Настоящее изобретение в целом относится к области изготовления заготовки для вытягивания оптоволокна и, в частности, к устройству и способу изготовления заготовки для вытягивания оптоволокна.
ПРЕДПОСЫЛКИ СОЗДАНИЯ ИЗОБРЕТЕНИЯ
Процесс изготовления заготовки для вытягивания оптоволокна включает изготовление стержня для вытягивания сердцевины оптоволокна и изготовление наружного слоя оболочки. При изготовлении заготовки для вытягивания оптоволокна сначала изготавливают стержень для вытягивания сердцевины оптоволокна (включая сердцевину и слой оптической оболочки), а затем образуют наружный слой оболочки на наружной поверхности стержня для вытягивания сердцевины оптоволокна посредством осаждения. Способы изготовления заготовки для вытягивания оптоволокна в основном включают способ осевого осаждения из паровой фазы (VAD), способ модифицированного химического осаждения из паровой фазы (MCVD) и способ наружного химического осаждения из паровой фазы (OVD). Способ OVD и способ сборки кварцевой трубки обычно используются для подготовки наружного слоя оболочки. Однако выхода продукта тяжело достичь, как того требует любой из способов, описанных выше. Некоторые элементы, присутствующие во время процесса изготовления заготовки для вытягивания оптоволокна, будут влиять на выход продукта. Например, неравномерная концентрация легирующей примеси в заготовке для вытягивания оптоволокна будет результатом нестабильной температуры окружающей среды стержня для вытягивания сердцевины оптоволокна. Нестабильная температура окружающей среды стержня для вытягивания сердцевины оптоволокна возникает из-за нарушения однородности газа при выхлопе газа. Кроме того, тяжело достигнуть постоянства осевого профиля заготовки для вытягивания оптоволокна в соответствии с требованиями.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
Представлены устройство и способ изготовления заготовки для вытягивания оптоволокна.
Предусмотрено устройство для изготовления заготовки для вытягивания оптоволокна. Устройство содержит целевой элемент, первую горелку и первый контроллер. Целевой элемент используется для поглощения частиц для образования стержня для вытягивания сердцевины оптоволокна в процессе осаждения. Стержень для вытягивания сердцевины оптоволокна содержит слой сердцевины и покрытие слоя оптической оболочки на слое сердцевины. Отверстие первой горелки расположено по направлению к целевому элементу. Первая горелка соединена с первым контроллером. Устройство дополнительно содержит блок измерения диаметра, соединенный с первым контроллером. Блок измерения диаметра используется для измерения диаметров слоя оболочки сердцевины за заданное время и для передачи диаметров слоя оболочки сердцевины, измеренных блоком измерения диаметра, обратно в первый контроллер. Диаметры слоя сердцевины, измеренные блоком измерения диаметра, определяются как измеренные диаметры слоя сердцевины. Заданный целевой диаметр слоя сердцевины предварительно сохраняется в первом контроллере. Скорость потока SiCl4 в первой горелке будет регулироваться и контролироваться первым контроллером, если существует отклонение между одним измеренным диаметром слоя сердцевины и заданным целевым диаметром слоя сердцевины.
Кроме того, заготовка для вытягивания оптоволокна содержит положения стержня, причем заданный целевой диаметр слоя сердцевины устанавливается первым контроллером для каждого положения стержня, заданный целевой диаметр представляет собой заданный диапазон диаметров слоя сердцевины, скорость потока SiCl4 в первой горелке будет регулироваться и контролироваться первым контроллером, если измеренный диаметр слоя сердцевины для одного положения стержня выходит за пределы заданного диапазона диаметров слоя сердцевины.
Кроме того, заданный диапазон диаметров слоя сердцевины составляет 58,3–58,7 мм.
Кроме того, устройство дополнительно содержит вторую горелку, блок измерения диаметра дополнительно используется для измерения диаметров слоя оптической оболочки и передачи диаметров слоя оптической оболочки, измеренных блоком измерения диаметра, обратно в первый контроллер. Диаметры слоя оптической оболочки, измеренные блоком измерения диаметра, определяются как измеренные диаметры слоя оптической оболочки. Заданное целевое значение диаметра оптической оболочки для каждого положения стержня задается в первом контроллере согласно соответствующему измеренному слою оптической оболочки. Скорость потока SiCl4 в первой горелке будет увеличена, если измеренный диаметр слоя оптической оболочки меньше, чем соответствующее заданное целевое значение диаметра оптической оболочки; скорость потока SiCl4 в первой горелке будет уменьшена, если измеренный слой оптической оболочки больше, чем соответствующий заданное целевое значение диаметра оптической оболочки.
Кроме того, целевое значение диаметра оптической оболочки для одного положения стержня в 4,15 раза больше соответствующего измеренного диаметра слоя сердцевины.
Кроме того, диапазон диаметров слоя оптической оболочки составляет 240–244 мм.
Кроме того, блок измерения диаметра содержит первый блок измерения диаметра и второй блок измерения диаметра. Первый блок измерения диаметра используется для измерения диаметров слоя оболочки сердцевины, второй блок измерения диаметра используется для измерения диаметров слоя оптической оболочки.
Кроме того, устройство содержит блок измерения температуры, соединенный с первым контроллером. Блок измерения температуры используется для отслеживания температур осаждения в слое сердцевины и передачи температур осаждения, измеренных блоком измерения температуры, обратно в первый контроллер. Первый контроллер выполняет контроль с целью регулирования скорости потока H2 в первой горелке в соответствии с температурами осаждения.
Представлен способ изготовления заготовки для вытягивания оптоволокна. Заготовка для вытягивания оптоволокна содержит стержень для вытягивания сердцевины оптоволокна и наружный слой оболочки, нанесенный на стержень для вытягивания сердцевины оптоволокна. Стержень для вытягивания сердцевины оптоволокна содержит слой сердцевины и покрытие слоя оптической оболочки на слое сердцевины. Способ дополнительно включает отслеживание диаметров слоя сердцевины. Измеренные диаметры слоя сердцевины определяются как измеренные диаметры слоя сердцевины. Скорость потока SiCl4 в первой горелке, подающей материал для выращивания для слоя сердцевины, будет отрегулирована, если существует отклонение между одним измеренным диаметром слоя сердцевины и заданным целевым диаметром слоя сердцевины.
Кроме того, способ дополнительно включает отслеживание диаметров слоя оптической оболочки, причем измеренные диаметры слоя оптической оболочки определяют как измеренные диаметры слоя оптической оболочки, при этом заданное целевое значение диаметра оптической оболочки для одного положения стержня задают согласно соответствующему измеренному слою оптической оболочки, при этом скорость потока SiCl4 в первой горелке будет увеличена, если измеренный диаметр слоя оптической оболочки меньше, чем соответствующее заданное целевое значение диаметра оптической оболочки; скорость потока SiCl4 в первой горелке будет уменьшена, если измеренный диаметр слоя оптической оболочки больше, чем соответствующее заданное целевое значение диаметра оптической оболочки.
Устройство и способ изготовления заготовки для вытягивания оптоволокна в соответствии с настоящим раскрытием, причем скорость потока SiCl4 регулируется первым контроллером в соответствии с измеренными диаметрами слоя сердцевины для обеспечения постоянства диаметров слоя сердцевины во время осаждения стержня для вытягивания сердцевины оптоволокна и улучшения производственного выхода заготовки для вытягивания оптоволокна.
КРАТКОЕ ОПИСАНИЕ ГРАФИЧЕСКИХ МАТЕРИАЛОВ
На фиг. 1 представлена система для изготовления заготовки для вытягивания оптоволокна, в соответствии с примерными вариантами осуществления.
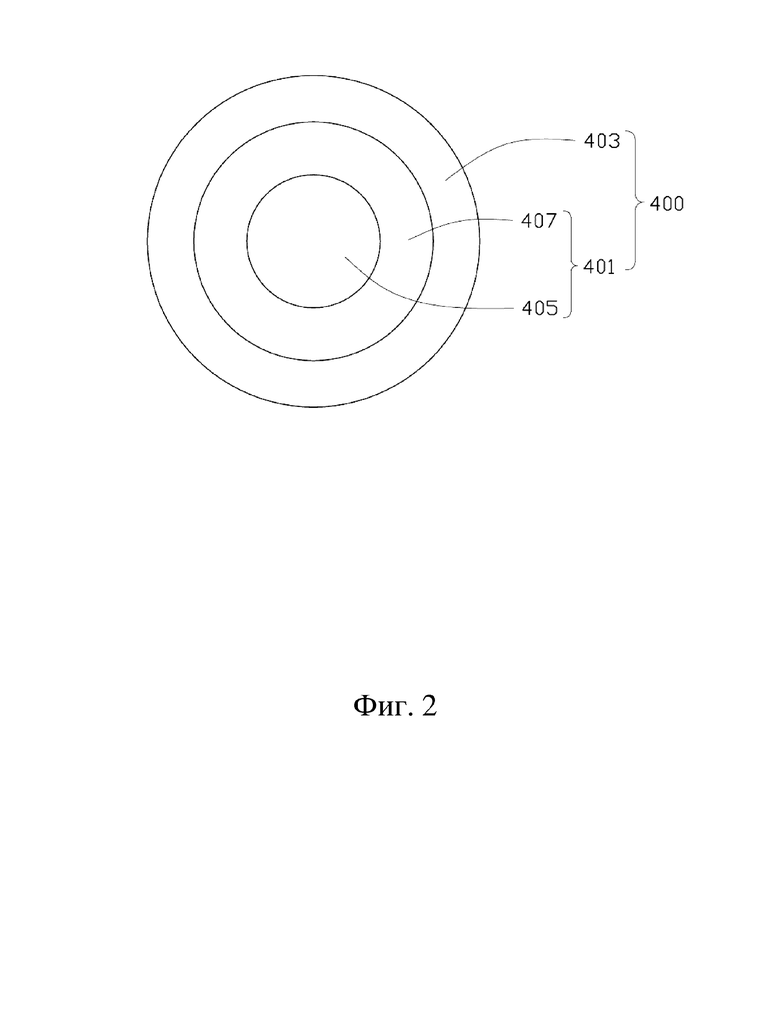
На фиг. 2 представлен вид конечной поверхности заготовки для вытягивания оптоволокна.
