Изобретение относится к области сборки металлических ферм. Соединительный узел металлической фермы позволяет осуществлять разъемную сборку встык ферм, имеющих полую конфигурацию и являющихся частями двух стыкующихся друг с другом сборных элементов металлоконструкции.
Известны различные соединительные узлы металлических ферм встык. Например, известен соединительный узел по патенту №CN205677092 (E04B 1/58; E04H 3/28) на полезную модель под названием «Соединительный болт фермы». Принцип работы настоящего изобретения заключается в следующем. Два соединяемых трубных элемента прикреплены через первую и вторую втулки, а соединительный вал на первой втулке надет на муфту. Соединение между двумя фермами выполнено во второй втулке, так что первое сквозное отверстие и второе сквозное отверстие выровнены. А конический штифт пропущен в первое и второе сквозные отверстия. Резиновое кольцо помещено в паз на крепежной головке на коническом штифте, а предохранительная пряжка для фиксации размещена на крепежном отверстии на крепежной головке.
Наиболее близким по совокупности существующих признаков аналогом к заявленному изобретению (прототипом), является соединительный узел по патенту №PT1291470 (E04B 1/19; E04B 1/24; E04B 1/58; E04H 12/10) на изобретение под названием «СТРОИТЕЛЬНАЯ И СОЕДИНИТЕЛЬНАЯ ЧАСТЬ TRUSS, ОСНОВНОЙ ЭЛЕМЕНТ И ЭЛЕМЕНТ СОЕДИНЕНИЯ ДЛЯ ПРИМЕНЕНИЯ». Конструкция фермы, содержащая первую ферму и, по меньшей мере, одну другую ферму, при этом фермы прикреплены друг к другу соединительной частью, причем часть содержит базовый элемент, имеющий на первой стороне соединительное средство для съемного соединения с первым соединительным элементом и, по меньшей мере, на другой стороне соединительное средство соединение для съемного соединения вручную с другим соединительным элементом, причем каждый соединительный элемент содержит на стороне, удаленной от базового элемента, соединительные элементы для съемного соединения к ферме, где первая ферма соединена с базовым элементом через первый соединительный элемент, и по меньшей мере одна другая ферма соединена с базовый элемент через по меньшей мере один другой соединительный элемент в соответствии с что по меньшей мере первая сторона базового элемента содержит соединительные элементы, образующие углы воображаемого квадрата, и при этом соединительные элементы содержат соединительные средства, отличающиеся тем, что при этом базовый элемент соединительной части содержит различные части трубки, которые образуют края воображаемого куба и которые соединены друг с другом в точках в углах куба куском и, по меньшей мере, на первой и других сторонах базового элемента, по меньшей мере, один дополнительный соединительный элемент, образующий, по меньшей мере, два выступающих диаметрально противоположное соединение. Однако все соединительные элементы имеют общие для данного вида изделий недостатки. А именно, использование метода, которым происходит соединение самой втулки с фермой, в частности сварным соединением, которое в свою очередь обладает известными недостатками, например такими как: возникновение при сварке дефектов швов, снижающих их прочность (особенно при переменной нагрузке); не провар шва; подрез шва; смещение деталей в стыке; шлаковые и газовые включения; возникновение остаточных напряжений (вследствие локальных термических деформаций от неравномерного нагрева соединяемых деталей) снижает прочность и вызывает необходимость проведения старения; сложность проведения контроля ответственных сварных изделий; местное оплавление участков деталей вблизи шва вызывает изменение химической структуры металла; недостаточная надежность при вибрационных ударных нагрузках. В том числе сварной шов является концентратором напряжений и, следовательно, наиболее слабым звеном всей конструкции, также сварной шов имеет толщину, за счет чего возвышается над плоскостью трубы и втулки и вследствие чего подвержен интенсивному истиранию при транспортировке. При этом втулка должна изготавливаться из сплава, обладающего хорошей свариваемостью. Такие сплавы, как правило, имеют меньшую прочность и твердость, что в процессе использования приводит к деформации втулки и не возможности использования ферм.
