Изобретение относится к области производства изделий из электрофарфора, точнее к методам и оснастке, применяемым при изготовлении штыревых изоляторов, например, типа ШФ-10.
Из книги Н. В.Никулина, В.В. Кортнева "Производство керамических изделий", Изд. Москва "Высшая школа", 1976 г., см. стр.80, известен метод пресс-формовки штыревых изоляторов на полуавтоматических пресс-штампах (рис.49).
Основными частями пресс-штампа являются: станина, вращающийся стол, на котором в стальных патронах установлены гипсовые формы. Каждая из форм при повороте стола попадает под вращающийся пуансон, который, опускаясь вниз с шагом, соответствующим шагу резьбы в выемке изолятора, отформовывает внутреннюю поверхность штыревого изолятора.
К недостаткам такого метода следует отнести то, что срок службы гипсовых форм незначителен.
Кроме того, используя пластическую массу с влажностью 18,5 - 20%, гипсовые формы после определенного периода времени работы намокают и их приходится подвергать операции сушки.
Известен также другой способ изготовления штыревого изолятора и устройство для его осуществления. Он включает установку обрезанной по длине цилиндрической заготовки из фарфоровой массы в зону обработки, формование внешней поверхности заготовки в металлических формах, формование полости изолятора формующим пуансоном, обработку внешней поверхности изолятора, включая обточку.
Для пресс-формовки штыревых изоляторов необходимы конусообразные комки пластичной фарфоровой массы.
Чтобы получить конусообразные комы фарфоровой массы. заготовки цилиндрической формы подвергают прокатке на комокатательной машине (рис. 52). Здесь заготовки цилиндрической формы прокатываются между неподвижной формующей частью и транспортерной лентой. Посредине неподвижной основы (рис.53) расположено выступающее ребро, высота которого постепенно увеличивается от начала прокатки к выходу. Передвигаясь вместе с полотном, заготовки попадают в зазор между перемещающимся полотном и ребром. При вращении цилиндрической заготовки в зазоре выступающее ребро отформовывает в ней круговую бороздку заданной формы. Прокатанная цилиндрическая заготовка получила форму двух конусов, соединенных вершинами. Далее заготовка такой формы, увлекаемая полотном, попадает узкой частью на натянутую стальную проволоку - нож. Он разрезает заготовку на две части. (Два конусообразных комка.) Эти комки передаются к пресс-штампам. Каждый из комков конусообразной частью вставляется в стальную форму вращающегося стола пресс-штампа и запрессовывается в нее невращающимся пуансоном. При последующем повороте стола форма с запрессованной заготовкой подходит под вращающийся пуансон, который опускается с шагом, соответствующим шагу резьбы в выемке изолятора, отформовывает внутреннюю поверхность штыревого изолятора. Изоляторы, отформованные в стальных формах, извлекаются из них выталкивателем, подвяливаются до определенной влажности на сушилках и поступают на обточку на вертикальных оправочных станках при помощи резцов.
Обточенную поверхность изолятора заглаживают и уплотняют мягкой резиной, так как на незаглаженной поверхности могут возникать трещины.
Обточенные изоляторы поступают в конвейерные или туннельные сушилки для окончательной сушки до влажности 1 - 2%. Время сушки 10 - 14 ч. Высушенные изоляторы доставляются к глазуровочному станку. После нанесения глазурной суспензии изоляторы устанавливают на полки огнеупорных этажерок для обжига в печах.
Изготовление штыревых изоляторов в стальных формах сокращает расход гипса, устраняет операцию сушки гипсовых форм после определенного срока работы. Срок службы стальных форм значительно больше гипсовых.
По технической сущности описанный выше способ изготовления штыревого изолятора и устройство для его осуществления является наиболее близким к заявляемому.
Недостатком описанного способа является то, что он сложен в осуществлении, так как требует специального оборудования, такого как комокатальная машина, для изготовления заготовок в виде комков конической формы, пресс-штампа с поворотным столом, оборудованным выталкивателем.
