Область техники, к которой относится изобретение
Настоящее изобретение относится к устройству для плавления металлического материала, например, но без ограничения, металлического лома, железа прямого восстановления, чугуна, подаваемого в плавильную печь электродугового типа.
Изобретение также относится к способу плавления металлического материала.
Уровень техники
Известны различные виды устройств для плавления металлического материала, например, но не только, металлического лома. Примеры устройств плавления раскрыты, например, в патентных документах US-A-4.406.008, US-A-3.665.081, DE-C-973.715, US-A-1.127.475, CN-A-85.104.161, and WO-A-2014/174463.
В частности, известны электродуговые печи, в которых электрическая дуга между одним или более электродами и металлическим материалом, содержащимся в емкости или кожухе, расплавляет металлический материал.
В настоящее время в области электродуговых печей распространено использование трех электродов, соединенных с трехфазным блоком питания, в которых каждая фаза соединена с соответствующим электродом.
Электроды, как правило, расположены в соответствии с треугольной схемой и расположены по существу в центральной зоне емкости так, что электрические дуги, которые вырабатываются между электродами, расплавляют металлический материал.
Также известно, что температура расплавленного металла в емкости в процессе плавления не равномерна, так что имеются зоны, в которых расплавленный металл имеет тенденцию к охлаждению, например из-за близости к твердой массе, имеющейся в емкости, и зоны, в которых расплавленный металл перегревается. Часто случается, что некоторые части печи, которые находятся перед фазами или электродами, перегреваются, что приводит к образованию так называемых «горячих точек», вызывающих повреждение огнеупорного материала.
Перегретый расплавленный металл подвержен конвективным эффектам, которые не только не позволяют оптимально регулировать качество металла, но также увеличивают износ стенок, то есть огнеупорных материалов емкости с последующим увеличением работ по техническому обслуживанию и связанных с этим дополнительных затрат.
Эти эффекты, как правило, возникают в результате неравномерного распределения тепловой энергии, поступающей от электрических дуг.
В этих электропечах материал выгружается по существу в непрерывном режиме в емкость и вблизи стенки последней.
Зоны, расположенные вблизи зоны разгрузки металлического материала, как правило, холоднее, чем зоны емкости, противоположные зоне разгрузки. Это также происходит в случае прерывистых загрузок, выполняемых посредством загрузки с помощью корзины, которая не гарантирует равномерное распределение материала, подлежащего плавлению в печи.
Чтобы противодействовать неравномерности температуры металлического материала, также известно решение, в котором два из трех электродов выровнены друг с другом и непосредственно обращены к зоне разгрузки емкости. Третий электрод, напротив, направлен к горячей зоне емкости и вызывает перегрев расплавленного металла, как раскрыто ранее.
Современные решения предполагают трудности в управлении циклом плавления расплавленного металла и процессами его рафинирования.
Кроме того, сложности обеспечения однородности температур расплавленного металла и лучшего управления ими подразумевают увеличение энергии для плавления.
Другим недостатком уровня техники является большая продолжительность каждого цикла плавления.
Из этого следует, что целью изобретения является обеспечение устройства для плавления и усовершенствование соответствующего способа, который позволяет уменьшить эффекты износа внутри емкости для плавления с последующим уменьшением требуемых работ по техническому обслуживанию.
Также целью изобретения является обеспечение устройства для плавления, которое позволяет уменьшить количество требуемой электроэнергии.
Другой целью настоящего изобретения является обеспечение способа плавления, который позволяет управлять электрической дугой во время процессов плавления.
Также целью настоящего изобретения является эффективное распределение энергии, излучаемой электродами в требуемых точках, для любого типа печей.
Также целью является достижение более равномерного процесса плавления, как с точки зрения плавления твердого металла, так и с точки зрения однородности температуры расплавленного металла.
Заявитель разработал, испытал и воплотил настоящее изобретение, чтобы преодолеть недостатки уровня техники и достичь указанных выше и других целей и преимуществ.
Раскрытие сущности изобретения
Настоящее изобретение изложено и охарактеризовано в независимых пунктах формулы, в то время как зависимые пункты формулы раскрывают другие характеристики изобретения или варианты основной идеи изобретения.
В соответствии с вышеизложенными целями, устройство для плавления металлического материала согласно изобретению содержит по меньшей мере емкость для вмещения металлического материала, подлежащего плавлению, загрузочное устройство, соединенное с боковой стенкой емкости с возможностью загрузки металлического материала в емкость, по существу в непрерывном режиме, и по меньшей мере две пары электродов для плавления металлического материала. При этом каждая пара электродов соединена с соответствующим блоком электропитания. Каждый блок питания выполнен с возможностью генерации электрической дуги между электродами соответствующей пары, на которую подается питание.
Настоящее изобретение также предусматривает, что электроды могут быть, по меньшей мере частично, введены в емкость и взаимно размещены по схеме на вершинах многоугольника.
Согласно еще одному аспекту настоящего изобретения, каждая пара электродов содержит первый электрод и второй электрод. Первые электроды расположены в вершинах первой стороны многоугольника, а вторые электроды расположены в вершинах второй стороны указанного многоугольника. Первая сторона и вторая сторона определяют соответственно меньшее основание и большее основание трапеции.
Кроме того, расстояние между первой стороной и указанным загрузочным устройством меньше, чем расстояние между второй стороной и загрузочным устройством.
Конкретное расположение электродов позволяет во время процесса плавления оптимальным способом распределять тепловую энергию к расплавленному металлу, уменьшая неравномерность температуры расплавленного металла, находящегося в емкости.
