной машине позволяет работать с одной и той же литейной машиной в соответствии с различными режимами работы, которые соответственно подходят для литья различных типов литых изделий различного качества, что в соответствии с имеющимися решениями известного уровня техники, потребовало бы, с другой стороны, использования двух разных литейных машин.
Преимущественно описанное решение позволяет реализовать литейные машины, конфигурацию которых можно легко менять для различных рабочих условий, как например, между первой рабочей конфигурацией, в которой в литейной машине отливают одно литое изделие, которое может быть подвергнуто перемешивающему действию расплавленной ванны посредством вращательной или линейной перемешиватели или их комбинации с чередующимися фазами вращательного перемешивания и линейного перемешивания, и второй рабочей конфигурацией, в которой одновременно в литейной машине отливают два изделия на параллельных линиях литья одной и той же машины, причем каждое из двух литые изделий подвергают перемешивающему действию расплавленной ванны с помощью перемешивателей, использующих те же самые устройства, которые использовались для перемешивания расплавленной ванны в первой рабочей конфигурации. В частности, в первой рабочей конфигурации решение в соответствии с настоящим изобретением, таким образом, позволяет использовать оба способа вращательного перемешивателя и линейного перемешивателя, сочетая их преимущества и, следовательно, улучшая конечные результаты. В частности, во второй рабочей конфигурации решение в соответствии с настоящим изобретением также позволяет использовать одну и ту же литейную машину в соответствии с режимами работы, обеспечивающими высокую производительность при получении металлических стержней, что позволяет изготавливать несколько металлических стержней на одной и той же литейной машине.
Краткое описание чертежей
В дальнейшем решение описано со ссылкой на прилагаемые чертежи, которые следует рассматривать как неисчерпывающий пример настоящего изобретения, причем на чертежах:
на фиг. 1 показана литейная машина, содержащая систему в соответствии с настоящим изобретением;
на фиг. 2 показан трехфазный инвертор для приведения в действие перемешивателя;
на фиг. 3 показан трехфазный инвертор, подходящий для приведения в действие линейного перемешивателя;
на фиг. 4 показан силовой каскад трехфазного инвертора для приведения в действие линейного перемешивателя;
на фиг. 5 и 6 схематично показано изменение сигналов напряжения и тока в случае конфигурации соединения, приведенной на фиг. 4;
на фиг. 7 показана схема трехфазного инвертора, подходящего для приведения в действие линейного перемешивателя;
на фиг. 8 представлена принципиальная схема подключения в случае конкретного применения настоящего изобретения;
на фиг. 9 представлен схематичный вид первой рабочей конфигурации литейной машины, в которой отливают одно единственное изделие;
на фиг. 10 показан схематичный вид второй рабочей конфигурации литейной машины, изображенной на фиг. 9, в которой одновременно отливают два изделия на параллельных линиях литья одной и той же машины;
на фиг. 11 показан схематичный вид действия линейных перемешивателей на одной из линий литья в случае первого режима управления линейными перемешивателями;
на фиг. 12 показан схематичный вид действия линейных перемешивателей на одной из линий литья в случае второго режима управления линейными перемешивателями;
на фиг. 13 и 14 схематично показано применение настоящего изобретения с мобильным перемешивателем в литьевой машине с изгибом;
на фиг. 15 схематично показано применение настоящего изобретения с мобильным перемешивателем в вертикальной литьевой машине;
Раскрытие изобретения
Со ссылкой на чертежи (фиг. 1, фиг. 9, фиг. 10, фиг. 11, фиг. 12) настоящее изобретение относится к электромагнитному устройству (1, 1', 1'', 1''', 1'''') перемешивания металлического материала в расплавленном состоянии, обычно называемом "перемешивателем". Электромагнитное перемешивающее устройство (1) в соответствии с настоящим изобретением предназначено для применения в литейной машине (18). Система в соответствии с изобретением подходит для применения как на литейных машинах (18) непрерывного типа, так и на литейных машинах полунепрерывного типа. Примером литейных машин полунепрерывного типа является решение, описанное в документе WO 2015079071, который следует рассматривать как включенный посредством ссылки, в котором описан способ полунепрерывного литья стальной стренги, в котором после извлечения из формы выполняют контролируемое охлаждение полузатвердевшей стренги до полного ее затвердевания, причем охлаждение происходит в третичной зоне охлаждения литейной машины.
В общем случае решение в соответствии с изобретением подходит как для литейных машин вертикального типа (фиг. 15), так и для литейных машин с изгибом (фиг. 13, фиг. 14). В общем случае (фиг. 1) в литейной машине (18) металлический материал в расплавленном состоянии заливают из промежуточного разливочного устройства (19) в форму (14), расположенную ниже промежуточного разливочного устройства (19), а металлический стержень (16) выходит из литейной формы в ее нижней части в соответствии с направлением извлечения (22). Металлический стержень (16) может представлять собой, в качестве примера и без ограничения для целей настоящего изобретения, биллет, блюмную заготовку или сляб с сечением разной формы, например, с квадратным, прямоугольным, круглым, многоугольным сечением. В настоящем описании и в прилагаемой формуле изобретения выражение "литейная машина", таким образом, означает вертикальные литейные машины, литейные машины с изгибом, машины непрерывного литья, машины полунепрерывного литья. Электромагнитное перемешивающее устройство (1, 1', 1'', 1''', 1'''') оказывает перемешивающую силу посредством пропускания тока для создания электромагнитного поля через обмотку или индукционные катушки (20', 20'', 20'''). Перемешивающая сила действует на частично затвердевший металлический стержень (16), формируемый внутри литейной формы (14), но также могут быть предложены варианты осуществления, в которых перемешивающая сила возникает в частично затвердевшем металлическом стержене (16) после того, как он уже вышел из литейной формы (14). Фактически, когда металлический стержень (16) выходит из литейной формы (14), он еще не находится в полностью затвердевшем состоянии, но металлический стержень (16) состоит из оболочки в твердом состоянии, охватывающей сердцевину, находящуюся в расплавленном состоянии. В этом случае электромагнитное перемешивающее устройство (1, 1', 1'', 1''', 1'''') воздействует посредством перемешивающего электромагнитного поля на находящуюся в расплавленном состоянии сердцевину из частично затвердевшего металлического материала (16). В случае применения в литейной форме поле воздействует на металлический материал в расплавленном состоянии, который поддерживают на постоянном уровне, уравновешивая количество материала, вводимого в форму, и материала, извлекаемого из формы, так чтобы мениск (15) всегда находился приблизительно в одном и том же положении внутри формы.
Электромагнитное перемешивающее устройство (1, 1', 1'', 1''', 1'''', 11a, 11b) приводят в действие (фиг. 2, фиг. 3, фиг. 4, фиг. 7, фиг. 8) посредством инверторов (2, 2', 2'', 2''', 2''''). Инверторы представляют собой устройства, пригодные для преобразования трехфазного переменного напряжения сети переменного тока, имеющего фиксированное напряжение и частоту, подаваемое на вход (3) источника питания, в возбуждающее переменное напряжение переменной амплитуды, имеющее частоту, которую задают на основе опорного сигнала, подаваемого на опорный вход (4) инвертора (2, 2', 2'', 2''', 2''''). Инверторы представляют собой устройства, которые также являются подходящими для преобразования напряжения, подаваемого на вход (3) источника питания в виде входного постоянного тока в возбуждающее переменное напряжение с переменной амплитудой, имеющее частоту, которую устанавливают на основе опорного сигнала, подаваемого на опорный вход (4) инвертора (2, 2', 2'', 2''', 2''''). В соответствии с моделью инвертора к выходу можно подключить приводимую в действие нагрузку, которая может представлять собой сбалансированную нагрузку с 2 или 3 фазами или несбалансированную нагрузку с 3 фазами, как в случае перемешивателей или электромагнитного перемешивающего устройства (1, 1', 1'', 1''', 1'''', 11a, 11b).
В общем случае, когда (фиг. 2) необходимо питать сбалансированную трехфазную нагрузку, в качестве перемешивателей вращательного типа (11а) необходимо использовать инвертор (2), имеющий три выходных IGBT-вывода (биполярный транзистор с изолированным затвором), то есть первый IGBT-вывод, относящийся к первой фазе, второй IGBT-вывод, относящийся ко второй фазе, третий IGBT-вывод, относящийся к третьей фазе. В общем случае, когда (фиг. 3, фиг. 4, фиг. 7) необходимо питать несбалансированную трехфазную нагрузку, в качестве перемешивателей линейного типа (11b) необходимо использовать инвертор (2), имеющий три выходных IGBT-вывода (биполярный транзистор с изолированным затвором), то есть первый IGBT-вывод, относящийся к первой фазе, второй IGBT-вывод, относящийся ко второй фазе, третий IGBT-вывод, относящийся к третьей фазе, а также оснащенный четвертым IGBT-выводом. В этом случае четвертая фаза, относящаяся к четвертому IGBT-выводу, должна быть подключена к нейтральному проводнику нагрузки (нейтральной точке звезды).
Путем изменения тока и частоты, подаваемой на перемешиватель или электромагнитное перемешивающее устройство (1, 1', 1'', 1''', 1'''', 11a, 11b) посредством инвертора (2), создают электромагнитное поле, которое действует с разной перемешивающей силой и скоростью на расплавленный металлический материал формируемого стержня (16). Таким образом, эту силу можно приложить к расплавленному металлическому материалу во время литья. Сила, прикладываемая к расплавленному металлическому материалу посредством перемешивателей или электромагнитного перемешивающего устройства, обеспечит более высокое качество стержня после получения конечного продукта.
Управляющее устройство (5), которое находится в управляющем каскаде (6) внутри инвертора (2, 2', 2'', 2''', 2''''), может нормально работать с сигналом обратной связи по току, который получают посредством (фиг. 7) датчика (27) тока, например, внутри инвертора. Сигнал обратной связи по току можно сравнить с соответствующим эталонным опорным током I, который может находиться в диапазоне от минимального значения I = 0 до номинального значения I, которое определяет номинальный рабочий ток для инвертора (2, 2', 2'', 2''', 2''''). Из сравнения между сигналом обратной связи по току и соответствующим эталонным током получают сигнал токовой погрешности, который отправляют на регулятор тока, который увеличивает или уменьшает выходное напряжение инвертора (2, 2', 2'', 2''', 2'''') так, чтобы получить выходной ток, равный соответствующему эталонному опорному току I. Управляющее устройство (5) использует векторное управление, которое обеспечивает высокую точность регулировки тока, подаваемого инвертором (2, 2', 2'', 2''', 2'''') с высокой стабильностью.
Рабочие параметры инвертора могут быть изменены с помощью панели оператора или компьютера со специальной программой. Инвертор может работать в различных режимах, таких как сервисный режим, в котором команды и опорные значения устанавливают через панель оператора, режим управления посредством цифровых и аналоговых входных данных, в котором команды и опорные значения задают посредством таких входных данных, режим управления посредством последовательной линии связи, управляемой программируемым устройством управления.
В общем случае инвертор может обеспечить на выходе трехфазное напряжение, в котором каждая фаза может иметь частоту, изменяющуюся от минимальной частоты Fmin возбуждения до максимальной частоты Fmax возбуждения. Инвертор (2, 2', 2'', 2''', 2'''') может быть сконфигурирован и структурирован для обеспечения на выходе управляющего тока, принимающего значение от минимального значения I = 0 до номинального значения I, которое может быть выбрано в зависимости от характеристик перемешивателей или электромагнитного перемешивающего устройства. В качестве примера и без ограничения для целей настоящего изобретения токи генерации электромагнитного поля могут быть переменными токами, имеющими частоту от 1 до 50 Герц и силой от 100 до 1000 Ампер. В общем, инвертор имеет разные команды. Например, инвертор имеет команду активации предварительной зарядки, в соответствии с которой управляющее устройство (5) замыкает контактор предварительной зарядки до достижения напряжения шины постоянного тока, которое, по меньшей мере, равно значению предварительной зарядки, в целом около 80% от конечного значения. После достижения значения предварительной зарядки, управляющее устройство (5) замыкает главный контактор, и фаза предварительной зарядки завершается.
В этом случае инвертор переходит в состояние, соответствующее состоянию готовности к запуску.
Инвертор дополнительно имеет команду пуска, которая может быть отправлена, когда инвертор находится в состоянии готовности к запуску. Если дана команда пуска, то инвертор переходит в запущенное состояние и начинает модуляцию выходного напряжения, задавая ему требуемое значение, для получения требуемого выходного напряжения через пространственно-векторный модулятор. Таким образом, можно получить выходное напряжение от инвертора, равное 96% от входного напряжения. Инвертор имеет команду останова, в соответствии с которой инвертор выполняет линейное снижение напряжения, в конце которого он отключает подачу мощности на перемешиватель, возвращаясь в состояние, соответствующее состоянию готовности к запуску. Инвертор имеет команду дезактивации предварительной зарядки, в соответствии с которой управляющее устройство (5) управляющего каскада (6) инвертора размыкает главный контактор. В этом случае инвертор переходит в состояние, не готовое к запуску. Инвертор имеет команду запуска режима работы с переменным циклом. В этом режиме работы с переменным циклом подаваемый ток не всегда равен требуемому опорному току, но подаваемый ток проходит от положительного цикла, в котором электромагнитное поле вращается в первом направлении вращения, например, по часовой стрелке, для заданного первого периода, до отрицательного цикла, в котором электромагнитное поле вращается во втором направлении, противоположном первому направлению, например, против часовой стрелки, для заданного второго периода.
Управляющее устройство (5) управляющего каскада (6) инвертора также выполняет мониторинг дисбаланса подаваемых токов относительно разных фаз. Если измеренный ток отличается от установленного на значение, превышающее заданный порог срабатывания, например, тридцать ампер, в течение времени, превышающего заданный интервал времени, например, пятнадцать секунд, то подают сигнал тревоги. Если измеренный ток отличается от установленного на значение, превышающее заданный порог пробоя, например, пятьдесят ампер, в течение времени, превышающего заданный интервал времени пробоя, например, двадцать секунд, то подают сигнал пробоя. Посредством упомянутой системы мониторинга можно контролировать, находятся ли перемешиватель или его соединительные кабели в критических условиях, таких как неисправности или пробои.
В общем случае инвертор содержит управляющий каскад (6) и силовой каскад (26), который, в свою очередь, содержит преобразователь переменного/постоянного тока для преобразования переменного напряжения в постоянное напряжение, а также преобразователь постоянного/переменного тока для преобразования постоянного напряжения в переменное напряжение. Такие детали собраны в одном устройстве таким образом, что инвертор можно рассматривать как преобразователь переменного/переменного тока. Например, (фиг. 2) трехфазный инвертор (2), подходящий для приведения в действие перемешивателей (11а) вращательного типа, может содержать управляющий каскад (6) и силовой каскад (26), который сконфигурирован и спроектирован так, чтобы приводить в действие первую катушку (20'), вторую катушку (20'') и третью катушку (20''') электромагнитного перемешивающего устройства (11а) вращательного типа. Например, (фиг. 3) трехфазный инвертор (2), подходящий для приведения в действие перемешивателей (11b) линейного типа, может содержать управляющий каскад (6) и силовой каскад (26), который сконфигурирован и спроектирован так, чтобы приводить в действие первую катушку (20'), вторую катушку (20'') и третью катушку (20''') электромагнитного перемешивающего устройства (11b) линейного типа. В этом случае инвертор (2) снабжен четвертым выводом, соединенным с несбалансированной трехфазной нагрузкой, состоящей из электромагнитного перемешивающего устройства (11b) линейного типа.
Как было объяснено, перемешиватели или электромагнитные перемешивающие устройства, обычно используемые на практике, представляют собой электромагнитные перемешивающие устройства (11а) вращательного типа и электромагнитные перемешивающие устройства (11b) линейного типа. Обратимся к электромагнитному перемешивающему устройству (11b) линейного типа, в нем используют электромагнитное поле, которое изменяется линейно вдоль продольной оси электромагнитного перемешивающего устройства (11b) линейного типа. Обратимся к электромагнитному перемешивающему устройству (11а) вращательного типа, в нем используют электромагнитное поле, вращающееся вокруг продольной оси электромагнитного перемешивающего устройства (11а) вращательного типа. Как электромагнитное перемешивающее устройство (11а) вращательного типа, так и электромагнитное перемешивающее устройство (11b) линейного типа осуществляет перемешивание расплавленного металла изготавливаемого частично затвердевшего металлического стержня (16).
В электромагнитном перемешивающем устройстве (1, 1', 1'', 1''', 1'''', 11b) линейного типа расположены катушки (20', 20'', 20'') (фиг. 9, фиг. 10, фиг. 11, фиг. 12) в ряд одна за другой вдоль продольной оси (23) электромагнитного перемешивающего устройства (1, 1', 1'', 1''', 1'''', 11b) линейного типа. Например, можно предложить решения электромагнитного перемешивающего устройства (1, 1', 1'', 1''', 1'''', 11b) линейного типа, оснащенного первой катушкой (20'), второй катушкой (20''), третьей катушкой (20''). Когда на эти катушки (20', 20'', 20'') подают трехфазный ток, в результате получают движущееся электромагнитное поле. Электромагнитное поле, которое изменяется во времени, вызывает индуцированные токи в расплавленном металле производимого частично затвердевшего металлического стержня (16). Упомянутые индуцированные токи вступают в реакцию с электромагнитным полем, порождая силы, которые приводят в движение расплавленный металл производимого частично затвердевшего металлического стержня (16), создавая поток расплавленного металла. Сильный поток расплавленного металла создает сильные напряжения сдвига, и сдвиговые усилия разрушают дендритные образования вблизи границы твердой и жидкой части производимого частично затвердевшего металлического стержня (16).