Задачей данного изобретения является упрощение изготовления штыревого изолятора, например ШФ-10.
Эта задача решается тем, что в известном способе изготовления штыревого изолятора, включающем установку обрезанной по длине цилиндрической заготовки из фарфоровой массы в зону обработки, формование полости изолятора формующим пуансоном, обработку внешней поверхности изолятора, включая обточку, поверхность пуансона, формующую юбку изолятора выполняют по размерам и форме, соответствующим размерам и форме изолятора, а резьбовую поверхность с припуском под резьбу, при этом пуансон выполняют пустотелым с окнами, каналами и струной на торце для удаления излишка массы в заготовке и устанавливают на шпинделе токарного станка, а в задней бабке соосно шпинделю размещают прессующий орган, имеющий возможность вращения вокруг своей оси, с помощью которого заготовку напрессовывают на предварительно смазанный пуансон до отказа, вытачивают внешнюю форму изолятора, обрезают с внешнего торца излишек заготовки, отводят прессующий орган, формируют на ребрах закругления и углубления, останавливают станок, снимают заготовку с пуансона, устанавливают ее на стол нарезного станка, отверстием к резьбовому пуансону, вращением ходового винта и резьбового пуансона, опускают резьбонарезную головку до конечного выключателя, ограничивают им ход резьбового пуансона в отверстии изолятора реверсом вращения ходового винта и пуансона, при этом выводят резьбовой пуансон из отформованного резьбового отверстия отводом головки в исходное положение.
Эта задача решается также тем, что паз на головке изолятора выполняют с помощью накидного приспособления, надеваемого на изолятор, при этом паз выполняют до или после формирования резьбовой поверхности. А также тем, что заготовку для изготовления изолятора берут с влажностью 19 - 20%.
Выполнение поверхности пуансона, формующей юбку изолятора изнутри по размерам и форме, соответствующим размерам и форме изолятора, а резьбовую поверхность с припуском под резьбу позволяет придать пуансону, кроме формования внутренней поверхности юбки изолятора и резьбовой поверхности по внутреннему диаметру, функцию центрирующую относительно оси шпинделя станка и сообщающую исходной заготовке передачу крутящего момента от шпинделя через торцевые рифления пуансона.
Выполнение пуансона пустотелым с окнами и каналами для удаления излишка массы в заготовке позволяет в какой-то мере уравновесить давление пуансона на материал стенки заготовки во избежание возникновения внутренних трещин в стенке будущего изолятора.
Установка пуансона на шпинделе токарного станка, а в задней бабке соосно шпинделю прессующего органа, имеющего возможность вращения вокруг своей оси, позволяет совместить прессование (формование внутренней поверхности изолятора), иными словами сформировать внутреннюю и наружную поверхности изолятора от одной общей оси, что способствует выполнению концентричности этих поверхностей и равномерности электроизоляционных возможностей изолятора.
Кроме того, такое совмещение в значительной мере сокращает производственную площадь за счет исключения пресса-штампа и круглого стола из технологической цепочки.
Выделение выполнения резьбового отверстия в отдельную операцию способствует максимальному использованию мощности токарного станка для вытачивания внешней поверхности изолятора, что повышает производительность токарной операции.
Вытачивание внешней поверхности изолятора и обрезка излишка заготовки в поддерживающем заготовку со стороны задней бабки состоянии позволяет сохранить концентричность наружной поверхности относительно внутренней.
Отвод прессующего органа после обточки и обрезки излишка заготовки позволяет освободить поверхность изолятора для снятия закруглений и выборок. Перед снятием обточенную заготовку поворачивают на полоборота вокруг своей оси на пуансоне. При этом обрезается вошедший в его отверстие излишек от дна формуемой полости проволочкой, закрепленной на торце пуансона, и обеспечивается беспрепятственное снятие сформированной заготовки изолятора с пуансона.
