Область техники
Настоящее изобретение в целом относится к титановому сплаву и, в частности, к обработке титанового сплава для придания ему требуемых механических свойств. Конкретнее, настоящее изобретение относится к способу и устройству для изготовления крепежных изделий из титанового сплава с заданными механическими свойствами.
Уровень техники
Титановые сплавы представляют собой металлы, представляющие собой сочетание титана с другими химическими элементами. Титановые сплавы имеют высокое отношение предела прочности к массе, устойчивы к коррозии и имеют более высокий предел прочности на растяжение и жесткость чем другие материалы даже при повышении температуры. По этим причинам титановые сплавы часто используются в аэрокосмической и авиационной отраслях. Например, помимо прочего, титановый сплав используется для изготовления компонентов шасси, деталей двигателя, механических крепежных изделий и других соответствующих конструктивных элементов.
Как правило, титановые детали для аэрокосмической отрасли выполняют из сплава Ti-6Al-4V, который является альфа-бета титановым сплавом и состоит из примерно шести мас. % алюминия, около четырех мас. % ванадия и других элементов в небольших количествах, а остальное приходится на титан. Стандарты аэрокосмической промышленности требуют, чтобы детали, выполненные из титанового сплава, такого как Ti-6Al-4V, имели определенные свойства материала. Например, согласно требованиям стандартов, используемые в аэрокосмической отрасли крепежные детали должны иметь определенное значение прочности на сдвиг и на растяжение для использования в воздушном летательном аппарате.
Для того, чтобы материал обладал этими свойствами, сертифицирующие организации устанавливают химический состав и нормативы по обработке крепежных изделий из титанового сплава. Например, в настоящее время нормативы аэрокосмической отрасли предписывают использование сплава Ti-6Al-4V, который изготавливается с максимальным содержанием кислорода, железа, углерода и азота. Кроме того, стандарты предписывают использование технологий термообработки на твердый раствор и старения для улучшения показателей прочности на сдвиг и на растяжение крепежного изделия из титанового сплава.
Во время термообработки на твердый раствор и старения материал помещают в печь для термообработки на твердый раствор, затем подвергают закалке, очистке и старению, чтобы упрочнить материал. Этот процесс может занять несколько часов и требует громоздкого производственного оборудования, которое занимает ценное производственное пространство. В процессе термической обработки возникает поверхностное загрязнение, которое делает поверхность хрупкой и должно быть удалено. Следовательно, этот процесс занимает больше времени и требует больше ресурсов, чем необходимо.
Кроме того, по мере увеличения толщины термообработанного на твердый раствор и подвергнутого старению материала его способность поддерживать требуемую прочность на сдвиг и на растяжение снижается. В результате, изготовленные из термообработанного на твердый раствор и подвергнутого старению материала крепежные изделия с большим диаметром не могут функционировать так хорошо, как необходимо.
Таким образом, желательно разработать способ и устройство, которые принимали бы во внимание по меньшей мере некоторые из проблем, описанных выше, а также другие возможные проблемы. В частности, желательно обеспечить материал легкого титанового сплава для крепежных изделий аэрокосмической отрасли, который отвечал бы требованиям промышленности при экономии времени и затрат на производство.
Раскрытие изобретения
Вариантами осуществления настоящего изобретения являются способ и устройство для изготовления крепежного изделия из титанового сплава из заготовки крепежного изделия с требуемыми свойствами материала. Крепежные изделия изготавливают из заготовки крепежного изделия, имеющего более 0,20 мас. % кислорода и более 0,30 мас. % железа. В частности, иллюстративные варианты осуществления изобретения раскрывают крепежное изделие, имеющее примерно от 5,50 до 6,75 мас. % алюминия, от 3,50 до 4,50 мас. % ванадия, примерно от 0,25 до 0,50 мас. % кислорода и от 0,40 до 0,80 мас. % железа.
Количество кислорода и железа в титановом сплаве было увеличено выше предельных максимумов для авиационно-космической промышленности, составляющих 0,20 и 0,30 мас. % соответственно. Состав с кислородом и железом в иллюстративных вариантах осуществления изобретения обеспечивает возможность достижения требуемого предела прочности на растяжение и на сдвиг для используемых в аэрокосмической отрасли крепежных изделий без применения термообработки на твердый раствор и старения.
Отсутствие необходимости термообработки на твердый раствор и старения экономит огромное количество производственных часов, что приводит к ускорению производства крепежных изделий при одновременном снижении стоимости за крепежное изделие. Производство заготовок крепежных изделий с более высоким уровнем кислорода и железа обеспечивает производителям слитков возможность использования большего процента скрапа, богатого обоими элементами, в составе слитка.
Характеристики и функциональность могут быть достигнуты независимо в различных вариантах осуществления настоящего изобретения или могут быть объединены в других вариантах осуществления, в которых дополнительные подробности можно увидеть со ссылкой на описание и сопроводительные чертежи.
Краткое описание чертежей
Новые признаки, характерные для иллюстративных вариантов осуществления, изложены в прилагаемой далее формуле изобретения. Однако иллюстративные варианты осуществления, как и предпочтительный вариант использования, его дополнительные задачи и признаки лучше всего будут понятны со ссылкой на последующее подробное описание иллюстративных вариантов осуществления настоящего изобретения, если рассматривать их вместе с сопроводительными чертежами, на которых:
На фиг. 1 показана блок-схема производственной среды в соответствии с иллюстративным вариантом осуществления;
На фиг. 2 показано множество крепежных изделий в соответствии с иллюстративным вариантом осуществления;
На фиг. 3 показана микроструктура термообработанного на твердый раствор и подвергнутого старению титанового сплава в соответствии с иллюстративным вариантом осуществления;
На фиг. 4 показана микроструктура отожженного титанового сплава в соответствии с иллюстративным вариантом осуществления;
На фиг. 5 показан график предела прочности на растяжение двух типов материалов в соответствии с иллюстративным вариантом осуществления;
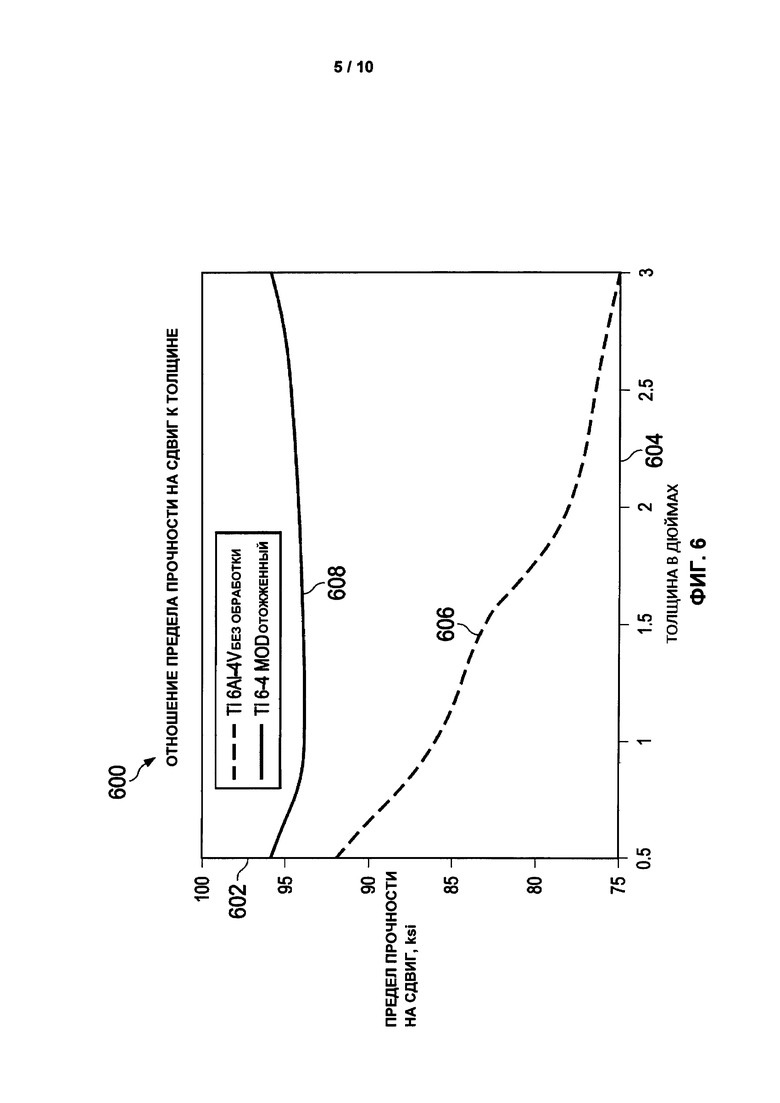
На фиг. 6 показан график прочности на сдвиг двух типов материалов в соответствии с иллюстративным вариантом осуществления;
На фиг. 7 показана блок-схема процесса изготовления крепежного изделия для воздушного летательного аппарата в соответствии с иллюстративным вариантом осуществления;
На фиг. 8 показана более подробная блок-схема процесса изготовления крепежного изделия в соответствии с иллюстративным вариантом осуществления;
На фиг. 9 показана блок-схема процесса изготовления крепежного изделия из титанового сплава в соответствии с иллюстративным вариантом осуществления;
На фиг. 10 показан способ изготовления воздушного летательного аппарата и его обслуживания в виде блок-схемы в соответствии с иллюстративным вариантом осуществления; и
На фиг. 11 показан воздушный летательный аппарат в виде блок-схемы, в которой иллюстративный вариант осуществления может быть реализован.
