Изобретение относится к области сварки и наплавки металлических изделий и может быть использовано в отрасли авиастроения для ремонта и упрочения как бывших в эксплуатации, так и новых титановых лопаток компрессора ГТД.
Уровень техники
Известен способ восстановления бандажных полок лопаток турбомашин из титановых сплавов (RU 2586191 С1, МПК В23Р 6/00, Опубликовано: 16.12.2014, Патентообладатель(и): Акционерное общество «Научно-производственный центр газотурбостроения «Салют» (АО «НПЦ газотурбостроения «Салют»), (RU). Известный способ включает в себя удаление поврежденных участков покрытия и поверхностного слоя, наплавку поврежденных участков в среде нейтрального газа или в вакууме, механическую обработку наплавленных участков до восстановления заданных геометрических размеров и формы, термообработку лопаток после наплавки для снятия остаточных напряжений, нанесение износостойкого покрытия на восстановленные участки путем напыления.
Основными недостатками данного способа являются:
- наличие остаточных напряжений после наплавки, что требует проведения термообработки титановой лопатки;
- длительный процесс производства, обусловленный большим количеством операций по обработке деталей.
- интенсивный износ покрытия, нанесенного методом детонационного напыления.
Известен способ ремонта и изготовления лопатки (СА 2735302 A1, F01D 5/28, Опубликовано: 25.09.2012, Патентообладатель(и): Liburdi Engineering Limited, (СА). Известный способ заключается в восстановительном ремонте титановых лопаток методом лазерной наплавки порошкового материала Ti-6Al-4V. Способ также включает механическую обработку повреждений и наплавленного слоя, лазерную наплавку, термообработку титановых лопаток.
Основным недостатком данного способа является отсутствие упрочняющего защитного покрытия для снижения уровня износа титановых лопаток.
Предлагаемое изобретение направлено на решение задачи восстановления и упрочнения антивибрационных полок титановых лопаток компрессора ГТД с обеспечением высокого качества наплавленного слоя и полной автоматизации разработанной технологии, обеспечивающей защиту поверхности полок от эрозионного износа.
Техническим результатом предлагаемого изобретения является достигаемая экономическая выгода за счет повышения стойкости и межремонтного интервала рабочих лопаток компрессора ГТД, а также увеличение технологичности с минимизацией влияния человеческого фактора на производстве.
Технический результат достигается тем, что в качестве порошкового материала на основе титана, используется специальная композитная смесь порошков титанового сплава и карбида титана с фракцией 20-200 мкм и 10-70 мкм соответственно.
Применение данной смеси порошков в процессе лазерной наплавки лопаток позволяет сформировать покрытие с равномерной структурой и высоким содержанием частиц карбида титана, обеспечивающих высокую износостойкость деталей па протяжении всего цикла эксплуатации. Данные фракционные интервалы выбраны с учетом технологических особенностей оборудования, экономической целесообразности и доступности на рынке РФ порошковых материалов, а также на основании достижения максимально возможных защитных свойств покрытия на основе проведенных исследований и испытаний. При применении такой фракции сформированное покрытие методом лазерной наплавки обладает исключительной износостойкостью.
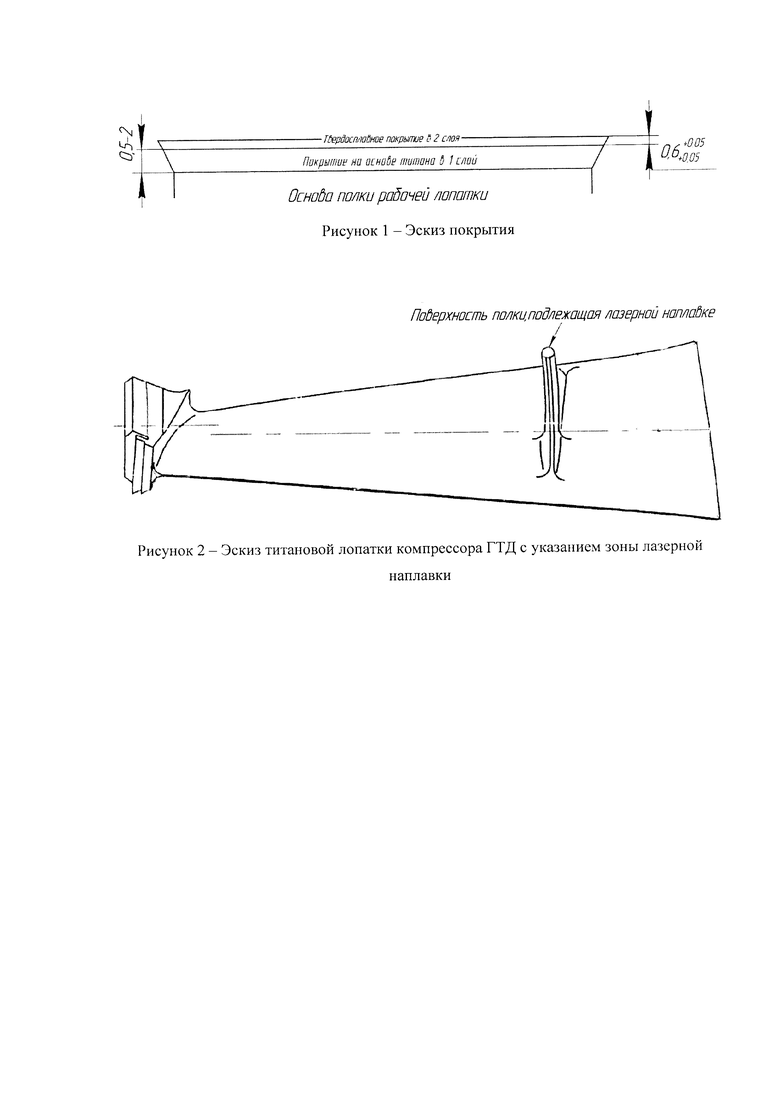
На рисунке 1 представлен эскиз покрытия. Полная автоматизация процесса лазерной обработки достигается за счет применения промышленного робототехнического комплекса с возможностью моделирования траекторного перемещения оптической системы над поверхностью детали по конструкторским 3D моделям. После лазерной наплавки проводится финишная механическая обработка полок титановых лопаток компрессора ГТД с целью достижения чистовых геометрических размеров согласно конструкторской документации.