Использование совокупности отличительных особенностей заявляемого способа позволяет упростить технологию изготовления изоляторов ШФ-10.
Ниже со ссылкой на представленные чертежи поясняется сущность способа изготовления штыревого изолятора и устройства для его осуществления.
На фиг. 1 чертежа показана схема осуществления токарной операции заявляемого способа.
На фиг. 2 - операция нарезания резьбы в полости изолятора вращающимся резьбовым пуансоном.
На фиг. 3 - операция выполнения паза на головке изолятора.
Согласно изобретению заявляемый способ изготовления штыревого изолятора включает установку обрезанной по длине цилиндрической заготовки 1 из фарфоровой массы в зону обработки, формование полости 2 изолятора 3 формующим пуансоном 4, обработку внешней поверхности изолятора, включая обточку.
Поверхность "а" пуансона 4, формующая юбку изолятора изнутри, выполняют по размерам и форме, соответствующим размерам и форме изолятора, а резьбовую поверхность "б" с припуском под резьбу, при этом пуансон 4 выполняют пустотелым с отверстием 5 окнами 6 и 7, каналами 8 и 9 и струной 10 на торце пуансона 4 для удаления излишка массы в заготовке и устанавливают на шпинделе станка (на чертеже не показанного), а в задней бабке станка (на чертеже не показанной) размещают прессующий орган 11, имеющий возможность вращения вокруг своей оси. С помощью прессующего органа 11 заготовку 1 напрессовывают на предварительно смазанный пуансон 4 до отказа. Вытачивают внешнюю форму поверхности 12 изолятора, обрезают с внешнего торца 13 излишек заготовки 1. Отводят прессующий орган 11. Формируют закругления 14, 15, 16 и углубления 17 и 18 на ребрах изолятора.
Перед снятием обточенную заготовку изолятора 3 поворачивают вокруг своей оси на пуансоне 4. При этом проволочка 10, находящаяся на торце 19 пуансона 4, обрезает от дна 20 формуемой полости 2 заготовки изолятора 3, вошедший в отверстие 5 пуансона 4 излишек заготовки 1. (При запрессовке заготовки 1 на пуансон 4 в начале операции). Это обеспечивает возможность снятия сформированной заготовки 1 с пуансона 4 без повреждения ее формы. (см. фиг.2).
Снятую обточенную заготовку изолятора 3 устанавливают на стол 21 нарезного станка в призму 22 полостью 2 к резьбовому пуансону 23. Вращением ходового винта 24 и резьбового пуансона 23 с шагом, соответствующим шагу резьбы изолятора, перемещают резьбонарезную головку 25 к полости 2 изолятора, опуская головку 25 за один оборот резьбового пуансона 23 и ходового винта 24 на шаг резьбы. При этом резьбовой пуансон 23 ввинчивается в выполненное с припуском резьбовое отверстие 27 и формует в нем резьбовую поверхность заданного профиля. Дойдя до конечного выключателя 26, последний реверсирует вращение ходового винта 24 и резьбового пуансона 23. При этом выводят резьбовой пуансон 23 из отформованного резьбового отверстия 27 отводом головки 25 в исходное положение.
В описываемом варианте исполнения способа паз 28 на головке изолятора выполняют с помощью накидного приспособления 29, надеваемого на изолятор 3. Паз 28 может выполняться до или после формирования резьбового отверстия 27.
Заготовку 1 для изготовления изолятора 3 берут с влажностью массы 19 - 20%.
Заявляемый способ изготовления штыревого изолятора выполняется устройством следующим образом.
Цилиндрическая заготовка 1 из фарфоровой массы с влажностью 19 - 20%, обрезанная по длине, устанавливается на лоток (на чертеже не показанный), размещенный между пуансоном 4 и прессующим органом 11, имеющим возможность вращения вокруг своей оси в задней бабке станка.