Осуществление изобретения
Иллюстративные варианты осуществления признают и принимают во внимание одно или большее количество различных соображений. Например, иллюстративные варианты осуществления признают и принимают во внимание, что может быть необходимо увеличение скорости производства крепежных деталей для аэрокосмической отрасли при сохранении необходимых свойств материала для крепежных изделий. Например, иллюстративные варианты осуществления признают и принимают во внимание, что отраслевые стандарты требуют изготовления крепежных изделий для аэрокосмической отрасли из титанового сплава Ti-6Al-4V с пределом прочности на растяжение 160 ksi (килофунтов на квадратный дюйм) (1103 МПа) и прочность на сдвиг 95 ksi (655 МПа) при условии, что крепежная деталь имеет диаметр 0,625 дюймов (1,59 см) или ниже. Кроме того, стандарты требуют, чтобы крепежные детали, имеющие диаметр более 0,625 дюймов (1,59 см) имели предел прочности на растяжение 150 ksi (1034 МПа) и прочность на сдвиг 90 ksi (620 МПа). Иллюстративные варианты осуществления признают необходимость удовлетворения требований таких стандартов при одновременном снижении количества дорогостоящих, трудоемких этапов обработки, используемых для упрочнения традиционно используемого сплава Ti-6Al-4V.
Кроме того, в иллюстративных вариантах осуществления учитывается возможная необходимость изготовления крепежных изделий из титанового сплава с применением горячей прокатки, нанесения покрытия и других технологий с термообработкой. Например, резьбы крепежного изделия могут быть изготовлены с использованием процесса горячей прокатки. Иллюстративные варианты осуществления признают и принимают во внимание, тем не менее, что применение термообработки на твердый раствори старения материала может ограничить способ, посредством которого крепежные изделия могут быть изготовлены из титанового сплава. Например, термообработанный на твердый раствор и подвергнутый старению материал может иметь максимальный температурный предел обработки. Этот максимальный температурный предел обработки делает некоторые процессы горячей прокатки невыполнимыми.
Кроме того, в иллюстративных вариантах осуществления учитывается возможная необходимость изготовления заготовки крепежного изделия из скрапа. Поскольку скрап содержит более высокий уровень кислорода, чем требуемый ранее, возможность утилизации материала для изготовления заготовки крепежного изделия была ограничена. В иллюстративных вариантах осуществления учитывается, что увеличение количества скрапа, используемого для изготовления заготовки крепежного изделия, снижает стоимость сырья, а также сокращает количество отходов.
Таким образом, иллюстративные варианты осуществления предусматривают способ и устройство для производства титанового сплава. Кроме того, иллюстративными вариантами осуществления представлены способ и устройство для изготовления крепежного изделия из титанового сплава. Устройство содержит крепежное изделие, используемое в воздушном летательном аппарате. Крепежное изделие изготавливается из титанового сплава, содержащего примерно от 5,50 до 6,75 мас. % алюминия, примерно от 3,50 до 4,50 мас. % ванадия, примерно от 0,25 до 0,50 мас. % кислорода и примерно от 0,40 до 0,80 мас. % железа.
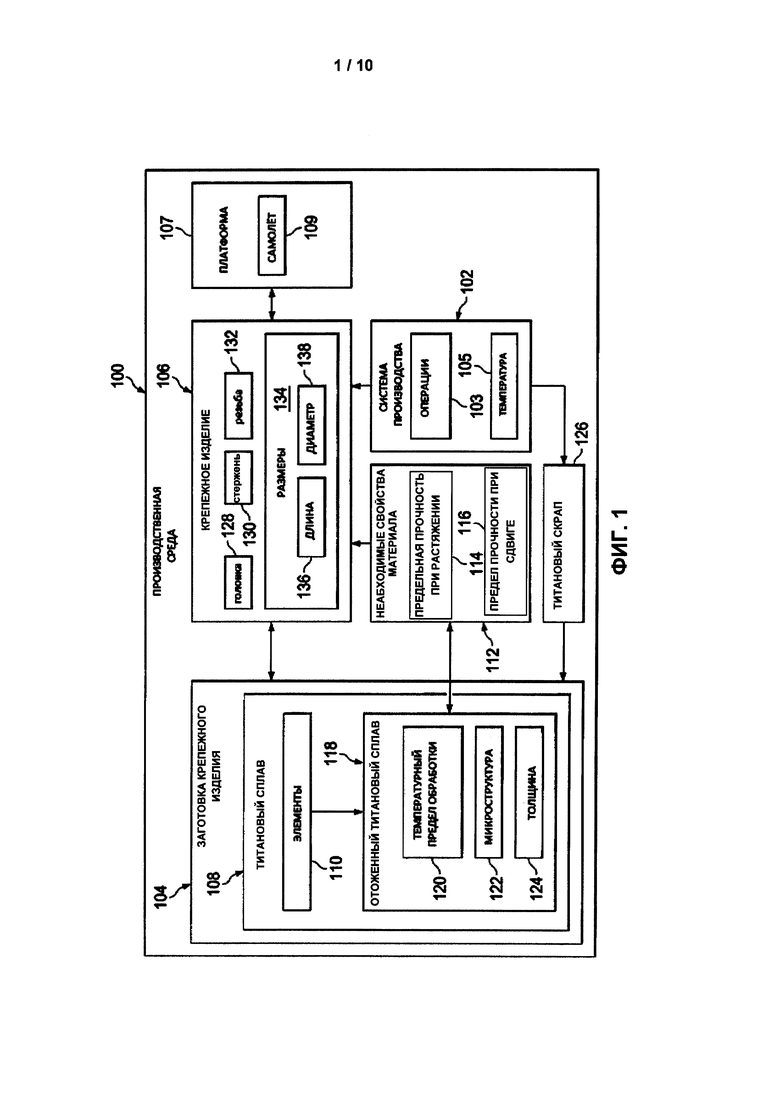
Далее со ссылкой на чертежи и, в частности, на фиг. 1, показана блок-схема производственной среды в соответствии с иллюстративным вариантом осуществления. В этом иллюстративном примере производственная система 102 в производственной среде 100 используется для производства заготовки 104 крепежного изделия для крепежного изделия 106. Производственная система 102 также может быть использована для изготовления крепежного изделия 106 из заготовки 104 крепежного изделия.
Как показано на чертеже, производственная система 102 может включать в себя множество компонентов, выполненных с возможностью использования при изготовлении по меньшей мере одной заготовки 104 крепежного изделия или одного крепежного изделия 106. Используемый здесь термин «множество» компонентов может быть обозначением одного или более компонентов. Таким образом, множеством компонентов является один или большее количество компонентов.
Примеры компонентов в производственной системе 102 могут включать в себя систему охлаждения, систему нагрева, систему придания формы, управляющее устройство, систему контроля, систему резки, пресс и другие подходящие системы. Эти компоненты могут быть компонентами с компьютерным управлением, с приведением в действие вручную с помощью оператора или какой-либо их комбинацией.
Как показано, производственная система 102 может выполнять операции 103 для изготовления крепежного изделия 106. Операции 103 могут быть выполнены при температуре 105. Температура 105 может изменяться в зависимости от типа операций 103, выполненных для изготовления крепежного изделия 106.
Используемый здесь термин «крепежное изделие» относится к инструментальному устройству, которое механическим способом соединяет или скрепляет два или большее количество конструкций. Например, крепежное изделие 106 может соединять две или большее количество конструкций в платформе 107. Крепежное изделие 106 включает в себя, например, помимо прочего, болт, гайку, шпильку, винт, заклепку, зажимное кольцо, стопорное кольцо и другие подобные элементы. Платформа 107 может иметь вид воздушного летательного аппарата 109 в этом иллюстративном примере.
Используемый здесь термин «заготовка крепежного изделия» относится к материалу, который обрабатывают для изготовления одно или большего количества крепежных изделий из изделия. Например, заготовка104 крепежного изделия может быть отштампована для изготовления крепежного изделия 106.
Заготовка 104 крепежного изделия содержит металл в этом иллюстративном примере. В частности, заготовка 104 крепежной детали содержит титановый сплав 108. Крепежное изделие 106, применяемое в воздушном летательном аппарате 109, содержит титановый сплав 108 при изготовлении из заготовки 104 крепежной детали.
Титановый сплав 108 представляет собой материал, содержащий элементы 110 в этом иллюстративном примере. Элементы 110 могут включать титан и по меньшей мере один из следующих элементов: алюминий, ванадий, железо, кислород, углерод, азот, водород, хром, иттрий, молибден, цирконий, никель, ниобий, марганец, кобальт, ниобий, или другие подходящие элементы.
Используемый здесь термин «по меньшей мере один из» в сочетании со списком элементов означает, что могут быть использованы различные комбинации одного или большего количества перечисленных элементов и только один из элементов в списке может быть необходим. Элементом может быть конкретный объект, вещь или категория. Другими словами, «по меньшей мере один из» означает, что любое сочетание элементов или количество элементов может быть использовано из списка, но не все из элементов в списке могут потребоваться.
Например, «по меньшей мере один из элементов А, В или С» может означать элемент А; элементы А и В; элемент В; элементы А, В и С; или элементы В и С. В некоторых случаях, «по меньшей мере один из элементов А, В и С» может означать, например, помимо прочего, два элемента А, один элемент В, и десять элементов С; четыре элемента В и семь элементов С или некоторые другие подходящие комбинации.
В этом иллюстративном примере титановый сплав 108 имеет более 0,20 мас. % кислорода и более 0,30 мас. % железа. В иллюстративном примере титановый сплав 108 содержит примерно от 5,50 до 6,75 мас. % алюминия, примерно от 3,50 до 4,50 мас. % ванадия, примерно от 0,25 до 0,50 мас. % кислорода и примерно от 0,40 до 0,80 мас. % железа. В некоторых иллюстративных примерах титановый сплав 108 имеет примерно от 0,25 до 0,30 мас. % кислорода и примерно от 0,40 до 0,60 массовой концентрации железа в процентах. Титановый сплав 108 также может включать в себя примерно от 0,005 до 0,20 мас. % молибдена и примерно от 0,03 до 0,15 мас. % хрома. Остальное в титановом сплаве 108 приходится на титан и другие подходящие элементы.
