Изобретение относится к оборудованию, используемому для нанесения гальванических покрытий на малоразмерные изделия, изготовленные из ферромагнитных материалов, в частности, на контакт-детали магнитоуправляемых герметизированных контактов (герконов).
Применяемые для этих целей подвесочные приспособления (подвески) должны обеспечивать оперативный групповой монтаж изделий, их надежный электрический контакт с токоподводящими электродами и равномерное распределение электрического тока по поверхности изделий.
Типичное подвесочное приспособление состоит из трех основных узлов: держателя (тары) для загрузки изделий из ферромагнитных материалов, токоподводящих электродов, соединенных с источником питания, и системы, удерживающей изделия в держателе.
Известна подвеска для гальванической обработки контакт-деталей барабанного типа [SU 505757, C25D 17/20, опубл. 05.03.1976].
Она содержит вращающийся сетчатый барабан, внутри которого размещен токоподводящий электрод. Обрабатываемые контакт-детали загружаются в барабан, при его вращении поочередно под действием собственного веса соприкасаются с электродом и подвергаются требуемой электрохимической обработке (например, на контакт-детали наносится гальваническое покрытие).
Однако известная конструкция подвески мало пригодна для электрохимической обработки малоразмерных контакт-деталей. Из-за малого веса таких деталей не обеспечивается их надежный электрический контакт с токоподводящим электродом. В результате нарушается однородность состава и толщин получаемых гальванических покрытий. Кроме того, подвеска не позволяет избирательно наносить покрытия на отдельные участки деталей, например, на рабочие зоны контакт-деталей герконов, непосредственно участвующие в коммутации тока.
Известна конструкция подвески для нанесения гальванических покрытий на ферромагнитные контакт-детали, состоящая из двух пластин, с соосно расположенными отверстиями, между которыми располагаются фиксирующие элементы, выполненные из резиновых трубок [SU1039985, С25D 17/06, опубл. 07.09.1983].
Обрабатываемые контакт-детали цилиндрическими частями загружают в отверстия пластин. Удержание деталей в подвеске осуществляется за счет их прижатия к образующим отверстий пластин. При этом прижимное усилие на детали создается при увеличении поперечного сечения фиксирующих элементов, вызванного их упругой деформацией.
Однако известная конструкция держателя подвески трудоемка в изготовлении, имеет ограниченную долговечность из-за разброса и деградации упругих свойств фиксирующих элементов. В результате не обеспечивается равномерный электрический контакт между контакт-деталями и пластинами и, следовательно, однородность параметров получаемых гальванических покрытий.
Наиболее близким устройством того же назначения к заявляемому объекту по совокупности существенных признаков и достигаемому результату является подвеска для нанесения гальванических покрытий на контакт-детали герконов, содержащая магнитную систему, а также параллельно расположенные на фиксированном расстоянии друг от друга плоские основание и две перфорированные пластины с соосными отверстиями круглого сечения, изготовленные из немагнитного материала [US3386156, Н05K 13/02, опубл. 04.06.1968]. Описанное устройство принято за прототип предлагаемого изобретения.
В известном устройстве цилиндрические части контакт-деталей герконов загружаются вертикально в отверстия пластин до упора в основание и удерживаются в таком положении силами магнитного поля, создаваемого магнитной системой. Затем контакт-детали погружают в гальваническую ванну и на их рабочие зоны наносят необходимое защитное покрытие.
К причинам, препятствующим достижению требуемого технического результата при использовании известного устройства, принятого за прототип, относится то, что оно не обеспечивает надежный, равномерный электрический контакт всех контакт-деталей с основанием подвески. Данное обстоятельство приводит к нестабильности переходного электрического сопротивления (Rп) между контакт-деталями и основанием подвески и, как следствие, к неоднородности получаемых гальванических покрытий по толщине и составу.