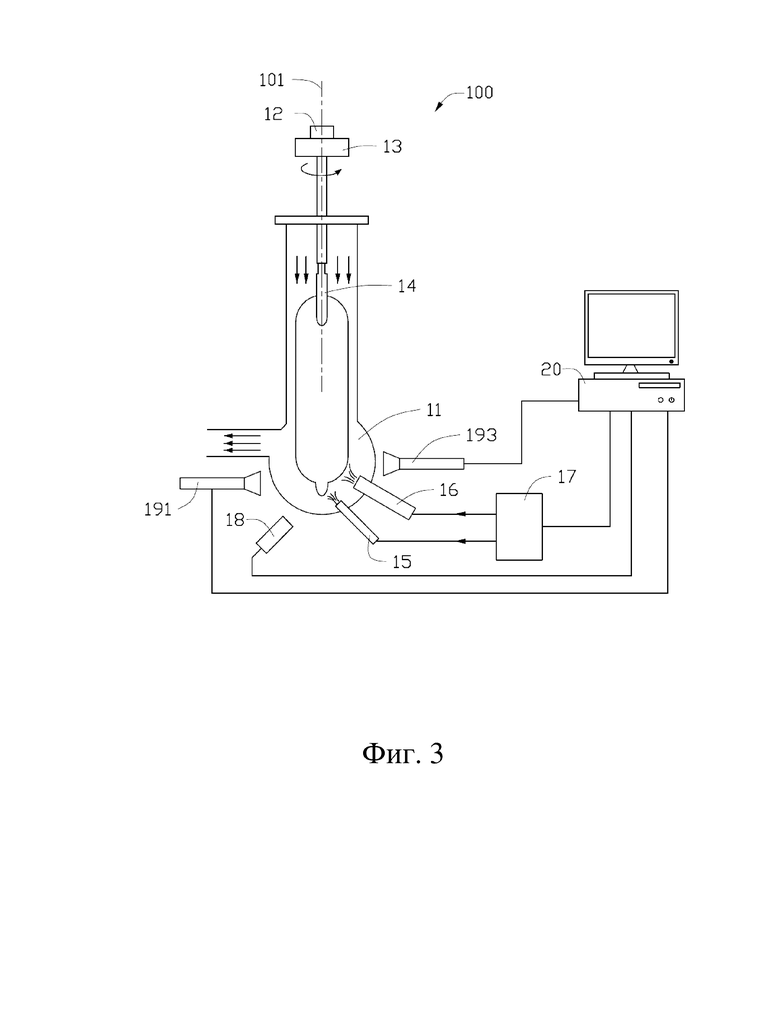
На фиг. 3 представлен вид первого изготавливающего устройства.
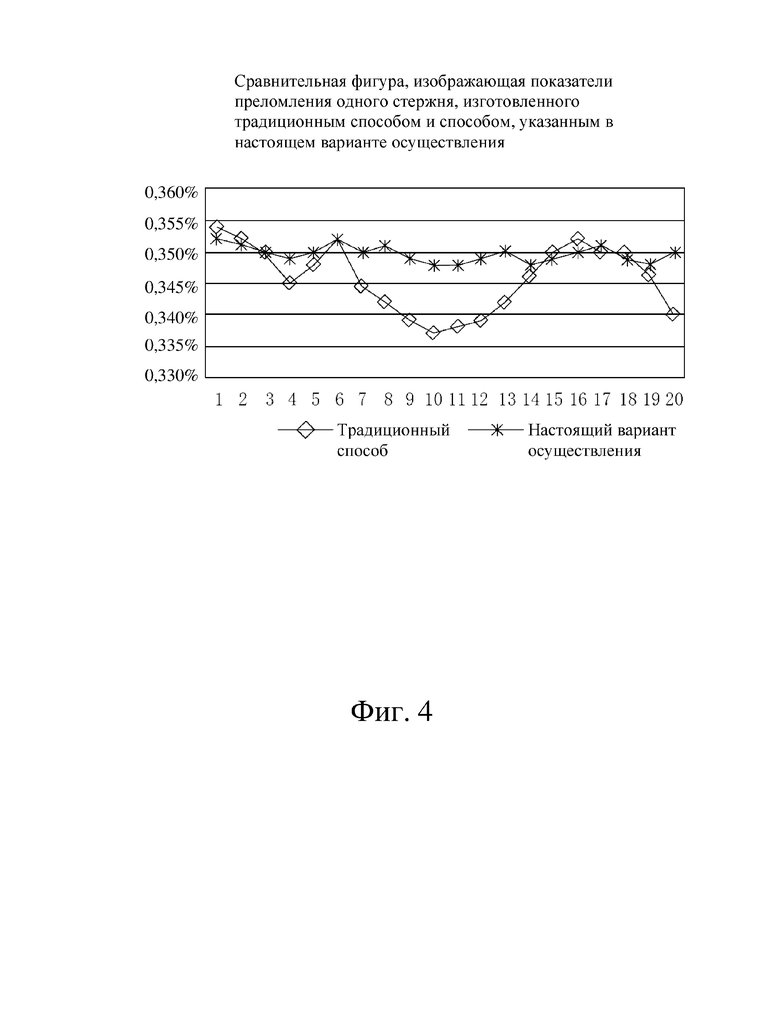
На фиг. 4 представлен вид сравнения осевых показателей преломления для одного стержня, изготовленного традиционным способом и способом, указанным в настоящем варианте осуществления.
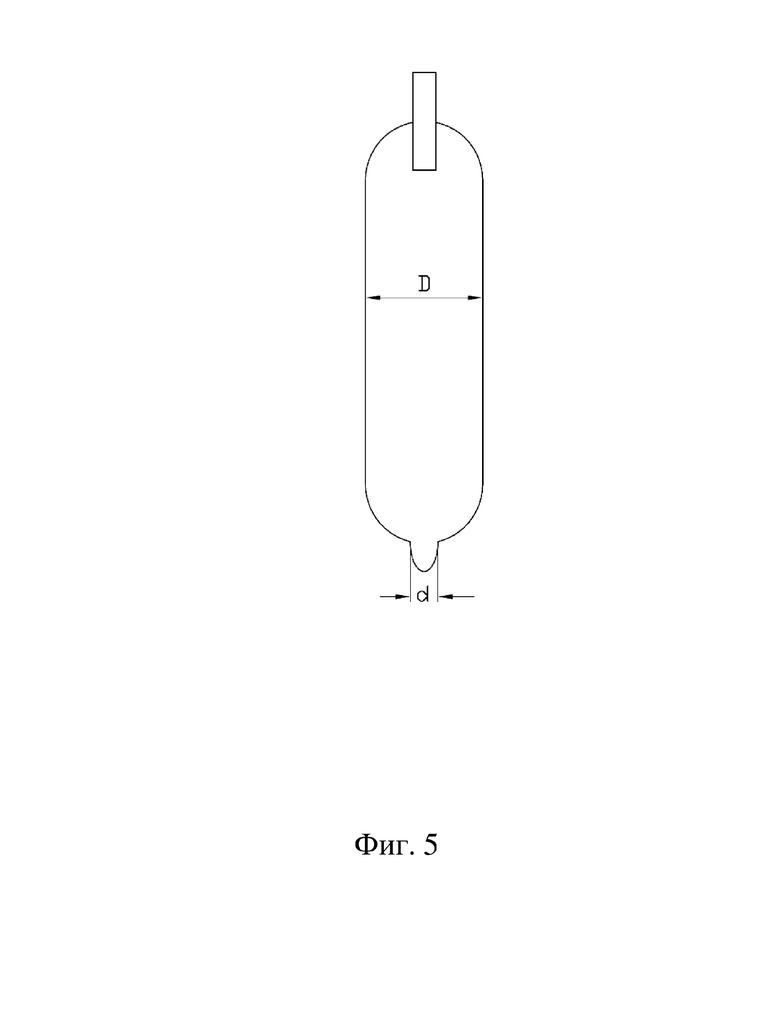
На фиг. 5 представлен вид стержня для вытягивания сердцевины оптоволокна.
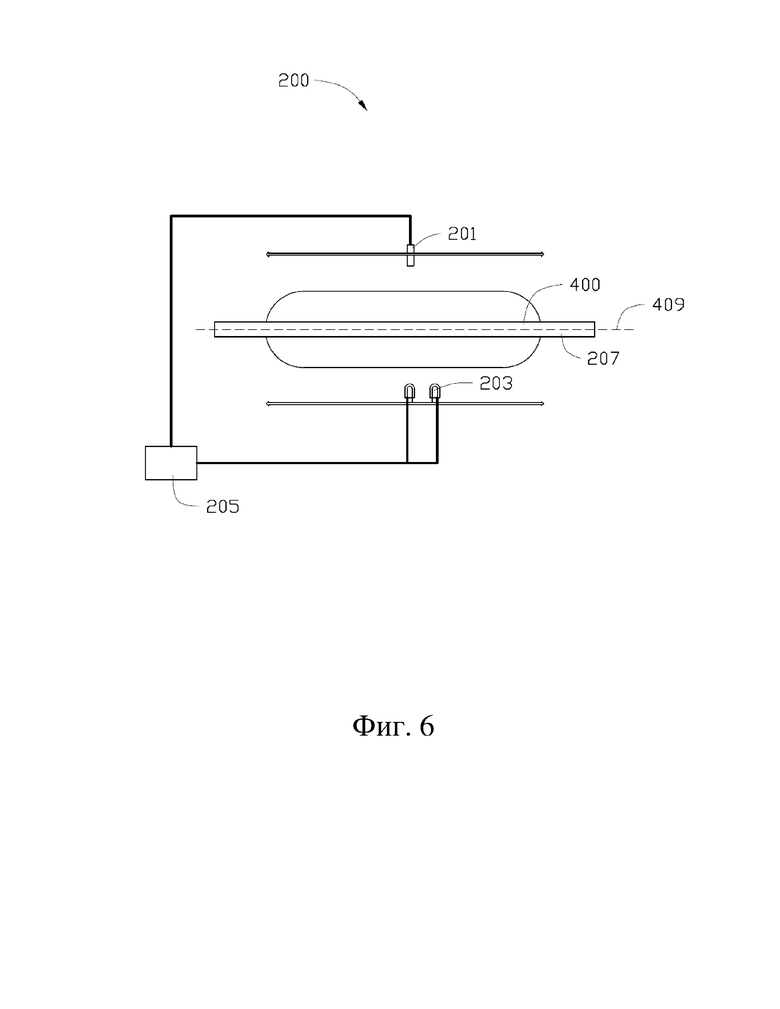
На фиг. 6 представлен вид второго изготавливающего устройства.