Например, во время загрузки металлического материала в емкость, образуется холодная зона, соответствующая выгруженному материалу. Конкретное расположение электродов в сочетании с управлением электроэнергией, подаваемой на каждую пару электродов, позволяет увеличить мощность нагрева в соответствии с холодной зоной для того, чтобы достичь равномерного распределения температуры в металлической ванне. Таким образом, не только тепловая энергия оптимизируется в соответствии с холодной зоной, но также может быть достигнуто уменьшение износа стенок емкости, поскольку уменьшение поступающей энергии можно регулировать в горячей зоне металлической ванны, в которой металлический материал уже расплавлен. Уменьшение поступающей энергии в горячей зоне металлической ванны позволяет уменьшить тепловой конвективный поток и, таким образом, уменьшить износ стенок емкости.
Согласно некоторым решениям по изобретению, предпочтительно предусмотреть, чтобы электроэнергия каждой пары электродов отличалась и могла регулироваться независимо относительно энергии другой пары электродов. Это позволяет оптимизировать управление функционированием электродов, их распределение мощности и их воздействие в процессе плавления.
В соответствии с возможным вариантом осуществления, многоугольник имеет четырехугольную форму, в которой электроды пар расположены в каждой вершине. Этот вариант осуществления позволяет должным образом разносить электроды друг от друга.
Согласно одному варианту, многоугольник имеет форму, похожую на трапецию.
Согласно другому варианту, две стороны, соединяющие два электрода каждой пары, имеют требуемый взаимный угол.
Согласно одному варианту, две стороны, соединяющие два электрода каждой пары, обращены друг к другу и наклонены под указанным взаимным углом.
Согласно другому варианту, из двух пар электродов, ближайшие два электрода каждой пары направлены к устройству загрузки материала.
Согласно другому варианту, два электрода, направленные к устройству загрузки материала, взаимодействуют кислородными копьями или другими вспомогательными устройствами для подачи тепловой энергии.
Согласно одному варианту, два электрода, образующие одну сторону трапеции, обращены к зоне удаления или выпуска расплавленного металла.
Согласно одному варианту, по меньшей мере один электрод, образующий одну пару, выполнен с возможностью передвижения в плоскости х, у, медианно и ортогонально вертикали емкости, в соответствии с эксплуатационными потребностями.
Тот факт, что пары электродов предусмотрены с электропитанием независимо друг от друга, позволяет независимо управлять длинами дуг, тем самым поддерживая, если необходимо, соответствующие зоны металлического материала.
Краткое описание чертежей
Эти и другие характеристики настоящего изобретения станут очевидны из последующего раскрытия некоторых вариантов осуществления, приведенного в качестве неограничивающего примера, со ссылкой на прилагаемые чертежи, на которых:
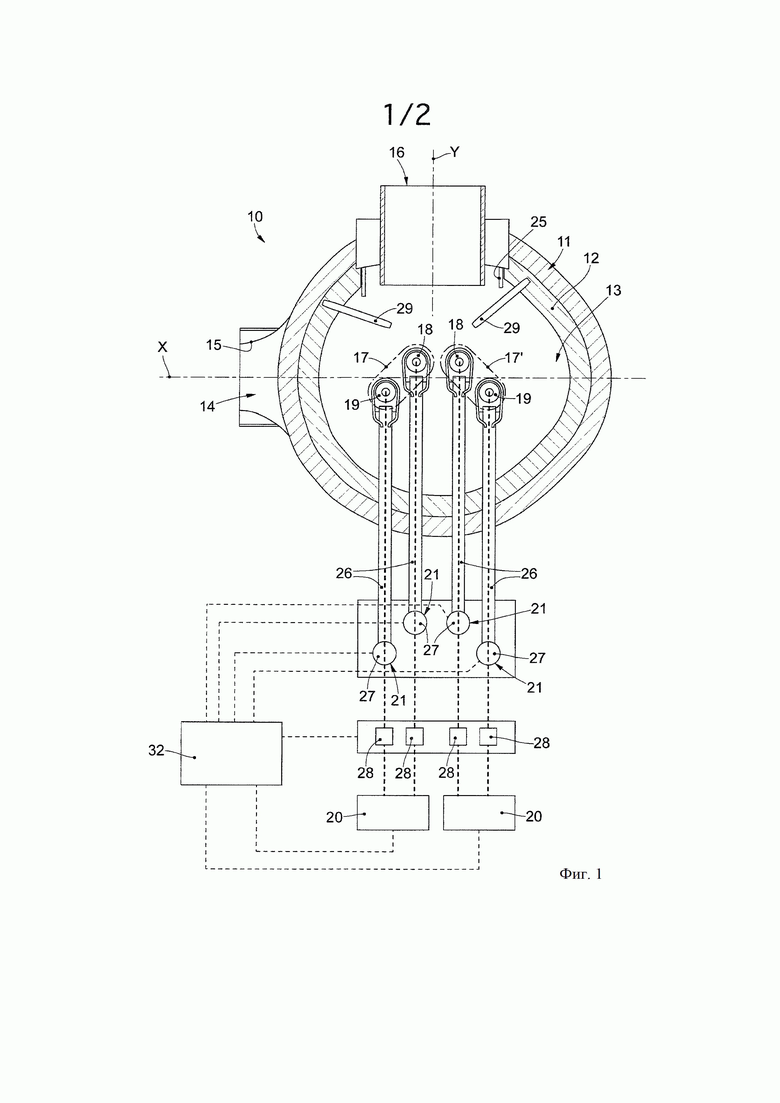
на фиг. 1 показан схематический вид сверху устройства для плавления для металлического материала согласно настоящему изобретению;
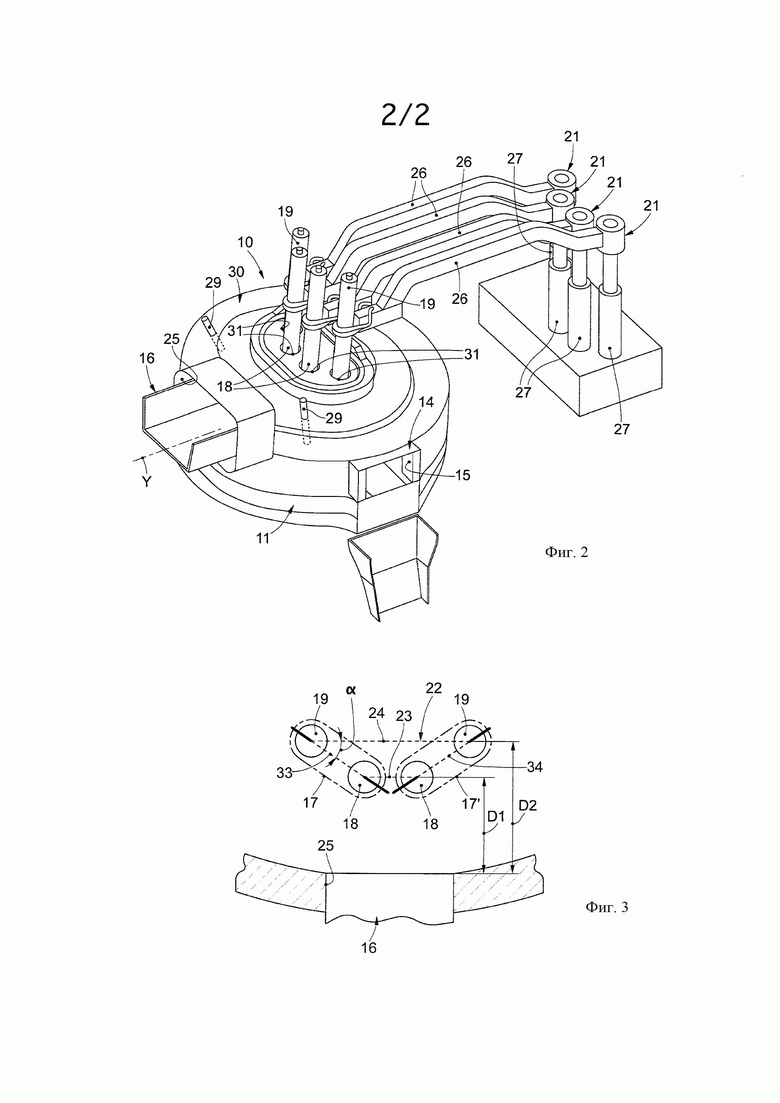
на фиг. 2 показан схематических вид в перспективе согласно фиг. 1;