Задача, которую поставил перед собой разработчик является создание такого соединительного узла металлической фермы, применение которого позволило бы повысить ее надежность и прочность, а также упрощение сборки металлических ферм. Техническим результатом, достигнутым при решении поставленной задачи, является повышение надежности и прочности соединений между втулкой и фермой.
Сущность изобретения состоит в том, что соединительный узел металлической фермы, включающий по меньшей мере две трубы со втулками в торцевых частях, двусторонний конусообразный коннектор, фиксируемый через втулки коническими штифтами со шплинтами, причем втулки выполнены с бортиком и запрессованы с натягом в трубы металлической фермы до упора бортиком. Кроме того, внешний диаметр втулки рассчитан по формуле: d=D-(Sx2)+u,
где d - диаметр запрессовываемой втулки
D - диаметр трубы для запрессовки втулки
S - толщина трубы для запрессовки втулки
u - предельное отклонение по системе вала.
Причем, вначале вытачивают втулку с внешним диаметром больше внутреннего диаметра основной трубы, причем внешний диаметр втулки рассчитывают по формуле: d=D-(Sx2)+u,
где d - диаметр запрессовываемой втулки
D - диаметр трубы для запрессовки втулки
S - толщина трубы для запрессовки втулки
u - предельное отклонение по системе вала
затем, торцевую часть трубы металлической фермы нагревают до температуры теплового расширения металла, затем в нагретую торцевую часть трубы металлической фермы запрессовывают втулку до упора бортиком, далее во втулке через основную трубу сверлят конусообразное отверстие под конический штифт со шплинтом, затем во втулку вставляют двусторонний конусообразный коннектор до упора, а в конусообразное отверстие вставляют конический штифт со шплинтом которым фиксируют двусторонний конусообразный коннектор, затем на выступающую из трубы сторону двустороннего конусообразного коннектора надевают другую металлическую ферму с впрессованной втулкой и просверленным конусообразным отверстием, в которое также вставляют конический штифт со шплинтом.
Изобретение поясняется чертежами, где изображены:
на фиг.1 - пример металлической фермы, с соединительной втулкой;
на фиг.2 - пример металлической фермы, с соединительной втулкой;