В перемешивателе или электромагнитном перемешивающем устройстве (11а) вращательного типа обычно имеется шесть катушек, которые расположены в пространстве под углом 60° друг относительно друга вокруг литейной формы. Противоположные катушки взаимно соединены в противоположном порядке таким образом, чтобы генерировать поле, которое создает силу, действующую в одном и том же направлении. Таким образом, возникающий сдвиг фазы электрического тока по отношению к трем командным фазам катушек составляет 120°, так что электромагнитное перемешивающее устройство (11а) вращательного типа возбуждают трехфазным током со сдвигом по фазе равным 120°. Нагрузка таким образом является сбалансированной.
С другой стороны, в перемешивателе или электромагнитном перемешивающем устройстве (11b) линейного типа обмотки катушек (20', 20'', 20''') расположены (фиг. 9) на одной плоскости (24) в соответствии с к конфигурацией, в которой катушки (20', 20'', 20''') размещены в ряд друг за другом вдоль продольной оси (23) электромагнитного перемешивающего устройства. Питание осуществляют с трехфазным током, сдвинутым по фазе на 120°. Из-за несимметричности перемешивателя или электромагнитного перемешивающего устройства (11b) линейного типа нагрузка является несбалансированной. С классическим трехфазным инвертором невозможно управлять несбалансированной нагрузкой без введения дисбаланса в токах. Для получения синусоидального трехфазного тока с той же амплитудой, со сдвигом по фазе на 120°, необходимо использовать специальный 3-фазный инвертор, снабженный четвертым выводом, и соединение происходит таким образом, что четвертую фазу, связанную с четвертым выводом, подключают к нейтральному проводнику нагрузки, то есть к нейтральной точке звезды соединения катушек (20', 20'', 20'''). Основной характеристикой трехфазного инвертора с дополнительным выводом для нейтрали является возможность управления несбалансированными нагрузками.
Со ссылкой (фиг. 3, фиг. 4, фиг. 7) с силовым каскадом (26) инвертора (2) IGBT-типа соединение с электромагнитным перемешивающим устройством (11b) линейного типа осуществляют в соответствии с конфигурацией, в которой используют несколько выводов соединений. Первый вывод инвертора (2) первой фазы соединен с первым концом первой катушки (20') электромагнитного перемешивающего устройства (11b) линейного типа. Второй вывод инвертора (2) второй фазы соединен с первым концом второй катушки (20'') электромагнитного перемешивающего устройства (11b) линейного типа. Третий вывод инвертора (2) третьей фазы соединен с первым концом третьей катушки (20''') электромагнитного перемешивающего устройства (11b) линейного типа. Четвертый вывод инвертора (2) четвертой фазы соединен с нейтральной точкой звезды катушек (20', 20'', 20'''), то есть четвертый вывод инвертора (2) соединен со вторым концом первой катушки (20'), со вторым концом второй катушки (20'') и со вторым концом третьей катушки (20') электромагнитного перемешивающего устройства (11b) линейного типа. Эта архитектура позволяет создавать сбалансированный выходной ток также в условиях несбалансированной нагрузки, как в случае электромагнитного перемешивающего устройства (11b) линейного типа. Архитектура трехфазного инвертора (2) и схема соединений в случае (фиг. 3, фиг. 4, фиг. 7) электромагнитного перемешивающего устройства (11b) линейного типа аналогичны архитектуре трехфазного инвертора (2) и схеме соединений в случае (фиг. 2) электромагнитного перемешивающего устройства (11а) вращательного типа, но в случае (фиг. 3, фиг. 4, фиг. 7) электромагнитного перемешивающего устройства (11b) линейного типа имеется четвертый вывод инвертора (2) четвертой фазы, который соединен либо с положительным, либо с отрицательным проводником постоянного тока, обеспечивая гибкость для управления нейтральным потенциалом, и, следовательно, благодаря наличию четвертого IGBT-вывода, который управляет нейтральной точкой звезды, создает сбалансированное напряжение на нагрузке, состоящей из электромагнитного перемешивающего устройства (11b) линейного типа, которое само по себе не является сбалансированной нагрузкой. Например, когда (фиг. 4) несбалансированную нагрузку, такую как электромагнитное перемешивающее устройство (11b) линейного типа, подключают к инвертору (2), имеющему четвертый вывод четвертой фазы с алгоритмом управления 3D SVPWM (пространственно-векторной широтно-импульсной модуляцией), получают (фиг. 5, фиг. 6) баланс, который подчеркивает колебание напряжения (фиг. 5) и тока (фиг. 6) на несбалансированной нагрузке.
Как было описано ранее (фиг. 7), управляющее устройство (5), которое находится в управляющем каскаде (6) внутри инвертора (2), может работать с сигналом обратной связи по току, который получают посредством (фиг. 7) датчика (27) тока, например, внутри самого инвертора (2). Сигнал обратной связи по току сравнивают с соответствующим эталонным током и полученный таким способом сигнал токовой погрешности, который отправляют на регулятор тока, который увеличивает или уменьшает выходное напряжение инвертора (2) таким образом, чтобы получить выходной ток, равный соответствующему опорному току. Управляющее устройство (5) использует векторное управление, которое обеспечивает высокую точность регулировки тока, подаваемого инвертором (2) с высокой стабильностью.
Например, для целей настоящего изобретения можно использовать инверторы (2) типа AC/AC с нагрузкой с максимальным коэффициентом мощности 0,2 или 0,3. Например, можно использовать инверторы с максимальным коэффициентом мощности 0,2, подходящие для работы с напряжениями на соответствующем (фиг. 3) входе (3) источника питания от 360 до 480 В переменного тока, номинальным выходным током, имеющим среднеквадратическое значение тока от 400 до 800 А, например, 400, 550, 750, 800 А, с мощностью от 60 до 120 кВт, например 60, 70, 80, 100, 120, 140 кВт. Например, можно использовать инверторы с максимальным коэффициентом мощности 0,2, подходящие для работы с напряжениями на соответствующем (фиг. 3) входе (3) источника питания от 540 до 660 В переменного тока, номинальным выходным током, имеющим среднеквадратическое значение тока от 400 до 800 А, например, 400, 550, 750, 800 А, с мощностью от 90 до 210 кВт, например 90, 110, 120, 150, 180, 120, 150, 180, 210 кВт. Например, можно использовать инверторы с максимальным коэффициентом мощности 0,3, подходящие для работы с напряжениями на соответствующем (фиг. 3) входе (3) источника питания от 360 до 480 В переменного тока, номинальным выходным током, имеющим среднеквадратическое значение тока от 400 до 800 А, например, 400, 550, 750, 800 А, с мощностью от 90 до 210 кВт, например 90, 110, 120, 150, 180, 120, 150, 180, 210 кВт. Например, можно использовать инверторы с максимальным коэффициентом мощности 0,3, подходящие для работы с напряжениями на соответствующем (фиг. 3) входе (3) источника питания от 540 до 660 В переменного тока, номинальным выходным током, имеющим среднеквадратическое значение тока от 400 до 800 А, например, 400, 550, 750, 800 А, с мощностью от 130 до 320 кВт, например 130, 160, 180, 220 285, 320 кВт.
Инверторы (2) могут быть снабжены дополнительными входами вспомогательного источника питания для электроники силового модуля на 110 или 220 В переменного тока или для цифровых входов с напряжением 24 В постоянного тока.
Инверторы (2), подходящие для настоящего изобретения, могут иметь частоту переключения IGBT в диапазоне от 0,5 до 1,5 кГц, например 0,5, 0,75, 1,0, 1,25, 1,5 кГц.
Например (фиг. 9, фиг. 10), рассмотрим литейную машину, которую можно настроить в соответствии с двумя рабочими конфигурациями. В первой рабочей конфигурации (фиг. 9) литейной машины одно единственное изделие отливают в одной единственной литейной форме (14) при перемешивании ванны расплавленного металла посредством четырех линейных перемешивателей (1', 1'', 1''', 1''''), содержащих первое перемешивающее устройство (1'), второе перемешивающее устройство (1''), третье перемешивающее устройство (1'''), четвертое перемешивающее устройство (1''''). Во второй рабочей конфигурации (фиг. 10) литейной машины одновременно отливают два изделия в двух литейных формах (14', 14'') при перемешивании ванны расплавленного металла посредством четырех линейных перемешивателей (1', 1'', 1''', 1''''). Эти два изделия отливают на параллельных линиях литья одной и той же машины при перемешивании ванны расплавленного металла посредством двух линейных перемешивателей для каждой линии литья; при этом литейная машина оснащена первой литейной формой (14') и второй литейной формой (14''). Первую литейную форму (14') подвергают действию одной пары линейных перемешивателей (1', 1''), содержащей первое перемешивающее устройство (1'), второе перемешивающее устройство (1''). Вторую литейную форму (14'') подвергают действию другой пары линейных перемешивателей (1''', 1''''), содержащей третье перемешивающее устройство (1'''), четвертое перемешивающее устройство (1'''').
Каждое из перемешивающих устройств (1', 1'', 1''', 1''''), то есть первое перемешивающее устройство (1'), второе перемешивающее устройство (1''), третье перемешивающее устройство (1'''), четвертое перемешивающее устройство (1''''), представляет собой перемешивающее устройство линейного типа, содержащее по меньшей мере две катушки (20', 20'', 20'''), предпочтительно содержащие первую катушку (20'), вторую катушку (20''), третью катушку (20'''), которые расположены в ряд друг за другом вдоль продольной оси (23) электромагнитного перемешивающего устройства линейного типа в соответствии с конфигурацией, в которой обмотки катушек (20', 20'', 20''') расположены (фиг. 9) на одной единственной плоскости (24), которая параллельна продольной оси (23) электромагнитного перемешивающего устройства линейного типа.
Использование линейных перемешивателей парами или в конфигурации с четырьмя перемешивателями направлено на определенные типы литейных машин, в которых наименьшие форматы изготавливаемого металлического стержня (16) могут быть отлиты одновременно на двух параллельных линиях, в то время как самые большие форматы изготавливаемого металлического стержня (16) отливают на одной центральной линии, которая находится в центре литейной машины относительно положения двух параллельных линий, предназначенных для небольших форматов. Например, без ограничения для целей настоящего изобретения под выражением "небольшие форматы" понимают металлические стержни (16), выполненные с круглым сечением и диаметром от 400 до 1000 мм. Например, без ограничения для целей настоящего изобретения под выражением "большие форматы" понимают металлические стержни (16), выполненные с круглым сечением и диаметром от 1000 до 1600 мм.
Обращаясь к упрощенному представлению единственной линии (фиг. 8), соединение перемешивающих устройств (1', 1'', 1''', 1'''') с сетью питания происходит посредством одного трансформатора (12), который питает распределительную панель (10), подающую питание на каждый из инверторов (2', 2'', 2''', 2''''), которые питают соответствующее перемешивающие устройства (1', 1'', 1''', 1'''') посредством соединительных коробок (9, 9', 9'', 9''', 9''''). В частности, первое перемешивающее устройство (1') соединено с первым инвертором (2'), предпочтительно через первую соединительную коробку (9'), второе перемешивающее устройство (1'') соединено со вторым инвертором (2''), предпочтительно через вторую соединительную коробку (9''), третье перемешивающее устройство (1''') соединено с третьим инвертором (2'''), предпочтительно через третью соединительную коробку (9'''), четвертое перемешивающее устройство (1''') соединено с четвертым инвертором (2''''), предпочтительно через четвертую соединительную коробку (9''''). Первый инвертор (2'), второй инвертор (2''), третий инвертор (2''') и четвертый инвертор (2'''') подключены к распределительной панели (10) через дополнительные устройства, такие как контакторы (13) или разъединители (17).
Как в случае, когда литейная машина сконфигурирована для работы в первой рабочей конфигурации (фиг. 9) с литьем одного единственного изделия в одной единственной литейной форме (14), так и в случае, когда литейная машина сконфигурирована для работы во второй рабочей конфигурации (фиг. 10) с литьем двух изделий в двух литейных формах (14', 14''), пары перемешивателей или перемешивающих устройств (1', 1'', 1''', 1''''), расположенные противоположно относительно центральной оси литейной формы (14, 14', 14''), могут быть выполнены так, что:
- одно из перемешивающих устройств (1', 1'', 1''', 1'''') из упомянутой пары воздействует на расплавленный металл в литейной форме (14, 14', 14'') силой, которая направлены в том же направлении (фиг. 11), что и сила, с которой воздействует другое перемешивающее устройство (1', 1'', 1''', 1'''') из упомянутой пары противоположных перемешивателей или перемешивающих устройств (1', 1'', 1''', 1''''). Например, (фиг. 11) первое перемешивающее устройство (1') из упомянутой пары воздействует на расплавленный металл силой, которая по существу направлена вверх, и второе перемешивающее устройство (1'') из упомянутой пары воздействует на расплавленный металл силой, которая по существу направлена вверх. Например, первое перемешивающее устройство (1') из упомянутой пары воздействует на расплавленный металл силой, которая по существу направлена вниз, и второе перемешивающее устройство (1'') из упомянутой пары воздействует на расплавленный металл силой, которая по существу направлена вниз;
- одно из перемешивающих устройств (1', 1'', 1''', 1'''') из упомянутой пары воздействует на расплавленный металл в литейной форме (14, 14', 14'') силой, которая направлены в направлении (фиг. 12), противоположном силе, с которой воздействует другое перемешивающее устройство (1', 1'', 1''', 1'''') из упомянутой пары противоположных перемешивателей или перемешивающих устройств (1', 1'', 1''', 1''''). Например, (фиг. 12) первое перемешивающее устройство (1') из упомянутой пары воздействует на расплавленный металл силой, которая по существу направлена вверх, а второе перемешивающее устройство (1'') из упомянутой пары воздействует на расплавленный металл силой, которая по существу направлена вниз.
Термины "вверх" и "вниз" относятся к направлению силы тяжести, когда форма (14) установлена практически в вертикальном положении. Очевидно, что аналогичные соображения с видоизменениями, которые будут очевидны специалисту в данной области техники, также применимы для случая литейной формы, расположенной наклонно относительно направления силы тяжести.
Со ссылкой на случай, в котором литейная машина сконфигурирована для работы в первой рабочей конфигурации (фиг. 9) с литьем одного единственного изделия в одной единственной литейной форме (14), может быть предусмотрено, что четыре перемешивателя или перемешивающих устройства (1', 1'', 1''', 1'''') действуют на расплавленный металл в литейной форме как перемешиватели линейного типа в соответствии с альтернативными конфигурациями. Например, (фиг. 9) в последовательности четырех перемешивающих устройств (1', 1'', 1''', 1''''), расположенных вокруг формы, каждое перемешивающее устройство может быть сконфигурировано таким образом, чтобы оказывать на расплавленный металл усилие, которое ориентировано по существу в соответствии с вертикальным направлением, в противоположном направлении относительно по существу вертикального направления, в соответствии с которым направлена сила, оказываемая другими перемешивающими устройствами, соседними с ним в последовательности из четырех перемешивателей (1', 1'', 1''', 1''''), расположенных вокруг формы. В соответствии с этой конфигурацией, например (фиг. 9), перемешивающие устройства (1', 1'', 1''', 1'''') могут быть сконфигурированы и структурированы так, чтобы работать в соответствии с:
- первым рабочим режимом, в котором первое перемешивающее устройство (1') воздействует на расплавленный металл силой, которая по существу направлена вверх, третье перемешивающее устройство (1''') воздействует на расплавленный металл силой, которая по существу направлена вниз, второе перемешивающее устройство (1'') воздействует на расплавленный металл силой, которая по существу направлена вверх, четвертое перемешивающее устройство (1'''') воздействует на расплавленный металл силой, которая по существу направлена вниз;
или
- вторым рабочим режимом, в котором первое перемешивающее устройство (1') воздействует на расплавленный металл силой, которая по существу направлена вниз, третье перемешивающее устройство (1''') воздействует на расплавленный металл силой, которая по существу направлена вверх, второе перемешивающее устройство (1'') воздействует на расплавленный металл силой, которая по существу направлена вниз, четвертое перемешивающее устройство (1'''') воздействует на расплавленный металл силой, которая по существу направлена вверх;
или
- третьим рабочим режимом, в котором чередуются периоды времени, в которых перемешивающие устройства (1', 1'', 1''', 1'''') работают в соответствии с первым рабочим режимом, и периоды времени, в которых перемешивающие устройства (1', 1'', 1''', 1'''') работают в соответствии со вторым рабочим режимом;
- четвертым рабочим режимом, в котором чередуются периоды времени, в которых работает только первая пара перемешивающих устройств (1', 1'', 1''', 1'''') взаимно противоположных относительно центральной оси литейной формы (14, 14', 14''), и периоды времени, в которых работает только вторая пара перемешивающих устройств (1', 1'', 1''', 1'''') взаимно противоположных относительно центральной оси литейной формы (14, 14', 14''), отличных от первой пары. Например (фиг. 9), первое перемешивающее устройство (1') и второе перемешивающее устройство (1'') могут работать в первом периоде времени, в то время как третье перемешивающее устройство (1''') и четвертое перемешивающее устройство (1'''') выключены, и третье перемешивающее устройство (1''') и четвертое перемешивающее устройство (1'''') могут работать во втором периоде времени, следующем за первым периодом времени, в то время как первое перемешивающее устройство (1') и второе перемешивающее устройство (1'') выключены.