Титановый сплав с аналогичным содержанием алюминия и ванадия могут упоминаться как Ti-6Al-4V. Материал Ti-6Al-4V, используемый в аэрокосмической отрасли, должен иметь необходимые свойства 112 материала. Необходимые свойства 112 материала включают предел прочность 114 на растяжение, предел прочности 116 на сдвиг и другие подходящие свойства в этом иллюстративном примере.
В иллюстративном примере предел прочности 114 на растяжение представляет собой максимальную нагрузку, которую материал может выдерживать во время растяжения до разрушения. Предел прочности 116 на сдвиг представляет собой способность материала выдерживать нагрузку в направлении, параллельном поверхности материала. Используемый здесь термин «предел прочности на растяжение при растяжении» (ultimate tensile strength, UTS) и "предел прочности" могут быть использованы взаимозаменяемо.
Минимальные требования к пределу прочности на растяжение и на сдвиг для крепежных изделий, используемых в аэрокосмической отрасли, могут быть установлены руководящими органами аэрокосмического агентства, учреждениями, производителями или комбинацией таких учреждений. Например, некоторые требования на предел прочности на растяжение и на сдвиг изложены в национальных стандартах на изделия авиационно-космической техники (NAS), установленных Ассоциацией аэрокосмической промышленности (AIA). Национальные стандарты на изделия авиационно-космической техники требуют от крепежного элемента наличие диаметра меньше чем 0,625 дюйма (1,59 см), чтобы иметь предел прочности на растяжение 160 ksi (1103 МПа) и предел прочности на сдвиг 95 ksi (655 МПа).
Кроме того, стандарты производителя могут потребовать крепежные изделия большего диаметра, более 0,625 дюйма (1,59 см), чтобы иметь требуемые значения предела прочности на растяжение и на сдвиг. Например, в некоторых случаях предел прочности на растяжение 150 ksi (1034 МПа) и предел прочности на сдвиг 90 ksi (655 МПа) могут быть необходимы, когда крепежное изделие имеет диаметр более 0,625 дюйма (1,59 см). В других иллюстративных примерах могут быть необходимыми другие значения предела прочности 114 на растяжение и предела прочности 116 на сдвиг в зависимости от функциональных потребностей.
Для получения необходимых свойств 112 материала национальные стандарты на изделия авиационно-космической техники предъявляют технические требования, согласно которым материал Ti-6Al-4V должен иметь максимум 0,20 массовых процента кислорода и 0,30 массовых процента железа. Иллюстративные примеры имеют повышенное содержание железа и кислорода, которое выше типичных значений для материала Ti-6Al-4V, установленных в стандартах. Увеличение содержания кислорода и железа в титановом сплаве 108 повышает прочность материала.
В этом иллюстративном примере титановый сплав 108 подвергают отжигу для получения отожженного титанового сплава 118. Отжиг представляет собой термическую обработку, которая изменяет физические и часто химические свойства материала, чтобы увеличить его пластичность. Отжиг может включать в себя нагрев материала выше его критической температуры, поддержание этой температуры в течение периода времени, а затем охлаждение. Отжиг может вызывать пластичность, размягчения материала, снятие внутренних напряжений, гомогенизацию структуры материала, улучшение свойств при холодной обработке, и так далее. В этом иллюстративном примере титановый сплав 108 отжигают для изменения его свойств материала перед его использованием в качестве заготовки 104 крепежного изделия.
Как показано на чертеже, отожженный титановый сплав 118 может иметь температурный предел 120 обработки. Температурный предел 120 может быть пределом температуры 105, при которой операции 103 выполняются для изготовления крепежного изделия 106. Другими словами, когда выполняются операции 103 теплообработки, эти операции не должны нагревать отожженный титановый сплав 118 выше температурного предела 120 обработки. В противном случае, необходимые свойства 112 материала могут быть изменены. В этом показанном примере, температурный предел 120 обработки может составлять около 1400 градусов по Фаренгейту (760°C).
Отожженный титановый сплав 118 имеет микроструктуру 122 в этом иллюстративном примере. Микроструктура 122 представляет собой мелкодисперсную структуру материала при заданном увеличении. Микроструктура 122 влияет на физические свойства отожженного титанового сплава 118, в том числе прочность, ударную вязкость, пластичность, твердость, коррозионную стойкость, на свойства при повышении температуры и износостойкость, а также другие свойства. Микроструктура 122 показывает конфигурацию альфа-фазы и бета-фазы титанового сплава в отожженном титановом сплаве 118.
Отожженный титановый сплав 118 имеет толщину 124 в этом показанном примере. Отожженный титановый сплав 118 может вести себя иначе при различных толщинах. Например, более тонкий кусочек отожженного титанового сплава 118 может иметь более высокий предел прочности 114 на растяжение, чем более толстый материал. Другие свойства отожженного титанового сплава 118 также могут быть различными в зависимости от толщины 124. В некоторых случаях свойства материала различных толщин могут оказаться по существу теми же самыми.
В иллюстрирующем примере титановый сплав 108 изготовлен из различных материалов. Эти материалы могут включать титановую губку, лигатуру и титановый скрап 126 подходящего состава. Титановый скрап 126 может включать в себя скрап Ti-6Al-4V, а также скрап от других титановых сплавов таких как Ti-10V-2Fe-3Al и Ti-5Al-5Mo-5V-3Cr. В некоторых случаях пятьдесят процентов титанового сплава 108 может состоять из титанового скрапа 126. В других примерах по меньшей мере семьдесят процентов титанового сплава 108 состоит из материала титанового скрапа 126.
После того, как титановый сплав 108 будет изготовлен и отожжен, крепежное изделие 106 может быть изготовлено из заготовки 104 крепежного изделия. В частности, операции 103 могут быть осуществлены для изготовления головки 128, стержня 130 и резьб 132 для крепежного изделия 106. Крепежное изделие 106 будет иметь те же необходимые свойства 112 материала, что и заготовка 104 крепежного изделия, так как какие-либо дополнительные процессы не используются для изменения свойств крепежного изделия 106 во время операций 103. Другими словами, поскольку заготовка 104 крепежного изделия из отожженного титанового сплава 118 обладает пределом прочности на растяжение 160 ksi (1103 МПа) и пределом прочности на сдвиг 95 ksi (655 МПа), крепежное изделие 106 будет также иметь те свойства материала.
Крепежное изделие 106 может иметь размеры 134 после его выполнения. Размеры 134 могут включать в себя длину 136 и диаметр 138. Диаметр 138 может обозначать диаметр стержня 130 в этом иллюстративном примере. Процесс изготовления крепежного изделия 106 не включает в себя термообработку на твердый раствор и старение. Напротив, крепежное изделие 106, изготовленное из отожженного титанового сплава 118 демонстрирует необходимые свойства 112 материала, так что термообработка на твердый раствор и старение не являются необходимыми.
Иллюстрации заготовки 104 крепежного изделия и крепежного изделия 106 на фиг. 1 не подразумевают физических или конструкционных ограничений на то, как может быть реализован иллюстративный вариант осуществления. Могут быть использованы другие компоненты в дополнение к показанным, или замещающие их. Некоторые компоненты могут быть необязательными. Кроме того, блоки представлены для иллюстрации некоторых функциональных компонентов. Один или большее количество этих блоков могут быть объединены, разделены или объединены и разделены на различные блоки при реализации в иллюстративном варианте.
Хотя иллюстративные примеры описаны в отношении воздушного летательного аппарата, иллюстративный вариант может быть применен к другим видам платформ. Платформа может быть, например, помимо прочего, выполнена в виде мобильной платформы, стационарной платформы, структуры наземного базирования, надводной структуры или структуры космического базирования.
В частности, платформой может быть надводный корабль, танк, бронетранспортер, поезд, космический летательный аппарат, космическая станция, спутник, подводная лодка, автомобиль, электростанция, мост, плотина, дом, производственное предприятие, здание и другие соответствующие платформы. Крепежное изделие 106 может быть применимо к любой из вышеупомянутых платформ, которая требует предела прочности при растяжении и предела прочности на сдвиг, как это обеспечивается свойствами титанового сплава 108 с увеличенным содержанием кислорода и железа.
Далее со ссылкой на фиг. 2 показано множество крепежных изделий в соответствии с иллюстративным вариантом. В этом изображенном примере крепежное изделие 200 включают в себя различные типы крепежных изделий. Каждое из крепежных изделий 200 является примером физической реализации для крепежного изделия 106, показанного в блок-схеме на фиг. 1.
Как показано, крепежные изделия 200 могут иметь различные диаметры. Крепежные изделия 200 состоят из заготовки крепежного изделия из титанового сплава в соответствии с иллюстративным вариантом. В частности, каждое из крепежных изделий 200 включает примерно от 5,50 до 6,75 мас. % алюминия, примерно от 3,50 до 4,50 мас. % ванадия, примерно от 0,25 до 0,50 мас. % кислорода и от 0,40 до 0,80 мас. % железа. В результате, каждый из крепежных изделий 200 соответствует промышленным стандартам на предел прочности на растяжение и предел прочности на сдвиг независимо от диаметра.