Прессующий орган 11 под воздействием силового цилиндра (на чертеже не показанном) напрессовывает цилиндрическую заготовку 1 на смазанный пуансон 4 до отказа (на полный ход штока силового цилиндра) и до положения, при котором ведущие выступающие элементы 30 пуансона и ведомые 31 прессующего органа 11 не вопьются в торцы цилиндрической заготовки 1.
При запрессовке заготовки 1 происходит формование внутренней поверхности юбки изолятора и резьбовой поверхности по внутреннему диаметру резьбы.
Одновременно в этим пуансон 4 выполняет функции центрирующего элемента и элемента, обеспечивающего передачу крутящего момента от шпинделя станка через ведущие элементы 30 исходной заготовке 1. Элементы 31 работают как вращающийся центр - поддерживают заготовку 1 со стороны задней бабки.
При запрессовке цилиндрической заготовки 1 на пуансон 4 через центральное отверстие 5 пуансона 4 и боковые 8 и 9 выходит воздух и излишек массы заготовки 1, все это позволяет в какой-то мере уравновесить давление поверхности пуансона 4 на материал стенки заготовки во избежание возникновения воздушных пузырей и внутренних трещин в стенке формируемого изолятора 3.
Размещение пуансона 4 на шпинделе токарного станка, а в задней бабке прессующего органа 11 с возможностью вращения вокруг своей оси в задней бабке позволяет совместить формование внутренней поверхности полости 2 изолятора 3 с токарной обработкой наружной поверхности от одной общей оси станка, что способствует выполнению концентричности этих поверхностей и равномерности электроизоляционных возможностей изолятора.
Кроме того, такое совмещение уменьшает потребную производственную площадь за счет исключения из технологической цепочки способа - устройства таких агрегатов, как пресс-штампа и круглого стола с выталкивателем.
Выделение выполнения резьбового отверстия в полости 2 изолятора 3 в отдельную операцию способствует максимальному использованию мощности токарного станка для обтачивания внешней поверхности изолятора и повышению производительности, так как силовая мощность от шпинделя заготовке 1 передается не через резьбовое соединение пуансона 4 с заготовкой, а через ведущие элементы 30.
Для снятия обточенной заготовки с пуансона необходимо оператору повернуть ее вокруг своей оси на полоборота для того, чтобы проволочка 10 на торце пуансона 4 обрезала вошедший в отверстие 5 излишек заготовки 1 при запрессовке на пуансон 4 и выровнила дно 20 формуемой полости 2 изолятора 3. Обточенную заготовку изолятора 3 перекладывают на стол 21 нарезного станка в призму 22 полостью 2 к резьбовому пуансону 23 соосно ему. Включают станок. Вращением ходового винта 24 с шагом, соответствующим шагу резьбы вращающегося пуансона 23, перемещают резьбонарезную головку 25 и резьбовой пуансон 23, который, опускаясь, ввинчивается в изготовленное с припуском отверстие 27 и формует в нем резьбовую поверхность требуемого профиля. Резьбонарезная головка 25, дойдя до конечного выключателя, на мгновение останавливается и реверсом вращения резьбового пуансона 23 и ходового винта 24 поднимается вверх, при этом резьбовой пуансон 23 вывинчивается из выполненного им резьбового отверстия 27, а резьбонарезная головка становится в исходное положение.
После выполнения резьбы в отверстии 27 изолятора 3 на головке изолятора выполняется паз 28 с помощью накидного приспособления 29, надеваемого на изолятор.
Заготовку 1 для изготовления изолятора 3 берут с влажностью 19 - 20%.
Заявляемый способ и устройство испытаны и применяются в производстве штыревых изоляторов ШФ-10 на Пермском изоляторном заводе ОАО "ЭЛИЗ".