Термины "вверх" и "вниз" относятся к направлению силы тяжести, когда форма (14) установлена практически в вертикальном положении. Очевидно, что аналогичные соображения с видоизменениями, которые будут очевидны специалисту в данной области техники, также применимы для случая литейной формы, расположенной наклонно относительно направления силы тяжести.
Следует отметить, что решение в соответствии с изобретением отличается большой гибкостью в использовании. На самом деле, со ссылкой на случай, в котором литейная машина сконфигурирована так, чтобы работать в первой рабочей конфигурации (фиг. 9), в которой отливают одно единственное изделие в одной единственной литейной форме (14), и в которой содержится четыре перемешивающих устройства (1', 1'', 1''', 1''''), каждое из которых выполнено в виде перемешивателя линейного типа и оснащено по меньшей мере одной парой катушек (20', 20'', 20'''), может быть предусмотрено, что все четыре перемешивающих устройства (1', 1'', 1''', 1'''') работают вместе, каждое приводят в действие соответствующим инвертором (2', 2'', 2''', 2''''), имеющим четвертый вывод, соединенный с нейтральным проводником нагрузки, то есть с нейтральной точкой звезды соединения катушек (20', 20'', 20'''), в соответствии с двумя возможными конфигурациями, которые определены ниже как рабочая конфигурация с четвертым компенсационным выводом или рабочая конфигурация с единственной катушкой. В обеих конфигурациях один инвертор сконфигурирован в виде главного инвертора, а другие три инвертора сконфигурированы в виде подчиненных инверторов.
В случае рабочей конфигурации с четвертым компенсационным выводом, четвертый вывод инвертора, соединенный с нейтральной точкой звезды соответствующего перемешивающего устройства (1', 1'', 1''', 1''''), используют для компенсации несбалансированных токов, которые возникают вследствие линейной типологии перемешивателей, так как токи в трех фазах имеют различное эффективное значение, потому что геометрия перемешивателей создает взаимные индуктивности, которые отличаются в разных фазах. В этой рабочей конфигурации питание всех катушек (20', 20'', 20''') каждого перемешивающего устройства (1', 1'', 1''', 1'''') осуществляют аналогично питанию трехфазного перемешивателя вращательного типа, создавая толкающий поток, который направлен вверх или вниз. Предпочтительно, в этом случае перемешивающие устройства (1', 1'', 1''', 1'''') используют парами в соответствии с конфигурацией, в которой перемешиватель образует пару с диаметрально противоположным перемешивателем, и каждую пару включают попеременно в течение заданного периода времени в соответствии с ранее определенным четвертым рабочим режимом, в котором чередуются периоды времени, в которых работает только первая пара перемешивающих устройств (1', 1'', 1''', 1'''') взаимно противоположных относительно центральной оси литейной формы (14, 14', 14''), и периоды времени, в которых работает только вторая пара перемешивающих устройств (1', 1'', 1''', 1'''') взаимно противоположных относительно центральной оси литейной формы (14, 14', 14''), отличных от первой пары. Движение, индуцируемое в расплавленном металле, возникает вдоль оси литья. Перемешиватели, образующие пару, могут работать с одной и той же последовательностью фаз (фиг. 11) или с инвертированной последовательностью фаз одного перемешивателя относительно другого (фиг. 12) в соответствии с тем, что было сказано выше.
В случае рабочей конфигурации с единственной катушкой питание предпочтительно подают только на одну катушку (20', 20'', 20''') каждого перемешивающего устройства (1', 1'', 1''', 1''''). Например, можно использовать только первые катушки (1') первого перемешивающего устройства (1'), второго перемешивающего устройства (1''), третьего перемешивающего устройства (1''') и четвертого перемешивающего устройства (1''''). В случае, в котором используют только те катушки, которые расположены ближе к началу литейной формы (14), то есть, ближе к зоне, в которой заливают расплавленный металл, которые в примере осуществления (фиг. 9) представляют собой первые катушки (20'), получают эффект, аналогичный эффекту перемешивателей вращательного типа, установленной на самом верху литейной формы. В случае, в котором используют только те катушки, которые расположены ближе к концу литейной формы (14), то есть, ближе к зоне выхода металлического стержня (16) из литейной формы, которые в примере осуществления (фиг. 9) представляют собой третьи катушки (20'''), получают эффект, аналогичный эффекту перемешивателей вращательного типа, установленной в самом низу литейной формы. В случае, в котором используют только те катушки, которые расположены между положениями предыдущих случаев, которые в примере осуществления (фиг. 9) представляют собой вторые катушки (20''), получают эффект, аналогичный эффекту перемешивателей вращательного типа, установленной посередине литейной формы. Тем не менее, предпочтительно, использование таких трех различных режимов перемешивания вращательного типа можно изменить при необходимости во время процесса литья без необходимости изменять положение перемешивателей относительно литейной формы, что можно выполнить только при остановленной машине и открытой форме. Каждый инвертор приводит в действие только одну катушку, используя четвертый вывод инвертора, соединенный с нейтральной точкой звезды соответствующего перемешивающего устройства (1', 1'', 1''', 1'''') для обратного тока, и в каждом перемешивателе ток будет сдвинут по фазе на 90° относительно тока предыдущего или следующего перемешивателя, делая возможным вращение электромагнитного поля по часовой стрелке или против часовой стрелки. В этом режиме движение, индуцированной в расплавленном металле, является вращательным, при этом его ось параллельна оси литья, как при применении перемешивателей вращательного типа.
На практике, со ссылкой на случай, в котором литейная машина сконфигурирована так, чтобы работать в первой рабочей конфигурации (фиг. 9), отливая одно единственное изделие в одной единственной литейной форме (14), в описанных конфигурациях можно переходить при необходимости, а также в течение одного и того же процесса литья, из перемешивания вращательного типа к перемешиванию линейного типа.
Рассматривая теперь случай, в котором литейная машина сконфигурирована для работы во второй рабочей конфигурации (фиг. 10) для литья двух изделий в двух литейных формах (14', 14''), получают, что первую литейную форму (14') подвергают действию одной пары перемешивателей (1', 1'') линейного типа, содержащей первое перемешивающее устройство (1'), второе перемешивающее устройство (1''), а вторую литейную форму (14'') подвергают действию другой пары перемешивателей (1''', 1'''') линейного типа, содержащей третье перемешивающее устройство (1'''), четвертое перемешивающее устройство (1''''). В этом случае доступна только рабочая конфигурация с четвертым компенсационным выводом. На самом деле рабочая конфигурация с одной катушкой, которая была описана ранее для получения эффекта перемешивания, аналогичного эффекту перемешивателя вращательного типа, неприменима, потому что имеется только два перемешивателя для каждой литейной формы (14', 14''), при этом включение только одной катушки для каждого перемешивателя не создаст какого-либо вращательного движения в расплавленном металле. В частности, рассматривая для простоты только первую литейную форму (14') и учитывая, что для второй литейной формы (14'') полностью применимы аналогичные соображения, можно обеспечить:
- первый рабочий режим (фиг. 11), в котором первое перемешивающее устройство (1') воздействует на расплавленный металл силой, которая по существу направлена вверх, второе перемешивающее устройство (1'') воздействует на расплавленный металл силой, которая по существу направлена вверх;
или
- второй рабочий режим, в котором первое перемешивающее устройство (1') воздействует на расплавленный металл силой, которая по существу направлена вниз, второе перемешивающее устройство (1'') воздействует на расплавленный металл силой, которая по существу направлена вниз;
или
- третий рабочий режим (фиг. 12), в котором первое перемешивающее устройство (1') воздействует на расплавленный металл силой, которая по существу направлена вверх, второе перемешивающее устройство (1'') воздействует на расплавленный металл силой, которая по существу направлена вниз или наоборот;
или
- четвертый рабочий режим, в котором чередуются первые периоды времени, в которых перемешивающие устройства (1', 1'') работают в соответствии с одним из следующих рабочих режимов: первый рабочий режим, второй рабочий режим, третий рабочий режим, и вторые периоды времени, в которых перемешивающие устройства (1', 1'') работают в соответствии с рабочим режимом, отличным от режима, применяемого в первый период времени, и выбранным из следующих: первый рабочий режим, второй рабочий режим, третий рабочий режим.
Термины "вверх" и "вниз" относятся к направлению силы тяжести, когда форма (14) установлена практически в вертикальном положении. Очевидно, что аналогичные соображения с видоизменениями, которые будут очевидны специалисту в данной области техники, также применимы для случая литейной формы, расположенной наклонно относительно направления силы тяжести.
В случае литейной машины, которая сконфигурирована для работы во второй рабочей конфигурации (фиг. 10) и рабочей конфигурации с четвертым компенсационным выводом, на все катушки (20', 20'', 20''') каждого перемешивающего устройства (1', 1'', 1''', 1'''') подают питание аналогично трехфазным перемешивателям вращательного типа, и каждое перемешивающее устройство (1', 1'', 1''', 1'','') связано с соответствующим перемешивающим устройством (1', 1'', 1''', 1''''), которое находится на противоположной стороне соответствующей литейной формы (14', 14''). Движение, индуцированное в расплавленном металле, происходит вдоль оси литья. Оба перемешивающих устройства одной пары могут работать в фазе (фиг. 11) или несинфазно (фиг. 12).
Пара перемешивающих устройств (1', 1''), работающих на первой литейной форме (14'), не зависит от пары перемешивающих устройств (1''', 1''''), работающих на второй литейной форме (14''), и каждая линия литья может быть запущена или остановлена независимо от состояния другой линии.
В случае литейной машины, которая может перейти из первой рабочей конфигурации (фиг. 9) во вторую рабочую конфигурацию (фиг. 10) и наоборот, будет иметь место:
- первая конфигурация, в которой (фиг. 9) перемешиватели или перемешивающие устройства (1', 1'', 1''', 1'''') работают на одной единственной литейной форме (14) в соответствии с тем, что было описано ранее со ссылкой на первую рабочую конфигурацию (фиг. 9). В частности, в рабочей конфигурации с четвертым компенсационным выводом соответствующие пары перемешивателей будут представлять собой (фиг. 9) первую пару (1', 1'') и вторую пару (1''', 1'''');
- вторая конфигурация, в которой (фиг. 10) перемешиватели или перемешивающие устройства (1', 1'', 1''', 1'''') работают на первой литейной форме (14') и второй литейной форме (14'') в соответствии с тем, что было описано ранее со ссылкой на вторую рабочую конфигурацию (фиг. 10). Чтобы перейти от предыдущей конфигурации (фиг. 9) к этой (фиг. 10), перемешиватели поворачивают и перемещают в новое положение. В частности, в рабочей конфигурации с четвертым компенсационным выводом соответствующие пары перемешивателей будут представлять собой (фиг. 10) первую пару (1', 1'') и вторую пару (1''', 1'''').
В любой конфигурации литья, первой конфигурации (фиг. 9) с одной единственной литейной формой (14) или второй конфигурации (фиг. 10) с двумя литейными формами (14', 14''), главный инвертор может управлять другими подчиненными инверторами независимо друг от друга, соединяя их в соответствии с тем, что требуется для конфигурации литейной машины.
Поэтому посредством решения в соответствии с изобретением имеются разные режимы работы в соответствии с тем, что приведено в приведенных ниже таблицах.
Таблица 1
-/-/-
-/-/-
0°/120°/240°
0°/120°/240°
-
-
↑
↑
-/-/-
-/-/-
0°/120°/240°
240°/120°/0°
-
-
↑
↓
В рабочих конфигурациях, обозначенных через "0", "1", "2" в таблице 1, литейная машина работает в первой рабочей конфигурации (фиг. 9), в которой одно единственное изделие в одной единственной литейной форме (14) при перемешивании ванны расплавленного металла посредством четырех перемешивателей или перемешивающих устройств (1', 1'', 1''', 1'''') линейного типа, которые расположены вокруг формы (14) под углом девяносто градусов друг относительно друга по часовой стрелке (фиг. 9) в следующем порядке: первое перемешивающее устройство (1'), третье перемешивающее устройство (1'''), второе перемешивающее устройство (1''), четвертое перемешивающее устройство (1'''').
В рабочей конфигурации, обозначенной через "0", перемешивающими устройствами (1', 1'', 1''', 1'''') управляют в соответствии с рабочей конфигурацией с одной катушкой, в которой, предпочтительно, но необязательно, подают питание только на одну катушку (20', 20'', 20''') каждого перемешивающего устройства (1', 1'', 1''', 1''''). Каждый инвертор приводит в действие одну единственную катушку, используя четвертый вывод инвертора, соединенный с нейтральной точкой звезды соответствующего перемешивающего устройства (1', 1'', 1''', 1''''), для обратного тока, и в каждом перемешивателе ток будет сдвинут по фазе на 90° относительно тока предыдущего или следующего перемешивателя, обеспечивая вращение электромагнитного поля по часовой стрелке или против часовой стрелки. В этом режиме движение, индуцированной в расплавленном металле, является вращательным, при этом его ось параллельна оси литья, как при применении перемешивателей вращательного типа. На практике перемешивателями линейного типа управляют последовательно, добиваясь воздействия на расплавленный металл в литейной форме (14), аналогичного воздействию перемешивателей вращательного типа.
В рабочей конфигурации, обозначенной через "1", перемешивающими устройствами (1', 1'', 1''', 1'''') управляют в соответствии с рабочей конфигурацией с четвертым компенсационным выводом, в которой четвертый вывод инвертора, соединенный с нейтральной точкой звезды соответствующего перемешивающего устройства (1', 1'', 1''', 1''''), используют для компенсации несбалансированных токов, которые возникают вследствие линейной типологии перемешивателей. В этой рабочей конфигурации питание всех катушек (20', 20'', 20''') каждого перемешивающего устройства (1', 1'', 1''', 1'''') осуществляют аналогично питанию трехфазного перемешивателя вращательного типа, создавая толкающий поток, который направлен вверх или вниз. Предпочтительно, в этом случае перемешивающие устройства (1', 1'', 1''', 1'''') используют парами в соответствии с конфигурацией, в которой перемешиватель образует пару с диаметрально противоположным относительно литейной формы (14) перемешивателем, и каждую пару включают попеременно в течение заданного периода времени в соответствии с ранее определенным четвертым рабочим режимом, в котором чередуются периоды времени, в которых работает только первая пара перемешивающих устройств (1', 1'', 1''', 1'''') взаимно противоположных относительно центральной оси литейной формы (14, 14', 14''), и периоды времени, в которых работает только вторая пара перемешивающих устройств (1', 1'', 1''', 1'''') взаимно противоположных относительно центральной оси литейной формы (14, 14', 14''), отличных от первой пары. В конкретном случае рабочей конфигурации, обозначенной через "1", первая пара перемешивающих устройств (1', 1'', 1''', 1'''') состоит из первого перемешивающего устройства (1') и второго перемешивающего устройства (1''), которые оказывают усилие, направленное вверх, работает в первый период времени, тогда как вторая пара перемешивающих устройств (1', 1'', 1''', 1''''), состоящая из третьего перемешивающего устройства (1''') и четвертого перемешивающего устройства (1''''), которые оказывают усилие, направленное вверх, работает во второй период времени.
В рабочей конфигурации, обозначенной через "2", перемешивающими устройствами (1', 1'', 1''', 1'''') управляют в соответствии с рабочей конфигурацией с четвертым компенсационным выводом, в которой четвертый вывод инвертора, соединенный с нейтральной точкой звезды соответствующего перемешивающего устройства (1', 1'', 1''', 1''''), используют для компенсации несбалансированных токов, которые возникают вследствие линейной типологии перемешивателей. В этой рабочей конфигурации питание всех катушек (20', 20'', 20''') каждого перемешивающего устройства (1', 1'', 1''', 1'''') осуществляют аналогично питанию трехфазного перемешивателя вращательного типа, создавая толкающий поток, который направлен вверх или вниз. Предпочтительно, в этом случае перемешивающие устройства (1', 1'', 1''', 1'''') используют парами в соответствии с конфигурацией, в которой перемешиватель образует пару с диаметрально противоположным относительно литейной формы (14) перемешивателем, и каждую пару включают попеременно в течение заданного периода времени в соответствии с ранее определенным четвертым рабочим режимом, в котором чередуются периоды времени, в которых работает только первая пара перемешивающих устройств (1', 1'', 1''', 1'''') взаимно противоположных относительно центральной оси литейной формы (14, 14', 14''), и периоды времени, в которых работает только вторая пара перемешивающих устройств (1', 1'', 1''', 1'''') взаимно противоположных относительно центральной оси литейной формы (14, 14', 14''), отличных от первой пары. В конкретном случае рабочей конфигурации, обозначенной через "2", первая пара перемешивающих устройств (1', 1''), состоящая из первого перемешивающего устройства (1') и второго перемешивающего устройства (1''), причем первое перемешивающее устройство (1') оказывает усилие, направленное вверх, а второе перемешивающее устройство (1'') оказывает усилие, направленное вниз, работает в первый период времени, тогда как вторая пара перемешивающих устройств (1''', 1''''), состоящая из третьего перемешивающего устройства (1''') и четвертого перемешивающего устройства (1''''), причем третье перемешивающее устройство (1''') оказывает усилие, направленное вверх, а четвертое перемешивающее устройство (1'''') оказывает усилие, направленное вниз, работает во второй период времени.