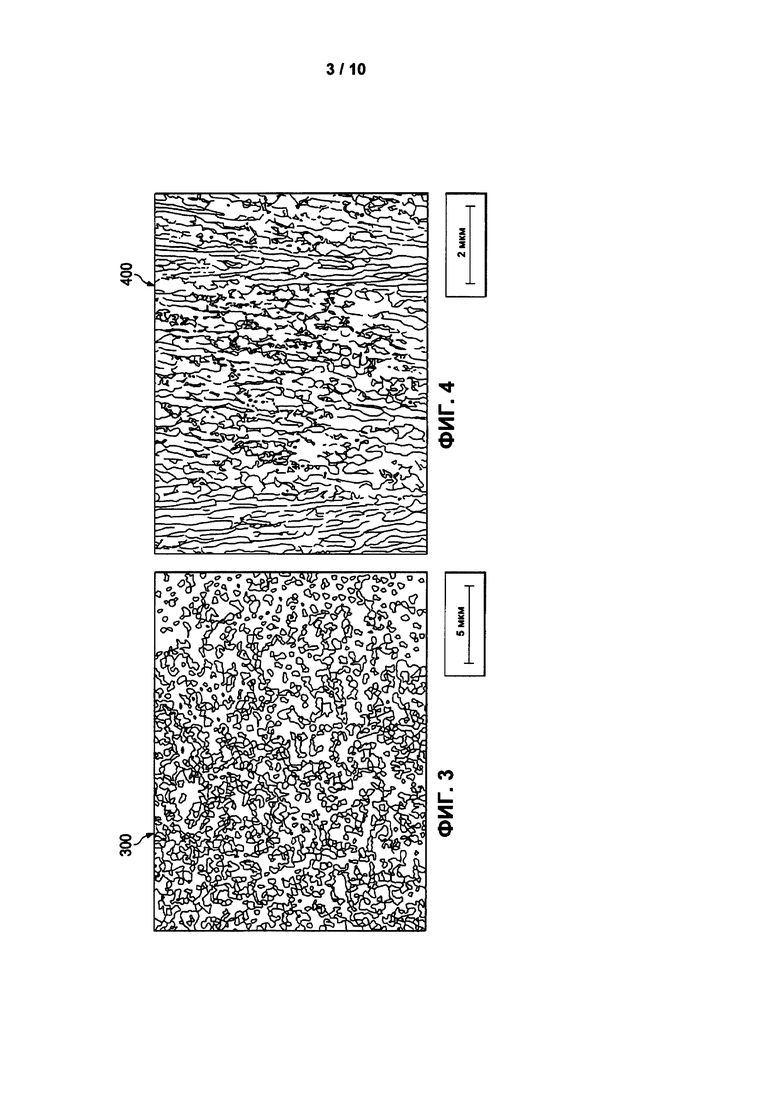
На фиг. 3 и 4 для сравнения показаны микроструктуры термообработанного на твердый раствор и подвергнутого старению титанового сплава и отожженного титанового сплава в соответствии с иллюстративным вариантом. На фиг. 3 показана микроструктура термообработанного на твердый раствор и подвергнутого старению титанового сплава, в то время как на фиг. 4 показана микроструктура отожженного титанового сплава с содержанием кислорода выше примерно на 0,25 мас. % и железа выше примерно на 0,40 мас. %.
На фиг. 3 показана микроструктура 300. Микроструктура 300 представляет T1-6Al-4V с содержанием кислорода на уровне промышленного максимума от 0,20 массовых процентов до 0,30 массовых процентов соответственно в термообработанном на твердый раствор и подвергнутом старению состоянии, или ниже него. Микроструктура 300 содержит первичную альфа-фазу в матрице подвергнутого старению мартенсита.
На фиг. 4 показана микроструктура 400. В этом иллюстративном примере микроструктура 400 представляет собой микроструктуру титанового сплава примерно с 0,25 массовыми процентами кислорода и примерно 0,40 процентами железа.
Микроструктура 400 представляет собой модифицированный Ti-6Al-4V титановый сплав с содержанием кислорода и железа выше промышленных максимумов и в отожженном состоянии. Микроструктура 400 содержит удлиненную равноосную альфа-фазу в трансформированной бета- матрице. Прочность как в фазе альфа, так и бета-фазе, возросла в титановом сплаве Ti-6Al-4V за счет увеличения содержания кислорода и железа.
Увеличение содержания кислорода увеличивает прочность альфа-фазы, в то время как увеличение содержания железа увеличивает прочность бета-фазы.
Увеличение обоих элементов в титановом сплаве поддерживает баланс прочности альфа- и бета-фаз в материале. Другими словами, если только один элемент был увеличен при сохранении другого элемента на прежнем уровне, будет образована разница в фазовой прочности альфа и бета фаз. Эта разница может привести к хрупкости материала, и общая прочность не сможет увеличиться так, как необходимо. Например, если только содержание кислорода было бы увеличено выше максимума, будет увеличена прочность альфа-фазы, но не бета-фазы, что делает бета-фазу слабым звеном в структуре. В результате, титановый сплав не сможет обладать необходимыми свойствами.
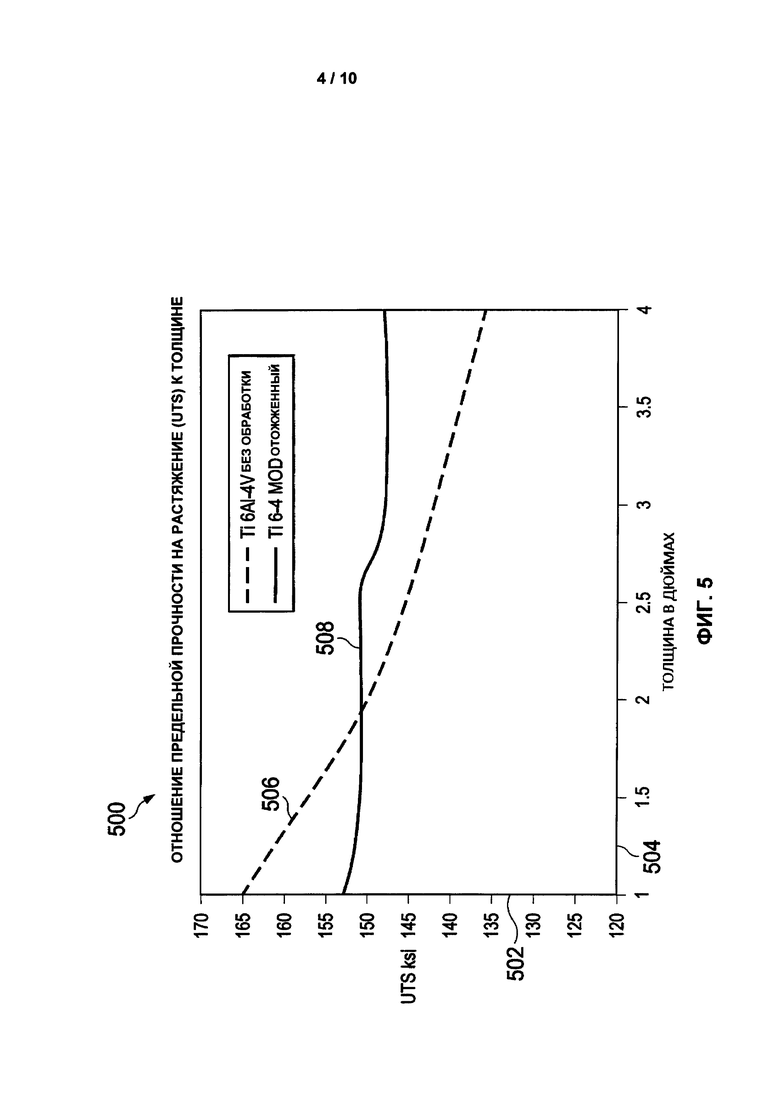
Далее со ссылкой на фиг. 5 показан график предела прочности на растяжение двух типов материалов в соответствии с иллюстративным вариантом осуществления. В этом показанном примере, график 500 имеет ось абсцисс X 502 и ось ординат Y 504. Х-ось 502 отображает предел прочности на растяжение в ksi, а Y-ось 504 отображает толщину в дюймах. Значения толщины показаны между 1,0 дюймом (2,5 см) и 4,0 дюймами (10,2 см) в этом иллюстративном примере.
Как показано, линия 506 показывает предел прочности на растяжение термообработанного на твердый раствор и подвергнутого старению материала Ti-6Al-4V, имеющего менее 0,20 мас. % кислорода и менее 0,30 мас. % железа. Линия 506 показывает предел прочности на растяжение по мере увеличения толщины материала. Эта толщина может быть толщиной прутка заготовки крепежного изделия. Аналогичным образом, линия 508 показывает предел прочности на растяжение отожженного материала из титанового сплава в соответствии с иллюстративным вариантом.
В этом примере показано, как предел прочности на растяжение термообработанного на твердый раствор и подвергнутого старению материала Ti-6Al-4V падает последовательно по мере увеличения толщины материала. Отожженный титановый сплав с повышенным содержанием кислорода и железа, с другой стороны, имеет предел прочности на растяжение, который остается по существу таким же, как при возрастании толщины титанового сплава примерно от 1,0 дюйма (2,5 см) до 4,0 дюйма (10,2 см).
На Фиг. 6 показан график прочности на сдвиг двух типов материалов, показанный в соответствии с иллюстративным вариантом осуществления. В этом примере график 600 имеет ось абсцисс X 602 и ось ординат Y 604. Х-ось 602 отображает предел прочности на сдвиг в ksi, a Y - ось 604 отражает толщину в дюймах. Значения толщины приведены в диапазоне от 0,5 дюйма (1,3 см) до 3,0 дюйма (7,6) в этом иллюстративном примере.
Как показано, линия 606 показывает предел прочности на сдвиг термообработанного на твердый раствор и подвергнутого старению материала Ti-6Al-4V, имеющего менее 0,20 мас. % кислорода и менее 0,30 мас. % железа. Линия 606 показывает предел прочности на сдвиг по мере увеличения толщины материала. Эта толщина может быть толщиной прутка заготовки крепежного изделия. Аналогичным образом, линия 608 показывает предел прочности на сдвиг отожженного материала из титанового сплава в соответствии с иллюстративным вариантом.