Высокий уровень износостойкости покрытия полок титановых лопаток и отсутствие дефектов при производстве достигается за счет однородности свариваемых материалов титанового сплава, свойств карбида титана с микротвердостью выше 3000 HV0,5 и рабочей температурой удовлетворяющей среде эксплуатации титановых лопаток.
На рисунке 2 представлен эскиз титановой лопатки компрессора ГТД с указанием зоны лазерной наплавки композиции порошковых материалов.
Пример
Перед проведением ремонта с упрочнением деталей проводится предварительная механическая обработка рабочей поверхности полок титановых лопаток для удаления старого покрытия и поверхностного слоя материала основы. Подготовленная поверхность полки титановой лопатки обрабатывается в соответствии с подобранными технологическими параметрами лазерной наплавки порошкового материала на основе титана и карбида титана. Для этого используется волоконный источник лазерного излучения с оптической системой доставки сфокусированного излучения до поверхности зоны восстановления. Подача порошковых материалов осуществляется коаксиально в среде инертного газа аргона или гелия. Первым проходом проводится восстановление рабочей поверхности полки методом лазерной наплавки порошкового материала на основе титана с толщиной слоя от 0,5 до 2 мм в зависимости от отклонений геометрических размеров согласно конструкторской документации. Затем наносится твердосплавное покрытие методом лазерной наплавки композиции порошков титанового сплава и карбида титана. Особенность данного процесса заключается в непрерывной дозированной подаче композиции порошка в пропорциях 3/17-1/4 (титановый сплав/карбид титана) и постепенного охлаждения зоны обработки для предотвращения локального перегрева на границах рабочей поверхности. При этом лазерная наплавка проводится в два прохода для достижения двухслойного покрытия толщиной 0,6 мм. Лазерная наплавка композиции титановый сплав с карбидом титана проводится по следующим технологическим параметрам:
1. Тип лазерного излучения: непрерывное
2. Максимальная мощность лазерного излучения: 550-650 Вт
3. Скорость наплавки: 0.01-0.0125 м/сек
4. Перекрытие валиков: 40-60%
5. Диаметр пятна лазерного излучения: 0.6-0.7 мм
6. Подача инертного газа: 70-80 л/мин
7. Дистанция от подложки до среза сопла: 10.5-11.5 мм
8. Количество слоев: 2
Преимущества и особенности:
- полностью автоматизированный процесс с минимальным вмешательством рабочего персонала в технологический цикл производства и ремонта деталей;
- минимизация последующей механической обработки, равномерность структуры, малая зона термического влияния, отсутствие внутренних и внешних дефектов, отсутствие деформаций изделия, вызванных в процессе восстановления и упрочнения;
- максимально точное соблюдение геометрических форм и размеров детали;
- получение покрытия с уменьшенным размером зерна кристаллической решетки;
- больший коэффициент использования материала, что ведет к значительной экономии производства;
- высокое сопротивление износу при эксплуатации деталей после упрочнения;
- больший уровень производственный безопасности и экологии окружающей среды.
