Область техники.
Изобретение относится к машиностроению, и может быть использовано при фрезеровке труднообрабатываемых металлов и других материалов.
Уровень техники.
Известно устройство фреза концевая (патент SU 1565614, МПК B23C 5/10, Опубликовано 23.05.1990), содержащая хвостовик и рабочую часть с винтовыми режущими зубьями и пилообразными ассиметричными выступами, расположенными на цилиндрической части фрезы.
Недостатком данного режущего инструмента является недостаточный коэффициент трения в месте зажима инструмента.
Известно устройство фреза концевая (патент RU 2147492 C1, МПК В23С 5/10, Опубликовано 20.04.2000 Бюл. № 11), включающая хвостовик и рабочую часть, имеющую винтовые режущие зубья с пилообразными выступами со скругленными вершинами на передней поверхности, расположенными на цилиндрической части фрезы асимметрично, радиус скругления вершин упомянутых пилообразных выступов определен из выражения:
где S - подача на зуб, мм/зуб;
H - требуемая высота шероховатости, мкм;
R - радиус скругления пилообразного выступа, мм.
Недостатком данного режущего инструмента является недостаточный коэффициент трения в месте зажима инструмента.
Наиболее близким по технической сущности к предлагаемому устройству является (патент RU 145350 U1, МПК В23С 5/10, Опубликовано 27.03.2014 Бюл. № 26), фреза концевая, содержащая хвостовик и режущую часть с винтовыми зубьями, разделенными канавками для схода стружки, причем режущая часть выполнена с торцем, состоящим из поднутрения, плоского участка, расположенного перпендикулярно оси вращения, и криволинейного участка, образованного двумя сопряженными участками окружностей из условия R1<Rфр≤R2,
где R1 - радиус участка окружности, сопряженного с режущей частью и участком с радиусом R2;
R2 - радиус участка окружности, сопряженного с плоским участком торца режущей части;
Rфр - радиус хвостовика фрезы.
Недостатком этой фрезы является недостаточно высокий коэффициент трения в месте зажима фрезы.
Раскрытие изобретения.
Техническим результатом изобретения является повышение коэффициента трения хвостовика фрезы.
Настоящий технический результат достигается в устройстве фреза концевая, содержащем хвостовик и режущую часть с винтовыми зубьями, разделенными канавками для схода стружки, причем на поверхности хвостовика в месте зажима фрезы в патроне выполняют насечки путем создания остроугольных фигур, поверхностную область насечек исполняют с твердостью равной поверхностной твердости губок зажимного патрона.
Отличительными признаками являются:
на поверхности хвостовика в месте зажима фрезы в патроне выполняют насечки путем создания остроугольных фигур, указанный технический результат достигается за счет эффекта заклинивания металла насечками, образующими углы на поверхности хвостовика фрезы с металлом патрона, тем самым повышается сцепление;
поверхностную область насечек исполняют с твердостью равной поверхностной твердости губок зажимного патрона, что увеличивает коэффициент трения и обеспечивает равномерность передачи крутящего момента.
Сравнение заявляемого решения с аналогами и прототипом не позволило выявить в них признаки, отличающие заявляемое решение, что позволяет сделать вывод о соответствии критерию «новизна».
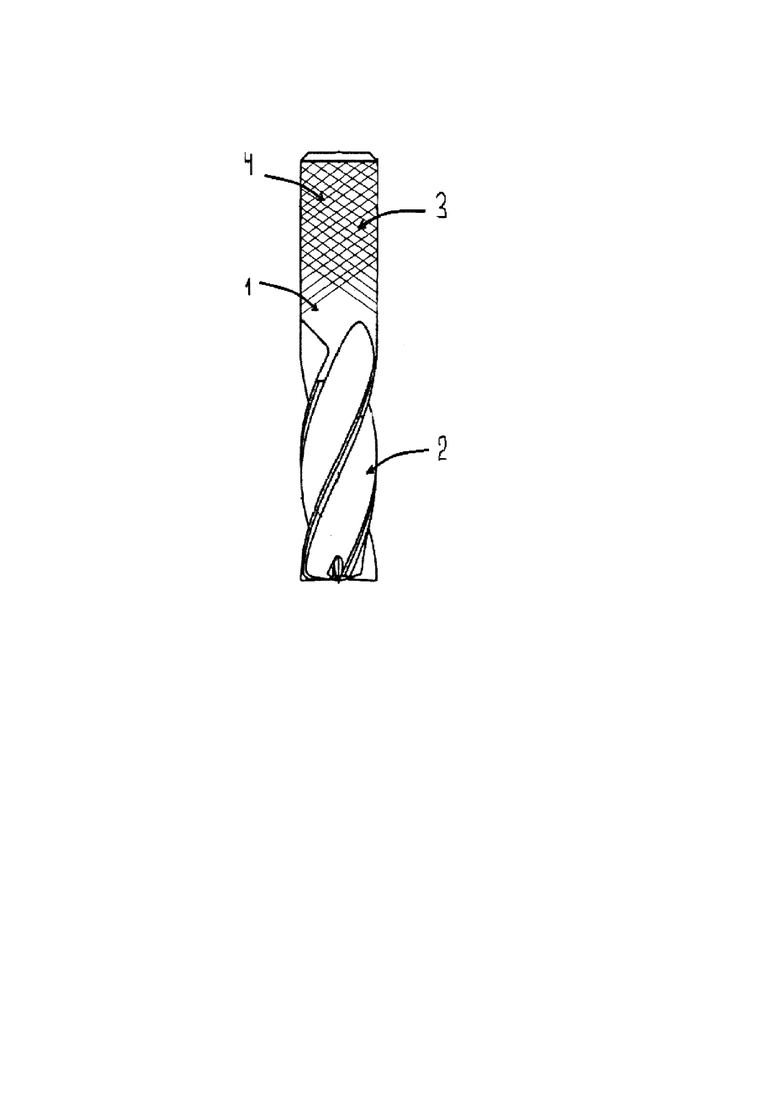
Описание фигуры.