В этом примере показано, что прочность на сдвиг термообработанного на твердый раствор и подвергнутого старению материала Ti-6Al-4V падает последовательно по мере увеличения толщины материала. Отожженный титановый сплав с повышенным содержанием кислорода и железа, с другой стороны, имеет предел прочности на растяжение, который остается по существу таким же, как при возрастании толщины титанового сплава увеличивается примерно от 0,5 дюйма (1,3 см) до 3,0 дюйма (7,6 см).
Иллюстрации на фиг. 2-6 не предполагают применения физических или структурных ограничений в таком порядке, в котором может быть реализован иллюстративный вариант. Могут быть использованы другие компоненты в дополнение к имеющимся, или вместо них. Некоторые компоненты могут быть необязательными.
Различные компоненты, показанные на фиг. 2-6, могут служить иллюстративными примерами того, каким образом компоненты, показанные в блок-схеме на фиг. 1, могут быть реализованы в физических конструкциях. Кроме того, некоторые из компонентов в фиг. 2-6, могут быть объединены с компонентами на фиг. 1, использоваться с компонентами на фиг. 1 или быть в комбинации этих двух вариантов.
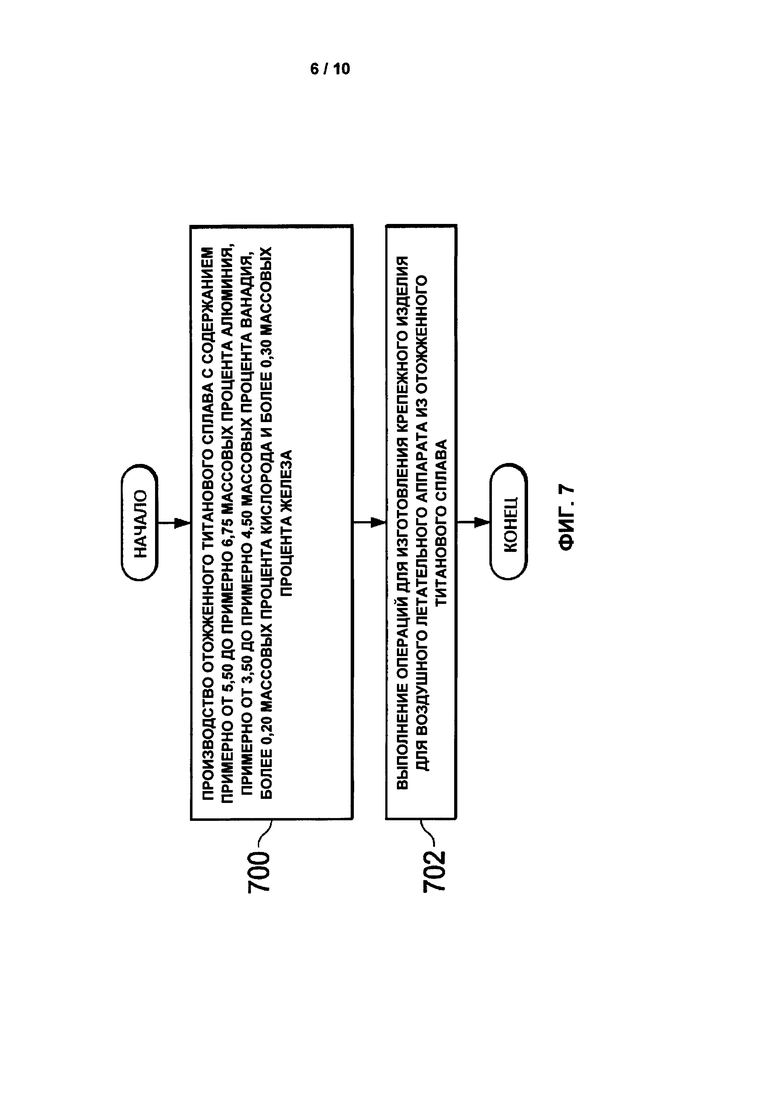
Далее со ссылкой на фиг. 7 показана блок-схема процесса изготовления крепежного изделия для воздушного летательного аппарата в соответствии с иллюстративным вариантом. Способ, показанный на фиг. 7, может быть реализован в производственной среде 100, чтобы изготовить крепежное изделие 106 для воздушного летательного аппарата 109, как на фиг. 1.
Процесс начинается с изготовления отожженного титанового сплава с содержанием примерно от 5,50 до 6,75 мас. % алюминия, примерно от 3,50 до 4,50 мас. % ванадия, более 0,20 мас. % кислорода и 0,30 мас. % железа (операция 700). Например, отожженный титановый сплав может иметь примерно от 0,25 до 0,50 мас. % кислорода и примерно от 0,40 до 0,80 мас. % железа в дополнение к вышеупомянутому содержанию алюминия и ванадия. Отожженный титановый сплав также может иметь примерно от 0,005 до 0,20 мас. % молибдена и примерно от 0,03 до 0,15 мас. % хрома в некоторых случаях.
Далее, происходит процесс выполнения операций с изготовлением крепежных изделий для воздушного летательного аппарата из отожженного титанового сплава (операция 702) с последующим процессом завершения этапа. Для крепежного изделия, имеющего диаметр меньше, чем 0,625 дюйма (1,359 см), крепежное изделие изготавливают таким образом, чтобы крепежное изделие имело предел прочности на растяжение по меньшей мере 160 ksi (1103 МПа) и предел прочности на сдвиг по меньшей мере 95 ksi (655 МПа). Для крепежного изделия, имеющего диаметр больше, чем один дюйм (2,54 см), крепежное изделие изготавливают таким образом, чтобы крепежное изделие имело предел прочности на растяжение по меньшей мере 150 ksi (1034 МПа) и предел прочности на сдвиг по меньшей мере 90 ksi (621 МПа).
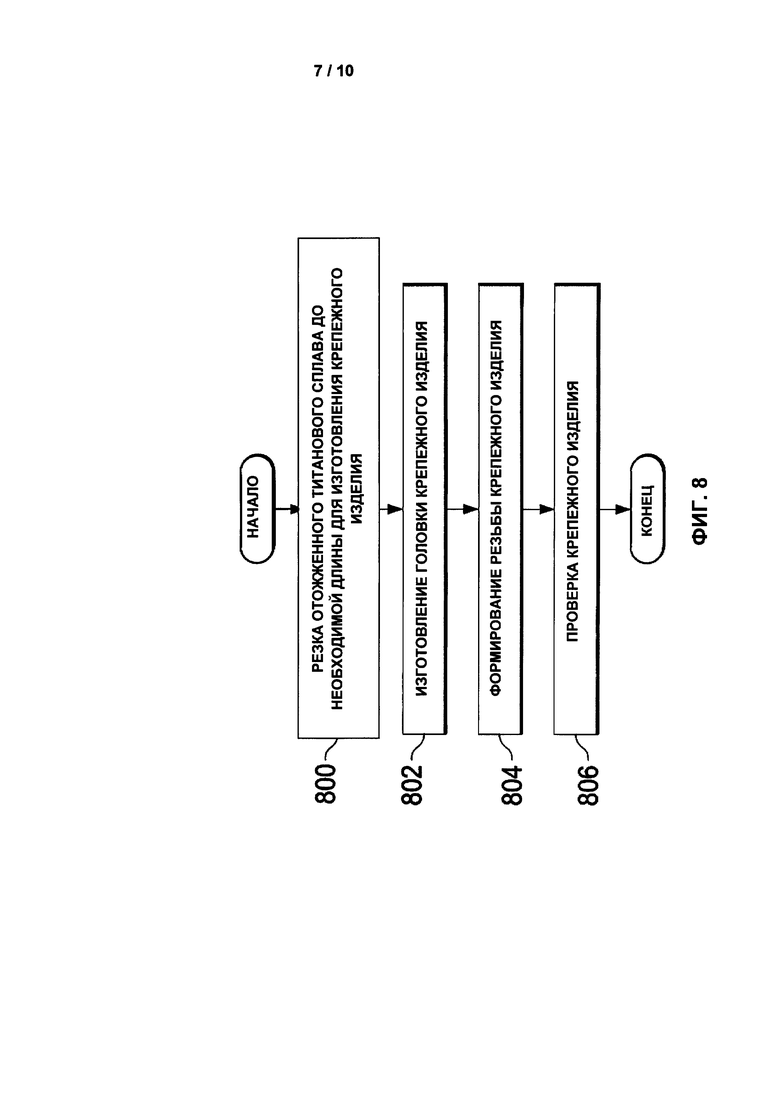
Возвращаясь к фиг. 8, показан более детальная блок-схема процесса изготовления крепежного изделия в соответствии с иллюстративным вариантом. Способ, показанный на фиг. 8, может быть реализован в производственной среде 100 во время операции 702, показанной на фиг. 7, чтобы изготовить крепежное изделие 106, как показано на фиг. 1. Крепежное изделие изготовлено непосредственно из отожженного титанового сплава без термообработки на твердый раствор и старения материала.
Процесс начинается с обрезки отожженного титанового сплава до необходимой длины для крепежного изделия (операция 800). Затем происходит процесс изготовления головки крепежного изделия (операция 802).
После этого производится нарезка резьбы для крепежного изделия (операция 804). При выполнении операции 804 процесс может включать в себя горячую прокатку отожженного титанового сплава с получением резьбы. Крепежное изделие проходит проверку (операция 806), с последующим завершением процесса.
В некоторых иллюстративных примерах, крепежное изделие может быть очищено, проверено, и видоизменен в различные моменты времени в ходе процесса. Например, после изготовления головки крепежного изделия, титановый сплав может быть очищен, проверен, а затем передан на следующую операцию для нарезки резьбы. В другом иллюстративном примере процесс может включать в себя дополнительные операции, такие как погружение в кислоту, шлифовка, нанесение покрытия, другие процессы или их комбинации.