Таблица 2
Одна линия работает
Одна линия не работает
В рабочих конфигурациях, обозначенных через "3", "4", "5", "6" в таблице 2, литейная машина работает во второй рабочей конфигурации (фиг. 10), в которой машина сконфигурирована и спроектирована для одновременного литья двух изделий в двух литейных формах (14', 14'') при перемешивании ванны расплавленного металла с помощью четырех перемешивателей или перемешивающих устройств (1', 1'', 1''', 1'''') линейного типа. В частности, первое перемешивающее устройство (1') и второе перемешивающее устройство (1'') расположены друг напротив друга на противоположных сторонах первой литейной формы (14'), а третье перемешивающее устройство (1''') и четвертое перемешивающее устройство (1'''') расположены друг напротив друга на противоположных сторонах второй литейной формы (14'').
В рабочей конфигурации, обозначенной через "3", работает только первая форма (14'), относящаяся к первой линии литья, тогда как вторая форма (14''), относящаяся ко второй линии литья, не работает в том смысле, что в ней нет расплавленного металла. Первое перемешивающее устройство (1') и второе перемешивающее устройство (1'') оказывают усилие, направленное вверх.
В рабочей конфигурации, обозначенной через "4", работает только вторая форма (14'), относящаяся ко второй линии литья, тогда как первая форма (14''), относящаяся к первой линии литья, не работает в том смысле, что в ней нет расплавленного металла. Третье перемешивающее устройство (1''') и четвертое перемешивающее устройство (1'''') оказывают усилие, направленное вверх.
В рабочей конфигурации, обозначенной через "5", работает только первая форма (14'), относящаяся к первой линии литья, тогда как вторая форма (14''), относящаяся ко второй линии литья, не работает в том смысле, что в ней нет расплавленного металла. Первое перемешивающее устройство (1') оказывает усилие, направленное вверх, а второе перемешивающее устройство (1'') оказывает усилие, направленное вниз.
В рабочей конфигурации, обозначенной через "6", работает только вторая форма (14'), относящаяся ко второй линии литья, тогда как первая форма (14''), относящаяся к первой линии литья, не работает в том смысле, что в ней нет расплавленного металла. Третье перемешивающее устройство (1''') оказывает усилие, направленное вверх, а четвертое перемешивающее устройство (1'''') оказывает усилие, направленное вниз.
Таблица 3
конфигурация
Обе линии работают
В рабочих конфигурациях, обозначенных через "7", "8", "9", "10" в таблице 3, литейная машина работает во второй рабочей конфигурации (фиг. 10), в которой машина сконфигурирована и спроектирована для одновременного литья двух изделий в двух литейных формах (14', 14'') при перемешивании ванны расплавленного металла с помощью четырех перемешивателей или перемешивающих устройств (1', 1'', 1''', 1'''') линейного типа. В частности, первое перемешивающее устройство (1') и второе перемешивающее устройство (1'') расположены друг напротив друга на противоположных сторонах первой литейной формы (14'), а третье перемешивающее устройство (1''') и четвертое перемешивающее устройство (1'''') расположены друг напротив друга на противоположных сторонах второй литейной формы (14'').
В рабочей конфигурации, обозначенной через "7", работают и первая форма (14'), относящаяся к первой линии литья, и вторая форма (14''), относящаяся ко второй линии литья. На первой литейной форме (14') первое перемешивающее устройство (1') и второе перемешивающее устройство (1'') оказывают усилие, направленное вверх. На второй литейной форме (14'') третье перемешивающее устройство (1''') и четвертое перемешивающее устройство (1'''') оказывают усилие, направленное вверх.
В рабочей конфигурации, обозначенной через "8", работают и первая форма (14'), относящаяся к первой линии литья, и вторая форма (14''), относящаяся ко второй линии литья. На первой литейной форме (14') первое перемешивающее устройство (1') оказывает усилие, направленное вверх, а второе перемешивающее устройство (1'') оказывает усилие, направленное вниз. На второй литейной форме (14'') третье перемешивающее устройство (1''') оказывает усилие, направленное вверх, а четвертое перемешивающее устройство (1'''') оказывает усилие, направленное вниз.
В рабочей конфигурации, обозначенной через "9", работают и первая форма (14'), относящаяся к первой линии литья, и вторая форма (14''), относящаяся ко второй линии литья. На первой литейной форме (14') первое перемешивающее устройство (1') оказывает усилие, направленное вверх, а второе перемешивающее устройство (1'') оказывает усилие, направленное вниз. На второй литейной форме (14'') третье перемешивающее устройство (1''') и четвертое перемешивающее устройство (1'''') оказывают усилие, направленное вверх.
В рабочей конфигурации, обозначенной через "10", работают и первая форма (14'), относящаяся к первой линии литья, и вторая форма (14''), относящаяся ко второй линии литья. На первой литейной форме (14') первое перемешивающее устройство (1') и второе перемешивающее устройство (1'') оказывают усилие, направленное вверх. На второй литейной форме (14'') третье перемешивающее устройство (1''') оказывает усилие, направленное вверх, а четвертое перемешивающее устройство (1'''') оказывает усилие, направленное вниз.
Посредством решения в соответствии с изобретением также возможны режимы работы в соответствии с тем, что приведено в таблицах ниже.
Таблица 4
-/-/-
-/-/-
240°/120°/0°
240°/120°/0°
-
-
↓
↓
-/-/-
-/-/-
240°/120°/0°
240°/120°/0°
-
-
↓
↓
-/-/-
-/-/-
0°/120°/240°
0°/120°/240°
-
-
↑
↑
В рабочих конфигурациях, обозначенных через "11", "12", "13" в таблице 4, литейная машина работает в первой рабочей конфигурации (фиг. 9), в которой отливают одно единственное изделие в одной единственной литейной форме (14) при перемешивании ванны расплавленного металла посредством четырех перемешивателей или перемешивающих устройств (1', 1'', 1''', 1'''') линейного типа, которые расположены вокруг формы (14) под углом девяносто градусов друг относительно друга по часовой стрелке (фиг. 9) в следующем порядке: первое перемешивающее устройство (1'), третье перемешивающее устройство (1'''), второе перемешивающее устройство (1''), четвертое перемешивающее устройство (1''''). Перемешивающими устройствами (1', 1'', 1''', 1'''') управляют в соответствии с рабочей конфигурацией с четвертым компенсационным выводом, в которой четвертый вывод инвертора, соединенный с нейтральной точкой звезды соответствующего перемешивающего устройства (1', 1'', 1''', 1''''), используют для компенсации несбалансированных токов, которые возникают вследствие линейного типа перемешивателя.
В этой рабочей конфигурации питание всех катушек (20', 20'', 20''') каждого перемешивающего устройства (1', 1'', 1''', 1'''') осуществляют аналогично питанию трехфазного перемешивателя вращательного типа, создавая толкающий поток, который направлен вверх или вниз. Предпочтительно, в этом случае перемешивающие устройства (1', 1'', 1''', 1'''') используют парами в соответствии с конфигурацией, в которой перемешиватель образует пару с диаметрально противоположным относительно литейной формы (14) перемешивателя, и каждую пару включают попеременно в течение заданного периода времени в соответствии с ранее определенным четвертым рабочим режимом, в котором чередуются периоды времени, в которых работает только первая пара перемешивающих устройств (1', 1'', 1''', 1'''') взаимно противоположных относительно центральной оси литейной формы (14, 14', 14''), и периоды времени, в которых работает только вторая пара перемешивающих устройств (1', 1'', 1''', 1'''') взаимно противоположных относительно центральной оси литейной формы (14, 14', 14''), отличных от первой пары. В конкретном случае рабочей конфигурации, обозначенной через "11", первая пара перемешивающих устройств (1', 1'', 1''', 1'''') состоит из первого перемешивающего устройства (1') и второго перемешивающего устройства (1''), которые оказывают усилие, направленное вниз, работает в первый период времени, тогда как вторая пара перемешивающих устройств (1', 1'', 1''', 1''''), состоящая из третьего перемешивающего устройства (1''') и четвертого перемешивающего устройства (1''''), которые оказывают усилие, направленное вниз, работает во второй период времени. В конкретном случае рабочей конфигурации, обозначенной через "12", первая пара перемешивающих устройств (1', 1'', 1''', 1'''') состоит из первого перемешивающего устройства (1') и второго перемешивающего устройства (1''), которые оказывают усилие, направленное вверх, работает в первый период времени, тогда как вторая пара перемешивающих устройств (1', 1'', 1''', 1''''), состоящая из третьего перемешивающего устройства (1''') и четвертого перемешивающего устройства (1''''), которые оказывают усилие, направленное вниз, работает во второй период времени.
В конкретном случае рабочей конфигурации, обозначенной через "13", ситуация аналогична описанной для рабочей конфигурации, обозначенной через "12", с той разницей, что первая пара перемешивающих устройств (1', 1'', 1''', 1'''') состоит из первого перемешивающего устройства (1') и второго перемешивающего устройства (1''), которые оказывают усилие, направленное вниз, работает в первый период времени, тогда как вторая пара перемешивающих устройств (1', 1'', 1''', 1''''), состоящая из третьего перемешивающего устройства (1''') и четвертого перемешивающего устройства (1''''), которые оказывают усилие, направленное вверх, работает во второй период времени.
Таблица 5
Одна линия работает
Одна линия не работает
В рабочих конфигурациях, обозначенных через "14", "15" в таблице 5, литейная машина работает во второй рабочей конфигурации (фиг. 10), в которой машина сконфигурирована и спроектирована для одновременного литья двух изделий в двух литейных формах (14', 14'') при перемешивании ванны расплавленного металла с помощью четырех перемешивателей или перемешивающих устройств (1', 1'', 1''', 1'''') линейного типа. В частности, первое перемешивающее устройство (1') и второе перемешивающее устройство (1'') расположены друг напротив друга на противоположных сторонах первой литейной формы (14'), а третье перемешивающее устройство (1''') и четвертое перемешивающее устройство (1'''') расположены друг напротив друга на противоположных сторонах второй литейной формы (14'').
В рабочей конфигурации, обозначенной через "14", работает только первая форма (14'), относящаяся к первой линии литья, тогда как вторая форма (14''), относящаяся ко второй линии литья, не работает в том смысле, что в ней нет расплавленного металла. Первое перемешивающее устройство (1') и второе перемешивающее устройство (1'') оказывают усилие, направленное вниз.
В рабочей конфигурации, обозначенной через "15", работает только вторая форма (14'), относящаяся ко второй линии литья, тогда как первая форма (14''), относящаяся к первой линии литья, не работает в том смысле, что в ней нет расплавленного металла. Третье перемешивающее устройство (1''') и четвертое перемешивающее устройство (1'''') оказывают усилие, направленное вниз.
Таблица 6
Обе линии работают
В рабочих конфигурациях, обозначенных через "16", "17", "18" в таблице 6, литейная машина работает во второй рабочей конфигурации (фиг. 10), в которой машина сконфигурирована и спроектирована для одновременного литья двух изделий в двух литейных формах (14', 14'') при перемешивании ванны расплавленного металла с помощью четырех перемешивателей или перемешивающих устройств (1', 1'', 1''', 1'''') линейного типа. В частности, первое перемешивающее устройство (1') и второе перемешивающее устройство (1'') расположены друг напротив друга на противоположных сторонах первой литейной формы (14'), а третье перемешивающее устройство (1''') и четвертое перемешивающее устройство (1'''') расположены друг напротив друга на противоположных сторонах второй литейной формы (14''). В этом случае работают и первая форма (14'), относящаяся к первой линии литья, и вторая форма (14''), относящаяся ко второй линии литья.
В рабочей конфигурации, обозначенной через "16", на первой литейной форме (14') первое перемешивающее устройство (1') и второе перемешивающее устройство (1'') оказывают усилие, направленное вниз. На второй литейной форме (14'') третье перемешивающее устройство (1''') и четвертое перемешивающее устройство (1'''') оказывают усилие, направленное вниз.
В рабочей конфигурации, обозначенной через "17", на первой литейной форме (14') первое перемешивающее устройство (1') и второе перемешивающее устройство (1'') оказывают усилие, направленное вверх. На второй литейной форме (14'') третье перемешивающее устройство (1''') и четвертое перемешивающее устройство (1'''') оказывают усилие, направленное вниз.
В рабочей конфигурации, обозначенной через "18", на первой литейной форме (14') первое перемешивающее устройство (1') и второе перемешивающее устройство (1'') оказывают усилие, направленное вниз. На второй литейной форме (14'') третье перемешивающее устройство (1''') и четвертое перемешивающее устройство (1'''') оказывают усилие, направленное вверх.
Очевидно, что таблица 1, таблица 2, таблица 3, таблица 4, таблица 5, таблица 6 приведены только для примера, и что также возможны другие комбинации на основе того, что было описано ранее.
В итоге, настоящее изобретение относится к способу управления по меньшей мере тремя электромагнитными перемешивающими устройствами (1', 1'', 1''', 1'''') линейного типа, воздействующими на металлический материал в расплавленном состоянии, содержащийся внутри (фиг. 1, фиг. 9, фиг. 10, фиг. 11, фиг. 12) по меньшей мере одной литейной формы (14, 14', 14'') или содержащийся внутри затвердевшей металлической оболочки по меньшей мере одного металлического стержня (16), находящегося в процессе затвердевания, причем металлический стержень (16) изготавливают посредством литья по меньшей мере в одной литейной форме (14, 14', 14''). Перемешивающие устройства (1', 1'', 1''', 1'''') размещают по сути на одном и том же расстоянии относительно друг друга вокруг металлического материала в расплавленном состоянии. Каждое из перемешивающих устройств (1', 1'', 1''', 1'''') имеет по меньшей мере две индукционные катушки (20', 20'', 20'''), выполненные намоткой, причем катушки (20', 20'', 20''') каждого из перемешивающих устройств (1', 1'', 1''', 1'''') размещены (фиг. 9, фиг. 10) в ряд друг за другом вдоль продольной оси (23) электромагнитного перемешивающего устройства в соответствии с конфигурацией, в которой обмотки катушек (20', 20'', 20''') расположены по существу на одной единственной плоскости (24), параллельной продольной оси (23) соответствующего перемешивающего устройства, при этом катушка (20', 20'', 20''') сконфигурирована и спроектирована так, чтобы создавать электромагнитное поле, воздействующее перемешивающим усилием на металлический материал в расплавленном состоянии. Способ управления содержит по меньшей мере одну фазу переключения между двумя рабочими конфигурациями электромагнитных перемешивающих устройств (1', 1'', 1''', 1''''). Первая рабочая конфигурация такова, что по меньшей мере одной из катушек (20', 20'', 20''') первого перемешивающего устройства (1') из перемешивающих устройств (1', 1'', 1''', 1'''') управляют скоординировано с соответствующими другими катушками (20', 20'', 20''') других перемешивающих устройств (1'', 1''', 1'''') так, что скоординированные между собой катушки (20', 20'', 20''') создают вращающееся электромагнитное поле, индуцирующее в расплавленном металлическом материале вращательное движение на плоскости вращения, которая по существу перпендикулярна направлению извлечения (22) металлического стержня (16) из литейной формы (14, 14', 14''). Вторая рабочая конфигурация такова, что по меньшей мере двумя катушками (20', 20'', 20''') перемешивающих устройств (1', 1'', 1''', 1'''') управляют скоординировано так, что скоординированные между собой катушки (20', 20'', 20''') создают линейное электромагнитное поле, индуцирующее в расплавленном металлическом материале линейное движение в направлении, параллельном продольной оси (23) соответствующего перемешивающего устройства.
Первую рабочую конфигурацию получают посредством ряда подэтапов, на которых приводят в действие скоординированные между собой катушки (20', 20'', 20'''), причем каждый подэтап приведения в действия представляет собой этап подачи питания на одну из упомянутых скоординированных между собой катушек (20', 20'', 20''') посредством тока возбуждения, подаваемого соответствующим инвертором (2', 2'', 2''', 2'''') между управляющим выводом соответствующей катушки (20', 20'', 20''') и компенсационным выводом инвертора, который соединен с общей нейтральной точкой звезды катушек (20', 20'', 20''') этого же перемешивающего устройства (1', 1'', 1''', 1''''). Комбинация подэтапов приведения в действие скоординированных между собой катушек (20', 20'', 20''') такая, что ток возбуждения, подаваемый на первом подэтапе на одну из скоординированных между собой катушек (20', 20'', 20''') сдвинут по фазе относительно тока возбуждения, подаваемого на втором подэтапе, следующем после первого подэтапа, на другую из скоординированных между собой катушек (20', 20'', 20''').