ОПИСАНИЕ ОСНОВНЫХ КОМПОНЕНТОВ ИЛИ ЭЛЕМЕНТОВ
Основные компоненты и их ссылочные позиции: система 300 для изготовления заготовки для вытягивания оптоволокна; заготовка 400 для вытягивания оптоволокна; стержень 401 для вытягивания сердцевины оптоволокна; наружный слой 403 оболочки; слой 405 сердцевины; слой 407 оптической оболочки; ось 101, 409; первое изготавливающее устройство 100; второе изготавливающее устройство 200; реакционная камера 11; устройство 12 для закрепления; вращающее устройство 13; целевой элемент 14, 207; первая горелка 15; вторая горелка 16; устройство 17 подачи газа, блок 18 измерения температуры; блок 19 измерения диаметра; первый контроллер 20; блок 201 измерения расстояния; горелка 203 для осаждения; второй контроллер 205.
ПОДРОБНОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
Следует иметь в виду, что ссылочные позиции для простоты и ясности иллюстрации были, где это уместно, повторены на разных фигурах для обозначения соответствующих или аналогичных элементов. Кроме того, многочисленные конкретные детали изложены для обеспечения полного понимания вариантов осуществления, описанных в настоящем документе. Однако специалистам в данной области техники будет понятно, что варианты осуществления, описанные в настоящем документе, могут быть осуществлены на практике без этих конкретных подробностей. Кроме того, описание не должно рассматриваться как ограничивающее объем вариантов осуществления, описанных в настоящем документе. Следующие варианты осуществления и признаки, описанные в следующих вариантах осуществления, могут быть объединены друг с другом без возникновения конфликтов.
Термин «соединенный» определяется как одна сборка, соединенная с другой сборкой, прямо или косвенно посредством промежуточных компонентов.
Если не указано иное, специалисты в данной области техники поймут термины технологии и науки, используемые в настоящей заявке. Термины, используемые в описании, предназначены только для описания вариантов осуществления, но не для ограничения объема вариантов осуществления, описанных в настоящем документе.
На фиг. 1 представлена система 300 изготовления заготовки 400 для вытягивания оптоволокна. Как показано на фиг. 2, заготовка 400 для вытягивания оптоволокна содержит стержень 401 для вытягивания сердцевины оптоволокна и наружный слой 403 оболочки, нанесенный на стержень 401 для вытягивания сердцевины оптоволокна.
Система 300 содержит первое изготавливающее устройство 100 и второе изготавливающее устройство 200. Первое изготавливающее устройство 100 используется для изготовления стержня 401 для вытягивания сердцевины оптоволокна. Стержень 401 для вытягивания сердцевины оптоволокна содержит исходный стержень, выполненный из стекла, слой 405 сердцевины, нанесенный и сформированный на конце исходного стержня, и слой 407 оптической оболочки, нанесенный на слой 405 сердцевины. Исходный стержень является основой. Показатель преломления слоя 405 сердцевины больше, чем у слоя 407 оптической оболочки. Второе изготавливающее устройство 200 используется для изготовления слоя 403 оболочки. В проиллюстрированном варианте осуществления первое изготавливающее устройство 100 используется для изготовления стержня 401 для вытягивания сердцевины оптоволокна посредством способа осевого осаждения из паровой фазы (VAD), а второе изготавливающее устройство 200 используется для изготовления наружного слоя 403 оболочки, который наносится на наружную поверхность стержня 401 для вытягивания сердцевины оптоволокна посредством способа наружного химического осаждения из паровой фазы (OVD).
На фиг. 3 показано, что первое изготавливающее устройство 100 содержит реакционную камеру 11, устройство 12 для закрепления, вращающее устройство 13, целевой элемент 14, первую горелку 15, вторую горелку 16, устройство 17 подачи газа, блок 18 измерения температуры, блок 19 измерения диаметра и первый контроллер 20.
Устройство 12 для закрепления расположено над реакционной камерой 11. Вращающее устройство 13 установлено в устройстве 12 для закрепления. Целевой элемент 14 установлен на вращающем устройстве 13 и простирается в реакционную камеру 11. Вращающее устройство 13 имеет ось 101. Целевой элемент 14 приводится в движение для перемещения вверх или вниз вдоль оси 101 посредством устройства 12 для закрепления. Целевой элемент 14 приводится во вращение вокруг оси 101 посредством вращающего устройства 13. Целевой элемент 14 используется для поглощения частиц во время осаждения для образования стержня 401 для вытягивания сердцевины оптоволокна.
Первая горелка 15 и вторая горелка 16 расположены под боковой частью реакционной камеры 11. Первое отверстие (не маркированное) первой горелки 15 и второе отверстие (не маркированное) второй горелки 16 расположены в реакционной камере 11 и обращены в сторону целевого элемента 14. Слой 405 сердцевины образован на конце стержня 401 для вытягивания сердцевины оптоволокна вдали от устройства 12 для закрепления, чтобы нарастать в направлении вниз от конца стержня 401 для вытягивания сердцевины оптоволокна. Другими словами, первая горелка 15 используется для подачи материала для выращивания слоя 405 сердцевины. Слой 407 оптической оболочки образуется посредством осаждения частиц, распыляемых второй горелкой 16 на конце стержня 401 для вытягивания сердцевины оптоволокна, чтобы нарастать в направлении вниз от конца стержня 401 для вытягивания сердцевины оптоволокна. Другими словами, вторая горелка 16 используется для подачи материала для выращивания слоя 407 оптической оболочки.
Устройство 17 подачи газа соединено с первой горелкой 50 и второй горелкой 60 для подачи газа в первую горелку 15 и вторую горелку 16, причем такого газа, как SiCl4, GeCl4. В первую горелку 15 и вторую горелку 16 также подается топливо, такое как смесь водорода и кислорода. Устройство подачи газа 17 содержит множество частей, подающих газ (не изображены). В настоящем варианте осуществления множество частей, подающих газ, включает часть, подающую SiCl4, часть, подающую GeCl4, часть, подающую Ar, часть, подающую O2, и часть, подающую H2. Множество частей, подающих газ, соединено с первой горелкой 15 и второй горелкой 16 посредством трубок. Один блок управления газом (не изображен) расположен между каждой частью, подающей газ, и соответствующей горелкой для управления потоком газа во время различных процессов осаждения. Множество частей, подающих газ, соединено с первым контроллером 20 для связи и управления.
Скорость потока SiCl4 может регулироваться в пределах от 0,1 г/мин до 20 г/мин. SiO2 образуется посредством осаждения при гидролизе в пламени в высокотемпературной среде для образования стержня для вытягивания сердцевины оптоволокна и слоя оболочки заготовки для вытягивания оптоволокна. Скорость потока GeCl4 может регулироваться в пределах от 0,1 г/мин до 1,0 г/мин. GeO2 может быть образован посредством осаждения при гидролизе в пламени в высокотемпературной среде для легирования слоя сердцевины для улучшения показателя преломления слоя сердцевины. Горячая лента прикреплена к поверхности каждой трубки, перемещающей SiCl4 или GeCl4. Температура трубок контролируется при температуре приблизительно 100 градусов Цельсия.
Скорость потока H2 может регулироваться в пределах от 0,1 л/мин до 30 л/мин. Скорость потока O2 может регулироваться в пределах от 0,1 л/мин до 50 л/мин. H2 используется для горения. O2 используется для содействия горению. Кроме того, скорость потока O2 может регулироваться для обеспечения завершенной реакции H2.
Скорость потока газа Ar может регулироваться в пределах от 0,1 л/мин до 10 л/мин. Во-первых, газ Ar может выступать в качестве транспортирующего газа для переноса сырья. Во-вторых, газ Ar может изолировать H2 от O2, чтобы избежать реакции H2 и O2 в горелке.
Блок 18 измерения температуры расположен под реакционной камерой 11. Блок 18 измерения температуры расположен на расстоянии от первой горелки 15 и второй горелки 16. Блок 18 измерения температуры используется для отслеживания температур осаждения в слое 405 сердцевины на конце стержня 401 для вытягивания сердцевины оптоволокна. Измеренная температура осаждения передается обратно в первый контроллер 20 за заданное время. Температуры осаждения, измеренные блоком 18 измерения температуры, определяются как измеренные температуры осаждения. В настоящем варианте осуществления блок 18 измерения температуры основан на инфракрасной термографии. Заданная целевая температура, заданное отклонение температуры и заданная регулируемая скорость потока предварительно сохраняются в первом контроллере 20. Согласно вычислению, выполненному первым контроллером 20, измеренные температуры осаждения могут строго контролироваться, причем первый контроллер 20 контролирует часть, подающую H2, посредством которой H2 подается в первую горелку 15 и вторую горелку 16.