на фиг. 3 показано схематическое изображение расположения электродов устройства для плавления согласно настоящему изобретению.
Для облегчения понимания, где это возможно, использованы одинаковые ссылочные обозначения для идентификации идентичных общих элементов на чертежах. Следует понимать, что элементы и характеристики одного варианта осуществления могут быть легко использованы в других вариантах осуществления без дополнительных разъяснений.
Осуществление изобретения
Варианты осуществления настоящего изобретения относятся к устройству для плавления, которое в целом обозначено на чертежах ссылочным обозначением 10 и используется для плавления металлического материала.
Устройство 10 для плавления содержит емкость 11, называемую также кожухом, в которую вводят металлический материал и затем плавят.
Емкость 11, как правило, футерована покрывным слоем 12, таким как огнеупорный материал, пригодный для сопротивления температурам плавления.
Емкость 11 может иметь, как правило, эллиптическую форму поперечного сечения, в данном случае, форму яйца.
Емкость 11 оснащена зоной 13 удаления, в которой, соответственно, происходит удаление расплавленного металла.
Зона 13 удаления может быть предусмотрена на периферии и в непосредственной близости от стенок емкости 11.
Емкость 11 также, как правило, оснащена зоной 14 расшлаковки, в которой, соответственно, происходит выгрузка шлака, вырабатываемого во время процесса плавления.
Зона 14 расшлаковки может быть размещена в предпочтительной зоне, например, напротив зоны 13 удаления.
Зона 14 расшлаковки может содержать отверстие 15 расшлаковки, выполненное, соответственно, в стенке емкости 11.
Как правило, зона 14 расшлаковки и зона 13 удаления могут быть выровнены вдоль общей продольной оси X, которая может определять на плоскости, ортогональной вертикальной оси емкости 11, медиальную ось емкости 11.
В соответствии с возможным решением, емкость 11 выполнена с возможностью перемещения, например, поворота вокруг оси, ортогональной продольной оси X. Емкость 11 фактически можно поворачивать вокруг оси, сверху вниз и в сторону зоны 14 расшлаковки, для разгрузки шлака, образующегося во время плавления, или в противоположном направлении, к зоне 13 удаления, чтобы способствовать операциям разгрузки расплавленного металла, называемым этапом выпуска.
Если емкость 11 имеет поперечное сечение в форме яйца, то зона 13 удаления и зона 14 расшлаковки расположены соответственно на вершине яйца, то есть там, где кривизна емкости 11 является более узкой или более широкой.
Устройство 10 для плавления, как правило, содержит загрузочное устройство 16, выполненное с возможностью загрузки металлического материала в емкость 11.
В соответствии с возможными решениями, загрузочное устройство 16 может быть определено, по меньшей мере частично, загрузочным отверстием 25, соединенным с емкостью 11.
В соответствии с возможными вариантами осуществления, загрузочное устройство 16 может быть выполнено с возможностью загрузки металлического материала в емкость 11 по существу в непрерывном режиме, например, при помощи конвейера.
В соответствии с возможными решениями, загрузочное устройство 16 может содержать конвейер, подходящий для подачи металлического материала по существу в непрерывном режиме.