В случае (фиг. 9) четырех перемешивающих устройств (1', 1'', 1''', 1'''') линейного типа, расположенных парами друг напротив друга, комбинация подэтапов приведения в действие скоординированных между собой катушек (20', 20'', 20''') такова (таблица 1, рабочая конфигурация "0"), что ток возбуждения, подаваемый на втором подэтапе на одну из катушек (20', 20'', 20''') третьего перемешивающего устройства (1''') сдвинут по фазе на 90° относительно тока возбуждения, подаваемого на первом подэтапе на одну из катушек (20', 20'', 20''') первого перемешивающего устройства (1'), при этом ток возбуждения, подаваемый на третьем подэтапе на одну из катушек (20', 20'', 20''') второго перемешивающего устройства (1'') сдвинут по фазе на 180° относительно тока возбуждения, подаваемого на первом подэтапе на одну из катушек (20', 20'', 20''') первого перемешивающего устройства (1'), ток возбуждения, подаваемый на четвертом подэтапе на одну из катушек (20', 20'', 20''') четвертого перемешивающего устройства (1'''') сдвинут по фазе на 270° относительно тока возбуждения, подаваемого на первом подэтапе на одну из катушек (20', 20'', 20''') первого перемешивающего устройства (1').
В случае (фиг. 9) четырех перемешивающих устройств (1', 1'', 1''', 1'''') линейного типа, расположенных парами друг напротив друга, вторую рабочую конфигурацию получают посредством ряда подэтапов приведения в действие катушек (20', 20'', 20'''), которые сконфигурированы и спроектированы так, что катушками (20', 20'', 20''') по меньшей мере одной из пар перемешивающих устройств управляют скоординировано, чтобы они работали в рабочем режиме, выбранном из различных режимов. В первом рабочем режиме оба перемешивающих устройства пары воздействуют на расплавленный металл силой, направленной по существу вверх (примеры: таблица 1 - рабочая конфигурация "1", таблица 2 - рабочие конфигурации "3" и "4", таблица 3 - рабочая конфигурация "7"). Во втором рабочем режиме оба перемешивающих устройства упомянутой пары воздействуют на расплавленный металл силой, направленной по существу вниз (примеры: таблица 4 - рабочая конфигурация "11", таблица 5 - рабочие конфигурации "14" и "15", таблица 6 - рабочая конфигурация "16"). В третьем рабочем режиме одно из перемешивающих устройств упомянутой пары воздействует на расплавленный металл силой, которая по существу направлена вверх, а другое перемешивающее устройство из упомянутой пары воздействует на расплавленный металл силой, которая по существу направлена вниз (примеры: таблица 1 - рабочая конфигурация "2", таблица 2 - рабочие конфигурации "5" и "6", таблица 3 - рабочая конфигурация "8"). В четвертом рабочем режиме чередуются первые периоды времени, в которых перемешивающие устройства упомянутой пары работают в соответствии с одним из следующих рабочих режимов: первый рабочий режим, второй рабочий режим, третий рабочий режим, и вторые периоды времени, в которых перемешивающие устройства из упомянутой пары работают в соответствии с рабочим режимом, отличным от режима, применяемого в первый период времени, и выбранным из следующих: первый рабочий режим, второй рабочий режим, третий рабочий режим.
Термины "вверх" и "вниз" относятся к направлению силы тяжести, когда форма (14, 14', 14'') установлена по существу в вертикальном положении.
В предпочтительном решении настоящего изобретения (фиг. 9, фиг. 10) каждое из перемешивающих устройств (1', 1'', 1''', 1'''') содержит три катушки (20', 20'', 20'''), из которых первая катушка (20') расположена сверху, вторая катушка (20'') расположена между первой катушкой (20') и третьей катушкой (20'''), которая расположена снизу, при этом термины "сверху" и "снизу" относятся к направлению силы тяжести, когда литейная форма (14, 14', 14'') установлена по существу вертикально. В этом случае первую рабочую конфигурацию получают посредством скоординированного управления:
- по меньшей мере первыми катушками (20') перемешивающих устройств (1', 1'', 1''', 1''''), создающими вращающееся электромагнитное поле, индуцирующее в расплавленном металлическом материале вращательное движение в соответствии с более высоким положением относительно корпуса (28) перемешивающих устройств (1', 1'', 1''', 1'''');
или
- по меньшей мере вторыми катушками (20'') перемешивающих устройств (1', 1'', 1''', 1''''), создающими вращающееся электромагнитное поле, индуцирующее в расплавленном металлическом материале вращательное движение в соответствии с промежуточным положением относительно корпуса (28) перемешивающих устройств (1', 1'', 1''', 1'''');
или
- по меньшей мере третьими катушками (20''') перемешивающих устройств (1', 1'', 1''', 1''''), создающими вращающееся электромагнитное поле, индуцирующее в расплавленном металлическом материале вращательное движение в соответствии с более низким положением относительно корпуса (28) перемешивающих устройств (1', 1'', 1''', 1'''');
или
- сменой этапов скоординированного управления, при которой каждый из упомянутых этапов управления выбирают из этапа управления только первыми катушками (20') при выключенных вторых катушках (20'') и третьих катушках (20'''), этапа управления только вторыми катушками (20'') при выключенных первых катушках (20') и третьих катушках (20'''), этапа управления только третьими катушками (20''') при выключенных вторых катушках (20'') и первых катушках (20').
В решении, в котором каждое из перемешивающих устройств (1', 1'', 1''', 1'''') содержит три катушки (20', 20'', 20'''), вторую рабочую конфигурацию получают посредством последовательности из трех подэтапов приведения в действие катушек, состоящей из первого подэтапа, второго подэтапа следующего за предыдущим, и третьего подэтапа, следующего за предыдущим, при этом вторая рабочая конфигурация такова, что по меньшей мере катушками одного из упомянутой пары перемешивающих устройств управляют скоординировано, чтобы обеспечить работу в соответствии с рабочим режимом, выбранных из различных режимов. В первом рабочем режиме оба перемешивающих устройств из пары воздействуют на расплавленный металл силой, которая направлена по существу вверх, причем упомянутый первый рабочий режим получают путем подачи на первом подэтапе тока возбуждения на первую катушку (20') обоих перемешивающих устройств пары, подачи на втором подэтапе на вторую катушку (20'') обоих перемешивающих устройств пары тока возбуждения, сдвинутого по фазе на 120° относительно тока возбуждения, подаваемого на первом подэтапе, подачи на третьем подэтапе на третью катушку (20''') обоих перемешивающих устройств пары тока возбуждения, сдвинутого по фазе на 240° относительно тока возбуждения, подаваемого на первом подэтапе. Во втором рабочем режиме оба перемешивающих устройств из пары воздействуют на расплавленный металл силой, которая направлена по существу вниз, причем упомянутый второй рабочий режим получают путем подачи на третьем подэтапе тока возбуждения на третью катушку (20''') обоих перемешивающих устройств пары, подачи на втором подэтапе на вторую катушку (20'') обоих перемешивающих устройств пары тока возбуждения, сдвинутого по фазе на 120° относительно тока возбуждения, подаваемого на третьем подэтапе, подачи на первом подэтапе на первую катушку (20') обоих перемешивающих устройств пары тока возбуждения, сдвинутого по фазе на 240° относительно тока возбуждения, подаваемого на третьем подэтапе. В третьем рабочем режиме одно из перемешивающих устройств из пары воздействует на расплавленный металл силой, которая направлена по существу вверх, а другое из перемешивающих устройств из упомянутой пары воздействует на расплавленный металл силой, которая направлена по существу вниз, причем упомянутый третий рабочий режим получают путем управления перемешивающим устройством из пары, которое воздействует на расплавленный металл силой, направленной по существу вверх, так, что на первом подэтапе подают ток возбуждения на первую катушку (20'), на втором подэтапе на вторую катушку (20'') подают ток возбуждения, сдвинутый по фазе на 120° относительно тока возбуждения, подаваемого на первом подэтапе, на третьем подэтапе на третью катушку (20''') подают ток возбуждения, сдвинутый по фазе на 240° относительно тока возбуждения, подаваемого на первом подэтапе, причем упомянутый третий рабочий режим также получают путем управления перемешивающим устройством из пары, которое воздействует на расплавленный металл силой, направленной по существу вниз, так, что на третьем подэтапе подают ток возбуждения на третью катушку (20'''), на втором подэтапе на вторую катушку (20'') подают ток возбуждения, сдвинутый по фазе на 120° относительно тока возбуждения, подаваемого на третьем подэтапе, на первом подэтапе на первую катушку (20') подают ток возбуждения, сдвинутый по фазе на 240° относительно тока возбуждения, подаваемого на третьем подэтапе.
Настоящее изобретение также относится к (фиг. 1, фиг. 13, фиг. 14, фиг. 15) литейной машине (18), оснащенной по меньшей мере одной литейной формой (14, 14', 14'') с металлическим материалом в расплавленном состоянии, а также оснащенной электромагнитными перемешивающими устройствами (1', 1'', 1''', 1'''') линейного типа, воздействующими на металлический материал в расплавленном состоянии, содержащийся внутри упомянутой по меньшей мере одной литейной формы (14, 14', 14'') или содержащейся внутри затвердевшей металлической оболочки по меньшей мере одного металлического стержня (16), находящегося в процессе затвердевания, причем металлический стержень (16) производят посредством литья по меньшей мере одной литейной форме (14, 14', 14''), причем перемешивающие устройства (1', 1'', 1''', 1'''') размещены по существу на одном и том же расстоянии друг относительно друга вокруг металлического материала в расплавленном состоянии, при этом каждое из перемешивающих устройств (1', 1'', 1''', 1'''') имеет по меньшей мере две индукционные катушки (20', 20'', 20''') с обмоткой, катушки (20', 20'', 20''') каждого из перемешивающих устройств (1', 1'', 1''', 1'''') расположены в ряд друг за другом вдоль продольной оси (23) электромагнитного перемешивающего устройства в соответствии с конфигурацией, в которой обмотки катушек (20', 20'', 20''') расположены (фиг. 9, фиг. 10) по существу на одной единственной плоскости (24), параллельной продольной оси (23) соответствующего перемешивающего устройства, при этом катушки (20', 20'', 20''') сконфигурированы и сконструированы так, чтобы создавать электромагнитное поле, оказывающее перемешивающее усилие на металлический материал в расплавленном состоянии. Литейная машина (18) оснащена управляющим блоком (21), который управляет по меньшей мере перемешивающими устройствами (1', 1'', 1''', 1''''), причем управляющий блок (21) сконфигурирован и сконструирован так, чтобы управлять электромагнитными перемешивающими устройствами в соответствии со способом управления согласно тому, что было описано ранее.
В одном варианте осуществления литейная машина (18) оснащена четырьмя перемешивающими устройствами (1', 1'', 1''', 1'''') линейного типа, причем литейная машина (18) может быть сконфигурирована в соответствии с двумя рабочими конфигурациями. В первой рабочей конфигурации литейная машина (18) сконфигурирована и сконструирована так, чтобы отливать металлический стержень (16), один единственный металлический стержень (16) в одной единственной литейной форме (14) литейной машины (18), при перемешивании ванны расплавленного металла посредством четырех перемешивающих устройств (1', 1'', 1''', 1''''), содержащих первое перемешивающее устройство (1'), второе перемешивающее устройство (1''), третье перемешивающее устройство (1'''), четвертое перемешивающее устройство (1''''), причем перемешивающие устройства расположены парами друг напротив друга, причем перемешивающие устройства (1', 1'', 1''', 1'''') расположены по существу на одном и том же расстоянии друг относительно друга в соответствии с радиальным расположением вдоль взаимно перпендикулярных осей вокруг металлического материала в расплавленном состоянии, при этом первая пара перемешивающих устройств (1', 1'') состоит из первого перемешивающего устройства (1'), расположенного напротив второго перемешивающего устройства (1'') вдоль первой из упомянутых перпендикулярных осей в соответствии с расположением, в котором металлический материал в расплавленном состоянии расположен между первым перемешивающим устройством (1') и вторым перемешивающим устройством (1''), вторая пара перемешивающих устройств (1''', 1'''') состоит из третьего перемешивающего устройства (1'''), расположенного напротив четвертого перемешивающего устройства (1'''') вдоль второй из упомянутых перпендикулярных осей в соответствии с расположением, в котором металлический материал в расплавленном состоянии расположен между третьим перемешивающим устройством (1''') и четвертым перемешивающим устройством (1''''). Во второй рабочей конфигурации литейная машина сконфигурирована и сконструирована для одновременного литья двух металлических стержней (16) в двух литейных формах (14', 14'') при перемешивании ванны расплавленного металла посредством четырех перемешивающих устройств (1', 1'', 1''', 1''''), при этом литейная машина оснащена первой литейной формой (14') и второй литейной формой (14''), причем на первую литейную форму (14') воздействует одна пара перемешивателей (1', 1'') линейного типа, содержащая первое перемешивающее устройство (1'), второе перемешивающее устройство (1''), на вторую литейную форму (14'') воздействует другая пара перемешивателей (1''', 1'''') линейного типа, содержащая третье перемешивающее устройство (1'''), четвертое перемешивающее устройство (1'''').
Перемешивающие устройства (1', 1'', 1''', 1'''') могут быть установлены внутри литейной формы (14, 14', 14'') или могут быть расположены (фиг.13, фиг. 14, фиг. 15) снаружи и быть подвижными в соответствии с патентом WO 2013/174512 на имя того же заявителя, который следует рассматривать как включенный в этот документ посредством ссылки. В этом случае литейная машина оснащена перемешивающими устройствами (1', 1'', 1''', 1''''), которые связаны со средством (7, 8) перемещения вдоль длины металлического стержня (16). Средство (7, 8) перемещения содержит соединительное средство (8) для соединения с направляющим средством (7). Средство (7, 8) перемещения предназначено для перемещения перемешивающих устройств (1', 1'', 1''', 1'''') вдоль направляющего средства (7) по меньшей мере на часть общей длины металлического стержня (16) в различных рабочих положениях вдоль металлического стержня (16), который представляет собой частично затвердевший металлический стержень (16), перемещающийся в охлаждающей камере (30). Металлический стержень (16) не является полностью затвердевшим и состоит из оболочки, находящейся в твердом состоянии, которая охватывает сердцевину в расплавленном состоянии, которая должна быть подвергнута воздействию электромагнитного поля, оказывающего перемешивающее усилие. Например (фиг. 15), система перемещения может содержать мотор (25), воздействующий на тяговое средство (31) рамы (34), которая поддерживает перемешиватель. Тяговое средство (31), например, может состоять из троса или эквивалентного средства, которое выполнено так, чтобы проходить через ряд шкивов (29), и к которому прикреплен противовес (35), чтобы снизить усилие мотора. Подключение электрических приборов электромагнитного перемешивающего устройства (1) предпочтительно происходит посредством соединительной коробки (9), расположенной в защищенном месте и предпочтительно возле промежуточного положения относительно полного хода электромагнитного перемешивающего устройства (1) вдоль направляющей (7). Подключение может происходить посредством одного или нескольких гибких электрических кабелей (32) так, чтобы обеспечить свободу перемещения электромагнитного перемешивающего устройства (1) вдоль направляющей (7), как вариант, посредством прохождения кабеля в гибком кабельканале (не показан). Подключение гидравлических приборов может происходить полностью аналогично посредством одного или нескольких шлангов (33) для текучей среды для подачи текучей среды, охлаждающей индукционные катушки (12), чтобы рассеивать теплоту, выделяемую стержнем (16).
Более того, настоящее изобретение также относится к установке для производства металлических стержней (16), содержащей литейную машину (18), оснащенную по меньшей мере одной литейной формой (14, 14', 14'') для металлического материала в расплавленном состоянии, и оснащенную электромагнитными перемешивающими устройствами (1', 1'', 1''', 1'''') линейного типа, воздействующими на металлический материал в расплавленном состоянии, содержащийся внутри затвердевшей металлической оболочки по меньшей мере одного металлического стержня (16), находящегося в процессе затвердевания, причем металлический стержень (16) производят посредством литья по меньшей мере в одной литейной форме (14, 14', 14'').
Более того, настоящее изобретение также относится к процессу литья для производства металлических стержней (16), содержащему этап литья, на котором металлический материал заливают по меньшей мере в одну литейную форму (14, 14', 14'') литейной машины (18) для извлечения металлического стержня (16) по меньшей мере из одной литейной формы (14, 14', 14''). Металлический стержень (16), выходящий по меньшей мере из одной из литейной формы (14, 14', 14''), является частично затвердевшим и перемещается внутри охлаждающей камеры (30) литейной машины (18), при этом металлический стержень (16) состоит из оболочки в твердом состоянии, охватывающей сердцевину, находящуюся в расплавленном состоянии. Процесс литья обеспечивает одну или несколько фаз перемешивания материала в расплавленном состоянии, составляющем сердцевину, и фаза перемешивания материала в расплавленном состоянии происходит в соответствии со способом управления по меньшей мере тремя электромагнитными перемешивающими устройствами (1', 1'', 1''', 1'''') линейного типа, воздействующими на металлический материал в расплавленном состоянии в соответствии с вышеописанным.