Температуры осаждения, измеренные блоком 18 измерения температуры, определяются как измеренные температуры осаждения. Первая группа состоит из измеренных температур осаждения. Согласно последовательности измерения первая группа включает t1, t2, t3 …, t(i-1) и ti. Средние значения измеренных температур осаждения, непрерывно измеряемые N раз, выбираются первым контроллером 20. Вторая группа состоит из средних значений. Согласно последовательности выбора средних значений вторая группа включает t1’, t2’, t3’……t(i-1)’, ti’. t(i-1)’ является предыдущим значением для ti’. ti’ сравнивается с заданной целевой температурой. Первая горелка 15 поддерживает скорость потока H2 в первой горелке, если отклонение между ti’ и заданной целевой температурой не превышает отклонение температуры.
ti’ сравнивается с t(i-1)’, если ti’ больше, чем заданная целевая температура, а отклонение между ti’ и заданной целевой температурой превышает отклонение температуры. Скорость потока H2 в первой горелке 15 регулируется таким образом, чтобы она была меньше, чем предыдущая скорость потока H2 (перед регулированием), если ti’ больше, чем t(i-1)’. Первая горелка 15 поддерживает скорость потока H2, если ti’ меньше, чем t(i-1)’.
ti’ сравнивается с t(i-1)’, если ti’ меньше, чем заданная целевая температура, а отклонение между ti’ и заданной целевой температурой превышает отклонение температуры. Скорость потока H2 в первой горелке 15 регулируется таким образом, чтобы она была больше, чем предыдущая скорость потока (перед регулированием), если ti’ меньше, чем t(i-1)’.
Более конкретно, заданная целевая температура составляет 1050 градусов Цельсия, заданная целевая температура составляет 2 градуса Цельсия, а повторный регулирующий поток составляет 0,1 л/мин. Блок 18 измерения температуры измеряет температуру осаждения слоя 405 сердцевины на конце стержня 401 для вытягивания сердцевины оптоволокна при интервале 10S. Согласно последовательности измерения измеренные температуры осаждения обозначаются как t1, t2, t3, … t(i-1), ti. Первая группа состоит из измеренных температур осаждения. Первая группа включает t1, t2, t3, … t(i-1), ti и расположена в последовательности измерения. Измеренные температуры осаждения передаются обратно в первый контроллер 20 блоком 18 измерения температуры. Первый контроллер 20 выбирает 5 измеренных температур осаждения и получает среднее значение 5 измеренных температур осаждения. Например, t1’ является средним значением температур от t1 до t5, а t2’ является средним значением температур от t2 до t6. Другие средние значения получены в ходе аналогичных этапов. Вторая группа состоит из средних значений. Вторая группа включает t1’, t2’, t3’… t(i-1)’, ti’. t(i-1)’ является предыдущим значением ti’, например, t1’ является предыдущим значением t2’. Каждое среднее значение сравнивается со стандартным значением 1050 градусов Цельсия и соответствующим ему предыдущим значением (t2’ сравнивается со значением 1050 градусов Цельсия и t1’, t3’ сравнивается со значением 1050 градусов Цельсия t2’, t3’ сравнивается с..., и т. д.). Первая горелка 15 поддерживает скорость потока H2 неизменной, если отклонение между средним значением и 1050 градусами Цельсия составляет не более 2 градусов Цельсия. Если отклонение между средним значением и 1050 градусами Цельсия составляет более 2 градусов Цельсия, то сперва среднее значение сравнивается с соответствующим предыдущим значением. Если взять в качестве примера t2’, то скорость потока H2 в первой горелке 15 уменьшается на приблизительно 0,1 л/мин, если t2’ больше, чем t1’, и первая горелка 15 поддерживает скорость потока H2, если t2’ меньше, чем t1’. Если среднее значение составляет менее 1050 градусов Цельсия, а отклонение между одним средним значением и 1050 градусами Цельсия составляет более 2 градусов Цельсия, то среднее значение сравнивается с соответствующим предыдущим значением. Если взять в качестве примера t2’, то первая горелка 15 поддерживает скорость потока H2, если t2’ меньше, чем t1’, и скорость потока H2 в первой горелке 15 увеличивается на приблизительно 0,1 л/мин, если t2’ больше, чем t1’.
Альтернативно, в случае неполучения средних значений, скорость потока H2 в горелке регулируется в соответствии с измеренными температурами осаждения.
Альтернативно, скорость потока H2 увеличивается на 0,1 л/мин без сравнения среднего значения с соответствующим предыдущим значением, если отклонение между средним значением и заданной целевой температурой превышает 2 градуса Цельсия.
Альтернативно, N измеренных температур осаждения не ограничиваются выбором в измеренной последовательности, так как N измеренных температур осаждения также могут быть выбраны случайным образом.
Альтернативно, блок 18 измерения температуры не ограничивается измерением температур осаждения с интервалами 10S, и блок 18 измерения температуры может измерять температуры осаждения в другие периоды.
Альтернативно, заданная целевая температура, заданное отклонение температуры и заданное регулирование скорости потока определяются в соответствии с требованиями практического применения.
Альтернативно, заданный регулирующий поток получают посредством первого контроллера 20, вычисляющего и обрабатывающего измеренные температуры осаждения.
Альтернативно, блок 18 измерения температуры не ограничивается тем, что он основан на инфракрасной термографии, так как могут использоваться другие датчики температуры.
Альтернативно, первая группа состоит из измеренных температур осаждения. Первая группа включает t1, t2, t3 …, t(i-1). Среднее значение получают из всех или части измеренных температур осаждения. Первая горелка 15 поддерживает скорость потока H2, если отклонение между средним значением и заданной целевой температурой не превышает отклонение заданной температуры. Скорость потока H2 в первой горелке 15 увеличивается, если отклонение между средним значением и заданной целевой температурой превышает отклонение заданной температуры. Скорость потока H2 увеличивается на 0,1 л/мин за каждое отклонение в 1 градус Цельсия. Например, скорость потока H2 в первой горелке 15 увеличивается на 0,1 л/мин, если отклонение между средним значением и заданной целевой температурой превышает отклонение заданной температуры на 1 градус Цельсия. Скорость потока H2 в первой горелке 15 увеличивается на 0,2 л/мин, если отклонение между средним значением и заданной целевой температурой превышает отклонение заданной температуры на 2 градуса Цельсия.
Альтернативно, устройство 17 подачи газа может быть исключено, а первое изготавливающее устройство 100 может быть соединено с внешним устройством 17 подачи газа.
Альтернативно, устройство 12 для закрепления, вращающее устройство 13 и реакционная камера 11 могут быть исключены.
Во время осаждения слоя 405 сердцевины блок 18 измерения температуры отслеживает температуры осаждения конечного слоя 405 сердцевины в режиме реального времени и передает данные обратно в первый контроллер 20. В соответствии с измеренными температурами осаждения первый контроллер 20 регулирует скорость потока H2. Следовательно, может быть гарантирована стабильность температуры поверхности стержня 401 для вытягивания сердцевины оптоволокна, а также улучшается показатель преломления стержня 405 для вытягивания сердцевины оптоволокна. В настоящем варианте осуществления, основываясь на измерении температуры поверхности, скорость потока газа регулируется в режиме реального времени, а осаждение стержня 401 для вытягивания сердцевины оптоволокна можно точно контролировать. Таким образом, можно избежать резкого градиента плотности стержня 401 для вытягивания сердцевины оптоволокна, чтобы не привести к растрескиванию стержня для вытягивания сердцевины оптоволокна. Улучшается качество и выход продуктов. На фиг. 4 представлена диаграмма, сравнивающая осевые показатели преломления одного стержня, изготовленного традиционным способом (скорость потока H2 регулируется посредством отслеживания температуры осаждения слоя сердцевины) и способом, указанным в настоящем варианте осуществления. В настоящем варианте осуществления разница между максимальной температурой стержня 401 для вытягивания сердцевины оптоволокна и минимальной температурой поддерживается в пределах 10 градусов Цельсия.
Альтернативно, отслеживание температур осаждения конечного слоя 405 сердцевины не должно восприниматься как ограничение, так как могут быть приняты температуры осаждения других частей стержня для вытягивания сердцевины оптоволокна, изготовленных другими способами, такими как способ наружного химического осаждения из паровой фазы (OVD).
Блок 19 измерения диаметра содержит первый блок 191 измерения диаметра и второй блок 193 измерения диаметра. Первый блок 191 измерения диаметра расположен под боковой частью дна реакционной камеры 11. Первый блок 191 измерения диаметра расположен рядом с блоком 18 измерения температуры и вдали от первой горелки 15 для измерения диаметров слоя 405 оболочки сердцевины конца стержня 401 для вытягивания сердцевины оптоволокна. Второй блок 193 измерения диаметра расположен под боковой частью дна реакционной камеры 11. Второй блок 193 измерения диаметра расположен рядом со второй горелкой 16 для измерения диаметров слоя 407 оптической оболочки конца стержня 401 для вытягивания сердцевины оптоволокна. В настоящем варианте осуществления первый блок 191 измерения диаметра и второй блок 193 измерения диаметра представляют собой ПЗС-камеры. Соответствующие диаметры слоя сердцевины, измеренные первым блоком 191 измерения диаметра, определяются как измеренные диаметры слоя сердцевины. Соответствующие диаметры слоя оптической оболочки, измеренные вторым блоком 193 измерения диаметра, определяются как измеренные диаметры слоя оптической оболочки. Диаметры слоя сердцевины, измеренные первым блоком 191 измерения диаметра, передаются обратно в первый контроллер 20 в каждый первый заданный момент времени измерения диаметра. Диаметры конца слоя оптической оболочки, измеренные вторым блоком 193 измерения диаметра, передаются обратно в первый контроллер 20 в каждый второй заданный момент времени измерения диаметра.