Загрузочное устройство 16 также может быть выбрано из группы, содержащей ленточный конвейер, вибрационный канал, механизм возвратно-поступательного движения.
В соответствии с возможными решениями, загрузочное устройство 16 может быть расположено, соответственно, в боковой стенке самой емкости 11, например, в зоне, содержащейся между зоной 13 удаления и зоной 14 расшлаковки.
В соответствии с возможным решением, загрузочное устройство 16 определяет ось Υ загрузки, как правило, расположенную по существу ортогонально продольной оси X.
Продольная ось X определяет в емкости 11 первую область, обращенную к загрузочному устройству 16, которая содержит холодную зону расплавленного металла, и вторую область, противоположную первой, которая определяет горячую зону расплавленного металла.
Согласно одному аспекту настоящего изобретения, устройство для плавления 10 содержит по меньшей мере две пары 17 и 17' электродов 18, 19.
В соответствии с еще одним вариантом осуществления, устройство 10 для плавления содержит только две пары 17 и 17' электродов 18, 19.
Электроды 18, 19 могут быть расположены на их соответствующей оси по существу параллельно друг другу и, в процессе использования, наклонно к нижней стенке емкости 11.
В соответствии с возможными решениями, каждый электрод 18, 19 соединен с соответствующим устройством 21 перемещения, предназначенным для перемещения соответствующего электрода 18, 19 относительно емкости 11 и относительно других электродов 18, 19.
В частности, путем регулирования взаимного расстояния концов электродов 18, 19 относительно металлического материала, возможно регулировать длину дуги, а, следовательно, и количество тепловой энергии, которую дуга передает металлическому материалу.
Говоря конкретнее, чем больше расстояние от концов электродов 18, 19 до металлического материала, тем больше интенсивность дуги и, следовательно, тепловая энергия плавления, передаваемая металлическому материалу.
Каждое устройство 21 перемещения также может быть выполнено с возможностью изменения взаимного расстояния между электродами 18, 19, как раскрыто далее.
В соответствии с некоторыми решениями по изобретению, устройство 21 перемещения может содержать опорный рычаг 26, предусмотренный для поддержки, например, на одном из его концов, соответствующего электрода 18, 19, и по меньшей мере один привод 27, например, линейный, выполненный с возможностью перемещения опорного рычага 26 в направлении, по существу параллельном протяжению электрода 18, 19.
В соответствии с идеей изобретения, электрод 18, 19 может быть перемещен ближе ко дну/дальше от дна емкости 11, что позволяет регулировать длину электрической дуги и, таким образом, электрическую мощность.
Согласно варианту осуществления, каждое устройство 21 перемещения является автономным и выполнено с возможностью перемещения соответствующего электрода 18, 19 в требуемом направлении ортогонально его оси. Это позволяет позиционировать электроды в плоскости х, у, линейно или в соответствии с требуемой траекторией, например, дугообразной, чтобы задавать взаимное расстояние между электродами.
В предпочтительном варианте, электроды могут быть перемещены во время процесса плавления.
Перемещение электродов 18, 19 может быть обусловлено и определено размерами соответствующих опорных рычагов 26.
Исключительно в качестве примера, электрод 18, 19 может быть перемещен на плоскости х, у вдоль траектории, лежащей в диапазоне от 50 мм до 200 мм, чтобы осуществить регулировку мощности подаваемой дуги.
Путем регулирования взаимного расстояния концов электродов 18, 19 относительно металлического материала, возможно регулирование длину дуги и, следовательно, количество тепловой энергии, передаваемой металлическому материалу.
Каждое устройство 21 перемещения также может быть выполнено с возможностью изменения взаимного расстояния каждого электрода 18, 19 относительно металлического материала.
В соответствии с некоторыми решениями, каждая пара 17 и 17' электродов 18, 19 соединена с соответствующим блоком 20 питания.
В соответствии с возможными решениями, блоки 20 питания каждой пары 17 и 17' могут быть отдельными и регулируемыми независимо друг от друга. Это позволяет точно управлять работой электродов 18, 19 и, следовательно, распределением тепловой энергии к металлическому материалу. Кроме того, если один из блоков 20 питания неисправен, имеется возможность продолжить и закончить процесс плавления с помощью другой пары 17 и 17' электродов 18, 19.
В соответствии с возможным решением, каждый из блоков 20 питания выполнен с возможностью снабжения однофазным переменным током соответствующей пары 17 и 17' электродов 18, 19.
В частности, возможно предусмотреть, чтобы блоки 20 питания были выполнены с возможностью регулирования частоты электропитания электродов 18, 19.
В соответствии с возможным решением, можно предусмотреть, чтобы по меньшей мере в случае двух блоков 20 питания, они были выполнены с возможностью обеспечения соответствующих электроэнергий, которые взаимно не совпадают по фазе относительно друг друга, например, за счет требуемого угла сдвига фазы, например 180°.
В соответствии с возможным вариантом осуществления, блоки 20 питания выполнены с возможностью снабжения постоянным током каждой соответствующей пары 17 и 17' электродов 18, 19.
В соответствии с возможными решениями, блоки 20 питания могут содержать по меньшей мере одно из следующего: трансформатор, инвертор, преобразующий постоянный ток в переменный ток, инвертер, преобразующий переменный ток в постоянный ток, промежуточный контур или звено постоянного тока, или возможное сочетание вышеперечисленного.
В соответствии с возможным решением по изобретению, блоки 20 питания электрически соединены с сетью электроснабжения.
Детекторные устройства 28 могут быть связаны с блоками 20 питания, или быть расположены между электродами 18, 19 и блоками 20 питания. Каждое детекторное устройство 28 выполнено с возможностью детектирования электрических рабочих параметров, например, по меньшей мере одного из следующего: напряжение или ток, подаваемые на каждый электрод 18, 19.
