Изобретение относится к подвесочным приспособлениям (подвескам), используемым для нанесения гальванических покрытий на малоразмерные изделия, изготовленные из ферромагнитных материалов, например, на контакт-детали герконов.
Конструкция подвесок должна обеспечивать оперативный групповой монтаж деталей, их надежный электрический контакт с токоподводящими элементами и равномерное распределение тока по поверхности деталей.
Типичная подвеска состоит из трех основных узлов: держателя для загрузки контакт-деталей, токоподводящих элементов, соединенных с источником питания, и магнитной системы, обеспечивающей фиксацию деталей в держателе за счет нормальной составляющей сил магнитного поля.
Известна магнитная система подвески для гальванической обработки контакт-деталей герконов, изготовленная из ферритового магнита с примыкающими к нему магнитопроводами [SU 423890, С23В 5/68, опубл. 15.04.74].
Однако известная магнитная система не позволяет обрабатывать массивы деталей в количестве 1000-2000 шт. с диаметром поперечного сечения, меньшим 0,7 мм. Данное обстоятельство связано с недостаточной силой прижатия таких контакт-деталей к токоподводящему элементу подвески, развиваемой применяемыми магнитами.
Известна магнитная система аналогичного назначения, выполненная из блока электромагнитов, сформированного в виде параллелепипеда [SU 1611996 А1, C25D 17/06, опубл. 07.12.90]. При этом катушки электромагнитов соединены последовательно и подключены к источнику постоянного тока.
Недостаток данной магнитной системы заключается в том, что для ее функционирования необходим автономный источник тока, что существенным образом снижает экономичность используемого оборудования.
Известна магнитная система подвески, используемая для удержания ферромагнитных деталей, состоящая из постоянного магнита и электромагнита, по обмотке которого протекает ток электрохимической обработки [SU 1608252 А1, C25D 7/00, C25D 17/06, опубл. 23.11.90]. Если направления магнитных потоков, образованных элементами системы, совпадают, то возможно снижение расхода электроэнергии.
Данная система из-за сложности конструкции, однако, не применима для гальванической обработки массива малоразмерных контакт-деталей.
Наиболее близким устройством того же назначения к заявляемому объекту по совокупности технических признаков и достигаемому результату является магнитная система подвески для гальванической обработки контакт-деталей герконов, состоящая из корпуса, образованного основанием и крышкой корытообразной формы прямоугольного сечения, выполненных из листовой нержавеющей стали толщиной 1,0 мм, при этом основание изготовлено из магнитопроницаемой стали, внутри корпуса размещены примыкающая к крышке пластина из магнитной стали и магнитный модуль, собранный из плоских магнитов квадратной или прямоугольной формы [RU 2689836, C25D 7/00, C25D 17/06, опубл. 29.05.2019].
Описанное устройство принято за прототип предлагаемого изобретения. В известном устройстве крышка корпуса имеет толщину 1 мм. Пластина изготовлена толщиной, равной 2 мм и выполняет функцию магнитопровода.
К причинам, препятствующим достижению требуемого технического результата при использовании известного устройства, принятого за прототип, и предназначенного для одновременной обработки массивов из 1500-2000 шт. контакт-деталей относится то, что масса магнитной системы достигает 1,15 кг при общей массе подвески, равной 2,5 кг. В процессе гальванических работ за одну смену персонал переносит подвески с деталями сотни раз и испытывает при этом избыточные физические нагрузки.
Таким образом, непосредственное использование известной конструкции магнитной системы, принятой за прототип, в условиях массового производства герконов приводит к физической перегрузке персонала.
Задача данного изобретения заключается в снижении массы магнитной системы подвесок.
Технический результат заключается в оптимизации конструкции магнитной системы, обеспечивающей решение поставленной задачи.
Данный технический результат достигается тем, что в магнитной системе подвески для гальванической обработки контакт-деталей герконов, состоящей из корпуса, образованного основанием и крышкой корытообразной формы прямоугольного сечения, выполненных из листовой нержавеющей стали толщиной 1,0 мм, основание изготовлено из магнитопроницаемой стали, внутри корпуса размещены примыкающая к крышке пластина из магнитной стали и магнитный модуль, собранные из плоских магнитов квадратной или прямоугольной формы, толщина пластины составляет 1,0 мм, а крышка изготовлена из магнитной стали.
Выбор материала крышки и толщины пластины обусловлен следующими обстоятельствами.
В предлагаемой конструкции магнитной системы пластина и крышка в совокупности представляют собой единый магнитопровод толщиной 2,0 мм, При этом отпадает необходимость использования отдельной крышки толщиной 1,0 мм и массой ~200 г из магнитопроницаемой стали, как отдельного элемента системы (прототип).