Операции, показанные на фиг. 8, не включают процессы термообработки на твердый раствор и старения материала для упрочнения крепежного изделия. Вместо этого, крепежное изделие достигает необходимого предела прочности на растяжение и предела прочности на сдвиг за счет содержания только отожженного титанового сплава с повышенным содержанием кислорода и содержанием железа.
Температурный предел обработки отожженного титанового сплава выше, чем термообработанного на твердый раствор и подвергнутого старению образца. В результате, операции могут быть выполнены на отожженном титановом сплаве при температуре примерно до 1400 градусов по Фаренгейту (760°C), чтобы изготовить крепежное изделие. В некоторых случаях, даже более высокие температуры могут быть реализованы в зависимости от конкретной реализации технологических условий. Эти операции могут быть выполнены без изменения необходимых свойств материала отожженного титанового сплава.
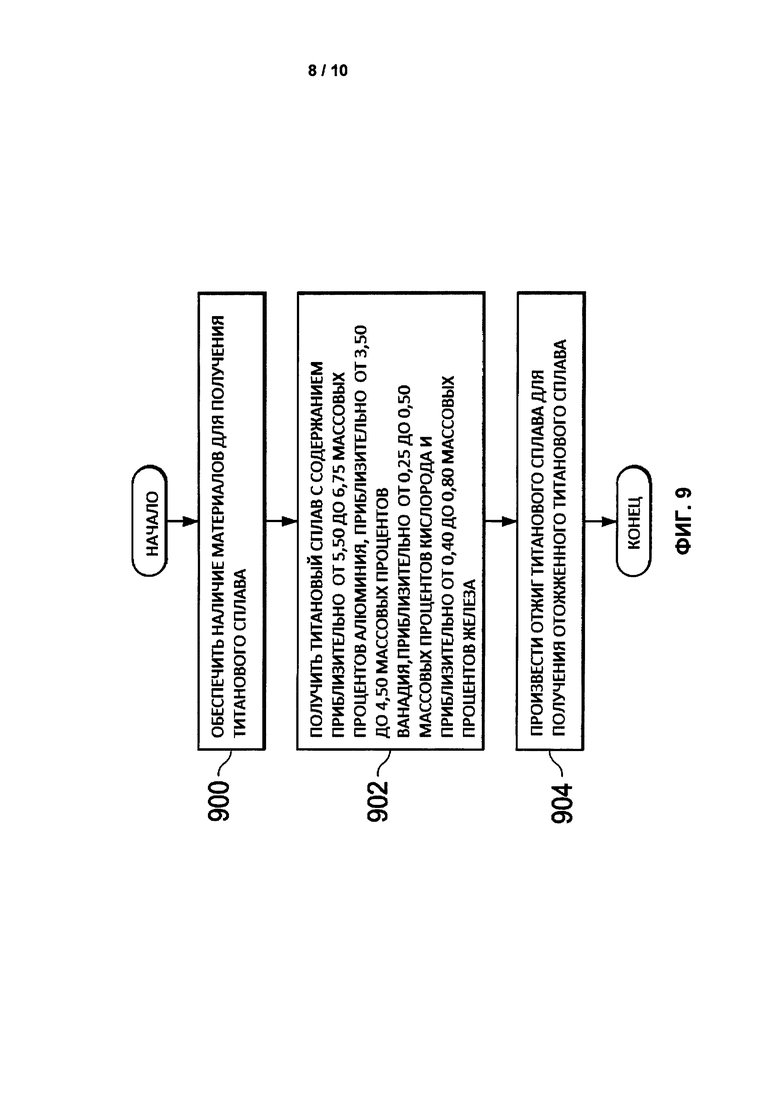
Далее, со ссылкой на фиг. 9, показана блок-схема процесса изготовления крепежного изделия из титанового сплава в соответствии с иллюстративным вариантом. Способ, показанный на фиг. 9, может быть реализован в производственной среде 100 с получением заготовки 104 крепежной детали, показанной на фиг. 1. Кроме того, процесс, показанный на фиг. 9, может быть использован для изготовления отожженного титанового сплава, используемого для изготовления крепежного изделия 106, как показано на фиг. 8.
Процесс начинается с предоставления ряда материалов, используемых для изготовления титанового сплава (операция 1100). Далее, происходит процесс получения титанового сплава с содержанием примерно от 5,50 до 6,75 мас. % алюминия, от 3,50 до 4,50 мас. % ванадия, примерно от 0,25 до 0,50 мас. % кислорода и от 0,40 до 0,80 мас. % железа (операция 902), В операции 902, титановый сплав может быть изготовлен с содержанием примерно от 0,25 до 0,30 мас. % кислорода, от 0,40 до 0,60 мас. % железа, примерно от 0,005 до 0,20 мас. % молибдена и от 0,03 до 0,15 мас. % хрома в некоторых примерах. Этот титановый сплав является титановым сплавом альфа-бета-фазы в этом иллюстративном примере.
Во время выполнения операции 902 могут быть выполнены несколько шагов, чтобы изготовить слиток для обработки стержня и изготовления необходимого крепежного изделия из титанового сплава. Например, может быть выполнена по меньшей мере одна из следующих операций: обогащение руды, хлорирование TiO2, перегонка TiCl4, уменьшение содержания Mg, очистка губки, измельчение, смешивания сплава губки-скрапа, уплотнение, повторная дуговая плавка, гомогенизация, различные уровни кондиционирования, горячая прокатка, холодная обработка или также другие соответствующие операции.
Операция 902 может быть выполнена с большим количеством скрапа, чем при изготовлении традиционного сплава для аэрокосмической отрасли Ti-6Al-4V, который ограничивает содержание в нем кислорода и железа. Например, во время смешивания сплава губки-скрапа, титановый сплав может быть изготовлен с использованием по меньшей мере пятидесяти процентов материала титанового скрапа. В некоторых случаях, титановый сплав может быть изготовлен с использованием по меньшей мере семидесяти процентов материала титанового скрапа.
Далее происходит процесс отжига титанового сплава с получением отожженного титанового сплава (операция 904), после чего процесс завершается. Температура отжига может быть в пределах примерно от 1200 (649°C) до 1400 (760°C) градусов по Фаренгейту в зависимости от конкретной реализации.
До или после операции 904 процесс может включать такие шаги, как горячая прокатка, модификации, холодная прокатка и другие, чтобы сформировать необходимые свойства материала для титанового сплава. Например, титановый сплав может быть получен горячей прокаткой при температуре в фазовой области альфа-бета примерно от 1200 (649°C) до 1400 (760°C) градусов по Фаренгейту, затем подвергаться отжигу и доводиться до готового состояния. В дальнейшем может быть произведена холодная прокатка и повторный отжиг.
Способом, показанным на фиг. 9, изготавливают заготовку крепежного изделия, которая имеет предел прочности на растяжение по меньшей мере 160 ksi (1103 МПа) и предел прочности на сдвиг по меньшей мере 95 ksi (655 МПа) в зависимости от толщины материала. По меньшей мере либо предел прочности на растяжение, либо предел прочности на сдвиг титанового сплава остается по существу неизменным, по мере того как толщина титанового сплава увеличивается примерно от 1,0 дюйма (2,5 см) до 4,0 дюйма (10,2 см).
Блок-схемы и структурные схемы в различных вариантах осуществления иллюстрируют структурность, функциональность и действие некоторых возможных реализаций устройств и способов в иллюстративном варианте осуществления. В связи с этим, каждый блок в блок-схемах или структурных схемах может составлять по меньшей мере один из модулей, сегментов, функций или часть их комбинации из операций или этапов.
В некоторых альтернативных реализациях иллюстративного варианта осуществления функция или функции, описанные в блоках, могут осуществляться с нарушением порядка выполнения, отраженного на чертежах. Например, в некоторых случаях действия в двух блоках, показанных последовательно, могут быть реализованы по существу одновременно, или действие в блоках может иногда быть реализовано в обратном порядке в зависимости от функциональных потребностей. Кроме того, другие блоки могут быть добавлены в дополнение к показанным блокам в блок-схему или к структурной схеме.