Заявленное изобретение иллюстрируется на фигуре, на которой приведен фронтальный вид фрезы концевой, содержащей хвостовик 1, рабочую часть 2, насечки по ходу вращения резания 3, насечки против хода вращения резания 4.
Изготовление и работа устройства.
Технология изготовления предлагаемого устройства аналогична технологии изготовления известной фрезы концевой. Нанесение насечек на цилиндрический хвостовик выполняют специальным резцом на токарном станке в одном и другом направлении с одинаковой скоростью продвижения резца вдоль хвостовика фрезы, как слева на право, так и справа налево.
Нанесение насечек на конический хвостовик выполняют специальным инструментом на станке с числовым программным управлением в одном и другом направлении.
После нанесения насечек на этих же станках исполняют калибровку хвостовика с насечками, отвечающую качеству обработки хвостовика без насечек, для устранения дисбаланса, приведенного нанесением насечек.
Поверхностную область насечек исполняют термообработанной с твердостью равной поверхностной твердости губок патрона с применением ТВЧ-генераторов выполняющих высокоскоростной разогрев токами высокой частоты (до 40 кГц) поверхностной области насечек с последующим закаливанием в ванне с водой.
Фреза концевая, согласно изобретению, работает следующим образом.
Цилиндрический хвостовик 1 фрезы концевой помещается в патрон и его губками обжимается с трех сторон в месте нанесения насечек ключом из одного гнезда и для контроля со второго и третьего. Встречные насечки на хвостовике 1, нанесенные под углом от 40° до 50о к продольной оси фрезы, обеспечивают заклинивание фрезы в металле губок патрона путем создания на поверхности хвостовика большого количества остроугольных фигур способных многократно увеличивать коэффициент трения хвостовика фрезы.
Рекомендуется наносить насечки с углами от 40о до 45о на малые диаметры хвостовиков фрез от 6 до 20 мм. На хвостовики фрез с большой нагрузкой крутящего момента рекомендуется наносить насечки с углами от 40о до 50о, имеющих высокую плотность насечек на единицу площади хвостовика.
Конусный хвостовик фрезы концевой работает аналогично цилиндрического хвостовика.
Источники информации:
1. Патент SU 1565614, МПК B23C 5/10, Опубликовано 23.05.1990;
2. Патент RU 2147492 C1, МПК В23С 5/10, Опубликовано 20.04.2000, Бюл. № 11;