Описание настоящего изобретения было сделано со ссылкой на прилагаемые чертежи в предпочтительном варианте осуществления, но очевидно, что многие возможные изменения, модификации и варианты будут понятны специалистам в свете вышеизложенного описания. Таким образом, следует подчеркнуть, что изобретение не ограничено вышеизложенным описанием, но оно включает в себя все изменения, модификации и варианты в соответствии с прилагаемой формулой изобретения.
Используемые обозначения
Со ссылкой на идентификационные номера на прилагаемых чертежах, использовались следующие обозначения:
1. Перемешивающее устройство
1'. Первое перемешивающее устройство
1''. Второе перемешивающее устройство
1'''. Третье перемешивающее устройство
1''''. Четвертое перемешивающее устройство
2. Инвертор
2'. Первый инвертор
2''. Второй инвертор
2'''. Третий инвертор
2''''. Четвертый инвертор
3. Вход источника питания
4. Вход опорного сигнала
5. Управляющее устройство
6. Управляющий каскад
7. Направляющее средство
8. Соединительное средство
(7, 8). Средство перемещения
9. Соединительная коробка
9'. Первая соединительная коробка
9''. Вторая соединительная коробка
9'''. Третья соединительная коробка
9''''. Четвертая соединительная коробка
10. Распределительная панель
11a. Перемешивающее устройство вращательного типа
11b. Перемешивающее устройство линейного типа
12. Трансформатор
13. Контактор
14. Литейная форма
14'. Первая литейная форма
14''. Вторая литейная форма
15. Мениск
16. Металлический стержень
17. Разъединитель
18. Литейная машина
19. Разливочное устройство
20'. Первая катушка
20''. Вторая катушка
20'''. Третья катушка
21. Блок управления
22. Направление извлечения
23. Продольная ось
24. Плоскость
25. Мотор
26. Силовой каскад
27. Датчик тока
28. Корпус
29. Шкив
30. Охлаждающая камера
31. Тяговое средство
32. Электрический кабель
33. Шланг для текучей среды
34. Рама
35. Противовес.
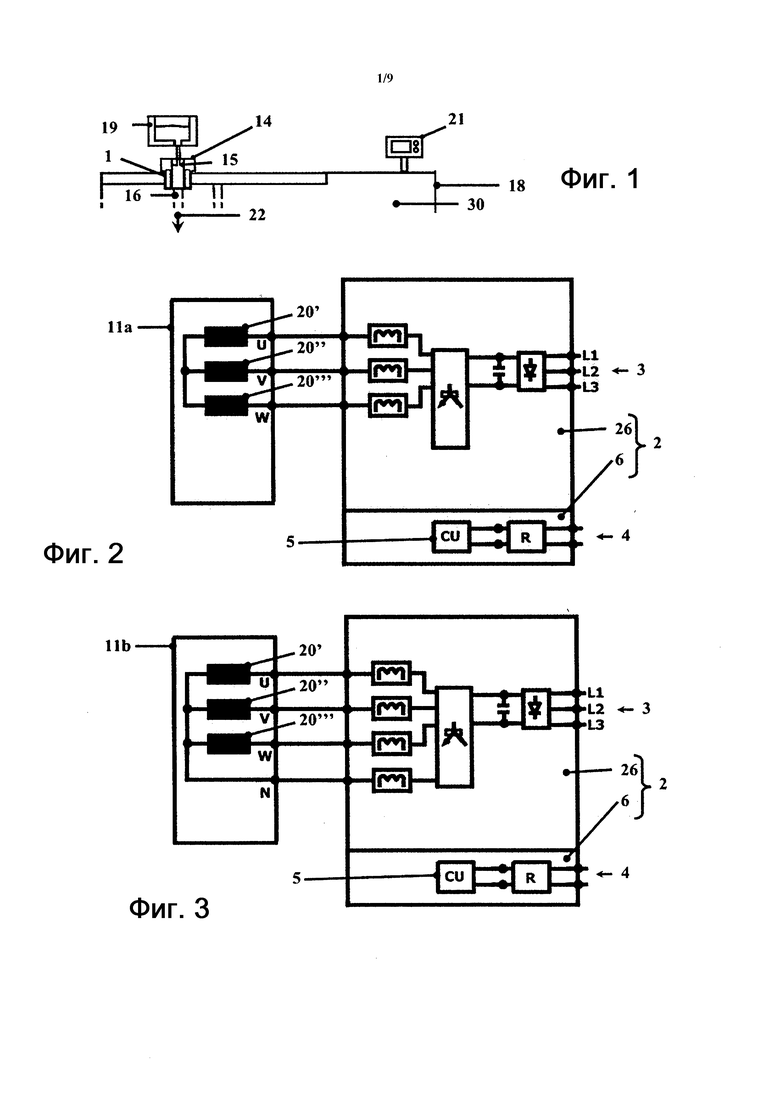
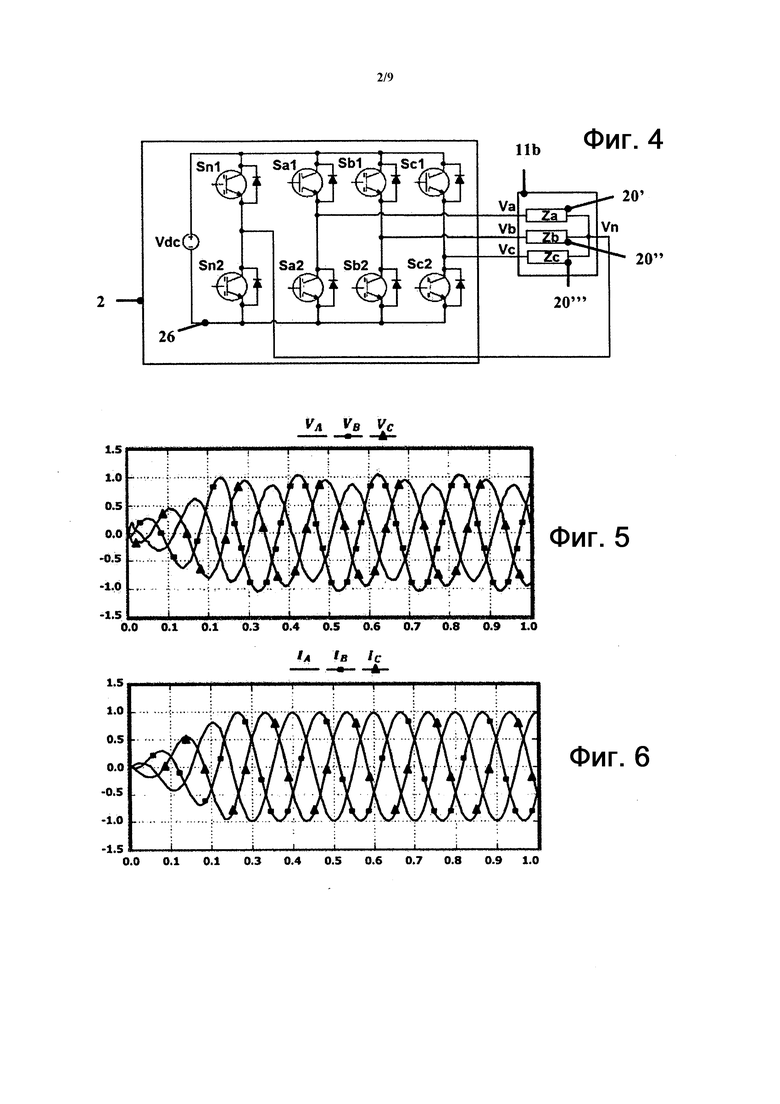
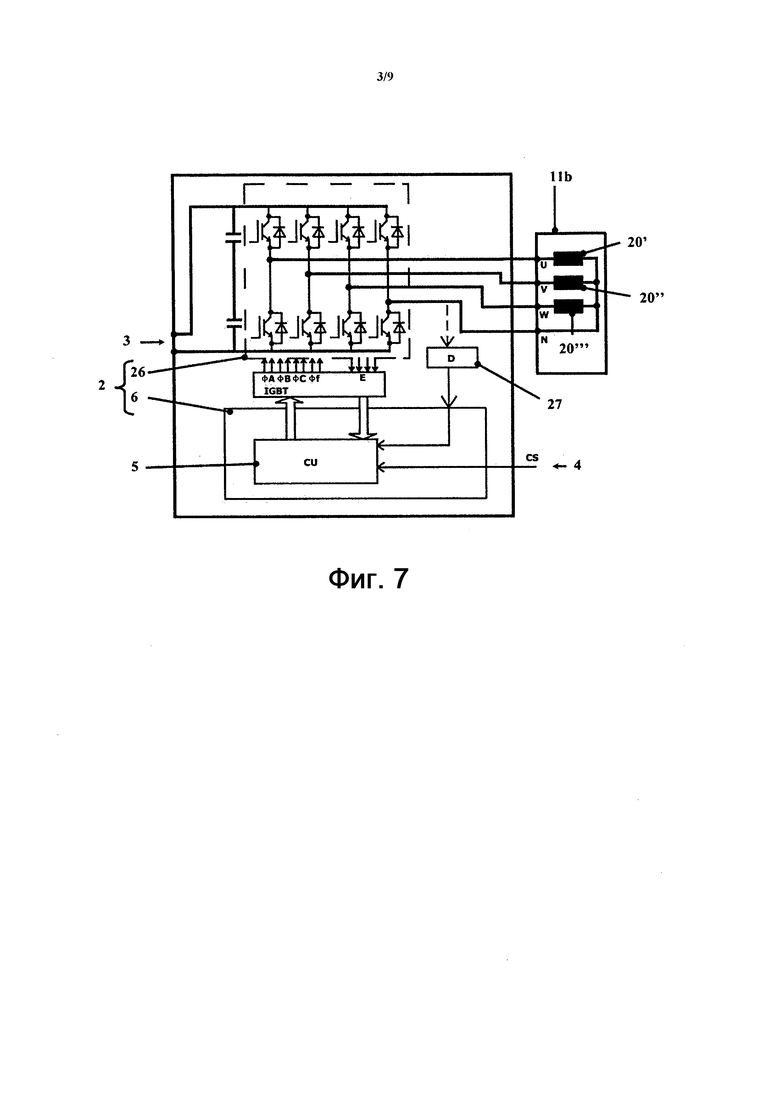
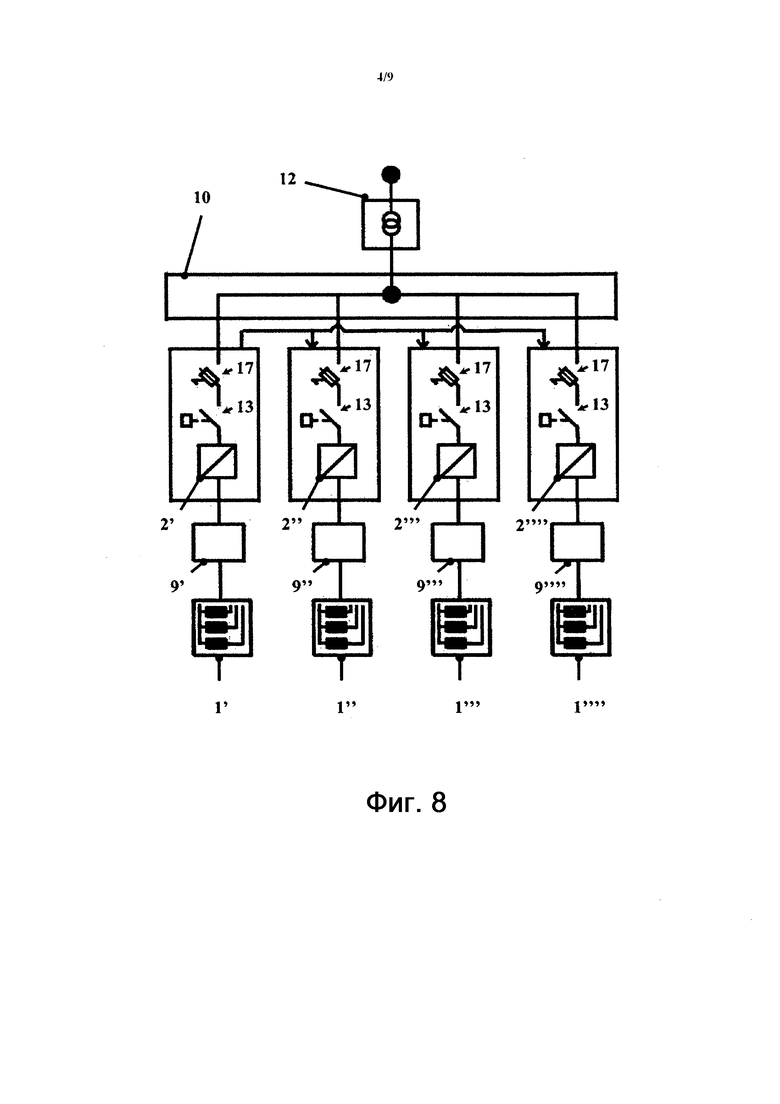
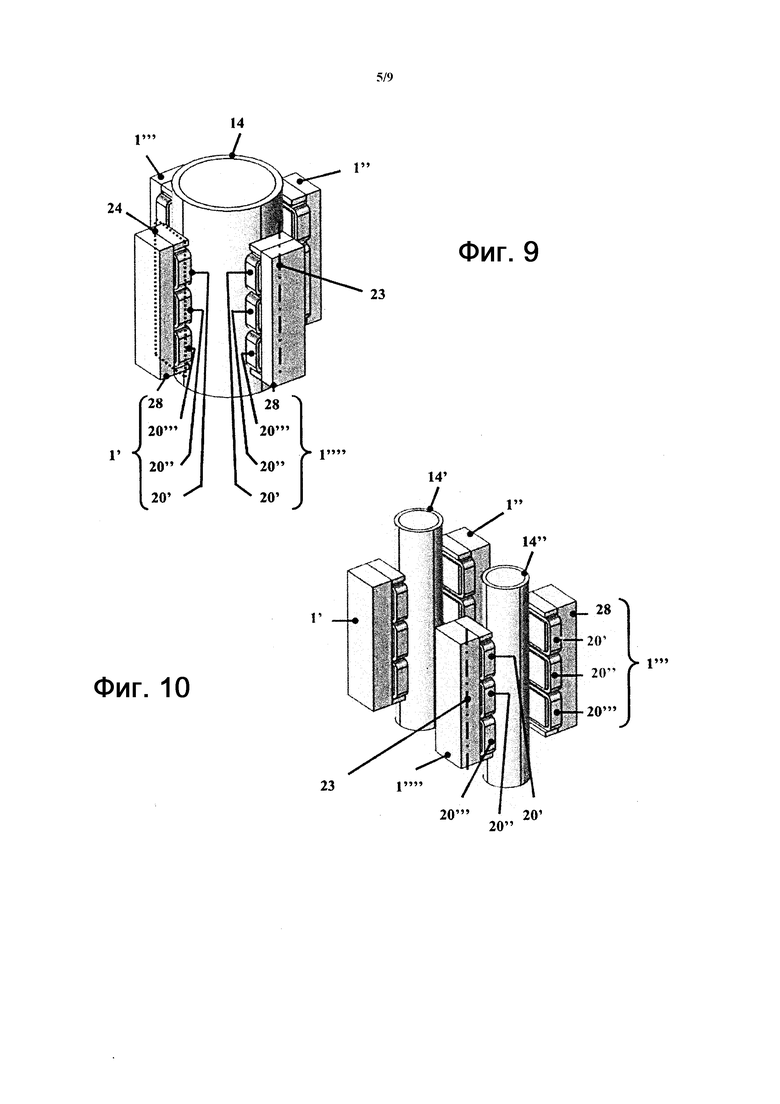
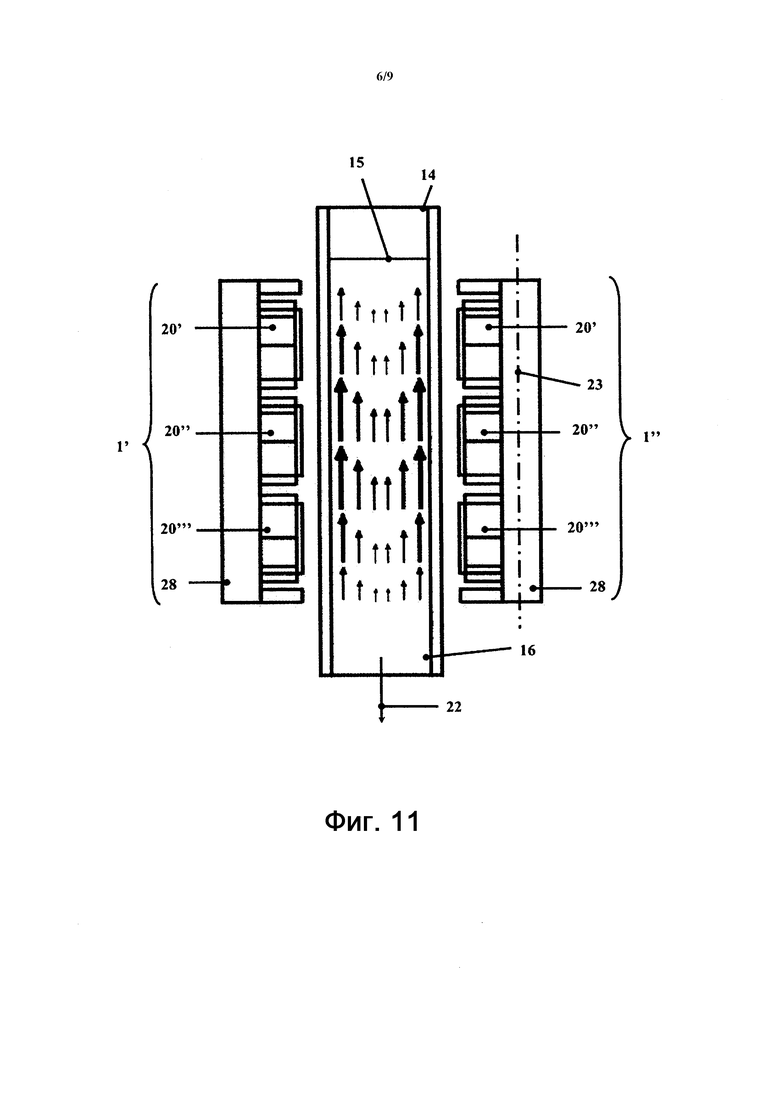
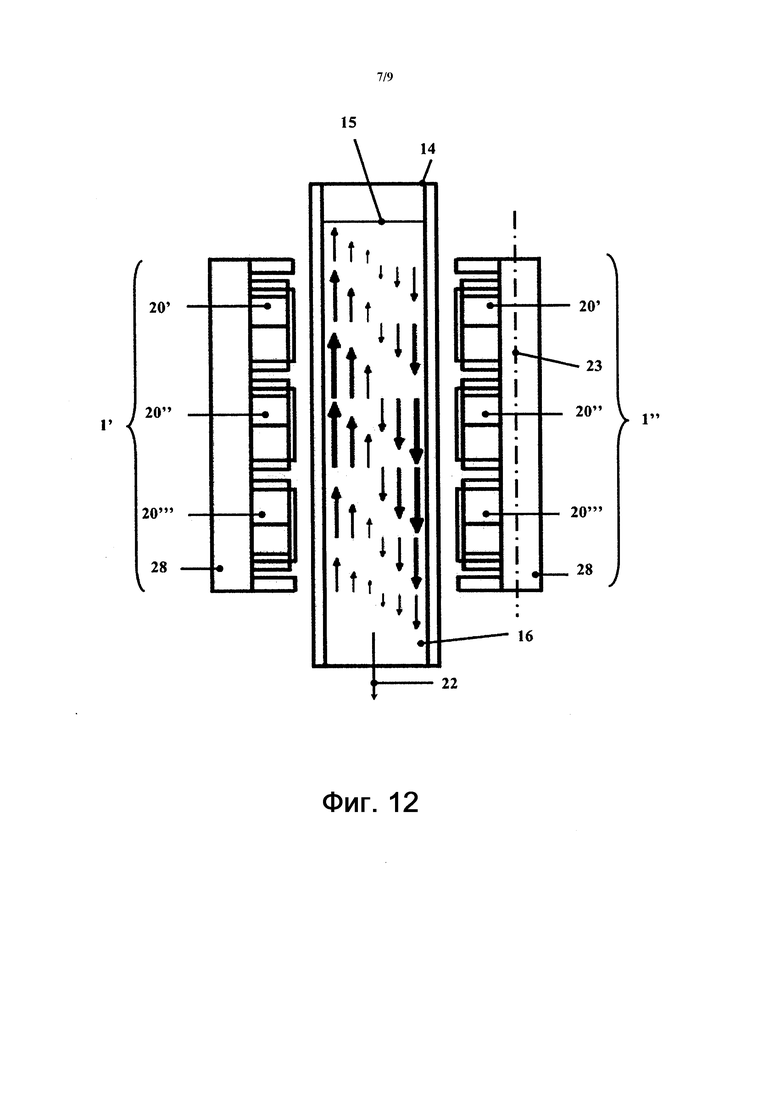
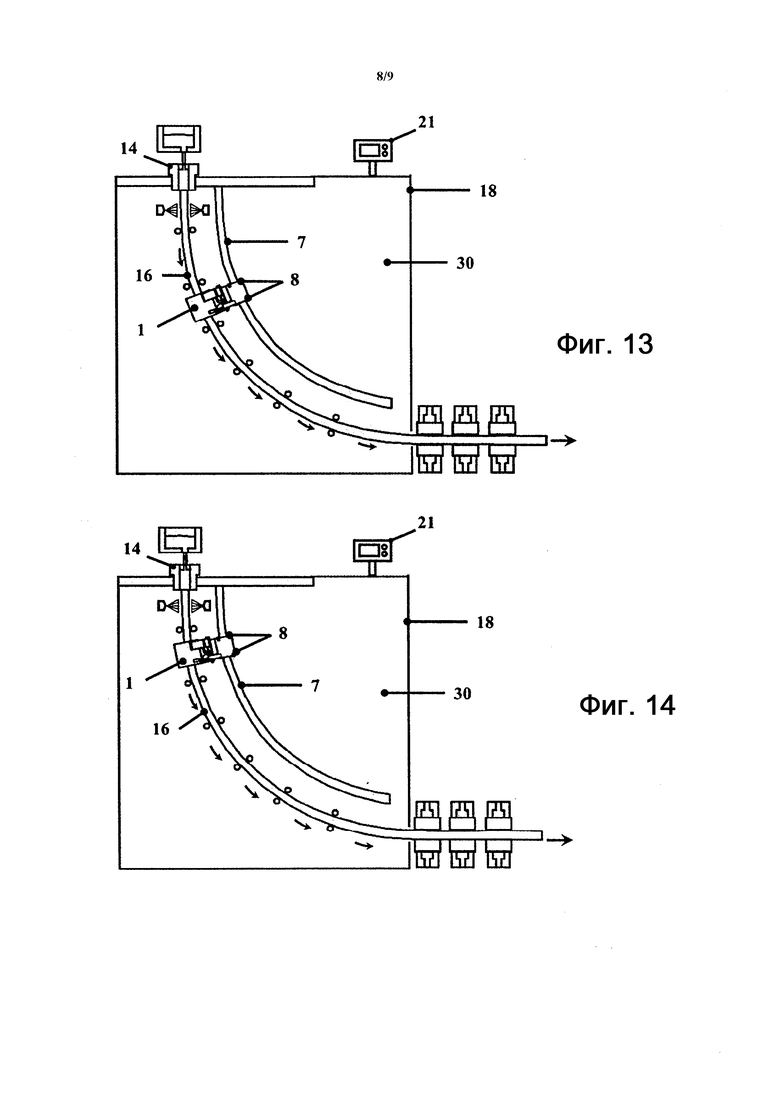
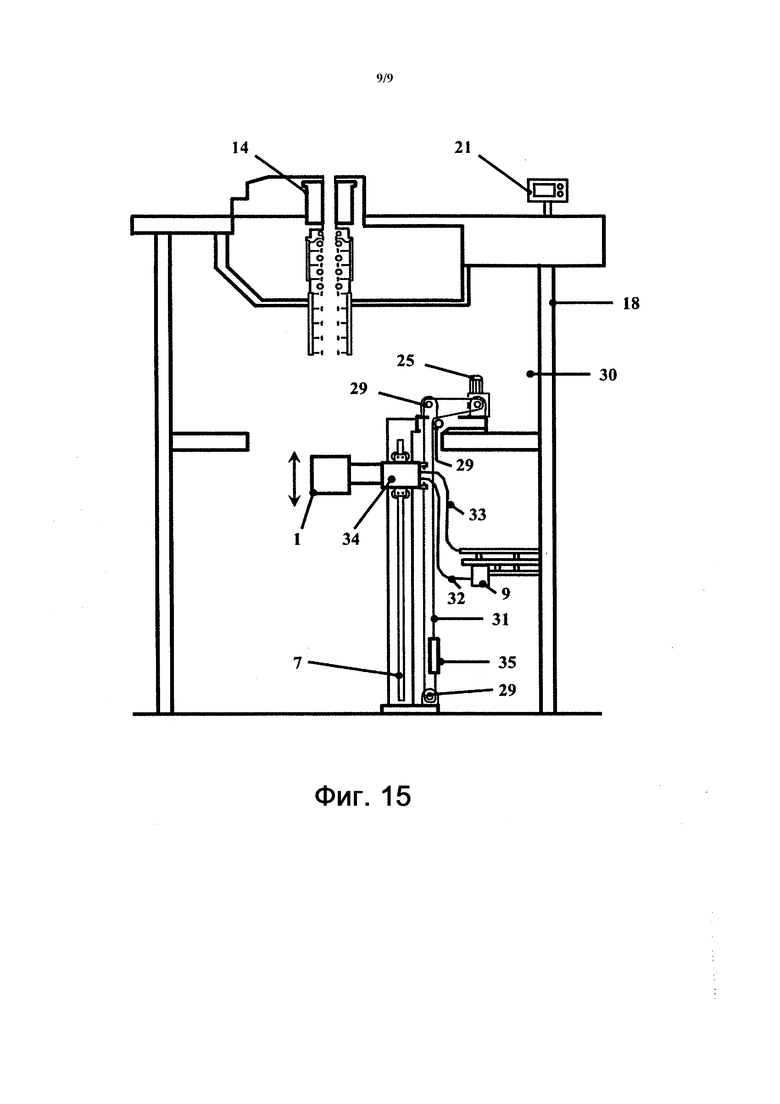
Изобретение относится к литейному производству. Установка для производства металлических стержней, литейная машина, способ литья и способ управления по меньшей мере тремя электромагнитными перемешивающими устройствами, в которых обеспечивают по меньшей мере одну фазу переключения между двумя рабочими конфигурациями электромагнитных перемешивающих устройств, из которых первая рабочая конфигурация, в которой генерируется вращающееся электромагнитное поле, индуцирующее в расплавленном металлическом материале вращательное движение, и вторая рабочая конфигурация, в которой генерируется линейное электромагнитное поле, индуцирующее в расплавленном металлическом материале линейное движение. В результате обеспечивается возможность использования одной литейной машины с различными режимами работы, что обеспечивает повышение производительности. 4 н. и 9 з.п. ф-лы, 6 табл., 15 ил.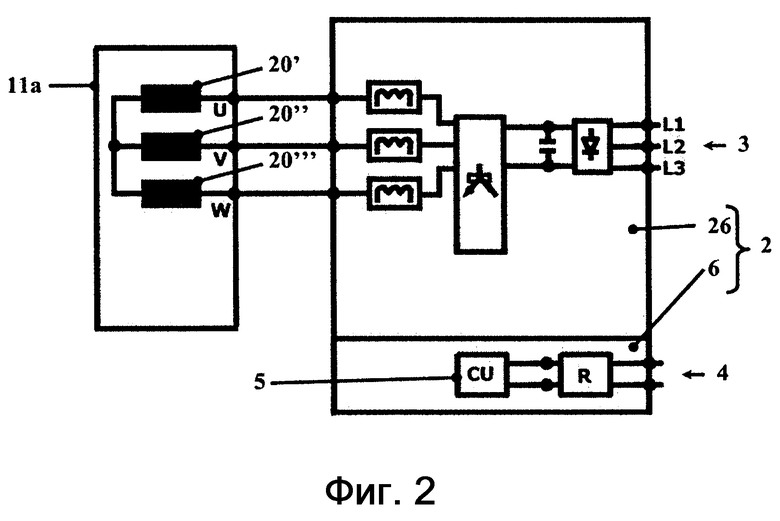
1. Способ управления по меньшей мере тремя электромагнитными перемешивающими устройствами (1', 1'', 1''', 1'''') линейного типа, действующими на металлический материал в расплавленном состоянии, содержащийся внутри по меньшей мере одной литейной формы (14, 14', 14'') или содержащийся внутри затвердевшей металлической оболочки по меньшей мере одного металлического стержня (16), находящегося в процессе затвердевания, причем металлический стержень (16) производят посредством литья в упомянутой по меньшей мере одной литейной форме (14, 14', 14''), причем перемешивающие устройства (1', 1'', 1''', 1'''') размещены на одном и том же расстоянии друг относительно друга вокруг металлического материала в расплавленном состоянии, при этом каждое из перемешивающих устройств (1', 1'', 1''', 1'''') содержит по меньшей мере две индукционные катушки (20', 20'', 20''') с обмотками, катушки (20', 20'', 20''') каждого из перемешивающих устройств (1', 1'', 1''', 1'''') расположены в ряд друг за другом вдоль продольной оси (23) электромагнитного перемешивающего устройства в соответствии с конфигурацией, в которой обмотки катушек (20', 20'', 20''') расположены в одной плоскости (24), параллельной продольной оси (23) соответствующего перемешивающего устройства, при этом катушки (20', 20'', 20''') сконфигурированы с возможностью создавать электромагнитное поле, вызывающее перемешивающую силу, действующую на металлический материал в расплавленном состоянии, отличающийся тем, что он содержит по меньшей мере один этап переключения между двумя рабочими конфигурациями электромагнитных перемешивающих устройств (1', 1'', 1''', 1''''), а именно перемешивающего устройства вращательного типа и перемешивающего устройства линейного типа, на одной и той же литейной машине, причем