Таким образом, использование известной конструкции подвески для нанесения гальванических покрытий на контакт-детали герконов в условиях массового производства не позволяет гарантированно получать герконы с воспроизводимыми техническими параметрами.
Технической задачей данного изобретения является повышение качества гальванических покрытий контакт-деталей герконов.
Технический результат заключается в увеличении градиента индукции магнитного поля, действующего вблизи нижней границы цилиндрических штифтов, расположенных внутри основания и непосредственно контактирующих с контакт-деталями герконов. В результате существенно увеличивается сила притяжения (Fпр) контакт-деталей к основанию подвески.
Данный технический результат достигается тем, что в подвеске для нанесения гальванических покрытий на контакт-детали герконов, содержащей магнитную систему, а также параллельно расположенные на фиксированном расстоянии друг от друга плоские основание и две перфорированные пластины с соосными отверстиями круглого сечения, изготовленные из немагнитного материала, в основании выполнены отверстия круглого сечения соосные с отверстиями в перфорированных пластинах, в которых размещены цилиндрические штифты, изготовленные из ферромагнитного материала, при этом диаметр отверстий в пластинах равен 1,2-1,4, а диаметр отверстий в основании равен соответственно 1,5-2,0 диаметра поперечного сечения цилиндрической части контакт-деталей.
Выбор значений диаметра отверстий в пластинах (dп) и основании (dо) подвески осуществляют относительно диаметра поперечного сечения цилиндрической части контакт-деталей герконов (dкд) и обусловлен следующими обстоятельствами.
При dп меньшем (равным) l,2d,кд затруднено затаривание контакт-деталей в отверстия пластин. При dп большем (равным) 1,4dкд наблюдается отклонение положения контакт-деталей от направления, перпендикулярного основанию. При этом наблюдается дополнительное увеличение Rп.
При dо меньшем (равным) 1,5dкд усложняется процесс забивания штифтов в отверстия основания (недостаточна их механическая прочность). Начиная с dо, равного 2,0dкд, нa (5-7)% уменьшается сила притяжения контакт-деталей к основанию (перекрываются магнитные поля соседних штифтов).
Положительный эффект от использования данной конструкции подвески для нанесения гальванических покрытий обусловлен тем, что в ней за счет использования штифтов, выполняющих функцию концентраторов магнитного поля, непосредственно в области контакта деталей герконов и нижней границы штифтов в несколько раз увеличивается индукция магнитного поля и, следовательно, сила притяжения контакт-деталей к основанию подвески.
В результате стабилизируется Rп и, как следствие, повышается качество гальванических покрытий, а также предотвращается выпадение мелкоразмерных контакт-деталей из подвески в процессе их гальванической обработки.
Таким образом, сопоставительный анализ предложенного технического решения и уровня техники позволяет установить, что заявленное изобретение соответствует требованию «новизна» и «изобретательский уровень».