Описание технологии:
- предварительная механическая обработка дефектов рабочей поверхности полки титановой лопатки компрессора ГТД до чистого металла основы по шаблонам;
- восстановительный ремонт и упрочнение полки методом лазерной наплавки композиции порошкового материала титанового сплава и карбида титана в пропорциях 3/17-1/4;
- финишная механическая обработка твердосплавного покрытия полки для достижения необходимых геометрических размеров и чистоты поверхности.
| название | год | авторы | номер документа |
|---|---|---|---|
| Моноколесо осевого компрессора и ротор компрессора низкого давления авиационного газотурбинного двигателя | 2019 |
|
RU2740442C2 |
| Способ восстановления бандажных полок лопаток турбомашин из жаропрочных никелевых сплавов | 2017 |
|
RU2667110C1 |
| СПОСОБ РЕМОНТА ЛОПАТОК ИЗ ТИТАНОВЫХ СПЛАВОВ | 2009 |
|
RU2420382C2 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ЭКСПЛУАТАЦИОННЫХ СВОЙСТВ ЛОПАТОК ИЗ ТИТАНОВЫХ СПЛАВОВ | 2009 |
|
RU2420385C2 |
| Способ восстановления бандажных полок лопаток компрессора газотурбинных двигателей (ГТД) | 2016 |
|
RU2627558C1 |
| СПОСОБ ОБРАБОТКИ ДЕТАЛЕЙ | 1997 |
|
RU2115763C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ЭКСПЛУАТАЦИОННЫХ СВОЙСТВ ЛОПАТОК ИЗ ТИТАНОВЫХ СПЛАВОВ | 2009 |
|
RU2424887C2 |
| Способ восстановления хорды профиля пера лопатки из жаропрочного никелевого сплава | 2022 |
|
RU2791745C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ БАНДАЖНЫХ ПОЛОК ЛОПАТОК ТУРБОМАШИН ИЗ ТИТАНОВЫХ СПЛАВОВ | 2014 |
|
RU2586191C1 |
| СПОСОБ РЕМОНТА ЛОПАТОК ИЗ ЛЕГИРОВАННОЙ СТАЛИ | 2006 |
|
RU2353496C2 |
Изобретение относится к способу восстановления и упрочнения антивибрационных полок титановых лопаток компрессора ГТД и может быть использовано в отрасли авиастроения для ремонта и упрочения как бывших в эксплуатации, так и новых титановых лопаток компрессора ГТД. Методом лазерной наплавки осуществляют нанесение порошкового материала на основе титана. В качестве порошкового материала используют композитную смесь порошков титанового сплава и карбида титана с фракцией 20-200 мкм и 10-70 мкм соответственно в пропорциях 3/17-1/4. Техническим результатом изобретения является достигаемая экономическая выгода за счет повышения стойкости и межремонтного интервала рабочих лопаток компрессора ГТД, а также увеличение технологичности с минимизацией влияния человеческого фактора на производстве. 2 ил., 1 пр.
Способ восстановления и упрочнения антивибрационных полок титановых лопаток компрессора ГТД, включающий нанесение методом лазерной наплавки порошкового материала на основе титана, отличающийся тем, что в качестве порошкового материала используют композитную смесь порошков на основе титана и карбида титана с фракцией 20-200 мкм и 10-70 мкм соответственно в пропорциях 3/17-1/4.
| Устройство контроля реле 8Э123М при испытании на безотказность | 2020 |
|
RU2735302C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ БАНДАЖНЫХ ПОЛОК ЛОПАТОК ТУРБОМАШИН ИЗ ТИТАНОВЫХ СПЛАВОВ | 2014 |
|
RU2586191C1 |
| ПОРОШКОВАЯ КОМПОЗИЦИОННАЯ СМЕСЬ ДЛЯ ЛАЗЕРНОЙ НАПЛАВКИ НА МЕТАЛЛИЧЕСКУЮ ПОДЛОЖКУ | 2013 |
|
RU2542922C2 |
| СПОСОБ НАНЕСЕНИЯ НАПЛАВКИ ЛУЧОМ ЛАЗЕРА | 2005 |
|
RU2297310C2 |
| СПОСОБ РЕМОНТА И ИЗГОТОВЛЕНИЯ КОМПОНЕНТОВ ГАЗОТУРБИННОГО ДВИГАТЕЛЯ И КОМПОНЕНТЫ ГАЗОТУРБИННОГО ДВИГАТЕЛЯ, ОТРЕМОНТИРОВАННЫЕ ИЛИ ИЗГОТОВЛЕННЫЕ С ЕГО ИСПОЛЬЗОВАНИЕМ | 2015 |
|
RU2635688C2 |
| СПОСОБ ПОЛУЧЕНИЯ КОМПОЗИЦИОННЫХ ПОКРЫТИЙ ИЗ ПОРОШКОВЫХ МАТЕРИАЛОВ | 2013 |
|
RU2542199C1 |
| СПОСОБ РЕМОНТА ЛОПАТКИ ИЗ ТИТАНА ПУТЕМ ЛАЗЕРНОЙ НАПЛАВКИ И УМЕРЕННОГО HIP ПРЕССОВАНИЯ | 2010 |
|
RU2564644C2 |
| US 4015100 A, 29.03.1977 | |||
| US 4117302 A, 26.09.1978 | |||
| JP 63224890 A, 19.09.1988 | |||
| JP 2009288480 A, 10.12.2009. | |||