на фиг.3 - пример металлической фермы, с соединительной втулкой;
на фиг.4 - пример металлической фермы, с соединительной втулкой;
на фиг.5 - пример металлической фермы, с соединительной втулкой;
на фиг.6 - пример металлической фермы, с соединительной втулкой;
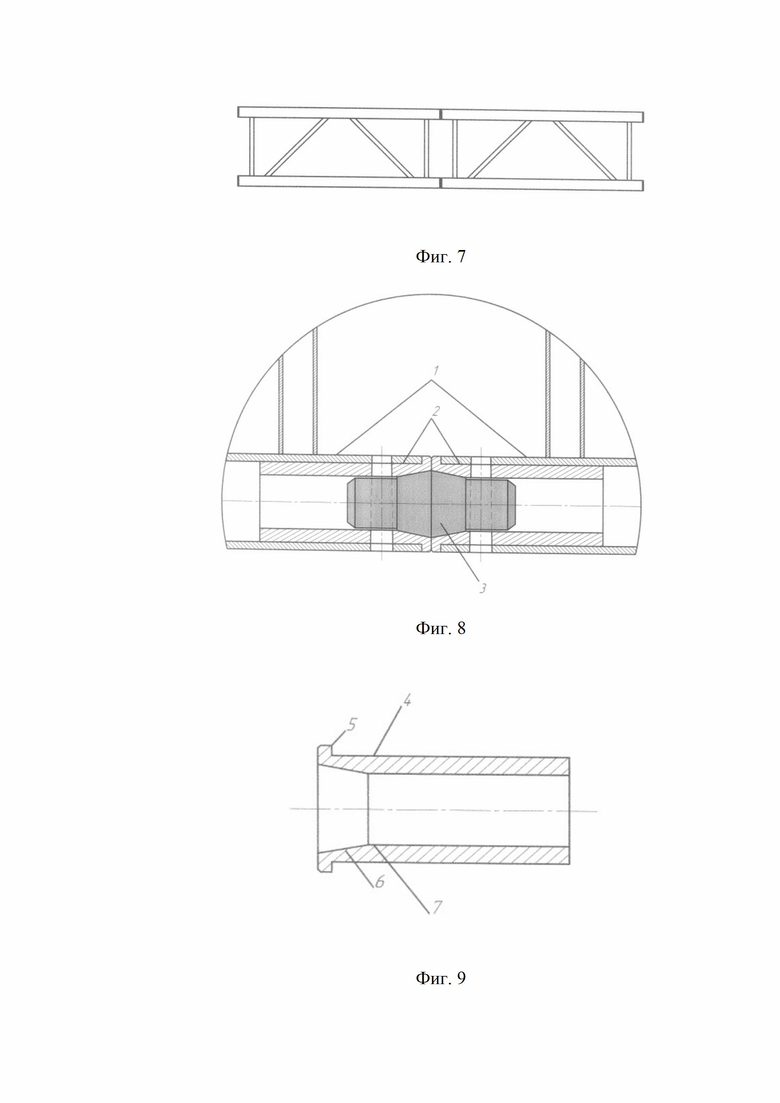
на фиг.7 - внешний вид двух ферм, собранных заявленным способом с применением соединительной втулки;
на фиг.8 - продольный разрез соединительного узла ферм посредством двух втулок и коннектора;
на фиг.9 - втулка в разрезе.
Соединительный узел металлической фермы включает по меньшей мере две трубы 1 металлической фермы со втулками 2 в торцевых частях, двусторонний конусообразный коннектор 3, фиксируемый через втулки 2 коническими штифтами со шплинтами. Втулка 2 состоит из цилиндрической части 4 с бортиком 5 и внутренним конусообразным отверстием 6, переходящим в прямое отверстие 7. Внешний диаметр втулки 2 выполнен больше внутреннего диаметра основной трубы 1 металлической фермы. Причем втулка 2 запрессована до упора бортиком 5 в стенки торцевой части трубы 1 металлической фермы. А внешний диаметр втулки рассчитывают по формуле: d=D-(Sx2)+u, где d - диаметр запрессовываемой втулки, D - диаметр трубы для запрессовки втулки, S - толщина трубы для запрессовки втулки, u - предельное отклонение по системе вала. Втулка 2 предназначена для размещения в ней двустороннего конусообразного коннектора 3. Двусторонний конусообразный коннектор 3 выполнен цилиндрической формы. Двусторонний конусообразный коннектор 3 расширяется в средней части и ссужается по краям. В краях двустороннего конусообразного коннектора 3 выполнены отверстия для конических штифтов. Двусторонний конусообразный коннектор 3 размещается во внутреннем конусообразном отверстии 6, переходящем в прямое отверстие 7 втулки 2. Двусторонний конусообразный коннектор 3 предназначен для соединения двух труб 1 металлической фермы, с впрессованными в них втулками 2, между собой. Конический штифт предназначен для фиксации двустороннего конусообразного коннектора 3 во внутреннем конусообразном отверстии 6, переходящем в прямое отверстие 7 втулки 2. Конический штифт дополнительно фиксируют шплинтом.