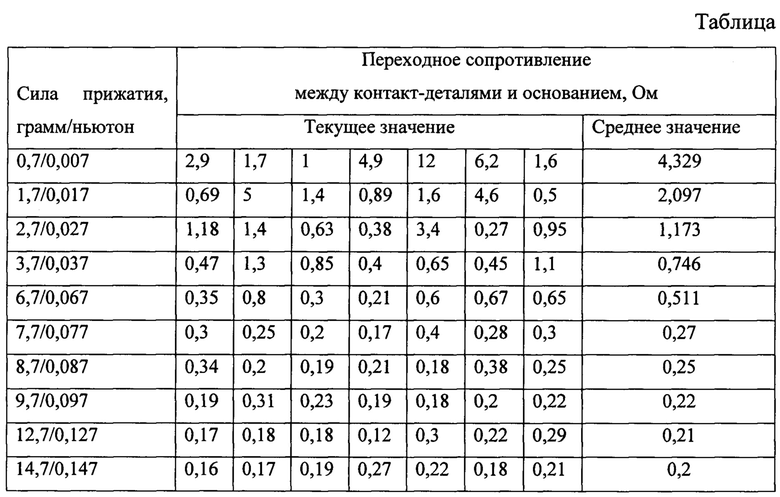
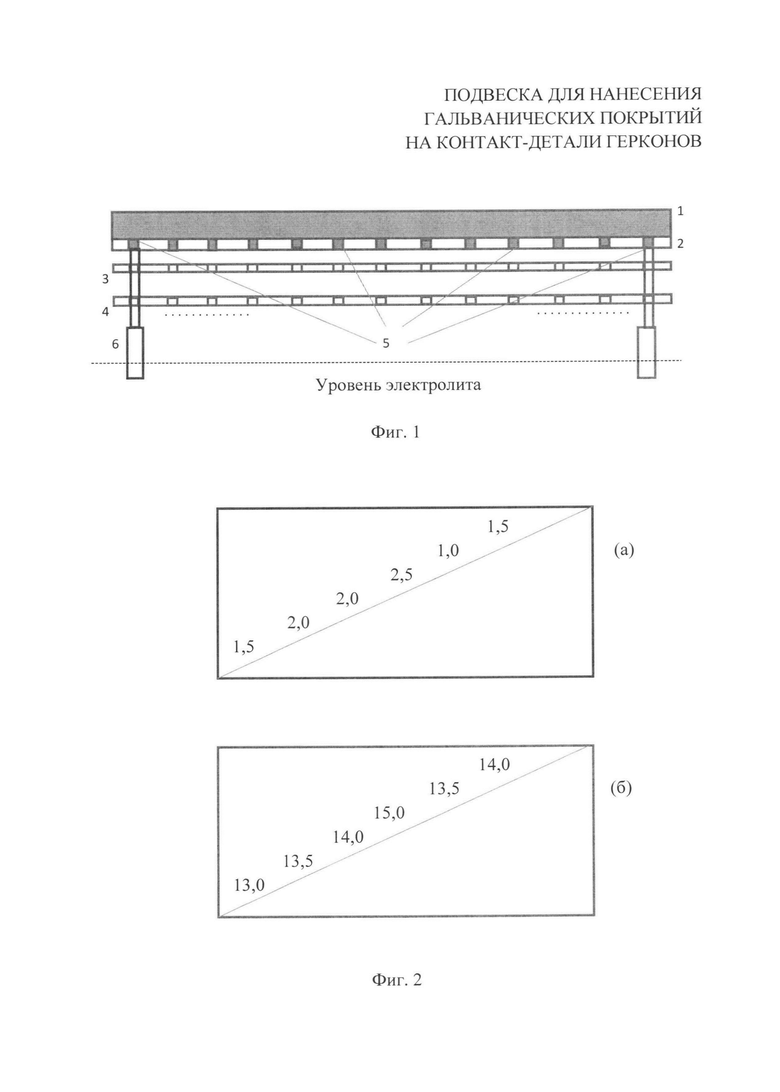
Заявляемая конструкция подвески приведена на фиг. 1, а распределение силы притяжения контакт-деталей к основанию по площади подвески - на фиг. 2.
Данная подвеска предназначена для нанесения гальванических покрытий на контакт-детали герконов с dкд равным 0,5 мм. Она включает в себя магнитную систему 1, основание 2 толщиной 2 мм и перфорированные пластины 3 и 4 толщиной 1 мм, изготовленные из нержавеющей стали.
В пластинах выполнены соосные отверстия круглого сечения диаметром 0,65 мм, в основании - отверстия диаметром 1,0 мм. В отверстия основания плотно запрессованы цилиндрические штифты из ферромагнитного железо-никелевого сплава 5. Высота штифтов равна толщине основания. В отверстиях пластин перпендикулярно основанию размещены контакт-детали герконов 6. Расстояние между основанием и пластиной 3, а также между пластинами 3 и 4 составляет 6 мм.