Как показано на фиг. 5, диаметр слоя сердцевины обозначен как d, а диаметр слоя оптической оболочки обозначен как D. Первый блок 191 измерения диаметра измеряет диаметры конца слоя сердцевины с интервалами в одну минуту. В настоящем варианте осуществления заданный целевой диаметр слоя сердцевины представляет собой заданный диапазон диаметров слоя сердцевины. Заданный диапазон диаметров слоя сердцевины составляет 58,3–58,7 мм. Первая горелка 15 поддерживает скорость потока SiCl4, если измеренный диаметр слоя оптической оболочки находится в заданном диапазоне диаметров слоя сердцевины. Скорость потока SiCl4 в первой горелке 15 увеличивается на 0,05 г/мин первым контроллером 20, если измеренный диаметр слоя сердцевины меньше минимального порогового значения 58,3 мм заданного диапазона диаметров слоя сердцевины. Скорость потока SiCl4 в первой горелке 15 уменьшается на 0,05 г/мин первым контроллером 20, если измеренный диаметр слоя сердцевины больше максимального порогового значения 58,7 мм заданного диапазона диаметров слоя сердцевины.
В настоящем варианте осуществления конечная точка заготовки 400 для вытягивания оптоволокна, смежной с устройством 12 для закрепления, выбирается в качестве начальной точки. Одна позиция заготовки 400 для вытягивания оптоволокна на оси заготовки 400 для вытягивания оптоволокна определяется как положение стержня. Каждое положение стержня имеет длину (расстояние от начальной точки до положения стержня), диаметр слоя сердцевины, диаметр слоя оптической оболочки и диаметр стержня (диаметр заготовки 400 для вытягивания оптоволокна). Более конкретно, первый блок 191 измерения диаметра измеряет измеренный диаметр d слоя сердцевины положения L стержня. Показатели d и L фиксируются первым контроллером 20.
Заданное целевое значение диаметра оптической оболочки положения L стержня получают посредством первого контроллера 20, обрабатывающего положение L стержня и измеренный диаметр d слоя сердцевины. Целевое значение диаметра оптической оболочки положения L стержня в 4,15 раза больше измеренного диаметра слоя сердцевины. Второй блок 193 измерения диаметра измеряет диаметры слоя оптической оболочки с интервалами в одну минуту и передает данные обратно в первый контроллер 20. Исходная скорость потока SiCl4 во второй горелке 16 составляет 50 г/мин. Скорость потока SiCl4 во второй горелке 16 регулируется в соответствии с измеренными диаметрами слоя оптической оболочки. Скорость потока SiCl4 во второй горелке 16 увеличивается на 0,5 г/мин, если измеренный диаметр слоя оптической оболочки меньше, чем целевое значение диаметра оптической оболочки соответствующего положения стержня. Скорость потока SiCl4 во второй горелке 16 уменьшается на 0,5 г/мин, если измеренный диаметр слоя оптической оболочки больше, чем целевое значение диаметра оптической оболочки соответствующего положения стержня.
В традиционном стержне для вытягивания сердцевины оптоволокна диапазон диаметров слоя сердцевины традиционного стержня для вытягивания сердцевины оптоволокна составляет 58–60 мм, а диапазон диаметров слоя оптической оболочки традиционного стержня для вытягивания сердцевины оптоволокна составляет 240–258 мм. Изменения диаметров слоя сердцевины и диаметров слоя оптической оболочки возникают по-разному. Колебание D/d в традиционном стержне для вытягивания сердцевины оптоволокна, изготовленном традиционным способом изготовления, составляет 0,2. В настоящем варианте осуществления диапазон диаметров слоя сердцевины стержня для вытягивания сердцевины оптоволокна составляет 58–59 мм, а диапазон диаметров слоя оптической оболочки составляет 240–244 мм. Колебание D/d в стержне для вытягивания сердцевины оптоволокна составляет 0,05. Диаметры конечного слоя 405 сердцевины отслеживаются первым блоком 191 измерения диаметра, а скорость потока SiCl4 в первой горелке 15 регулируется первым контроллером 20 в соответствии с измеренными диаметрами слоя сердцевины. Постоянство диаметров слоя сердцевины обеспечивается при осаждении стержня для вытягивания сердцевины оптоволокна. Целевые значения диаметров оптической оболочки заданы первым контроллером 20 на основе соответствующих измеренных диаметров слоя сердцевины. Скорость потока SiCl4 во второй горелке 16 регулируется первым контроллером 20 в соответствии с целевыми значениями диаметров оптической оболочки и измеренными диаметрами слоя сердцевины. Постоянство диаметров слоя оптической оболочки обеспечивается при осаждении стержня для вытягивания сердцевины оптоволокна. Кроме того, также обеспечивается постоянство соотношения сердцевина/оболочка. Кроме того, улучшается выход изготовленных заготовок 401 для вытягивания сердцевины оптоволокна.
Первый блок 191 измерения диаметра и второй блок 193 измерения диаметра, являющиеся ПЗС-камерами, не должны восприниматься как ограничение. Первый блок 191 измерения диаметра и второй блок 193 измерения диаметра могут представлять собой датчики расстояния других типов, такие как ультразвуковые датчики.
Альтернативно, количество блоков 19 измерения диаметра может быть одним. Блок 19 измерения диаметра может быть расположен под реакционной камерой 11 и процессором изображений, размещенным для помощи в обработке изображения для получения диаметров слоя 405 оболочки сердцевины и диаметров наружного слоя 407 оболочки.
Заданный диапазон диаметров слоя сердцевины, целевой диаметр слоя сердцевины и целевое значение диаметра оптической оболочки для соответствующего положения стержня могут быть заданы в первом контроллере 20. Первый контроллер 20 регулирует скорость потока SiCl4 во второй горелке 16 в соответствии с измеренными диаметрами слоя оболочки сердцевины и заданным диапазоном диаметров слоя сердцевины, а первый контроллер 20 регулирует скорость потока SiCl4 во второй горелке 16 в соответствии с измеренным диаметром слоя оптической оболочки и заданным диапазоном диаметров слоя оптической оболочки.
Второе изготавливающее устройство 200 используется для изготовления наружного слоя 403 оболочки, нанесенного на наружную поверхность стержня 401 для вытягивания сердцевины оптоволокна посредством способа наружного химического осаждения из паровой фазы. Ось, проходящая по направлению длины заготовки 400 для вытягивания оптоволокна, совпадает с осью 101.
Как показано на фиг. 6, второе изготавливающее устройство 200 содержит блок 201 измерения расстояния, горелку 203 для осаждения, второй контроллер 205 и целевой элемент 207. Блок 201 измерения расстояния и горелка 203 для осаждения находятся в связи со вторым контроллером 205. Блок 201 измерения расстояния используется для отслеживания диаметров стержня, относящихся к заготовке 400 для вытягивания оптоволокна. Альтернативно, второе изготавливающее устройство 200 дополнительно содержит другие необходимые устройства, такие как реакционная камера, и те, которые здесь не описаны.
Заготовка 400 для вытягивания оптоволокна имеет ось 409 (проходящую по направлению длины заготовки 400 для вытягивания оптоволокна). Блок 201 измерения расстояния и горелка 203 для осаждения могут перемещаться вдоль осей, которые параллельны оси 409, и могут перемещаться относительно заготовки 400 для вытягивания оптоволокна. Первый путь перемещения для блока 201 измерения расстояния, перемещающегося относительно оси 409, предварительно сохраняется во втором контроллере 201. Второй контроллер 20 контролирует блок 201 измерения расстояния, чтобы перемещаться по первому пути перемещения при измерении диаметров стержня. Блок 201 измерения расстояния измеряет диаметры стержня и положения стержня, соответствующие диаметрам стержня в определенные периоды. Второй путь перемещения для горелки 203 для осаждения, перемещающейся относительно оси 409, предварительно сохраняется во втором контроллере 201. Второй контроллер 20 контролирует горелку 203 для осаждения для ее перемещения по второму пути перемещения. Положения стержня фиксируются при перемещении вторым контроллером 20.
Блок 201 измерения расстояния и горелка 203 для осаждения могут перемещаться относительно заготовки 400 для вытягивания оптоволокна. Блок 201 измерения расстояния перемещается к одному положению, соответствующему положению стержня, и блок 201 измерения расстояния измеряет диаметр стержня для соответствующего положения. Опорный диаметр стержня задается в контроллере 205. В соответствии с результатом, полученным вторым контроллером 205 при сравнении измеренного диаметра стержня для положения стержня и опорного диаметра стержня, второй контроллер 205 контролирует скорость потока SiCl4 в горелке 203 для осаждения, если горелка 203 для осаждения достигает соответствующего положения стержня.
Второй контроллер 205 уменьшает скорость потока SiCl4 в горелке 203 для осаждения в соответствующем положении стержня, если измеренный диаметр стержня для соответствующего положения стержня больше, чем опорный диаметр стержня. Второй контроллер 205 увеличивает скорость потока SiCl4 в горелке 203 для осаждения в соответствующем положении стержня, если измеренный диаметр стержня положения стержня меньше, чем опорный диаметр стержня.
В настоящем варианте осуществления блок 201 измерения расстояния измеряет распределение диаметра стержня с интервалами в 5 минут. При измерении блок 201 измерения расстояния перемещается вдоль оси, параллельной оси 409, и перемещается относительно заготовки 400 для вытягивания оптоволокна. Блок 201 измерения расстояния измеряет диаметры стержня и передает измеренные диаметры стержня и положения, соответствующие измеренным диаметрам стержня (диаметр стержня, зафиксированный, когда блок измерения расстояния перемещается на расстояние 2 мм), обратно во второй 205 контроллер. Например, первый диаметр B1 стержня и соответствующее положение L1 стержня на первом B1 диаметре стержня, второй диаметр B2 стержня и соответствующее положение L2 стержня на втором диаметре B2 стержня и т. д. Второй контроллер 205 получает среднее значение B’ для всех измеренных диаметров (B1, B2…) стержня, чтобы оно действовало в качестве опорного диаметра стержня. Второй контроллер 205 получает каждое отклонение диаметра стержня между каждым измеренным диаметром стержня и опорным диаметром стержня. Например, отклонение диаметра стержня между B1 и B’ составляет B1’, отклонение диаметра стержня между B2 и B’ составляет B2’…, и т. д. Второй контроллер 205 принимает отклонения диаметра стержня относительно пути перемещения горелки 203 для осаждения. В соответствующем положении стержня скорость потока SiCl4 в горелке 205 для осаждения будет увеличиваться на 0,5 г/мин за каждый 1 мм отклонения диаметра стержня между диаметром стержня и опорным диаметром стержня, когда горелка 205 для осаждения достигает нужного положения.