Согласно настоящему изобретению, электроды 18, 19 размещены по схеме в вершинах многоугольника 22.
В соответствии с предпочтительными решениями, многоугольник 22 может иметь несколько равных сторон.
В соответствии с другими вариантами осуществления, многоугольник 22 может быть определен как четырехугольник.
В соответствии с первым вариантом, указанное размещение предусматривает, что электрические дуги между первым электродом 18 и вторым электродом 19 первой пары 17 являются параллельными или расположенными под углом, но не пересекающимися.
В соответствии со вторым вариантом (не показан), указанное размещение может предусматривать пересечение электрических дуг между первым электродом 18 и вторым электродом 19 первой пары 17.
Многоугольник 22 может быть расположен по существу в центральной зоне емкости 11.
В соответствии с возможными решениями, каждая пара 17 и 17' электродов содержит первый электрод 18 и второй электрод 19.
Первые электроды 18 по меньшей мере двух пар 17 и 17' расположены в вершинах первой стороны 23 многоугольника 22, а вторые электроды 19 по меньшей мере двух пар 17 и 17' расположены в вершинах второй стороны 24 многоугольника 22.
Такое размещение электродов 18, 19 позволяет предотвращать взаимные помехи электрических дуг, генерируемых электродами, которые приводят к снижению эффективности нагрева.
В соответствии с возможным решением по изобретению, многоугольник 22 имеет форму трапеции. Такое размещение позволяет электродам 18, определяющим меньшее основание трапеции, генерировать пространственно концентрированный нагрев металлического материала, в то время как электроды 19, определяющие большее основание, генерируют пространственно распределенный нагрев по меньшей мере частично расплавленного металлического материала.
В соответствии с одним аспектом настоящего изобретения, первая сторона 23 и вторая сторона 24 соединены друг с другом в вершинах соединительными сторонами 33, 34, которые определяют взаимное расстояние между электродами 18, 19 пары 17 и 17'.
Длина соединительных сторон 33, 34 также может регулироваться, также независимо друг от друга, посредством задействования устройств 21 перемещения.
Подобным образом, взаимный наклон соединительных сторон 33, 34 также может регулироваться посредством устройств 21 перемещения.
В соответствии с возможным решением по изобретению, первая сторона 23 и вторая сторона 24 определяют, соответственно, меньшее основание и большее основание трапеции.
В соответствии с возможным решением, первая сторона 23 многоугольника 22 удалена от загрузочного устройства 16 на первое расстояние D1, в то время как вторая сторона 24 многоугольника 22 удалена от загрузочного устройства 16 на второе расстояние D2, которое больше, чем первое расстояние D1.
Здесь и далее в описании расстояние определяется вдоль прямой, ортогональной рассматриваемой стороне.
Согласно одному варианту, первая сторона 23 непосредственно обращена к загрузочному устройству 16 и по существу параллельна разгрузочному краю последнего.
Первая сторона 23 и вторая сторона 24 могут быть расположены по существу параллельно друг другу.
Более того, первая сторона 23 и вторая сторона 24 могут быть расположены по существу параллельно продольной оси X.
Согласно одному варианту, первая сторона 23 и вторая сторона 24 могут быть расположены под требуемым углом.
В соответствии с возможным решением, первое расстояние D1 определяется таким образом, чтобы предотвращать непосредственное столкновение металлического материала, выпускаемого загрузочным устройством 16, с первыми электродами 18, которое повреждает их.
Согласно возможному решению, первое расстояние D1 составляет по меньшей мере один метр.
Согласно возможным решениям, первое расстояние D1 составляет от 0,15 до 0,4, предпочтительно от 0,2 до 0,3 ширины емкости 11, определяемой параллельно первому расстоянию D1.
В соответствии с вариантом осуществления решения, многоугольник 22 расположен в емкости 11 так, что он пересекает продольную ось X для того, чтобы достичь требуемого расположения электродов 18, 19 в емкости 11.
В соответствии с возможными вариантами осуществления настоящего изобретения, наклонная сторона трапеции может быть расположена наклонно относительно второй стороны 24 под углом α в диапазоне от 20° до 90°, предпочтительно от 25° до 50°.
Этот угол позволяет определить оптимальное расположение электродов 18, 19 для того, чтобы обеспечить генерацию электрической дуги в соответствии с требованиями и без создания помех.
В соответствии с возможными решениями, устройства 21 перемещения также могут быть выполнены с возможностью изменения взаимного расположения электродов 18, 19 или их взаимного расстояния при возникновении конкретных необходимостей в оптимизации процесса плавления и на основе данных, детектируемых устройствами 28 обнаружения.
В соответствии с возможными решениями настоящего изобретения, устройство 10 для плавления также содержит вспомогательные устройства 29, выполненные с возможностью снабжения тепловой энергией материала, находящегося в емкости 11.
Вспомогательные устройства 29 могут содержать по меньшей мере одно из следующего: горелки, копья для нагнетания газа, устройства для введения добавок.
В соответствии с возможными решениями, вспомогательные устройства 29 могут быть расположены по сторонам загрузочного устройства 16.
В соответствии с одним аспектом настоящего изобретения, устройство 10 для плавления может содержать закрывающий корпус 30, соединенный с емкостью 11 по меньшей мере для частичного закрывания его верхнего отверстия, так чтобы обеспечить сквозные отверстия 31, расположенные в соответствии со схемой, согласованной со схемой расположения электродов 18, 19, и, возможно, связанные с удалением паров, которые образуются во время процесса плавления.
В частности, сквозные отверстия 31 также могут быть получены в соответствии со схемой в вершинах многоугольника, аналогичного многоугольнику 22, как определено выше.