В экспериментах в качестве базы сравнения использовалась подвеска идентичной конструкции, в основании которой отсутствовали штифты. Для удержания контакт-деталей в пластинах подвесок использовались одинаковые магнитные системы. На фиг. 2 приведено распределение Fпр по рабочему полю подвесок без штифтов (а) и со штифтами (б).
Каждая подвеска работает следующим образом. Цилиндрическими частями контакт-детали герконов с помощью вибропогрузчика загружают в отверстия пластин перпендикулярно основанию. Магнитным полем, создаваемым магнитной системой, контакт-детали притягиваются к основанию с силой Fпр.При этом в подвеске (б) контакт-детали прижимаются к нижней границе штифтов 5.
Собранную таким образом подвеску с закрепленными на ней контакт-деталями подсоединяют к катодной шине, опускают в гальваническую ванну и пропускают через нее ток от анода к катоду. В результате на поверхности контакт-деталей формируется требуемое покрытие.
Качество получаемого покрытия в значительной мере зависит от надежности электрического контакта контакт-деталей с основанием подвески. В свою очередь, надежность данного контакта однозначно связана с величиной Fпр. Указанное обстоятельство обусловлено тем, что величина Fпр влияет на значение Rп, которое определяет величину тока, проходящего по электрической цепи каждой контакт-детали.
Экспериментально измеренная зависимость Rп от Fпр приведена в таблице.
Из таблицы следует, что стабилизация значения Rп наблюдается, начиная с Fпр, равной ~8,0 г.
Испытание предлагаемой подвески производилось в условиях реального производства. В качестве покрытий контакт-деталей герконов использовались многослойные системы: Ni(0,5-2,0 мкм) - Аu(0,2-0,4 мкм) - Ru (0,35- 0,5 мкм).
Экспериментально установлено, что используемые подвески (а) и (б) характеризуются различным диапазоном изменения Fпр (фиг.2), что влияет на качество получаемых гальванических покрытий.
Подвеска (а):
- среднее значение FпрСР равно 2,0 г;
- разброс значений Fпр составляет (FпрМАК-FпрМИН)/FпрСР=(2,5-1,5)/2,0=50,0%;
- на ряде контакт-деталей наблюдается отсутствие покрытий;
- усредненная масса покрытия одной контакт-детали составляет 11-10-5 г;
- имеет место выпадение отдельных контакт-деталей из подвески в электролит, что сопровождается изменением его исходных характеристик и негативно сказывается на качестве покрытий.
Подвеска (б):
- среднее значение FпрСР равно 14,0 г;
- разброс значений Fпр составляет (15-13)/14,0=14,3%;
- на всех контакт-деталях контролируют наличие покрытия;
- усредненная масса покрытия одной контакт-детали составляет 15⋅10-5 г;
- полностью отсутствует выпадение контакт-деталей из подвески. Таким образом, наличие в основании подвески локально расположенных штифтов, выполняющих функцию концентраторов магнитного поля, позволяет в 7-8 раз увеличить силу притяжения контакт-деталей к основанию подвески и существенно повысить качество получаемых гальванических покрытий.
Положительный эффект от использования предлагаемого технического решения обусловлен увеличением процента выхода годных изделий, снижением разброса эксплуатационных параметров герконов и увеличением их долговечности.