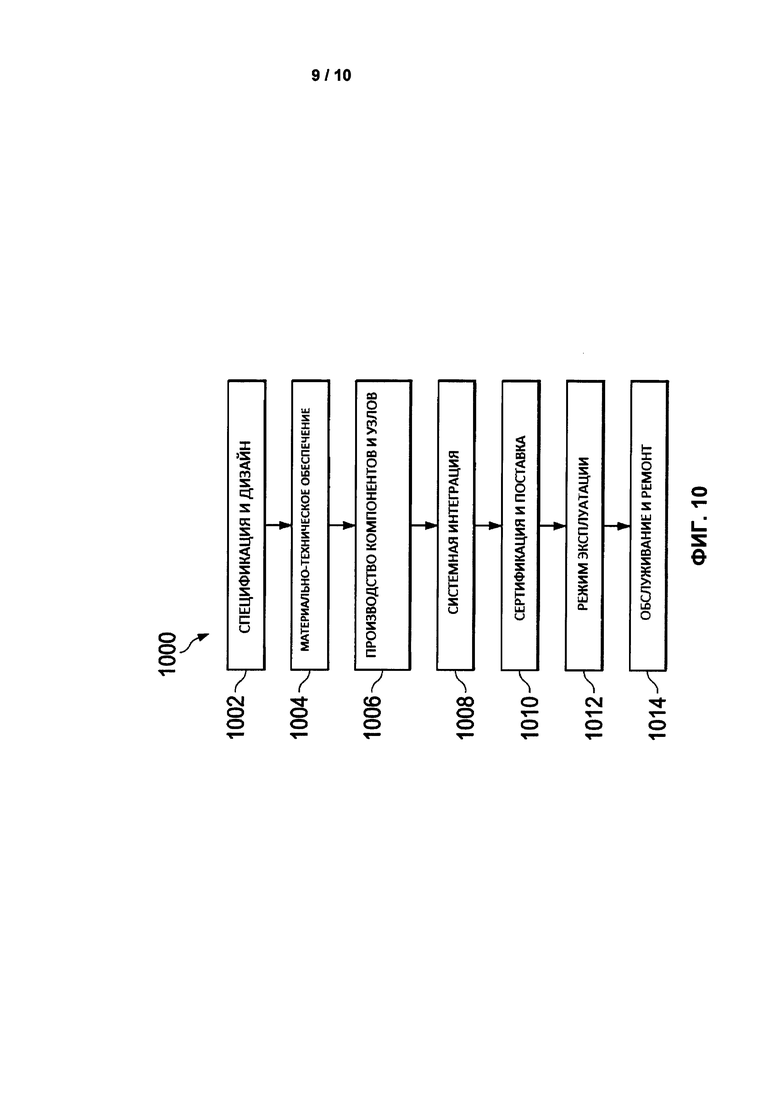
Иллюстративные варианты осуществления изобретения могут быть описаны в контексте способа 1000 сборки воздушного летательного аппарата и его обслуживания, как показано на фиг. 10, и воздушного летательного аппарата 1100, как показано на фиг. 11. Сначала обратимся к фиг. 10, где иллюстрация способа сборки воздушного летательного аппарата и его обслуживания показана в виде блок-схемы в соответствии с иллюстративным вариантом. Во время подготовки к производству, способ 1000 сборки воздушного летательного аппарата и его обслуживания может включать в себя технические характеристики и конструкцию 1002 воздушного летательного аппарата 1100 на фиг. 11 и материально-техническое обеспечение 1004.
На фиг. 11 показан процесс производства, изготовления 1006 компонентов и сборочных узлов и интеграция 1008 системы воздушного летательного аппарата 1100. После этого воздушный летательный аппарат 1100 на фиг. 11 может пройти сертификацию и поставку 1010 для того, чтобы быть введенным в эксплуатацию 1012. В процессе эксплуатации 1012 потребителем, воздушный летательный аппарат 1100 на фиг. 11 подвергается плановому техническому обслуживанию и ремонту 1014, что может включать модификацию, изменение конфигурации, строительный ремонт, и иное обеспечение или обслуживание.
Каждый из процессов способа 1000 производства и обслуживания воздушного летательного аппарата может быть выполнен или может осуществляться с помощью системного интегратора, третьей стороной, оператором или их сочетанием. В этих примерах оператор может быть потребителем. Для целей данного описания, системный интегратор может включать в себя, помимо прочего, любое количество производителей самолетов, субподрядчиков главной системы; третья сторона может включать в себя, помимо прочего, любое количество производителей, субподрядчиков и поставщиков; а оператором может быть авиакомпания, лизинговая компания, военная организация, организация обслуживания и так далее.
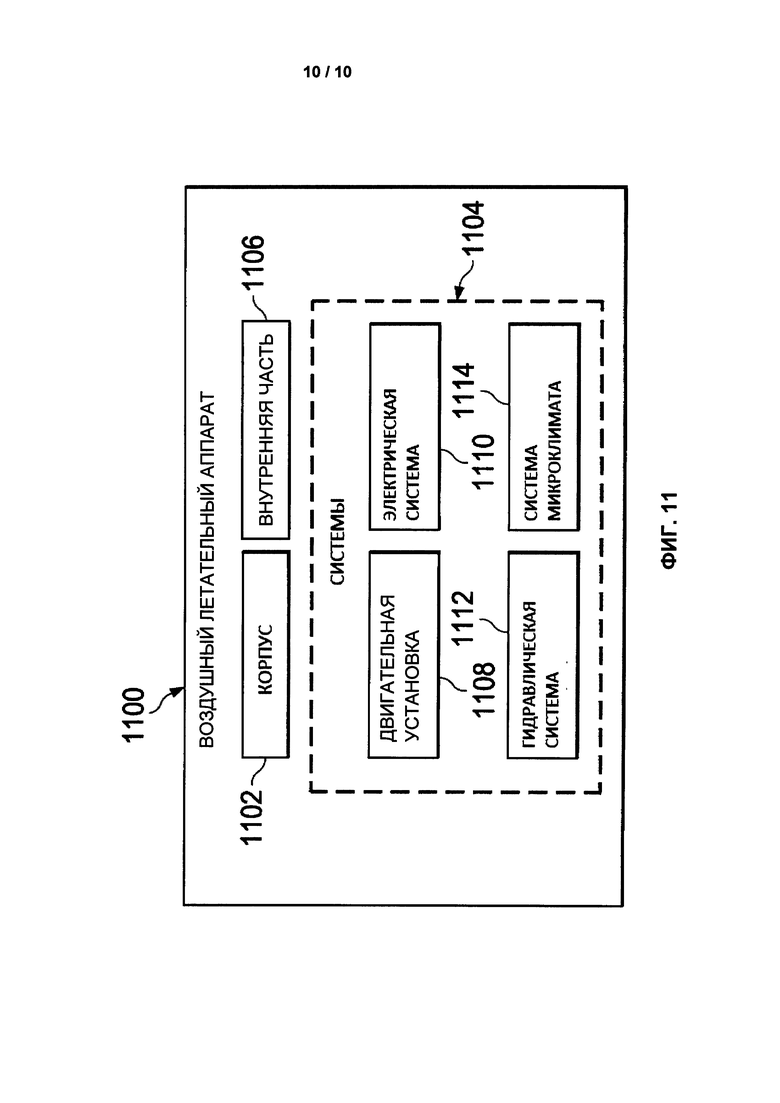
Далее, со ссылкой на фиг. 11, показан воздушный летательный аппарат в виде блок-схемы, в которой иллюстративный вариант осуществления может быть реализован. В этом примере воздушный летательный аппарат 1100 создается способом 1000 изготовления и обслуживания воздушного летательного аппарата, как показано на фиг. 10, и может включать корпус 1102 воздушного летательного аппарата с множеством систем 1104 и внутреннюю часть 1106. Примеры систем 1104 включают в себя одну или большее количество двигательных установок 1108, электрическую систему 1110, гидравлическую систему 1112 и систему 1114 обеспечения искусственного климата. Может быть включено любое количество других систем. Хотя здесь продемонстрирован пример, связанный с аэрокосмической отраслью, различные иллюстративные варианты осуществления могут быть применены к другим отраслям промышленности, таким как, например, автомобильная промышленность.
Могут быть использованы средства и способы, описанные здесь, в течение по меньшей мере одного из этапов способа 1000 производства воздушного летательного аппарата и его обслуживания на фиг. 10. В частности, крепежное изделие 106, изготовленное из заготовки 104 крепежного изделия по фиг. 1, может быть установлен в процессе способа 1000 производства воздушного летательного аппарата и его обслуживания. Например, помимо прочего, крепежное изделие 106 с увеличенным содержанием кислорода и железа может быть установлено, изготовлен или переработано в течение по меньшей мере одного из производства 1006 компонента и сборочного узла, в ходе системной интеграции 1008, текущего ремонта и обслуживания 1014 или какой-либо другой стадии способа 1000 производства и обслуживания воздушного летательного аппарата.
В одном иллюстративном примере компоненты или узлы, произведенные при производстве 1006 компонента и сборочного узла на фиг. 10, могут быть изготовлены или собраны способом, подобным компонентам или узлам, изготовленным во время обслуживания 1012 воздушного летательного аппарата 1100 на фиг. 10. В качестве еще одного примера, один или более вариантов осуществления устройства, вариантов способов или их сочетание могут быть использованы в ходе производственных этапов, таких как производство 1006 компонента и сборочного узла и системной интеграции 1008 на фиг. 10. Один или более вариантов используемых средств, вариантов методов или их сочетание могут быть использованы во время обслуживания 1012 воздушного летательного аппарата 1100, в ходе технического обслуживания и ремонта 1014 на фиг. 10, или в их сочетании. Использование ряда различных иллюстративных вариантов осуществления может существенно ускорить монтаж, снизить стоимость воздушного летательного аппарата 1100, или и то и другое.
Таким образом, иллюстративные варианты осуществления обеспечивают способ и устройство для производства титанового сплава 108. Кроме того, иллюстративные варианты осуществления представляют собой способ и устройство для изготовления крепежного изделия 106 из титанового сплава 108. Устройство включает крепежное изделие 106, используемое в воздушном летательном аппарате 109. Крепежное изделие 106 выполнено из титанового сплава 108, имеющего более 0,20 мас. % кислорода и 0,30 мас. % железа. В частности, крепежное изделие 106, изготовленное из титанового сплава 108, имеет примерно от 5,50 до 6,75 мас. % алюминия, примерно от 3,50 до 4,50 мас. % ванадия, примерно от 0,25 до 0,50 мас. % кислорода, и примерно от 0,40 до 0,80 мас. % железа.
При использовании иллюстративного варианта, крепежное изделие из титанового сплава, применяемое в воздушном летательном аппарате, соответствует промышленным требованиям, устраняя дорогостоящие и трудоемкие этапы производства. Состав с кислородом и железом в иллюстративных вариантах способствует получению требуемого предела прочности на растяжение и прочности на сдвиг без использования процесса термообработки на твердый раствор и старения. В результате, может быть достигнута значительная экономия средств.