Соединительный узел металлической фермы собирают следующим образом. Вначале вытачивают втулку 2. Втулка 2 состоит из цилиндрической части 4 с бортиком 5 и внутренним конусообразным отверстием 6, переходящим в прямое отверстие 7. При этом втулку 2 вытачивают из металлов и их сплавов более обладающий большей прочностью, чем основная труба 1 металлической фермы. Втулку 2 вытачивают с внешним диаметром больше внутреннего диаметра основной трубы 1 металлической фермы. Внешний диаметр втулки рассчитывают по формуле: d=D-(Sx2)+u,
где d - диаметр запрессовываемой втулки
D - диаметр трубы для запрессовки втулки
S - толщина трубы для запрессовки втулки
u - предельное отклонение по системе вала
В торцевую часть трубы 1 металлической фермы нагревают до температуры теплового расширения металла, из которого изготовлена ферма, в целях увеличения ее диаметра. Затем в нагретую торцевую часть трубы 1 металлической фермы запрессовывают втулку 2. При этом втулку 2 запрессовывают до упора бортиком 5 в стенки торцевой части трубы 1 металлической фермы. В конкретном примере исполнения, не сужающем объем правовой охраны, для трубы 1 алюминиевой фермы внешним диаметром 50 мм и толщиной стенки 3 мм вытачивают втулку 2 из алюминиевого сплава внешним диаметром 44 мм с предельным отклонением по системе вала u7 (+0,07…+0,095). Далее разогрев трубу до 150 градусов по Цельсию, вставляют в расширившуюся под воздействием температуры трубу 1 втулку 2. При этом внешний диаметр втулки 2 равен: d=50-(3х2)+0,008=44,008. После запрессовывания во втулке 2, через основную трубу 1 сверлят конусообразное отверстие. Конусообразное отверстие предназначено под конический штифт со шплинтом, при помощи которого обеспечивают удерживание внутри втулки двустороннего конусообразного коннектора 3. Затем во втулку 2 вставляют двусторонний конусообразный коннектор 3 до упора. А в конусообразное отверстие вставляют конический штифт со шплинтом которым фиксируют двусторонний конусообразный коннектор 3. Затем на выступающую из трубы 1 сторону двустороннего конусообразного коннектора 3 надевают другую металлическую ферму с впрессованной втулкой 2 и просверленным конусообразным отверстием. В которое также вставляют конический штифт со шплинтом.
Превосходство предлагаемого соединительного узла металлических ферм доказано проведением испытаний на прочность до полного разрушения узлов с использованием привариваемой втулки и предлагаемой нами запрессованной втулки в несколько повторений. При одинаковом диаметре - 50 мм и толщине трубы - 3 мм, разрушение сварного шва происходило при усилии от 2100 кг до 2750 кг, в то время как при тех же нагрузках соединение с использованием запрессованной втулки выдерживало от 3850 кг до 4300 кг (при этом сами втулки оставались целыми, соединение выходило из строя из-за разрушения коннектора). При диаметре труб 50 мм со стенкой 4 мм разрушение сварного шва происходило в среднем на 3000 кг, соединение с запрессованными втулками выходит из строя при нагрузке от 4100 до 4500 кг (также при разрушении коннектора). Данный соединительный узел применим в металлических фермовых конструкциях для сборки сценических комплексов, а также в различных областях применения металлических фермовых конструкций - мостов, стропильных систем промышленных зданий, спортивных сооружений, а также при возведении небольших легких строительных конструкций.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЗАПРЕССОВАННЫЙ ШТУЦЕР ДЛЯ СОЕДИНЕНИЯ ТРУБ И ИНСТРУМЕНТ ДЛЯ ЗАПРЕССОВАННОГО ШТУЦЕРА | 2014 |