| название | год | авторы | номер документа |
|---|---|---|---|
| Подвеска для гальванической обработки контакт-деталей герконов | 2018 |
|
RU2702514C1 |
| ПОДВЕСКА ДЛЯ НАНЕСЕНИЯ ГАЛЬВАНИЧЕСКИХ ПОКРЫТИЙ НА МАЛОРАЗМЕРНЫЕ ФЕРРОМАГНИТНЫЕ ДЕТАЛИ | 2019 |
|
RU2726055C1 |
| ПОДВЕСКА ДЛЯ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ КОНТАКТ-ДЕТАЛЕЙ ГЕРКОНОВ | 2019 |
|
RU2714359C1 |
| ПОДВЕСКА ДЛЯ ГАЛЬВАНИЧЕСКОГО НАНЕСЕНИЯ ПОКРЫТИЙ НА ФЕРРОМАГНИТНЫЕ ДЕТАЛИ | 2020 |
|
RU2757658C1 |
| МАГНИТНАЯ СИСТЕМА ПОДВЕСКИ ДЛЯ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ КОНТАКТ-ДЕТАЛЕЙ ГЕРКОНОВ | 2018 |
|
RU2689836C1 |
| УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ ГАЛЬВАНИЧЕСКИХ ПОКРЫТИЙ НА КОНТАКТ-ДЕТАЛИ ГЕРКОНОВ | 2023 |
|
RU2805529C1 |
| МАГНИТНАЯ СИСТЕМА ПОДВЕСКИ ДЛЯ ГАЛЬВАНИЧЕСКОЙ ОБРАБОТКИ КОНТАКТ-ДЕТАЛЕЙ ГЕРКОНОВ | 2019 |
|
RU2726054C1 |
| Подвеска для электрохимической обработки деталей | 1985 |
|
SU1306983A1 |
| Способ электрохимической обработки ферромагнитных деталей и подвеска для установки ферромагнитных деталей | 1988 |
|
SU1608252A1 |
| УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ ГАЛЬВАНИЧЕСКИХ ПОКРЫТИЙ | 2011 |
|
RU2464361C1 |
Изобретение относится к области гальванотехники и может быть использовано для нанесения гальванических покрытий на малоразмерные изделия, изготовленные из ферромагнитных материалов, в частности на контакт-детали герметизированных магнитоуправляемых контактов - герконов. Подвеска содержит магнитную систему, а также параллельно расположенные на фиксированном расстоянии друг от друга плоские основание и две перфорированные пластины с соосными отверстиями круглого сечения, изготовленные из немагнитного материала, при этом в основании выполнены отверстия круглого сечения, соосные с отверстиями в перфорированных пластинах, в которых размещены цилиндрические штифты, изготовленные из ферромагнитного материала, при этом диаметр отверстий в пластинах равен 1,2-1,4, а диаметр отверстий в основании равен соответственно 1,5-2,0 диаметра поперечного сечения цилиндрической части контакт-деталей герконов. Техническим результатом изобретения является повышение качества гальванических покрытий контакт-деталей герконов. 1 табл., 2 ил.
Подвеска для нанесения гальванических покрытий на контакт-детали герконов, содержащая магнитную систему и параллельно расположенные на фиксированном расстоянии друг от друга плоские основание и две перфорированные пластины с соосными отверстиями круглого сечения, изготовленные из немагнитного материала, отличающаяся тем, что в основании выполнены отверстия круглого сечения, соосные с отверстиями в перфорированных пластинах, в которых размещены цилиндрические штифты, изготовленные из ферромагнитного материала, при этом диаметр отверстий в пластинах равен 1,2-1,4, а диаметр отверстий в основании равен соответственно 1,5-2,0 диаметра поперечного сечения цилиндрической части контакт-деталей герконов.
| US 3386156 A, 04.06.1968 | |||
| СПОСОБ ПОДГОТОВКИ СБОРКИ НЕ ИМЕЮЩИХ ОТВЕРСТИЙ ТОНКИХ ДЕТАЛЕЙ ДЛЯ НАНЕСЕНИЯ НА НИХ МЕТАЛЛИЧЕСКИХ ПОКРЫТИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2007 |
|
RU2357018C1 |
| Установка для нанесения покрытий методом электролитического осаждения на изделия | 1989 |
|
SU1654383A1 |
| ВСЕСОЮЗНАЯ ^ПАТК"Т С-.oaHAJ^к:'.:v'^i-rt:«q ТМ. Кл. С 08Ь 1/02 | 0 |
|
SU366200A1 |