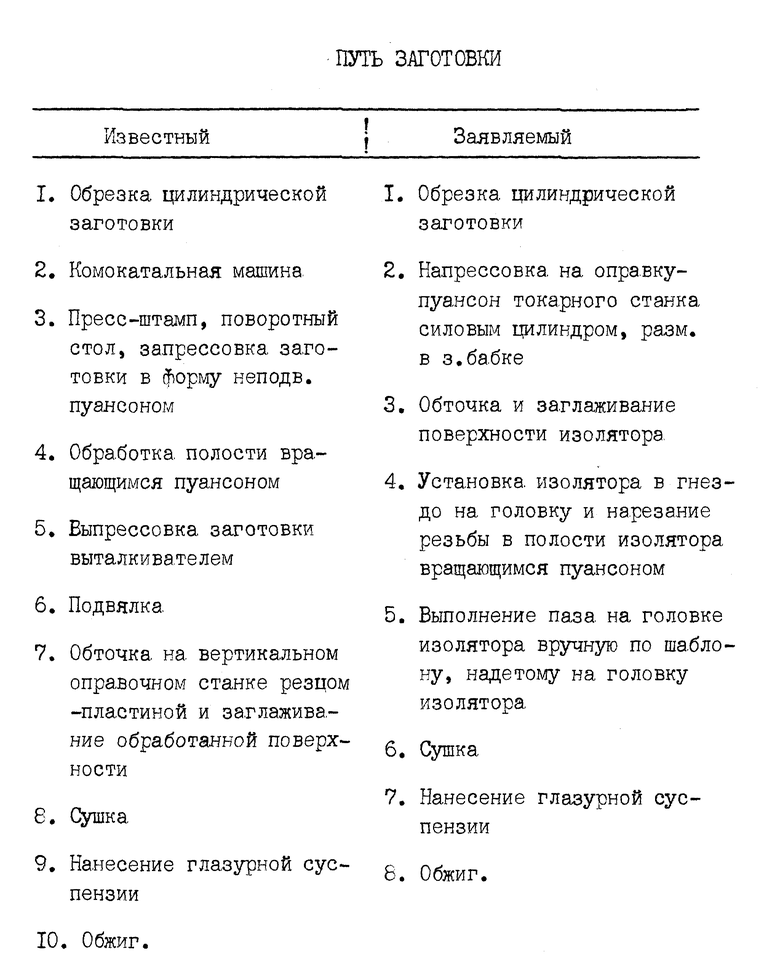
При использовании существенных отличительных признаков заявляемого технического решения обеспечивается упрощение способа и это можно подтвердить прилагаемой таблицей "Путь заготовки" известного и заявляемого технических решений.


Изобретение относится к области производства изделий из электрофарфора и может быть использовано при изготовлении штыревых изоляторов. Технический результат - упрощение изготовления штыревого изолятора. При запрессовке заготовки происходит формование внутренней поверхности юбки изолятора и резьбовой поверхности по внутреннему диаметру резьбы. Пуансон выполняет функции цементирующего элемента, обеспечивающего передачу крутящего момента от шпинделя исходной заготовке. Выход воздуха и излишек массы через центральное и боковые отверстия пуансона способствуют уравновешиванию давления пуансона на материал стенки во избежание возникновения в стенке воздушных пузырей и внутренних трещин формируемого изолятора. Размещение пуансона на шпинделе токарного станка, а в задней бабке - прессующего органа с возможностью вращения вокруг своей оси позволяет совместить формование полости изолятора с токарной обработкой. 2 з.п. ф-лы, 3 ил.,1 табл.
| Никулин Н.В | |||
| и др | |||
| Производство электрокерамических изделий | |||
| - М.: Высшая школа, 1976, с.80 - 85 | |||
| Установка для формования керамических изделий | 1979 |
|
SU1006236A1 |
| Устройство для формования керамических изделий | 1987 |
|
SU1539066A1 |
| 1972 |
|
SU417293A1 | |
| ТРЕНАЖЕР ДЛЯ ПОДГОТОВКИ МЕХАНИКОВ-ВОДИТЕЛЕЙ ПОДВИЖНЫХ КОМПЛЕКСОВ ВООРУЖЕНИЯ | 2019 |
|
RU2711047C1 |