Кроме того, производство заготовок крепежных изделий с более высоким уровнем кислорода и железа позволяет производителям использовать скрап в большем процентном соотношении, чем раньше. С иллюстративным вариантом более пятидесяти процентов от материала, используемого для изготовления заготовки крепежного изделия, может состоять из скрапа. Утилизация такого скрапа сокращает количество отходов и позволяет достигать еще большей экономии и минимизации затрат.
Иллюстративные варианты осуществления также обеспечивают заготовку крепежного изделия, с которой можно обращаться и обрабатывать иначе, чем в случае с термообработанным на твердый раствор и подвергнутым старению материалом. Поскольку старение происходит при максимальной температуре около 1000 градусов по Фаренгейту (538°С) для получения необходимых свойств, последующие операции с материалом должны выполняться при температуре ниже 1000 градусов (538°С), чтобы избежать изменения этих свойств. По иллюстративному варианту, операции могут быть выполнены с материалом при более высокой температуре. Температурный предел обработки отожженного материала значительно выше, что позволяет производителям использовать различные процессы горячей прокатки и иные виды горячей термической обработки, происходящие при температурах более 1000 градусов (538°C), чтобы получить крепежное изделие. В результате, крепежное изделие может быть изготовлено более быстро и с использованием более гибких процессов, чем с термообработанным на твердый раствор и подвергнутым старению материалом.
Кроме того, предел прочности на растяжение и предел прочности на сдвиг в иллюстративном варианте остается по существу неизменным, по мере того как толщина материала увеличивается. Таким образом, иллюстративные варианты осуществления обеспечивают крепежное изделие различного диаметра с аналогичными показателями предела прочности, что значительно выше норматива промышленности. В результате, крепежные изделия, выполненные из раскрытого материала, даже имеющие диаметр около одного дюйма (2,54 см) и выше, являются более прочными и лучше подходят для использования в аэрокосмической отрасли, чем имеющийся на сегодняшний день термообработанные на твердый раствор и подвергнутые старению крепежные изделия Ti-6Al-4V.
Описание различных иллюстративных вариантов осуществления было представлено в целях демонстрации и для описания, и не является исчерпывающим или ограничивающим для раскрытых вариантов осуществления. Многие модификации и вариации будут очевидны специалистам в данной области техники. Кроме того, различные иллюстративные варианты осуществления могут обеспечить различные признаки в сравнении с другими предпочтительными вариантами осуществления. Вариант осуществления или варианты осуществления выбраны и описаны для того, чтобы лучше объяснить принципы вариантов осуществления, их практическое применение, и дать возможность другим обычным специалистам в данной области техники понять раскрытие изобретения для различных вариантов осуществления с различными модификациями, которые подходят для конкретного использования.
| название | год | авторы | номер документа |
|---|---|---|---|
| ОБРАБОТКА СПЛАВОВ ТИТАН-АЛЮМИНИЙ-ВАНАДИЙ И ИЗДЕЛИЯ, ИЗГОТОВЛЕННЫЕ С ЕЕ ПОМОЩЬЮ | 2004 |
|
RU2339731C2 |
| ВЫСОКОПРОЧНЫЙ ТИТАНОВЫЙ СПЛАВ ДЛЯ АДДИТИВНОГО ПРОИЗВОДСТВА | 2018 |
|
RU2797351C2 |
| ОБРАБОТКА АЛЬФА/БЕТА ТИТАНОВЫХ СПЛАВОВ | 2011 |
|
RU2575276C2 |
| ОБРАБОТКА АЛЬФА-БЕТА-ТИТАНОВЫХ СПЛАВОВ | 2016 |
|
RU2725391C2 |
| ВЫСОКОПРОЧНЫЕ КРЕПЕЖНЫЕ ИЗДЕЛИЯ И ЗАГОТОВКИ КРЕПЕЖНЫХ ИЗДЕЛИЙ ИЗ АЛЬФА/БЕТА ТИТАНОВОГО СПЛАВА | 2016 |
|
RU2712324C2 |
| ЗАГОТОВКА ДЛЯ ВЫСОКОПРОЧНЫХ КРЕПЕЖНЫХ ИЗДЕЛИЙ, ВЫПОЛНЕННАЯ ИЗ ДЕФОРМИРУЕМОГО ТИТАНОВОГО СПЛАВА, И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2019 |
|
RU2724751C1 |
| ВЫСОКОПРОЧНЫЕ КРЕПЕЖНЫЕ ИЗДЕЛИЯ И ЗАГОТОВКИ КРЕПЕЖНЫХ ИЗДЕЛИЙ ИЗ АЛЬФА/БЕТА ТИТАНОВОГО СПЛАВА | 2011 |
|
RU2581332C2 |
| ВЫСОКОПРОЧНЫЙ АЛЬФА-БЕТА-СПЛАВ НА ОСНОВЕ ТИТАНА | 2003 |
|
RU2277134C2 |
| ТИТАНОВЫЙ СПЛАВ С УЛУЧШЕННЫМИ СВОЙСТВАМИ | 2013 |
|
RU2627312C2 |
| УДАРОСТОЙКИЕ ИЛИ СТОЙКИЕ К УДАРНОЙ НАГРУЗКЕ ТИТАНОВЫЕ СПЛАВЫ И СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ИЗ НИХ | 2015 |
|
RU2659524C2 |
Изобретение относится к области металлургии, в частности к способу изготовления крепежных изделий из титанового сплава с заданными механическими свойствами, и может быть использовано в аэрокосмической отрасли. Способ изготовления титанового сплава включает обеспечение наличия титанового сплава, полученного с использованием по меньшей мере 50% титанового скрапа, отжиг титанового сплава, причем титановый сплав содержит, мас.%: от 5,50 до 6,75 алюминия, от 3,50 до 4,50 ванадия, от 0,25 до 0,50 кислорода и от 0,40 до 0,80 железа. Обеспечивается получение титанового сплава, имеющего высокий уровень содержаний кислорода и железа, с высокими механическими характеристиками. 4 н. и 9 з.п. ф-лы, 11 ил.
1. Способ изготовления титанового сплава, включающий:
обеспечение наличия титанового сплава, полученного с использованием по меньшей мере 50% титанового скрапа;
отжиг титанового сплава;
причем титановый сплав содержит от 5,50 до 6,75 мас. % алюминия, от 3,50 до 4,50 мас. % ванадия, от 0,25 до 0,50 мас. % кислорода и от 0,40 до 0,80 мас. % железа.
2. Способ по п. 1, отличающийся тем, что титановый сплав содержит от 0,25 до 0,30 мас. % кислорода и от 0,40 до 0,60 мас. % железа.
3. Способ по п. 1, отличающийся тем, что титановый сплав также содержит от 0,005 до 0,20 мас. % молибдена и от 0,03 до 0,15 мас. % хрома.
4. Способ по п. 1, отличающийся тем, что титановый сплав имеет предел прочности на растяжение по меньшей мере 160 ksi (1103 МПа) и предел прочности на сдвиг по меньшей мере 95 ksi (655 МПа).
5. Титановый сплав, полученный способом по любому из пп. 1-4.
6. Способ изготовления крепежного изделия для летательного аппарата, включающий:
обеспечение наличия титанового сплава, полученного с использованием по меньшей мере 50% титанового скрапа;
отжиг титанового сплава,
причем титановый сплав содержит от 5,50 до 6,75 мас. % алюминия, от 3,50 до 4,50 мас. % ванадия, от 0,25 до 0,50 мас. % кислорода и от 0,40 до 0,80 мас. % железа; и
изготовление крепежного изделия для летательного аппарата из титанового сплава.
7. Способ по п. 6, отличающийся тем, что крепежное изделие изготавливают из титанового сплава, также содержащего от 0,005 до 0,20 мас. % молибдена и от 0,03 до 0,15 мас. % хрома.
8. Способ по п. 6, отличающийся тем, что
изготавливают крепежное изделие, имеющее предел прочности на растяжение по меньшей мере 160 ksi (1103 МПа) и предел прочности на сдвиг по меньшей мере 95 ksi (655 МПа) при диаметре крепежного изделия менее чем 0,625 дюйма (1,59 см).
9. Способ по п. 6, отличающийся тем, что изготовление крепежного изделия включает:
резку титанового сплава с обеспечением необходимой длины крепежного изделия;
изготовление головки крепежного изделия;
формирование резьбы крепежного изделия и
проверку крепежного изделия.
10. Способ по п. 6, дополнительно включающий:
выполнение операций с титановым сплавом при температуре от 1000 (538°C) до 1400 (760°C) градусов по Фаренгейту для изготовления крепежного изделия.
11. Способ по п. 6, отличающийся тем, что крепежное изделие имеет диаметр, а по меньшей мере один из таких пределов прочности, как предел прочности на растяжение и предел прочности на сдвиг титанового сплава, остается неизменным по мере увеличения диаметра крепежного изделия от 1,0 дюйма (2,54 см) до 4,0 дюймов (10,16 см).
12. Способ по п. 6, в котором титановый сплав содержит от 0,25 до 0,30 мас. % кислорода, от 0,40 до 0,60 мас. % железа.
13. Крепежное изделие для летательного аппарата, полученное способом по любому из пп. 6-12.
| Способ и приспособление для нагревания хлебопекарных камер | 1923 |
|
SU2003A1 |
| ПРИБОР ДЛЯ ОПРЕДЕЛЕНИЯ СКОРОСТИ ТЕЧЕНИЯ ВОДЫ И ОДНОВРЕМЕННОГО ПОЛУЧЕНИЯ ПРОБ ЕЕ | 1925 |
|
SU425A1 |
| Многоступенчатая активно-реактивная турбина | 1924 |
|
SU2013A1 |
| US 5332545 A, 26.07.1994 | |||
| ВЫСОКОПРОЧНЫЙ АЛЬФА-БЕТА-СПЛАВ НА ОСНОВЕ ТИТАНА | 2003 |
|
RU2277134C2 |