В соответствии с другими вариантами осуществления изобретения, устройство 10 согласно настоящему изобретению содержит блок 32 управления, соединенный по меньшей мере с блоками 20 питания для управления и регулирования независимо друг от друга режимов электропитания каждой пары 17 и 17' электродов 18, 19. Блок 32 управления управляет питанием каждой пары электродов 18, 19.
В соответствии с возможными решениями, блок 32 управления также может быть соединен с устройствами 21 перемещения и устройствами 28 детектирования для того, чтобы регулировать положение электродов 18, 19 также в зависимости от электрических параметров, детектируемых устройствами 28 детектирования.
Варианты осуществления настоящего изобретения также относятся к способу плавления, реализуемому в устройстве 10 для плавления, как раскрыто выше.
В частности, способ плавления содержит по меньшей мере введение металлического материала в емкость 11. Введение металлического материала может выполняться по существу в непрерывном режиме во время процесса плавления, как раскрыто выше, или в прерывистом режиме, например, при использовании загрузочных корзин.
Могут быть предусмотрены детекторы твердого металлического материала, соединенные с устройством 10, такие как ультразвуковые датчики, радарные датчики или тепловые датчики, панели, чувствительные к высоким температурам, способные детектировать температуру и/или консистенцию материала, содержащегося в емкости 11. В зависимости от детектируемых данных, возможно управлять расположением электродов 18, 19.
Таким образом, способ обеспечивает этап плавления, во время которого множество электродов 18, 19, расположенных в емкости 11, образуют соответствующие электрической дуги для плавления металлического материала.
Способ, согласно изобретению, предусматривает, что количество электродов является четным и что каждая пара 17 и 17' электродов 18, 19 получает энергию от соответствующего блока 20 питания.
Более того, электроды 18, 19, по меньшей мере частично, введены в емкость 11, взаимно расположены в соответствии со схемой в вершинах многоугольника 22.
В соответствии с возможным решением, во время плавления, каждая пара 17, 17' электродов 18, 19 может регулировать тепловую мощность, передаваемую металлическому материалу.
Во время этапа плавления металлического материала, предусмотрен первый подэтап подачи металлического материала в емкость 11 по существу в непрерывном режиме и последующий второй подэтап, который прерывает подачу металлического материала, во время которого материал, содержащийся в емкости 11, дополнительно нагревается.
Первый подэтап подачи может занимать время в диапазоне от 80% до 90% времени плавления, под которым понимается время от включения до выключения подачи электроэнергии на электроды.
В соответствии с возможными решениями, может быть предусмотрено, что по меньшей мере во время первого подэтапа подачи первые электроды 18 вырабатывают большее нагревательное действие, чем вырабатываемое вторыми электродами 19.
В частности, эта разница в нагревании может быть достигнута за счет различных расстоянийи от первых электродов 18 и от вторых электродов 19 до металлического материала.
Исключительно в качестве примера, может быть предусмотрено, что, по меньшей мере во время указанного первого подэтапа подачи, первые электроды 18 удерживают на большем расстоянии от металлического материала, чем вторые электроды 19. Это позволяет первым электродам 18 вырабатывать электрические дуги (показано на фиг. 3 жирными линиями) большей длины, чем те, которые вырабатываются вторыми электродами 19.
Различные расстояния от электродов 18, 19 до металлического материала в сочетании с конкретным расположением электродов 18, 19 в емкости 11 позволяет увеличить нагревательное действие в направлении зоны, обращенной к загрузочному устройству 16, то есть области, где температура наименьшая, и вместе с тем это позволяет осуществлять более распределенный и равномерный нагрев в противоположной и более горячей области, где металлический материал уже расплавлен.
В соответствии с возможными решениями, может быть предусмотрено, что по меньшей мере во время первого подэтапа подачи электроды 18, 19 перемещают с помощью соответствующих устройств 21 перемещения так, что отношение между напряжением, детектируемым у первого электрода 18, и напряжением, детектируемым у второго электрода 19, находится в диапазоне от 1 до 2, предпочтительно от 1,2 до 1,7.
За счет надлежащего регулирования положения электродов 19 можно регулировать нагревательное действие металлического материала, находящегося в емкости 11, оптимально распределяя тепловую энергию в направлении зон, где требуется большая подача тепла.
Это позволяет в значительной степени уменьшить эффекты износа стенок емкости 11 и надлежащим образом управлять температурой расплавленного металла.
В соответствии с возможными решениями способа, во время второго подэтапа, когда подача металлического материала прервана, первые электроды 18 вырабатывают нагревательное действие, по существу равное вырабатываемому вторыми электродами 19.
Во время второго подэтапа, когда подача металлического материала прервана, посредством устройств 21 перемещения обеспечивается расположение первых электродов 18 на удалении от металлического материала на расстояние, по существу равное расстоянию от металлического материала до вторых электродов 19. Это позволяет электродам 18, 19 вырабатывать электрические дуги по существу одинаковой длины и, таким образом, достичь равномерного нагревательного действия.
Во время второго подэтапа, когда подача металлического материала прервана, фактически металлический материал, содержащийся в емкости 11 полностью или почти полностью расплавлен, и электроды используются для обеспечения равномерного нагревания ванны расплавленного металла. Во время второго подэтапа, могут быть начаты процессы по рафинированию состава металлического материала или очистке от шлака, образующегося при плавлении, по существу известным способом.
После этапа плавления возможно обеспечить последующее удаление или выпуск металлического материала из емкости 11. Во время операции удаления возможно предусмотреть, чтобы пара 17 и 17' электродов 18, 19, расположенных около зоны 13 удаления, поддерживалась включенной для того, чтобы продолжать нагревание расплавленного металла, тогда как пара 17 и 17' электродов 18, 19 расположенных около зоны 14 расшлаковки, отключалась и по меньшей мере частично удалялась из емкости 11 для предотвращения возможных помех вращению последней.