- первой рабочей конфигурацией является конфигурация, в которой по меньшей мере одной из катушек (20', 20'', 20''') первого перемешивающего устройства (1') из упомянутых перемешивающих устройств (1', 1'', 1''', 1'''') управляют скоординированно с соответствующими другими упомянутыми катушками (20', 20'', 20''') других упомянутых перемешивающих устройств (1'', 1''', 1'''') таким образом, чтобы скоординированные между собой катушки (20', 20'', 20''') создавали вращающееся электромагнитное поле, индуцирующее в расплавленном металлическом материале вращательное движение в плоскости вращения, которая перпендикулярна направлению извлечения (22) металлического стержня (16) из литейной формы (14, 14', 14''); а
- второй рабочей конфигурацией является конфигурация, в которой по меньшей мере двумя катушками (20', 20'', 20''') упомянутых перемешивающих устройств (1', 1'', 1''', 1'''') управляют скоординированно таким образом, чтобы скоординированные между собой катушки (20', 20'', 20''') создавали линейное электромагнитное поле, индуцирующее в расплавленном металлическом материале линейное движение в направлении, параллельном продольной оси (23) соответствующего перемешивающего устройства;
при этом первую рабочую конфигурацию получают посредством ряда подэтапов, на которых приводят в действие скоординированные между собой катушки (20', 20'', 20'''), причем каждый подэтап приведения в действие представляет собой этап подачи питания на одну из упомянутых скоординированных между собой катушек (20', 20'', 20''') посредством тока возбуждения, подаваемого соответствующим инвертором (2', 2'', 2''', 2'''') между управляющим выводом соответствующей катушки (20', 20'', 20''') и компенсационным выводом инвертора, который соединен с общей нейтральной точкой звезды катушек (20', 20'', 20''') одного и того же перемешивающего устройства (1', 1'', 1''', 1''''), причем комбинация подэтапов приведения в действие скоординированных между собой катушек (20', 20'', 20''') такая, что ток возбуждения, подаваемый на первом подэтапе на одну из скоординированных между собой катушек (20', 20'', 20'''), сдвинут по фазе относительно тока возбуждения, подаваемого на другую из скоординированных между собой катушек (20', 20'', 20''') на втором подэтапе, следующем за первым подэтапом.
2. Способ по п. 1, отличающийся тем, что он представляет собой способ управления четырьмя перемешивающими устройствами (1', 1'', 1''', 1'''') линейного типа, расположенными парами противоположных перемешивающих устройств (1', 1'', 1''', 1''''), причем перемешивающие устройства (1', 1'', 1''', 1'''') расположены на одном и том же расстоянии друг относительно друга в соответствии с радиальным расположением вдоль взаимно перпендикулярных осей вокруг металлического материала в расплавленном состоянии, при этом первая пара перемешивающих устройств (1', 1'') состоит из первого перемешивающего устройства (1') и второго перемешивающего устройства (1''), причем первое перемешивающее устройство (1') расположено напротив второго перемешивающего устройства (1'') вдоль первой из упомянутых перпендикулярных осей в соответствии с расположением, в котором металлический материал в расплавленном состоянии расположен между первым перемешивающим устройством (1') и вторым перемешивающим устройством (1''), вторая пара перемешивающих устройств (1''', 1'''') состоит из третьего перемешивающего устройства (1''') и четвертого перемешивающего устройства (1''''), причем третье перемешивающее устройство (1''') расположено напротив четвертого перемешивающего устройства (1'''') вдоль второй из упомянутых перпендикулярных осей в соответствии с расположением, в котором металлический материал в расплавленном состоянии расположен между третьим перемешивающим устройством (1''') и четвертым перемешивающим устройством (1'''').