Положительный эффект от использования предлагаемой магнитной системы обусловлен снижением более чем на 15% ее суммарной массы.
Таким образом, сопоставительный анализ предложенного технического решения и уровня техники позволяет установить, что заявленное изобретение соответствует требованию «новизна» и «изобретательский уровень».
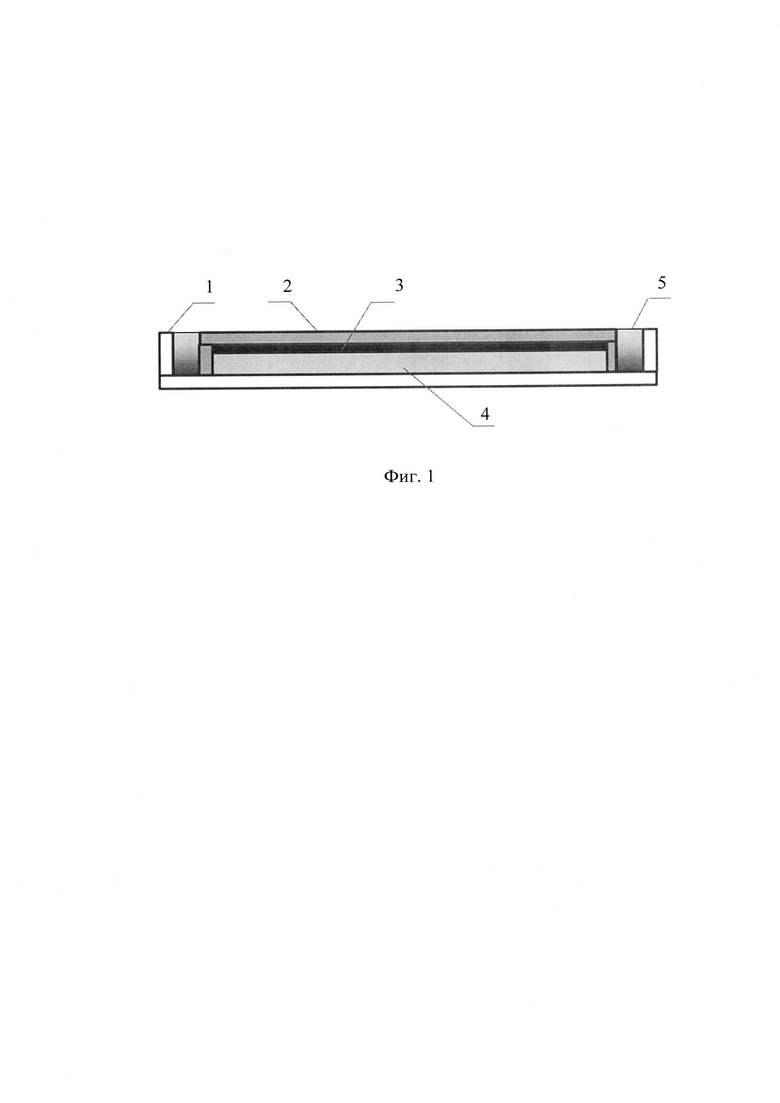
Заявляемое техническое решение поясняется чертежами, где на фиг. 1. изображен разрез предлагаемой магнитной системы.
Корпус магнитной системы состоит из основания 1, изготовленного из листовой магнитопроницаемой нержавеющей стали толщиной 1,0 мм, и крышки 2, выполненной из листовой магнитной нержавеющей стали толщиной 1,0 мм. Внутри корпуса размещена пластина 3 толщиной 1,0 мм, изготовленная также из магнитной нержавеющей стали, и магнитный модуль 4. Магнитный модуль изготовлен из неодимовых магнитов с поперечной намагниченностью квадратной формы 20,0×20,0 мм толщиной 2,5 мм.
Между корпусом и стенками основания имеется заполненный компаундом технологический зазор 5 высотой 5,5 мм и ширина 5,0 мм.
Магнитная система размещается на держателе подвески. Контакт-детали загружают в держатель и нормальной составляющей сил магнитного поля магнитной системы притягиваются к основанию держателя. Подвеску с контакт-деталями подсоединяют к катодной шине, опускают в гальваническую ванну и пропускают через нее ток от анода к катоду. В результате на поверхности контакт-деталей формируется требуемое покрытие.
Испытание предлагаемого устройства магнитной системы производилось при нанесении на контакт-детали герконов многослойных защитных покрытий.