3. Патент RU 145350 U1, МПК В23С 5/10, Опубликовано 27.03.2014, Бюл. № 26.
| название | год | авторы | номер документа |
|---|---|---|---|
| Фреза концевая | 2022 |
|
RU2811509C1 |
| СПОСОБ ФРЕЗЕРОВАНИЯ ВИНТОВ С ПОЛУОТКРЫТОЙ ПОВЕРХНОСТЬЮ | 2008 |
|
RU2366545C1 |
| ФРЕЗА ДЛЯ ОБРАБОТКИ ВИНТОВ С ПОЛУОТКРЫТОЙ ПОВЕРХНОСТЬЮ | 2008 |
|
RU2366547C1 |
| Цельная концевая керамическая фреза | 2019 |
|
RU2725533C1 |
| Способ строгания нелинейных поверхностей тонкостенных деталей лопаточных машин и инструмент для его реализации | 2023 |
|
RU2818545C1 |
| СПОСОБ УСТАНОВКИ ОСЕВЫХ ДВУХЛЕЗВИЙНЫХ РЕЖУЩИХ ИНСТРУМЕНТОВ | 2013 |
|
RU2528587C1 |
| Способ формирования породного отвала круглой формы погашенного с экологической направленностью | 2023 |
|
RU2803812C1 |
| СПОСОБ ФИНИШНОЙ ОБРАБОТКИ ПОВЕРХНОСТЕЙ ВРАЩЕНИЯ ДЕТАЛЕЙ | 2010 |
|
RU2446920C2 |
| Устройство затягивания шнурка и способ его применения | 2020 |
|
RU2733880C1 |
| Способ высадки саженцев деревьев на откосе подъяруса породного отвала | 2024 |
|
RU2822475C1 |
Изобретение относится к машиностроению и может быть использовано при фрезеровании труднообрабатываемых металлов и других материалов. Фреза содержит хвостовик и режущую часть с винтовыми зубьями, разделенными канавками для схода стружки. На поверхности хвостовика в месте зажима фрезы в патроне выполнены насечки в виде остроугольных фигур. Поверхностная область насечек выполнена с твердостью, равной поверхностной твердости губок зажимного патрона. Повышается коэффициент трения хвостовика фрезы при обработке. 1 ил.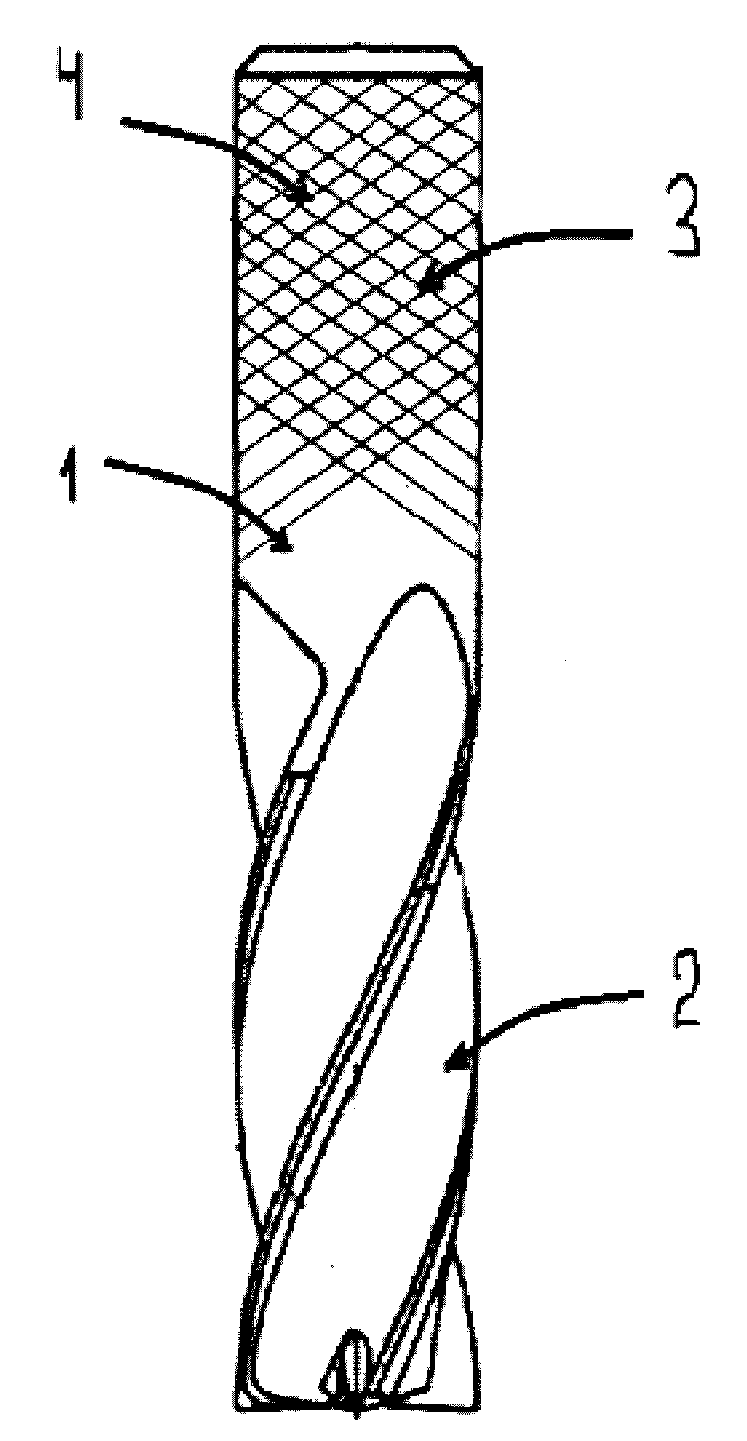
Фреза концевая, содержащая хвостовик и режущую часть с винтовыми зубьями, разделенными канавками для схода стружки, отличающаяся тем, что на поверхности хвостовика в месте зажима фрезы в патроне выполнены насечки в виде остроугольных фигур, при этом поверхностная область насечек выполнена с твердостью, равной поверхностной твердости губок зажимного патрона.
| Способ получения пластобетона | 1961 |
|
SU145350A1 |
| Автоматическое зажимное устройство | 1989 |
|
SU1660857A1 |
| МЕТЧИК ЛОВИЛЬНЫЙ | 1997 |
|
RU2136842C1 |
| Разъемный рудничный локомотив | 1924 |
|
SU4155A1 |
| СПОСОБ ПРИГОТОВЛЕНИЯ КОНСЕРВОВ "РЫБА С ОВОЩНЫМ РАГУ В ТОМАТНОМ СОУСЕ" СПЕЦИАЛЬНОГО НАЗНАЧЕНИЯ (ВАРИАНТЫ) | 2005 |
|
RU2298390C1 |