Понятно, что в устройство 10 и способ, раскрытые выше, могут быть внесены модификации и/или дополнения элементов, без отклонения от области и объема настоящего изобретения.
Также понятно, что, хотя настоящее изобретение было раскрыто со ссылкой на некоторые конкретные примеры, специалист в данной области техники определенно способен достичь многих других эквивалентных форм устройства 10 и способа, имеющих характеристики, установленные в формуле изобретения, и, следовательно, все эти формы включены в объем защиты, определенный формулой изобретения.
В последующей формуле изобретения единственное назначение ссылочных обозначений в скобках состоит в том, чтобы облегчить понимание: они не должны рассматриваться в качестве ограничивающих факторов по отношению к объему защиты, испрашиваемой в конкретных пунктах формулы.
Изобретение относится к устройству для плавления металлического материала, содержащему емкость (11) для металлического материала, например, но без ограничения, металлического лома, железа прямого восстановления, чугуна, подаваемого в плавильную печь электродугового типа, и множество электродов (18, 19) для плавления металлического материала, который может быть введен в указанную емкость (11). Изобретение позволяет уменьшить эффекты износа внутри емкости для плавления с последующим уменьшением требуемых работ по техническому обслуживанию, а также позволяет уменьшить количество требуемой электроэнергии, позволяет управлять электрической дугой во время процессов плавления, а также обеспечивает эффективное распределение энергии, излучаемой электродами в требуемых точках, для любого типа печей. 3 н. и 15 з.п. ф-лы, 3 ил.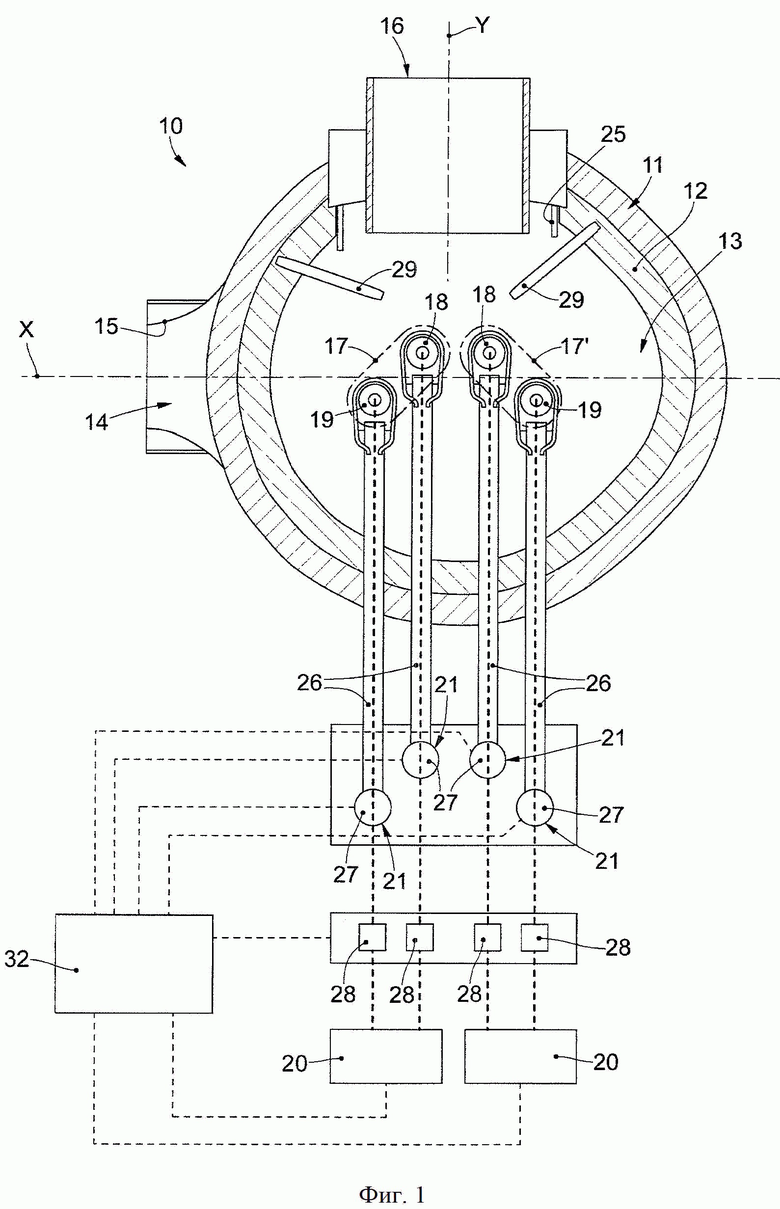
1. Устройство для плавления металлического материала, содержащее емкость (11) для вмещения металлического материала, подлежащего плавлению, загрузочное устройство (16), соединенное с боковой стенкой указанной емкости (11) с возможностью загрузки указанного металлического материала в емкость (11) по существу в непрерывном режиме, и по меньшей мере две пары (17, 17') электродов (18, 19) для плавления указанного металлического материала, при этом каждая пара (17, 17') электродов (18, 19) соединена с соответствующим блоком (20) питания, а указанные электроды (18, 19) введены, по меньшей мере частично, в указанную емкость (11) и размещены по схеме в соответствующих вершинах многоугольника (22), отличающееся тем, что каждая пара электродов (18, 19) содержит первый электрод (18) и второй электрод (19), причем указанные первые электроды (18) расположены в вершинах первой стороны (23) указанного многоугольника (22), а указанные вторые электроды (19) расположены в вершинах второй стороны (24) указанного многоугольника (22), при этом указанная первая сторона (23) и указанная вторая сторона (24) определяют соответственно меньшее основание и большее основание трапеции, причем расстояние (D1) между указанной первой стороной (23) и указанным загрузочным устройством (16) меньше, чем расстояние (D2) между указанной второй стороной (24) и указанным загрузочным устройством (16).