|
RU2625326C2 |
| РЕЗЬБОВОЕ СОЕДИНЕНИЕ | 1994 |
|
RU2086814C1 |
| УНИВЕРСАЛЬНЫЙ СТРОИТЕЛЬНЫЙ ЭЛЕМЕНТ ДЛЯ СТЕРЖНЕВЫХ КОНСТРУКЦИЙ | 2012 |
|
RU2498027C1 |
| СПОСОБ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИ ШТЫРЯ С ПЛАСТИНОЙ ИЗ ТИТАНОВЫХ СПЛАВОВ | 2007 |
|
RU2352440C2 |
| Способ изготовления неразъемного сферического подшипника скольжения | 1973 |
|
SU502136A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШТЫРЕВОГО ИЗОЛЯТОРА | 1998 |
|
RU2133669C1 |
| ПРИСПОСОБЛЕНИЕ ДЛЯ УСТАНОВКИ БЛОКИРУЕМЫХ ШПОНКОЙ ВСТАВОК И КОМПЛЕКТ, ВКЛЮЧАЮЩИЙ В СЕБЯ ТАКОЕ ПРИСПОСОБЛЕНИЕ | 2009 |
|
RU2518650C2 |
| ФИТИНГ ОБЖИМНОЙ, СПОСОБ ЕГО МОНТАЖА И УСТРОЙСТВО ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 2024 |
|
RU2831560C1 |
| Вальцованная обойма, устройство для изготовления вальцованной обоймы и способ изготовления вальцованной обоймы | 2014 |
|
RU2656948C2 |
| СОЕДИНИТЕЛЬНЫЙ УЗЕЛ | 2008 |
|
RU2374511C1 |
Изобретение относится к области сборки металлических ферм. Техническим результатом изобретения является повышение надёжности и прочности соединений между втулкой и фермой. Соединительный узел металлической фермы, включающий по меньшей мере две трубы со втулками в торцевых частях, двусторонний конусообразный коннектор, фиксируемый через втулки коническими штифтами со шплинтами, причем втулки выполнены с бортиком и запрессованы с натягом в трубы металлической фермы до упора бортиком. Предложен способ сборки соединительного узла. 2 н. и 1 з.п. ф-лы, 9 ил.
1. Соединительный узел металлической фермы, включающий по меньшей мере две трубы со втулками в торцевых частях, двусторонний конусообразный коннектор, фиксируемый через втулки коническими штифтами со шплинтами, отличающийся тем, что втулки выполнены с бортиком и запрессованы с натягом в трубы металлической фермы до упора бортиком.
2. Соединительный узел по п. 1, отличающийся тем, что внешний диаметр втулки рассчитан по формуле d =D-(Sx2)+u,
где d – диаметр запрессовываемой втулки,
D – диаметр трубы для запрессовки втулки,
S – толщина трубы для запрессовки втулки,
u – предельное отклонение по системе вала.
3. Способ сборки соединительного узла по п. 1, заключающийся в том, что вначале вытачивают втулку с внешним диаметром больше внутреннего диаметра основной трубы, причем внешний диаметр втулки рассчитывают по формуле d =D-(Sx2)+u,
где d – диаметр запрессовываемой втулки,
D – диаметр трубы для запрессовки втулки,
S – толщина трубы для запрессовки втулки,
u – предельное отклонение по системе вала,
затем торцевую часть трубы металлической фермы нагревают до температуры теплового расширения металла, затем в нагретую торцевую часть трубы металлической фермы запрессовывают втулку до упора бортиком, далее во втулке через основную трубу сверлят конусообразное отверстие под конический штифт со шплинтом, затем во втулку вставляют двусторонний конусообразный коннектор до упора, а в конусообразное отверстие вставляют конический штифт со шплинтом, которым фиксируют двусторонний конусообразный коннектор, затем на выступающую из трубы сторону двустороннего конусообразного коннектора надевают другую металлическую ферму с впрессованной втулкой и просверленным конусообразным отверстием, в которое также вставляют конический штифт со шплинтом.
| EP 1291470 B1, 29.08.2007 | |||
| CN 205677092 U, 09.11.2016 | |||
| 0 |
|
SU181010A1 | |
| Разъемное соединение трубчатых строительных элементов | 1982 |
|
SU1124104A1 |
| Разъемное соединение трубчатых строительных элементов | 1986 |
|
SU1411402A2 |