Установлено, что применение предложенной магнитной системы при сохранении прежней силы притяжения контакт-деталей к держателю подвески (качества гальванических покрытий) приводит к снижению ее массы на ~150 г.
Таким образом, использование предлагаемой магнитной системы позволяет повысить удобство ее работы.
Положительный эффект от использования предлагаемого технического решения обусловлен снижением физических нагрузок на персонал.
| название | год | авторы | номер документа |
|---|---|---|---|
| МАГНИТНАЯ СИСТЕМА ПОДВЕСКИ ДЛЯ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ КОНТАКТ-ДЕТАЛЕЙ ГЕРКОНОВ | 2018 |
|
RU2689836C1 |
| УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ ГАЛЬВАНИЧЕСКИХ ПОКРЫТИЙ НА КОНТАКТ-ДЕТАЛИ ГЕРКОНОВ | 2023 |
|
RU2805529C1 |
| ПОДВЕСКА ДЛЯ ГАЛЬВАНИЧЕСКОГО НАНЕСЕНИЯ ПОКРЫТИЙ НА ФЕРРОМАГНИТНЫЕ ДЕТАЛИ | 2020 |
|
RU2757658C1 |
| ПОДВЕСКА ДЛЯ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ КОНТАКТ-ДЕТАЛЕЙ ГЕРКОНОВ | 2019 |
|
RU2714359C1 |
| ПОДВЕСКА ДЛЯ НАНЕСЕНИЯ ГАЛЬВАНИЧЕСКИХ ПОКРЫТИЙ НА МАЛОРАЗМЕРНЫЕ ФЕРРОМАГНИТНЫЕ ДЕТАЛИ | 2019 |
|
RU2726055C1 |
| ПОДВЕСКА ДЛЯ НАНЕСЕНИЯ ГАЛЬВАНИЧЕСКИХ ПОКРЫТИЙ НА КОНТАКТ-ДЕТАЛИ ГЕРКОНОВ | 2017 |
|
RU2668240C1 |
| Подвеска для гальванической обработки контакт-деталей герконов | 2018 |
|
RU2702514C1 |
| УСТАНОВКА ХИМИЧЕСКОЙ ОЧИСТКИ И СУШКИ ИЗДЕЛИЙ | 2014 |
|
RU2580259C1 |
| ВЫКЛЮЧАТЕЛЬ КОНЦЕВОЙ ГЕРКОНОВЫЙ | 2005 |
|
RU2304820C2 |
| УСТРОЙСТВО ДЛЯ ЗАГРУЗКИ И ХРАНЕНИЯ КОНТАКТ-ДЕТАЛЕЙ ГЕРКОНОВ | 2023 |
|
RU2806801C1 |
Изобретение относится к подвесочным приспособлениям (подвескам), используемым для нанесения гальванических покрытий на малоразмерные изделия, изготовленные из ферромагнитных материалов, например на контакт-детали герконов. Магнитная система подвески для гальванической обработки контакт-деталей герконов состоит из корпуса, образованного основанием и крышкой корытообразной формы прямоугольного сечения, выполненных из листовой нержавеющей стали толщиной 1,0 мм, основание изготовлено из магнитопроницаемой стали, внутри корпуса размещены примыкающая к крышке пластина из магнитной стали и магнитный модуль, собранный из плоских магнитов квадратной или прямоугольной формы, при этом толщина пластины составляет 1,0 мм, а крышка изготовлена из листовой нержавеющей магнитной стали. Технический результат: снижение массы магнитной системы. 1 ил.
Магнитная система подвески для гальванической обработки контакт-деталей герконов, состоящая из корпуса, образованного основанием и крышкой корытообразной формы прямоугольного сечения, выполненных из листовой нержавеющей стали толщиной 1,0 мм, при этом основание изготовлено из магнитопроницаемой стали, внутри корпуса размещены примыкающая к крышке пластина из магнитной стали и магнитный модуль, собранный из плоских магнитов квадратной или прямоугольной формы, отличающаяся тем, что толщина пластины составляет 1,0 мм, а крышка изготовлена из магнитной стали.
| МАГНИТНАЯ СИСТЕМА ПОДВЕСКИ ДЛЯ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ КОНТАКТ-ДЕТАЛЕЙ ГЕРКОНОВ | 2018 |
|
RU2689836C1 |
| Подвеска для электрохимической обработки деталей | 1988 |
|
SU1611996A1 |
| Способ электрохимической обработки ферромагнитных деталей и подвеска для установки ферромагнитных деталей | 1988 |
|
SU1608252A1 |