2. Устройство по п. 1, отличающееся тем, что оно содержит блок (32) управления, соединенный по меньшей мере с указанными блоками (20) питания для независимого управления и регулирования режимов электропитания указанных пар (17, 17') электродов (18, 19).
3. Устройство по п. 2, отличающееся тем, что указанная первая сторона (23) и указанная вторая сторона (24) соединены друг с другом в вершинах посредством соединительных сторон (33, 34), которые определяют расположение и взаимное расстояние электродов (18, 19) пары (17, 17').
4. Устройство по п. 3, отличающееся тем, что предусмотрена возможность регулирования длины и/или расположения указанных соединительных сторон (33, 34) с помощью устройств (21) перемещения.
5. Устройство по п. 3 или 4, отличающееся тем, что предусмотрена возможность регулирования угла между указанными соединительными сторонами (33, 34) с помощью устройств (21) перемещения.
6. Устройство по любому из предыдущих пунктов, отличающееся тем, что каждый из указанных блоков (20) питания выполнен с возможностью питания соответствующих пар (17, 17') электродов (18, 19) однофазным переменным током.
7. Устройство по любому из предыдущих пунктов, отличающееся тем, что указанные блоки (20) питания выполнены с возможностью регулирования частоты электропитания электродов (18, 19).
8. Устройство по любому из предыдущих пунктов, отличающееся тем, что указанные два блока (20) питания выполнены с возможностью обеспечения соответствующими электроэнергиями, которые взаимно не совпадают по фазе относительно друг друга.
9. Устройство по любому из предыдущих пунктов, отличающееся тем, что каждый электрод (18, 19) связан с соответствующим устройством (21) перемещения для перемещения соответствующего электрода (18, 19) в направлении, параллельном его оси, и для изменения мощности плавления указанной пары (17, 17') электродов (18, 19) в процессе этапов плавления.
10. Устройство по любому из предыдущих пунктов, отличающееся тем, что каждый электрод (18, 19) связан с устройством (21) перемещения для перемещения соответствующего электрода (18, 19) в направлении, перпендикулярном его оси, во время различных этапов процесса плавления.
11. Закрывающий корпус (30) для устройства (10) плавления по любому из предыдущих пунктов, содержащий множество сквозных отверстий (31), выполненных по схеме в вершинах многоугольника и выполненных с возможностью введения через них плавильных электродов (18, 19), причем указанный многоугольник имеет трапециевидную форму.
12. Способ плавления, включающий в себя введение, по существу в непрерывном режиме, металлического материала в емкость (11) с помощью загрузочного устройства (16), соединенного с боковой стенкой указанной емкости (11), и плавление металлического материала с помощью по меньшей мере двух пар (17, 17') электродов (18, 19), причем каждую из указанных пар (17, 17') указанных электродов (18, 19) снабжают электроэнергией с помощью соответствующего блока (20) питания, а указанные электроды (18, 19) вводят, по меньшей мере частично, в указанную емкость (11), располагая их взаимно по схеме в вершинах многоугольника (22), отличающийся тем, что каждая пара (17, 17') указанных электродов (18, 19) содержит первый электрод (18) и второй электрод (19), при этом указанные первые электроды (18) расположены в вершинах первой стороны (23) указанного многоугольника (22), а указанные вторые электроды (19) расположены в вершинах второй стороны (24) указанного многоугольника (22), причем указанная первая сторона (23) и указанная вторая сторона (24) определяют соответственно меньшее основание и большее основание трапеции, и при этом указанный металлический материал вводят в указанную емкость (11) через указанную боковую стенку указанной емкости (11), обращенную к указанной первой стороне (23) указанного многоугольника (22).
13. Способ плавления по п. 12, отличающийся тем, что каждая пара (17, 17') электродов (18, 19) соединена с соответствующим блоком (20) питания, при этом с помощью блока (32) управления, соединенного по меньшей мере с указанными блоками (20) питания, независимо управляют и регулируют режимы электропитания указанных пар (17, 17') электродов (18, 19).
14. Способ плавления по п. 12 или 13, отличающийся тем, что во время этапа плавления предусмотрен первый подэтап подачи металлического материала, по существу в непрерывном режиме, в указанную емкость (11), и последующий второй подэтап прерывания подачи металлического материала, во время которого материал, содержащийся в емкости (11), дополнительно нагревают.
15. Способ плавления по п. 14, отличающийся тем, что по меньшей мере во время указанного первого подэтапа подачи указанные первые электроды (18) вырабатывают большее нагревательное действие, чем вырабатываемое указанными вторыми электродами (19).
16. Способ плавления по п. 15, отличающийся тем, что разность в нагревании обеспечивают за счет различных расстояний от первых электродов (18) и от вторых электродов (19) до металлического материала.
17. Способ плавления по любому из пп. 14, 15 или 16, отличающийся тем, что во время указанного второго этапа прерывания подачи металлического материала, указанные первые электроды (18) вырабатывают нагревательное действие, по существу равное вырабатываемому указанными вторыми электродами (19).
18. Способ плавления по любому из пп. 14-17, отличающийся тем, что указанный первый подэтап подачи занимает время в диапазоне от 80 до 90% времени плавления, под которым понимается время между активацией и деактивацией электропитания, подаваемого на электроды (18, 19).
| US 4406008 A, 20.09.1983 | |||
| US 3665081 A, 23.05.1972 | |||
| Способ определения несущей способности сваи | 1981 |
|
SU973715A1 |
| US 1127475 A, 09.02.1915 | |||
| CN 85104161 A, 04.03.1987 | |||
| RU 2015149935 A, 26.05.2017. | |||