3. Способ по п. 1 или 2, отличающийся тем, что комбинация упомянутых подэтапов приведения в действие скоординированных между собой катушек (20', 20'', 20''') такая, что:
- ток возбуждения, подаваемый на втором подэтапе на одну из катушек (20', 20'', 20''') третьего перемешивающего устройства (1'''), сдвинут по фазе на 90° относительно тока возбуждения, подаваемого на первом подэтапе на одну из катушек (20', 20'', 20''') первого перемешивающего устройства (1');
- ток возбуждения, подаваемый на третьем подэтапе на одну из катушек (20', 20'', 20''') второго перемешивающего устройства (1'''), сдвинут по фазе на 180° относительно тока возбуждения, подаваемого на первом подэтапе на одну из катушек (20', 20'', 20''') первого перемешивающего устройства (1');
- ток возбуждения, подаваемый на четвертом подэтапе на одну из катушек (20', 20'', 20''') четвертого перемешивающего устройства (1'''), сдвинут по фазе на 270° относительно тока возбуждения, подаваемого на первом подэтапе на одну из катушек (20', 20'', 20''') первого перемешивающего устройства (1').
4. Способ по п. 2 или 3, отличающийся тем, что вторую рабочую конфигурацию получают посредством ряда подэтапов приведения в действие катушек (20', 20'', 20'''), которые сконфигурированы и спроектированы таким образом, что катушками (20', 20'', 20''') по меньшей мере одной из упомянутых пар перемешивающих устройств управляют скоординированно, чтобы они работали в рабочем режиме, выбранном из следующих режимов:
- первый рабочий режим, в котором оба перемешивающих устройства упомянутой пары воздействуют на расплавленный металл силой, направленной вверх;
- второй рабочий режим, в котором оба перемешивающих устройства упомянутой пары воздействуют на расплавленный металл силой, направленной вниз;
- третий рабочий режим, в котором одно из перемешивающих устройств упомянутой пары воздействует на расплавленный металл силой, которая направлена вверх, а другое перемешивающее устройство из упомянутой пары воздействует на расплавленный металл силой, которая направлена вниз;
- четвертый рабочий режим, в котором чередуются первые периоды времени и вторые периоды времени, причем в первые периоды времени перемешивающие устройства упомянутой пары работают в соответствии с одним из следующих режимов: первый рабочий режим, второй рабочий режим, третий рабочий режим, а во вторые периоды времени перемешивающие устройства упомянутой пары работают в соответствии с отличным рабочим режимом по отношению к первому периоду времени и выбранному из первого рабочего режима, второго рабочего режима, третьего рабочего режима;
при этом "вверх" и "вниз" относятся к направлению силы тяжести, когда форма (14, 14', 14'') установлена в вертикальном положении.
5. Способ по любому из пп. 1-4, отличающийся тем, что каждое из перемешивающих устройств (1', 1'', 1''', 1'''') содержит три катушки (20', 20'', 20'''), из которых первая катушка (20') расположена сверху, вторая катушка (20'') расположена между первой катушкой (20') и третьей катушкой (20'''), которая расположена снизу, при этом "сверху" и "снизу" относятся к направлению силы тяжести, когда литейная форма (14, 14', 14'') установлена вертикально.
6. Способ по п. 5, отличающийся тем, что первую рабочую конфигурацию получают посредством скоординированного управления
- по меньшей мере первыми катушками (20') упомянутых перемешивающих устройств (1', 1'', 1''', 1''''), создающими вращающееся электромагнитное поле, индуцирующее в расплавленном металлическом материале вращательное движение в соответствии с более высоким положением относительно корпуса (28) упомянутых перемешивающих устройств (1', 1'', 1''', 1'''');
или
- по меньшей мере вторыми катушками (20'') упомянутых перемешивающих устройств (1', 1'', 1''', 1''''), создающими вращающееся электромагнитное поле, индуцирующее в расплавленном металлическом материале вращательное движение в соответствии с промежуточным положением относительно корпуса (28) упомянутых перемешивающих устройств (1', 1'', 1''', 1'''');
или
- по меньшей мере третьими катушками (20'') упомянутых перемешивающих устройств (1', 1'', 1''', 1''''), создающими вращающееся электромагнитное поле, индуцирующее в расплавленном металлическом материале вращательное движение в соответствии с более низким положением относительно корпуса (28) упомянутых перемешивающих устройств (1', 1'', 1''', 1'''');
или
- чередующимися фазами скоординированного управления, в котором каждую из упомянутых чередующихся фаз управления выбирают из фазы управления только первыми катушками (20'), фазы управления только вторыми катушками (20''), фазы управления только третьими катушками (20''');
при этом "более высокий" и "более низкий" соответствуют направлению силы тяжести, когда форма (14, 14', 14'') установлена в вертикальном положении.
7. Способ по п. 4 или 5, отличающийся тем, что вторую рабочую конфигурацию получают посредством последовательности из трех подэтапов приведения в действие катушек, состоящей из первого подэтапа, второго подэтапа следующего за предыдущим, и третьего подэтапа, следующего за предыдущим, при этом вторая рабочая конфигурация такова, что по меньшей мере катушками одной из упомянутых пар перемешивающих устройств управляют скоординированно, чтобы обеспечить работу в соответствии с рабочим режимом, выбранным из следующих режимов:
- упомянутого первого рабочего режима, в котором оба перемешивающих устройства из упомянутой пары воздействуют на расплавленный металл силой, которая направлена вверх, причем упомянутый первый рабочий режим получают путем подачи на первом подэтапе тока возбуждения на первую катушку (20') обоих перемешивающих устройств упомянутой пары, подачи на втором подэтапе на вторую катушку (20'') обоих перемешивающих устройств упомянутой пары тока возбуждения, сдвинутого по фазе на 120° относительно тока возбуждения, подаваемого на первом подэтапе, подачи на третьем подэтапе на третью катушку (20''') обоих перемешивающих устройств упомянутой пары тока возбуждения, сдвинутого по фазе на 240° относительно тока возбуждения, подаваемого на первом подэтапе;
- упомянутого второго рабочего режима, в котором оба перемешивающих устройства из упомянутой пары воздействуют на расплавленный металл силой, которая направлена вниз, причем упомянутый второй рабочий режим получают путем подачи на третьем подэтапе тока возбуждения на третью катушку (20''') обоих перемешивающих устройств упомянутой пары, подачи на втором подэтапе на вторую катушку (20'') обоих перемешивающих устройств упомянутой пары тока возбуждения, сдвинутого по фазе на 120° относительно тока возбуждения, подаваемого на третьем подэтапе, подачи на первом подэтапе на первую катушку (20') обоих перемешивающих устройств упомянутой пары тока возбуждения, сдвинутого по фазе на 240° относительно тока возбуждения, подаваемого на третьем подэтапе;
- упомянутого третьего режима, в котором одно из перемешивающих устройств из упомянутой пары воздействует на расплавленный металл силой, которая направлена вверх, а другое из перемешивающих устройств из упомянутой пары воздействует на расплавленный металл силой, которая направлена вниз, причем упомянутый третий рабочий режим получают путем управления перемешивающим устройством из упомянутой пары, которое воздействует на расплавленный металл силой, направленной вверх, таким образом, что на первом подэтапе подают ток возбуждения на первую катушку (20'), на втором подэтапе на вторую катушку (20'') подают ток возбуждения, сдвинутый по фазе на 120° относительно тока возбуждения, подаваемого на первом подэтапе, на третьем подэтапе на третью катушку (20''') подают ток возбуждения, сдвинутый по фазе на 240° относительно тока возбуждения, подаваемого на первом подэтапе, причем упомянутый третий рабочий режим также получают путем управления перемешивающим устройством из упомянутой пары, которое воздействует на расплавленный металл силой, направленной вниз, так, что на третьем подэтапе подают ток возбуждения на третью катушку (20'''), на втором подэтапе на вторую катушку (20'') подают ток возбуждения, сдвинутый по фазе на 120° относительно тока возбуждения, подаваемого на третьем подэтапе, на первом подэтапе на первую катушку (20') подают ток возбуждения, сдвинутый по фазе на 240° относительно тока возбуждения, подаваемого на третьем подэтапе.
8. Литейная машина (18), содержащая по меньшей мере одну литейную форму (14, 14', 14'') с металлическим материалом в расплавленном состоянии и электромагнитные перемешивающие устройства (1', 1'', 1''', 1'''') линейного типа, воздействующие на металлический материал в расплавленном состоянии, содержащийся внутри упомянутой по меньшей мере одной литейной формы (14, 14', 14'') или содержащийся внутри затвердевшей металлической оболочки по меньшей мере одного металлического стержня (16), находящегося в процессе затвердевания, причем металлический стержень (16) производят посредством литья в упомянутой по меньшей мере одной литейной форме (14, 14', 14''), причем перемешивающие устройства (1', 1'', 1''', 1'''') размещены на одном и том же расстоянии друг относительно друга вокруг металлического материала в расплавленном состоянии, при этом каждое из перемешивающих устройств (1', 1'', 1''', 1'''') имеет по меньшей мере две индукционные катушки (20', 20'', 20''') с обмотками, катушки (20', 20'', 20''') каждого из перемешивающих устройств (1', 1'', 1''', 1'''') расположены в ряд друг за другом вдоль продольной оси (23) электромагнитного перемешивающего устройства в соответствии с конфигурацией, в которой обмотки катушек (20', 20'', 20''') расположены в одной плоскости (24), параллельной оси (23) соответствующего перемешивающего устройства, при этом катушки (20', 20'', 20''') сконструированы с возможностью создания электромагнитного поля, вызывающего перемешивающую силу, действующую на металлический материал в расплавленном состоянии, причем упомянутая литейная машина (18) содержит блок (21) управления для управления по меньшей мере перемешивающими устройствами (1', 1'', 1''', 1''''), отличающаяся тем, что блок (21) управления выполнен с возможностью управления электромагнитными перемешивающими устройствами (1', 1'', 1''', 1'''') в соответствии со способом управления по любому из пп. 1-8.
9. Литейная машина (18) по п. 8, отличающаяся тем, что она оснащена четырьмя упомянутыми перемешивающими устройствами (1', 1'', 1''', 1'''') линейного типа, причем литейная машина (18) выполнена с возможностью обеспечивать две рабочие конфигурации:
- первая рабочая конфигурация литейной машины (18), предназначенная для того, чтобы отливать один металлический стержень (16) в одной единственной литейной форме (14) литейной машины (18), при перемешивании металлического материала в расплавленном состоянии посредством четырех перемешивающих устройств (1', 1'', 1''', 1''''), содержащих первое перемешивающее устройство (1'), второе перемешивающее устройство (1''), третье перемешивающее устройство (1'''), четвертое перемешивающее устройство (1''''), причем перемешивающие устройства расположены парами друг напротив друга, причем перемешивающие устройства (1', 1'', 1''', 1'''') расположены на одном и том же расстоянии друг относительно друга в соответствии с радиальным расположением вдоль взаимно перпендикулярных осей вокруг металлического материала в расплавленном состоянии, при этом первая пара перемешивающих устройств (1', 1'') состоит из первого перемешивающего устройства (1'), расположенного напротив второго перемешивающего устройства (1'') вдоль первой из упомянутых перпендикулярных осей в соответствии с расположением, в котором металлический материал в расплавленном состоянии расположен между первым перемешивающим устройством (1') и вторым перемешивающим устройством (1''), вторая пара перемешивающих устройств (1''', 1'''') состоит из третьего перемешивающего устройства (1'''), расположенного напротив четвертого перемешивающего устройства (1'''') вдоль второй из упомянутых перпендикулярных осей в соответствии с расположением, в котором металлический материал в расплавленном состоянии расположен между третьим перемешивающим устройством (1''') и четвертым перемешивающим устройством (1'''');
- вторая рабочая конфигурация литейной машины, предназначенная для одновременного литья двух металлических стержней (16) в двух литейных формах (14', 14'') при перемешивании металлического материала в расплавленном состоянии посредством четырех перемешивателей (1', 1'', 1''', 1'''') линейного типа, при этом литейная машина оснащена первой литейной формой (14') и второй литейной формой (14''), причем на первую литейную форму (14') воздействует одна пара перемешивателей (1', 1'') линейного типа, содержащая первое перемешивающее устройство (1'), второе перемешивающее устройство (1''), на вторую литейную форму (14'') воздействует другая пара перемешивателей (1''', 1'''') линейного типа, содержащая третье перемешивающее устройство (1'''), четвертое перемешивающее устройство (1'''').
10. Литейная машина (18) по п. 8 или 9, отличающаяся тем, что упомянутые перемешивающие устройства (1', 1'', 1''', 1'''') установлены внутри литейной формы (14, 14', 14'').
11. Литейная машина (18) по п. 8 или 9, отличающаяся тем, что упомянутые перемешивающие устройства (1', 1'', 1''', 1'''') связаны со средством (7, 8) перемещения вдоль длины металлического стержня (16), причем упомянутое средство (7, 8) перемещения содержит соединительное средство (8), предназначенное для соединения с направляющим средством (7), при этом средство (7, 8) перемещения предназначено для перемещения перемешивающих устройств (1', 1'', 1''', 1'''') вдоль направляющего средства (7) по меньшей мере на часть общей длины упомянутого металлического стержня (16) в различных рабочих положениях вдоль упомянутого металлического стержня (16), который представляет собой частично затвердевший металлический стержень (16), перемещающийся в охлаждающей камере (30), причем упомянутый металлический стержень (16) состоит из оболочки, находящейся в твердом состоянии, которая охватывает сердцевину в расплавленном состоянии, на которую должна воздействовать перемешивающая сила, вызываемая упомянутым электромагнитным полем.
12. Установка для производства металлических стержней (16), содержащая литейную машину (18), оснащенную по меньшей мере одной литейной формой (14, 14', 14'') с металлическим материалом в расплавленном состоянии и оснащенную электромагнитными перемешивающими устройствами (1', 1'', 1''', 1'''') линейного типа, воздействующими на металлический материал в расплавленном состоянии, содержащийся внутри упомянутой по меньшей мере одной литейной формы (14, 14', 14'') или содержащийся внутри затвердевшей металлической оболочки по меньшей мере одного металлического стержня (16), находящегося в процессе затвердевания, причем металлический стержень (16) изготавливается посредством литья в упомянутой по меньшей мере одной литейной форме (14, 14', 14''), причем перемешивающие устройства (1', 1'', 1''', 1'''') размещены на одном и том же расстоянии друг относительно друга в соответствии с радиальной конфигурацией, вокруг металлического материала в расплавленном состоянии, при этом каждое из перемешивающих устройств (1', 1'', 1''', 1'''') содержит по меньшей мере две индукционные катушки (20', 20'', 20''') с обмотками, катушки (20', 20'', 20''') каждого из перемешивающих устройств (1', 1'', 1''', 1'''') расположены в ряд друг за другом вдоль продольной оси (23) электромагнитного перемешивающего устройства в соответствии с конфигурацией, в которой обмотки катушек (20', 20'', 20''') расположены в одной плоскости (24), параллельной продольной оси (23) соответствующего перемешивающего устройства, при этом катушки (20', 20'', 20''') выполнены с возможностью создавать электромагнитное поле, вызывающее перемешивающую силу, действующую на металлический материал в расплавленном состоянии, причем упомянутая литейная машина (18) оснащена блоком (21) управления, предназначенным для управления по меньшей мере перемешивающими устройствами (1', 1'', 1''', 1''''), отличающаяся тем, что литейная машина (18) выполнена в соответствии с любым из пп. 8-11.
13. Способ литья для производства металлических стержней (16), включающий этап литья, на котором металлический материал заливают по меньшей мере в одну литейную форму (14, 14', 14'') литейной машины (18) для извлечения упомянутого металлического стержня (16) по меньшей мере из одной литейной формы (14, 14', 14''), при этом металлический стержень (16), выходящий по меньшей мере из одной из литейной формы (14, 14', 14''), является частично затвердевшим и перемещается внутри охлаждающей камеры (30) литейной машины (18), при этом металлический стержень (16) состоит из оболочки в твердом состоянии, охватывающей сердцевину, находящуюся в расплавленном состоянии, при этом упомянутый этап литья обеспечивает один или более этапов перемешивания материала в расплавленном состоянии, составляющего упомянутую сердцевину, отличающийся тем, что упомянутый этап перемешивания материала в расплавленном состоянии происходит в соответствии со способом управления по меньшей мере тремя электромагнитными перемешивающими устройствами (1', 1'', 1''', 1'''') линейного типа, воздействующими на металлический материал в расплавленном состоянии, причем способ управления представляет собой способ управления по любому из пп. 1-7.
| CN 103182495 B, 22.04.2015 | |||
| Водозаборное сооружение | 1948 |
|
SU80326A1 |
| US 5279351 A1, 18.01.1994 | |||
| SU 1823272 A1, 20.03.1996 | |||
| Способ электромагнитного перемешивания расплавленной стали при непрерывном литье прямоугольных заготовок | 1983 |
|
SU1428181A3 |
| Способ электромагнитного перемешивания расплавленной стали в процессе непрерывного литья слитков | 1982 |
|
SU1355113A3 |