Альтернативно, блок 201 измерения расстояния и горелка 205 для осаждения не ограничены перемещением вдоль осей, параллельных оси 409. Блок 201 измерения расстояния способен удовлетворять требуемому диаметру стержня, относящемуся к заготовке 400 для вытягивания оптоволокна, а горелка 205 для осаждения способна подавать материал для выращивания и осаждения.
Альтернативно, блок 201 измерения расстояния используется для отслеживания диаметров стержня, относящихся к заготовке 400 для вытягивания оптоволокна, и передачи данных о них обратно во второй контроллер 205. Второй контроллер 205 регулирует скорость потока SiCl4 в горелке 205 для осаждения в соответствии с результатом сравнения измеренного диаметра стержня и опорного диаметра стержня.
В традиционном способе наружного химического осаждения из паровой фазы для нанесения наружного слоя оболочки на стержень для вытягивания сердцевины оптоволокна диаметр стержня, относящийся к заготовке для вытягивания оптоволокна, составляет 239–246 мм, а колебание диаметра стержня составляет 8 мм. В настоящем варианте осуществления второй контроллер 205 регулирует скорость потока SiCl4 горелки 205 для осаждения в соответствии с результатом сравнения измеренных диаметров стержня и опорного диаметра стержня. Диаметры стержня по настоящему варианту осуществления модифицируются при осаждении из паровой фазы. Диаметр стержня, относящийся к заготовке для вытягивания оптоволокна, полученный в настоящем варианте осуществления составляет 241–243 мм, а колебание диаметра стержня одного стержня, полученного в настоящем варианте осуществления, составляет 2 мм. Постоянство диаметров стержня, относящихся к заготовке 400 для вытягивания оптоволокна, весьма высоко. Также улучшаются свойства и выход заготовки 400 для вытягивания оптоволокна. Кроме того, диаметры области, проходящие по осевому направлению заготовки 400 для вытягивания оптоволокна, и предельная длина волны заготовки 400 для вытягивания оптоволокна являются одинаковыми. В настоящем варианте осуществления стандартное отклонение заготовки 400 для вытягивания оптоволокна составляет 11.
Далее предложен способ изготовления заготовки 400 для вытягивания оптоволокна, включающий следующие этапы:
Этап 601, на котором стержень для вытягивания сердцевины оптоволокна образуют посредством поглощающего частицы целевого элемента, причем стержень для вытягивания сердцевины оптоволокна содержит слой сердцевины и слой оптической оболочки. В настоящем варианте осуществления способ осевого осаждения из паровой фазы применяется для изготовления стержня для вытягивания сердцевины оптоволокна. Целевой элемент может перемещаться относительно первой горелки, которая подает материал для выращивания для слоя сердцевины.
Этап 602, на котором наружный слой оболочки образуют на слое оптической оболочки посредством частиц осаждения с образованием заготовки для вытягивания оптоволокна. В настоящем варианте осуществления способ наружного химического осаждения из паровой фазы применяется для изготовления наружного слоя оболочки.
Этап 601, дополнительно включающий отслеживание температур осаждения слоя сердцевины и регулирование скорости потока H2 в первой горелке, подающей материал для выращивания для стержня для вытягивания сердцевины оптоволокна, в соответствии с отслеживаемыми температурами осаждения слоя сердцевины.
Кроме того, температуры осаждения слоя сердцевины измеряются в конкретное заданное время. Измеренные температуры осаждения определяются как измеренные температуры осаждения. Первая группа состоит из измеренных температур осаждения. Согласно последовательности измерения первая группа включает t1, t2, t3 …, t(i-1) и ti. Средние значения измеренных температур осаждения, непрерывно измеряемые N раз, выбираются первым контроллером 20. Вторая группа состоит из средних значений. Согласно последовательности выбора средних значений вторая группа включает t1’, t2’, t3’……t(i-1)’, ti’. t(i-1)’ определяется как предыдущее значение для ti’. ti’ сравнивается с заданной целевой температурой. Первая горелка поддерживает скорость потока H2, если отклонение между ti’ и заданной целевой температурой не превышает отклонение температуры.
ti’ сравнивается с t(i-1)’, если ti’ больше, чем заданная целевая температура, а отклонение между ti’ и заданной целевой температурой превышает отклонение температуры. Скорость потока H2 в первой горелке 15 регулируется таким образом, чтобы она была меньше, чем предыдущая скорость потока (перед регулированием), если ti’ больше, чем t(i-1)’. Первая горелка поддерживает скорость потока H2, если ti’ меньше, чем t(i-1)’.
ti’ сравнивается с t(i-1)’, если ti’ меньше, чем заданная целевая температура, а отклонение между ti’ и заданной целевой температурой превышает отклонение температуры. Скорость потока H2 в первой горелке 15 регулируется таким образом, чтобы она была больше, чем предыдущая скорость потока (перед регулированием), если ti’ меньше, чем t(i-1)’.
Более конкретно, заданная целевая температура составляет 1050 градусов Цельсия, заданная целевая температура составляет 2 градуса Цельсия, а повторный регулирующий поток составляет 0,1 л/мин. Блок 18 измерения температуры измеряет температуру осаждения слоя 405 сердцевины на конце стержня 401 для вытягивания сердцевины оптоволокна при каждом 10S. Согласно последовательности измерения измеренные температуры осаждения обозначаются как t1, t2, t3, t4, t5, t6, t7, t8, t9…. Первая группа состоит из измеренных температур осаждения. Первая группа включает t1, t2, t3, t4, t5, t6, t7, t8, t9…. в измеренной последовательности. Измеренные температуры осаждения передаются обратно в первый контроллер 20 блоком 18 измерения температуры. Первый контроллер 20 выбирает 5 измеренных температур осаждения и получает среднее значение 5 измеренных температур осаждения. Например, t1’ является средним значением температур от t1 до t5, а t2’ является средним значением температур от t2 до t6. Другие средние значения получены в ходе аналогичных этапов. Вторая группа состоит из средних значений. Вторая группа включает t1’, t2’, t3’…. Например, t2’ является предыдущим значением t1’. Каждое среднее значение сравнивается со стандартным значением 1050 градусов Цельсия и соответствующим ему значением (t2’ сравнивается со значением 1050 градусов Цельсия и t1’, t3’ сравнивается со значением 1050 градусов Цельсия t2’, t3’ сравнивается с..., и т. д.). Первая горелка 15 поддерживает скорость потока H2 скорость потока неизменной, если отклонение между одним средним значением и 1050 градусами Цельсия составляет не более 2 градусов Цельсия. Если одно среднее значение составляет более 1050 градусов Цельсия, то одно среднее значение в первую очередь сравнивается с соответствующим предыдущим значением, а отклонение между одним средним значением и 1050 градусами Цельсия составляет более чем 2 градуса Цельсия. Если взять в качестве примера t2’, то скорость потока H2 в первой горелке 15 уменьшается на приблизительно 0,1 л/мин, если t2’ больше, чем t1’, и первая горелка 15 поддерживает скорость потока H2, если t2’ меньше чем t1’. Если среднее значение составляет менее 1050 градусов Цельсия, а отклонение между одним средним значением и 1050 градусами Цельсия составляет более 2 градусов Цельсия, то одно среднее значение в первую очередь сравнивается с предыдущим значением. Если взять в качестве примера t2’, то первая горелка поддерживает скорость потока H2, если t2’ меньше, чем t1’, и скорость потока H2 в первой горелке увеличивается на приблизительно 0,1 л/мин, если t2’ больше, чем t1’.
Альтернативно, скорость потока H2 увеличивается на 0,1 л/мин без сравнения среднего значения с соответствующим предыдущим значением, если отклонение между средним значением и заданной целевой температурой превышает 2 градуса Цельсия.
Альтернативно, N измеренных температур осаждения не ограничиваются выбором в измеренной последовательности, так как N измеренных температур осаждения также могут быть выбраны случайным образом.
Альтернативно, заданная целевая температура, заданное отклонение температуры и заданное регулирование скорости потока определяются в соответствии с требованиями практического применения.
Альтернативно, заданная целевая температура, отклонение заданной температуры и заданное регулирование скорости потока могут быть заданы в соответствии с реальным осаждением заготовки для вытягивания оптоволокна.
Альтернативно, процесс не ограничен применением способа осевого осаждения из паровой фазы, так как могут применяться способы химического осаждения из паровой фазы, модифицированного химического осаждения из паровой фазы, плазмохимического осаждения из паровой фазы или другие способы. Нужно только убедиться, что скорость потока H2 может быть отрегулирована посредством отслеживания температур осаждения слоя сердцевины для стабильности температуры.
Этап 601 дополнительно включает отслеживание диаметров слоя сердцевины. Измеренные диаметры слоя сердцевины определяются как измеренные диаметры слоя сердцевины. Скорость потока SiCl4 в первой горелке будет отрегулирована, если существует отклонение между измеренными диаметрами слоя сердцевины и заданным целевым диаметром. В проиллюстрированном варианте осуществления диаметр слоя сердцевины представляет собой диаметр слоя сердцевины конца стержня для вытягивания сердцевины оптоволокна, а заданный целевой диаметр слоя сердцевины представляет собой заданный диапазон диаметров слоя сердцевины.
Скорость потока SiCl4 в первой горелке будет отрегулирована, если измеренный диаметр слоя сердцевины выходит за пределы заданного диапазона диаметров слоя сердцевины.
Кроме того, скорость потока SiCl4 в первой горелке увеличивается, если измеренный диаметр слоя оптической оболочки меньше, чем минимальное пороговое значение заданного диапазона диаметров слоя сердцевины. Скорость потока SiCl4 в первой горелке 15 уменьшается, если измеренный диаметр слоя оптической оболочки превышает максимальный порог заданного диапазона диаметров слоя сердцевины.
Диаметр слоя сердцевины принят как d, а диаметр слоя оптической оболочки принят как D. Блок 191 измерения диаметра измеряет диаметры конца слоя сердцевины с интервалами в одну минуту. Заданный диапазон диаметров слоя сердцевины составляет 58,3–58,7 мм. Первая горелка 15 поддерживает скорость потока SiCl4, если измеренный диаметр слоя оптической оболочки находится в заданном диапазоне диаметров слоя сердцевины. Скорость потока SiCl4 в первой горелке увеличивается на 0,05 г/мин, если измеренный диаметр слоя оптической оболочки меньше, чем минимальное пороговое значение 58,3 мм заданного диапазона диаметров слоя сердцевины. Скорость потока SiCl4 в первой горелке уменьшается на 0,05 г/мин, если измеренный диаметр слоя оптической оболочки превышает максимальное пороговое значение 58,7 мм заданного диапазона диаметров слоя сердцевины.
Этап 601 дополнительно включает отслеживание диаметров слоя оптической оболочки стержня для вытягивания сердцевины оптоволокна. Измеренные диаметры слоя оптической оболочки определяются как измеренные диаметры слоя оптической оболочки. Заданное целевое значение диаметра оптической оболочки одного положения стержня получают посредством измеренного диаметра слоя сердцевины, соответствующего одному положению стержня. Скорость потока SiCl4 во второй горелке, используемой для подачи материала для выращивания для слоя оптической оболочки, увеличивается, если измеренный диаметр слоя оптической оболочки меньше, чем целевое значение диаметра оптической оболочки соответствующего положения стержня. Скорость потока SiCl4 во второй горелке уменьшается, если измеренный диаметр слоя оптической оболочки больше, чем целевое значение диаметра оптической оболочки соответствующего положения стержня.
В настоящем варианте осуществления положения стержня учитываются для задания целевого значения диаметра оптической оболочки. Целевое значение диаметра оптической оболочки одного положения стержня в 4,15 раза больше измеренного диаметра слоя сердцевины соответствующего положения стержня.
Кроме того, скорость потока во второй горелке, используемой для подачи материала для выращивания для слоя оптической оболочки, увеличивается, если измеренный диаметр слоя оптической оболочки меньше, чем целевое значение диаметра оптической оболочки соответствующего положения стержня. Скорость потока во второй горелке уменьшается, если измеренный диаметр слоя оптической оболочки больше, чем целевое значение диаметра оптической оболочки соответствующего положения стержня.
Более конкретно, заданное целевое значение диаметра оптической оболочки одного положения L стержня получают посредством вычисления и обработки положения L стержня и соответствующего измеренного диаметра d слоя сердцевины. Целевое значение диаметра оптической оболочки положения L стержня в 4,15 раза больше измеренного диаметра слоя сердцевины. Диаметры слоя оптической оболочки измеряются с интервалами в одну минуту. Исходная скорость потока SiCl4 во второй горелке 16 составляет 50 г/мин. Скорость потока SiCl4 во второй горелке 16 регулируется в соответствии с измеренными диаметрами слоя оптической оболочки. Скорость потока SiCl4 во второй горелке 16 увеличивается на 0,5 г/мин, если измеренный диаметр слоя оптической оболочки меньше, чем целевое значение диаметра оптической оболочки соответствующего положения стержня. Скорость потока SiCl4 во второй горелке 16 уменьшается на 0,5 г/мин, если измеренный диаметр слоя оптической оболочки больше, чем целевое значение диаметра оптической оболочки соответствующего положения стержня.
Альтернативно, процесс не ограничен применением способа осевого осаждения из паровой фазы, так как могут применяться способы химического осаждения из паровой фазы, модифицированного химического осаждения из паровой фазы, плазмохимического осаждения из паровой фазы или другие способы. Нужно только убедиться, что скорость потока SiCl4 в первой горелке и второй горелке может быть отрегулирована посредством отслеживания диаметров слоя сердцевины и диаметров слоя оптической оболочки стержня для вытягивания сердцевины оптоволокна. Обеспечивается постоянство диаметров слоя сердцевины, а также обеспечивается постоянство диаметров слоя оптической оболочки.
Этап 602 дополнительно включает отслеживание диаметров стержня, относящихся к заготовке для вытягивания оптоволокна, и регулирование скорости потока SiCl4 в горелке для осаждения в соответствии с измеренными диаметрами стержня.
Блок измерения расстояния используется для отслеживания диаметров стержня, относящихся к заготовке для вытягивания оптоволокна. Как блок измерения расстояния, так и горелка для осаждения могут перемещаться относительно заготовки для вытягивания оптоволокна. Заготовка для вытягивания оптоволокна имеет положения стержня. Блок измерения расстояния перемещается к одному положению стержня и измеряет диаметр стержня. Скорость потока SiCl4 в горелке для осаждения будет отрегулирована в соответствии с сопоставленным результатом измеренного диаметра стержня и опорного диаметра стержня. В настоящем варианте осуществления блок измерения расстояния представляет собой ультразвуковой дальномер. Блок измерения расстояния измеряет диаметры стержня и положения стержня, соответствующие диаметрам стержня в определенные периоды.
В настоящем варианте осуществления блок измерения расстояния измеряет распределение диаметра стержня с интервалами в 5 минут. При измерении блок измерения расстояния перемещается вдоль оси, параллельной оси, и перемещается относительно заготовки для вытягивания оптоволокна. Блок измерения расстояния измеряет диаметры стержня и фиксирует измеренные диаметры стержня и положения стержня. Например, первый диаметр B1 стержня и соответствующее положение L1 стержня на первом B1 диаметре стержня, второй диаметр B2 стержня и соответствующее положение L2 стержня на втором диаметре B2 стержня и т. д. Второй контроллер выбирает среднее значение B’ для всех измеренных диаметров (B1, B2…) стержня, чтобы оно действовало в качестве опорного диаметра стержня. Получают каждое отклонение диаметра стержня между каждым измеренным диаметром стержня и опорным диаметром стержня. Например, отклонение диаметра стержня между B1 и B’ составляет B1’, отклонение диаметра стержня между B2 и B’ составляет B2’…, и т. д. Отклонения диаметра стержня относятся к пути перемещения горелки для осаждения. В соответствующем положении стержня скорость потока SiCl4 в горелке для осаждения будет увеличиваться на 0,5 г/мин за каждый 1 мм отклонения диаметра стержня между диаметром стержня и опорным диаметром стержня, когда горелка для осаждения достигает нужного положения.
Альтернативно, способ изготовления включает отслеживание диаметров стержня посредством дистанции и регулировку скорости потока SiCl4 в горелке для осаждения в соответствии с измеренными диаметрами стержня.
Альтернативно, блок измерения расстояния может перемещаться относительно заготовки для вытягивания оптоволокна. Заготовка для вытягивания оптоволокна имеет положение стержня. Блок измерения расстояния перемещается к одному положению стержня и измеряет диаметр стержня. Скорость потока SiCl4 в горелке для осаждения будет отрегулирована в соответствии с сопоставленным результатом измеренного диаметра стержня и опорного диаметра стержня.
Представлены устройство и способ изготовления заготовки для вытягивания оптоволокна. Скорость потока H2 регулируется в реальном времени в соответствии с измеренными температурами осаждения для обеспечения температурной стабильности стержня для вытягивания сердцевины оптоволокна и улучшения показателя преломления стержня для вытягивания сердцевины оптоволокна и производственного выхода заготовки для вытягивания оптоволокна. Скорость потока SiCl4 в первой горелка регулируется в соответствии с измеренными диаметрами слоя оболочки. Постоянство диаметров слоя сердцевины обеспечивается при осаждении стержня для вытягивания сердцевины оптоволокна. Целевые значения диаметров оптической оболочки заданы на основе соответствующих измеренных диаметров слоя сердцевины. Скорость потока SiCl4 во второй горелке регулируется в соответствии с целевыми значениями диаметров оптической оболочки и измеренными диаметрами слоя сердцевины. Постоянство диаметров слоя оптической оболочки обеспечивается при осаждении стержня для вытягивания сердцевины оптоволокна. Кроме того, также обеспечивается постоянство соотношения сердцевина/оболочка. Кроме того, улучшается выход изготовленных заготовок для вытягивания сердцевины оптоволокна. Кроме того, скорость потока SiCl4 в горелке для осаждения регулируется при достижении одного положения стержня в соответствии с измеренными диаметра стержня и опорного диаметра стержня. Диаметры стержня в соответствии с настоящим вариантом осуществления модифицируются при осаждении, после чего постоянство диаметров стержня, относящихся к заготовке 400 для вытягивания оптоволокна, становится превосходным. Также улучшаются свойство и выход заготовки 400 для вытягивания оптоволокна.
Следует отметить, что вышеприведенные варианты осуществления, несмотря на то, что они были описаны со ссылкой на предпочтительный вариант осуществления настоящего изобретения, используются только для иллюстрации конкретного аспекта настоящего изобретения, а не для ограничения, причем специалистам в данной области техники будет понятно, что настоящее изобретение может представлять собой технические модификации программы или эквивалентные замены, не выходящие за рамки сущности и объема настоящего изобретения, технического решения, которое должно охватываться настоящим изобретением, в котором обеспечивается надлежащий объем правовой охраны.
Группа изобретений относится к устройству для изготовления заготовки для вытягивания оптоволокна, способу изготовления заготовки для вытягивания оптоволокна. Техническим результатом является повышение качества оптоволокна. Устройство для изготовления заготовки для вытягивания оптоволокна содержит целевой элемент, первую горелку и первый контроллер. Целевой элемент выполнен с возможностью поглощения частиц для образования стержня для вытягивания сердцевины оптоволокна в процессе осаждения. Стержень для вытягивания сердцевины оптоволокна содержит слой сердцевины и покрытие слоя оптической оболочки на слое сердцевины. Отверстие горелки первой горелки расположено по направлению к целевому элементу. Первая горелка соединена с первым контроллером, устройство дополнительно содержит блок измерения диаметра, соединенный с первым контроллером. Блок измерения диаметра выполнен с возможностью измерения диаметров слоя оболочки сердцевины за заданное время и передачи диаметров слоя оболочки сердцевины, измеренных блоком измерения диаметра, обратно в первый контроллер. Диаметры слоя сердцевины, измеренные блоком измерения диаметра, определяются как измеренные диаметры слоя сердцевины. Заданный целевой диаметр слоя сердцевины предварительно сохраняется в первом контроллере. Скорость потока SiCl4 в первой горелке регулируется и контролируется первым контроллером, если существует отклонение между одним измеренным диаметром слоя сердцевины и заданным целевым диаметром слоя сердцевины. Устройство содержит вторую горелку, при этом блок измерения диаметра выполнен с возможностью измерения диаметров слоя оптической оболочки и передачи диаметров слоя оптической оболочки, измеренных блоком измерения диаметра, обратно на первый контроллер. Заданное целевое значение диаметра оптической оболочки для каждого положения стержня задается в первом контроллере согласно соответствующему измеренному слою оптической оболочки. Скорость потока SiCl4 в первой горелке будет увеличена, если измеренный диаметр слоя оптической оболочки меньше, чем соответствующее заданное целевое значение диаметра оптической оболочки. Скорость потока SiCl4 в первой горелке будет уменьшена, если измеренный диаметр слоя оптической оболочки больше, чем соответствующее заданное целевое значение диаметра оптической оболочки. Устройство содержит блок измерения температуры, соединенный с первым контроллером. Блок измерения температуры выполнен с возможностью отслеживания температур осаждения слоя сердцевины и передачи температур осаждения, измеренных блоком измерения температуры, обратно в первый контроллер. Первый контроллер выполняет контроль с целью регулирования скорости потока H2 в первой горелке в соответствии с температурами осаждения. Способ изготовления заготовки для вытягивания оптоволокна включает отслеживание диаметров слоя оптической оболочки, температур осаждения слоя сердцевины и передачу температур осаждения. 2 н. и 5 з.п. ф-лы, 6 ил.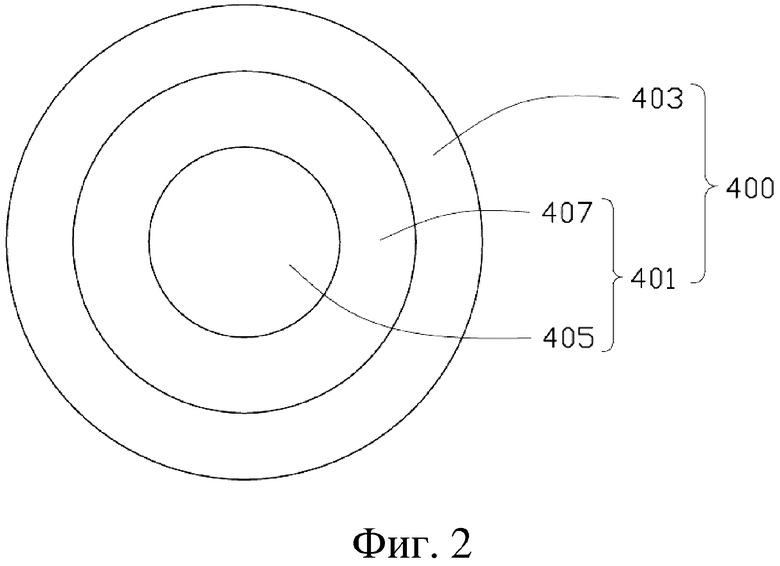
1. Устройство для изготовления заготовки для вытягивания оптоволокна, причем устройство содержит целевой элемент, первую горелку и первый контроллер, причем целевой элемент выполнен с возможностью поглощения частиц для образования стержня для вытягивания сердцевины оптоволокна в процессе осаждения, причем стержень для вытягивания сердцевины оптоволокна содержит слой сердцевины и покрытие слоя оптической оболочки на слое сердцевины, при этом отверстие горелки первой горелки расположено по направлению к целевому элементу, при этом первая горелка соединена с первым контроллером, устройство дополнительно содержит блок измерения диаметра, соединенный с первым контроллером, причем блок измерения диаметра выполнен с возможностью измерения диаметров слоя оболочки сердцевины за заданное время и передачи диаметров слоя оболочки сердцевины, измеренных блоком измерения диаметра, обратно в первый контроллер, причем диаметры слоя сердцевины, измеренные блоком измерения диаметра, определяются как измеренные диаметры слоя сердцевины, при этом заданный целевой диаметр слоя сердцевины предварительно сохраняется в первом контроллере, скорость потока SiCl4 в первой горелке регулируется и контролируется первым контроллером, если существует отклонение между одним измеренным диаметром слоя сердцевины и заданным целевым диаметром слоя сердцевины, отличающееся тем, что устройство содержит вторую горелку, при этом блок измерения диаметра выполнен с возможностью измерения диаметров слоя оптической оболочки и передачи диаметров слоя оптической оболочки, измеренных блоком измерения диаметра, обратно на первый контроллер, причем диаметры слоя оптической оболочки, измеренные блоком измерения диаметра, определяются как измеренные диаметры слоя оптической оболочки, при этом заданное целевое значение диаметра оптической оболочки для каждого положения стержня задается в первом контроллере согласно соответствующему измеренному слою оптической оболочки, при этом скорость потока SiCl4 в первой горелке будет увеличена, если измеренный диаметр слоя оптической оболочки меньше, чем соответствующее заданное целевое значение диаметра оптической оболочки; скорость потока SiCl4 в первой горелке будет уменьшена, если измеренный диаметр слоя оптической оболочки больше, чем соответствующее заданное целевое значение диаметра оптической оболочки;
и тем, что устройство содержит блок измерения температуры, соединенный с первым контроллером, причем блок измерения температуры выполнен с возможностью отслеживания температур осаждения слоя сердцевины и передачи температур осаждения, измеренных блоком измерения температуры, обратно в первый контроллер, причем первый контроллер выполняет контроль с целью регулирования скорости потока H2 в первой горелке в соответствии с температурами осаждения.
2. Устройство по п. 1, отличающееся тем, что заготовка для вытягивания оптоволокна содержит положения стержня, причем заданный целевой диаметр слоя сердцевины устанавливается первым контроллером для каждого положения стержня, при этом заданный целевой диаметр представляет собой заданный диапазон диаметров слоя сердцевины, при этом скорость потока SiCl4 в первой горелке будет регулироваться и контролироваться первым контроллером, если измеренный диаметр слоя сердцевины для одного положения стержня выходит за пределы заданного диапазона диаметров слоя сердцевины.
3. Устройство по п. 2, отличающееся тем, что заданный диапазон диаметров слоя сердцевины составляет 58,3–58,7 мм.
4. Устройство по п. 1, отличающееся тем, что целевое значение диаметра оптической оболочки для одного положения стержня в 4,15 раза больше соответствующего измеренного диаметра слоя сердцевины.
5. Устройство по п. 1, отличающееся тем, что диапазон диаметров слоя оптической оболочки составляет 240–244 мм.
6. Устройство по п. 1, отличающееся тем, что блок измерения диаметра содержит первый блок измерения диаметра и второй блок измерения диаметра, причем первый блок измерения диаметра выполнен с возможностью измерения диаметров слоя оболочки сердцевины, при этом второй блок измерения диаметра выполнен с возможностью измерения диаметров слоя оптической оболочки.
7. Способ изготовления заготовки для вытягивания оптоволокна, причем заготовка для вытягивания оптоволокна содержит стержень для вытягивания сердцевины оптоволокна и наружный слой оболочки, нанесенный на стержень для вытягивания сердцевины оптоволокна, при этом стержень для вытягивания сердцевины оптоволокна содержит слой сердцевины и покрытие слоя оптической оболочки на слое сердцевины, причем способ включает отслеживание диаметров слоя сердцевины, при этом измеренные диаметры слоя сердцевины, определяют как измеренные диаметры слоя сердцевины, при этом скорость потока SiCl4 в первой горелке, подающей материал для выращивания для слоя сердцевины, регулируют, если существует отклонение между одним измеренным диаметром слоя сердцевины и заданным целевым диаметром слоя сердцевины,
отличающийся тем, что способ включает отслеживание диаметров слоя оптической оболочки, причем измеренные диаметры слоя оптической оболочки определяют как измеренные диаметры слоя оптической оболочки, при этом заданное целевое значение диаметра оптической оболочки для одного положения стержня задают согласно соответствующему измеренному слою оптической оболочки, при этом скорость потока SiCl4 в первой горелке будет увеличена, если измеренный диаметр слоя оптической оболочки меньше, чем соответствующее заданное целевое значение диаметра оптической оболочки; скорость потока SiCl4 в первой горелке будет уменьшена, если измеренный диаметр слоя оптической оболочки больше, чем соответствующее заданное целевое значение диаметра оптической оболочки;
и тем, что способ включает отслеживание температур осаждения слоя сердцевины и передачу температур осаждения, измеренных блоком измерения температуры, обратно в первый контроллер, причем первый контроллер выполняет контроль с целью регулирования скорости потока H2 в первой горелке в соответствии с температурами осаждения.
| CN 104355532 A, 18.02.2015 | |||
| CN 1951848 А, 25.04.2007 | |||
| УСТРОЙСТВО И СПОСОБ НАНЕСЕНИЯ НАРУЖНОЙ ОБОЛОЧКИ НА СТЕРЖЕНЬ ЗАГОТОВКИ ОПТИЧЕСКОГО ВОЛОКНА | 1998 |
|
RU2187474C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗАГОТОВКИ ОПТИЧЕСКОГО ВОЛОКНА | 1999 |
|
RU2235071C2 |
| УСТАНОВКА ДЛЯ ВЫТЯГИВАНИЯ И УПРОЧНЕНИЯ СВЕТОВОДНОГО ВОЛОКНА | 1980 |
|
SU895012A1 |
| Способ получения волоконных световодов | 1991 |
|
SU1766854A1 |

